Изобретение относится к машиностроению и может быть использовано при проектировании технологической оснастки.
Известен способ обработки диаметральных рядов отверстий (см., например, кн. Справочник технолога машиностроения. В 2-х т. Т.1/ Под. ред. А.Г.Косиловой и Р.К. Мещерякова -М. Машиностроение, 1986, 656 с., рис. 168, с. 322), включающий установку изделия на приспособление, последовательную обработку инструментом диаметрального ряда отверстий изделия, переналадку технологических средств и обработку другого диаметрального ряда отверстий изделия. Однако данный способ имеет существенный недостаток: низкая экономическая эффективность. Недостаток обусловлен тем, что переналадка технологических средств осуществляется за счет дорогостоящего радиально-сверлильного станка.
Известно устройство для обработки диаметральных рядов отверстий (см. например кн. Ансеров М. А. Приспособления для металлорежущих станков. Л., Машиностроение, 1975 г. 656 с. рис. VII. 66, VII.67, c. 515), содержащее корпус, шпиндель, установленный в корпусе, планшайбу, контактирующую со шпинделем, и фиксатор, расположенный в корпусе и выполненный с возможностью взаимодействия с делительным диском. Однако данная конструкция имеет существенные недостатки - сложная и металлоемкая конструкция делительного диска, низкие точность и производительность обработки. Недостатки обусловлены несовершенством делительного механизма стола, а также невысокой точностью выставки кондукторной плиты и большими потерями времени на переналадку и переустановку приспособления при обработке другого диаметрального ряда отверстий изделия.
Наиболее близким решением по технической сущности к заявленному способу является способ обработки диаметральных рядов отверстий, включающий установку изделия на планшайбу поворотного стола приспособления, последовательную обработку инструментом диаметрального ряда отверстий изделия, переналадку приспособления и обработку другого диаметрального ряда отверстий изделия (см. кн. Ансеров М.А. "Приспособления для металлорежущих станков" Л., Машиностроение, 1975 г., 656 с., рис. VII.66, VII.67, c. 515).
Основными недостатками данного способа являются большие затраты времени на переналадку приспособления для обработки другого диаметрального ряда отверстий и низкая точность расположения отверстий при обработке. Первый недостаток обусловлен тем, что при переналадке приспособления для обработки другого диаметрального ряда отверстий изделия необходимо раскрепить кондукторную плиту, передвинуть ее на величину, равную полуразности диаметров расположения обрабатываемых отверстий, и закрепить, открепить приспособление от стола станка, передвинуть его, обеспечив соосность осей кондукторной втулки приспособления и инструмента, и закрепить приспособление на столе станка. Второй недостаток обусловлен тем, что точность выставки кондукторной плиты приспособления определяется по штрихам линейки кондукторной плиты.
Наиболее близким решением по технической сущности в заявленному устройству является устройство для обработки диаметральных рядов отверстий, содержащее корпус шпиндель, установленный в корпусе, планшайбу, контактирующую со шпинделем, и фиксатор, расположенный в корпусе и выполненный с возможностью взаимодействия с диаметральным рядом фиксаторных втулок, расположенных на торцевой поверхности планшайбы (см. там же рис. VII.39, с.479).
Основным недостатком данного устройства является низкая технологическая возможность конструкции - невозможность обработки изделия с разными диаметральными рядами расположения отверстий.
Техническая задача изобретения - сокращение затрат времени на переналадку приспособления и повышение точности обработки отверстий.
