Изобретение относится к области машиностроения и может быть использовано для многопереходной обработки деталей на станках сверлильной группы инструментами за несколько рабочих ходов.
Известно устройство для многопереходной обработки (см., например, кн. Справочник технолога машиностроения. В 2-х т., Т.1 /Под. ред. А. Г Косиловой. - М.: Машгиз, 1959, с. 660, фиг. 83, с. 146), содержащее станок, инструменты, выполненные с возможностью установки в шпиндель станка и станочное приспособление. Однако данная конструкция имеет существенный недостаток: низкая, в пределах 1 мм, точность глубин отверстий. Недостаток обусловлен тем, что глубина отверстий определяется по делениям и рискам на шпинделе станка.
Наиболее близким решением по технической сущности к заявленному устройству является устройство для многопереходной обработки, содержащее станок, инструменты, выполненные с возможностью установки в шпиндель станка, узел, ограничивающий перемещение пиноли станка и станочное приспособление (см. та же, фиг. 85, с. 147).
Основным недостатком данного устройства является низкая эффективность обработки детали. Недостаток обусловлен несовершенством узла, ограничивающего перемещение пиноли станка, т.е. узел обеспечивает остановку пиноли станка только в одном положении, что вынуждает производить настройку инструментов по длине заранее с таким расчетом, чтобы для всех переходов иметь постоянный вылет шпинделя, а это в условиях действующей номенклатуры основного и вспомогательного инструментов не всегда выполнимо, кроме того, необходимо специальное приспособление для настройки инструмента на размер вне станка.
Техническая задача изобретения - повышение эффективности многопереходной обработки деталей.
Указанная задача достигается тем, что в известном устройстве, содержащем станок, инструменты, выполненные с возможностью установки в шпиндель станка, узел, ограничивающий перемещение пиноли станка, и станочное приспособление - узел, ограничивающий перемещение пиноли станка, выполнен в виде размещенного на станочном приспособлении поворотного диска с упорами и опоры, закрепленной на пиноли станка и предназначенной для последовательного контактирования с упорами поворотного диска. При этом узел, ограничивающий перемещение пиноли станка, снабжен закрепленным на его опоре индикатором, предназначенным для совместного с опорой последовательного контактирования с упорами поворотного диска. Также ось вращения поворотного диска параллельна оси шпинделя станка. Кроме того, на торцевой поверхности поворотного диска рядом с упорами маркировано условное наименование перехода, соответствующее своему упору.