Указанная задача достигается тем, что в известном способе обработки диаметральных рядов отверстий, включающем установку изделия на планшайбу поворотного стола приспособления, последовательную обработку инструментом диаметрального ряда отверстий изделия, переналадку приспособления и обработку другого диаметрального ряда отверстий изделия, переналадку приспособления ведут путем расфиксации шпинделя поворотного стола приспособления, поворота его вокруг своей оси с одновременным перемещением в сторону инструмента эксцентрично установленной на нем планшайбы с изделием на величину полуразности диаметральных рядов обрабатываемых отверстий и последующей фиксации шпинделя. При этом в известном устройстве для обработки диаметральных рядов отверстий, содержащем корпус, шпиндель, установленный в корпусе, планшайбу, контактирующую со шпинделем, и фиксатор, расположенный на корпусе и выполненный с возможностью взаимодействия с диаметральным рядом фиксаторных втулок, расположенных на торцевой поверхности планшайбы, на торцевой поверхности планшайбы расположен дополнительный диаметральный ряд фиксаторных втулок, шпиндель установлен в корпусе с возможностью поворота и фиксации вокруг оси корпуса, а поверхность шпинделя, взаимодействующая с планшайбой, выполнена эксцентрично поверхности шпинделя, взаимодействующей с корпусом, при этом величина эксцентриситета E определяется по формуле
где
ΔD = D-D1 - разность диаметров расположения рядов фиксаторных втулок планшайбы, соответствующая разности диаметров расположения обрабатываемых отверстий изделия.
Кроме того, на торцевой поверхности шпинделя со стороны планшайбы выполнена метка.
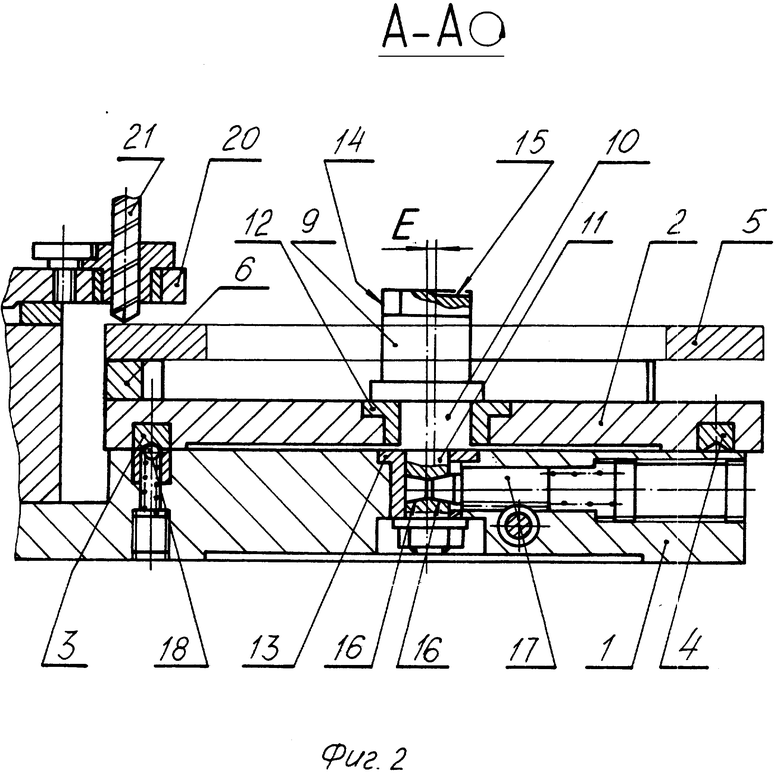
На фиг.1 изображено устройство для обработки диаметральных рядов отверстий, вид сверху; на фиг.2 - разрез А-А на фиг.1.
Устройство для обработки диаметральных рядов отверстий состоит из корпуса 1, планшайбы 2 с двумя рядами фиксаторных втулок 3 и 4, расположенных на диаметрах D и D1 соответственно и определяющих угловые расположения диаметральных рядов отверстий обрабатываемого изделия 5, при этом разность диаметров D и D1 равна разности диаметров расположения рядов обрабатываемых отверстий изделия. Обрабатываемое изделие 5 устанавливается на опорные планки 6 и два пальца 7 и 8, расположенных на планшайбе 2. Изделие закрепляется зажимным механизмом (условно не показан), также расположенным на планшайбе 2. В корпусе 1 устройства установлен шпиндель 9, наружные поверхности 10 и 11 которого взаимодействуют с втулками 12 и 13 планшайбы 2 и корпуса 1 соответственно. При этом наружная поверхность 10 шпинделя 9, взаимодействующая с втулкой 12 планшайбы 2, выполнена эксцентрично наружной поверхности 11 шпинделя 9, взаимодействующей с втулкой 13 корпуса 1, и величина эксцентриситета E определяется по формуле
где
ΔD = D-D1 - разность диаметров расположения рядов фиксаторных втулок, соответствующая разности диаметров расположения обрабатываемых отверстий изделия.
Выступающая над планшайбой 2 поверхность 14 шпинделя 9 выполнена шестигранной и на ее торце выполнена метка в виде риски 15, позволяющая оператору удобно и быстро определить обрабатываемый диаметральный ряд отверстий изделия. На наружной поверхности 11 шпинделя 9 расположены два диаметрально-противоположных фиксаторных отверстия 16, выполненных с возможностью взаимодействия с подпружиненным фиксатором 17. В корпусе 1 устройства имеется также подпружиненный фиксатор 18, выполнены с возможностью взаимодействия с фиксаторными втулками 3 и 4. На наружной поверхности корпуса 1 расположена стойка 19 с откидной кондукторной плитой 20. Имеются и другие детали, выполненные по общим правилам конструирования технологической оснастки.
Способ обработки диаметральных рядов отверстий и устройство для его осуществления работает следующим образом.
Обрабатываемое изделие 5 устанавливается на опорные элементы 6,7 и 8 планшайбы 2 поворотного стола приспособления и закрепляется зажимным механизмом (условно не показан). Оператор инструментом, например сверлом 21, направленным по кондукторной втулке откидной кондукторной плиты 20, последовательно обрабатывает диаметральный ряд отверстий изделия 5, поворачивая и фиксируя по фиксаторным втулкам 3 планшайбу 2 поворотного стола. После обработки одного диаметрального ряда отверстий изделия 5 оператор рукояткой выводит фиксатор 17 из фиксаторного отверстия 16 шпинделя 9, ключом (не показан) воздействует на шестигранную поверхность 14 шпинделя 9 и поворачивает его на 180o до тех пор, пока подпружиненный фиксатор 17 не войдет в фиксаторное отверстие 16. При этом планшайба 2 с изделием 5 переместится к инструменту 21 на величину, равную половине разности диаметральных рядов обрабатываемых отверстий. После этого, используя фиксаторные втулки 4, оператор инстурментом 21 последовательно обрабатывает другой диаметральный ряд отверстий изделия 5.
Предлагаемый способ обработки диаметральных рядов отверстий и устройство для его осуществления позволят существенно повысить производительность и точность обработки изделий с диаметральными рядами расположения отверстий. Эффект достигнут за счет особенностей конструкции поворотного стола устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| ПЕРЕДВИЖНОЕ ПРИСПОСОБЛЕНИЕ | 1995 |
|
RU2090336C1 |
| УСТРОЙСТВО ДЛЯ МНОГОПЕРЕХОДНОЙ ОБРАБОТКИ | 1996 |
|
RU2111836C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2006 |
|
RU2323077C2 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
Изобретение относится к машиностроению и может быть использовано для изготовления технологической оснастки. Способ позволяет производить обработку диаметральных рядов отверстий при сокращении затрат времени на переналадку приспособления и повышении точности обработки отверстий. После обработки первого ряда отверстий шпиндель поворотного стола расфиксируют, поворачивают его вокруг своей оси с одновременным перемещением в сторону инструмента на величину полуразности диаметральных рядов обрабатываемых отверстий. Шпиндель фиксируют. Производят обработку второго ряда отверстий. Для этого на торцевой поверхности планшайбы (2) расположено два диаметральных ряда фиксаторных втулок (3, 4), которые при обработке соответствующего ряда отверстий взаимодействуют с фиксатором (18). Шпиндель (9) установлен с возможностью поворота и фиксации подпружиненным фиксатором (17). Поверхности 10, 11 шпинделя (9) выполнены эксцентрично относительно друг друга. Поверхность (10) взаимодействует с планшайбой (2), в поверхность (11) - с корпусом (1) поворотного стола. На торце шпинделя (9) выполнена метка в виде риски (15) для определения ряда обрабатываемых отверстий. 2 с. и 1 з.п. ф-лы, 2 ил.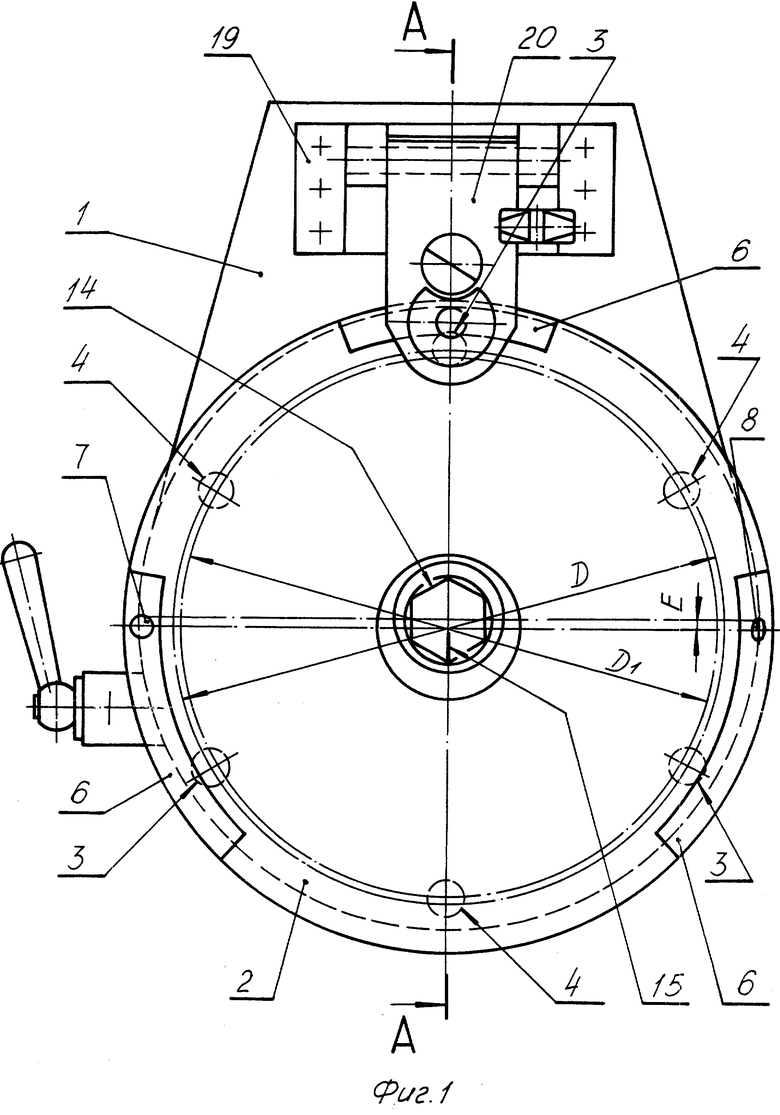

где
ΔD= D-D1 - разность диаметров расположения рядов фиксаторных втулок планшайбы, соответствующая разности диаметров расположения обрабатываемых отверстий изделия.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ансеров М.А | |||
| Приспособления для металлорежущих станков | |||
| - Л.: Машиностроение, 1975, с | |||
| Открытка или конверт | 1925 |
|
SU515A1 |
| Рис | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ансеров М.А | |||
| Приспособления для металлорежущих станков | |||
| - Л.: Машиностроение, 1975, с | |||
| Двухколесный автомобиль для формовки кирпичей из разлитой по полю сушки торфяной массы | 1923 |
|
SU478A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
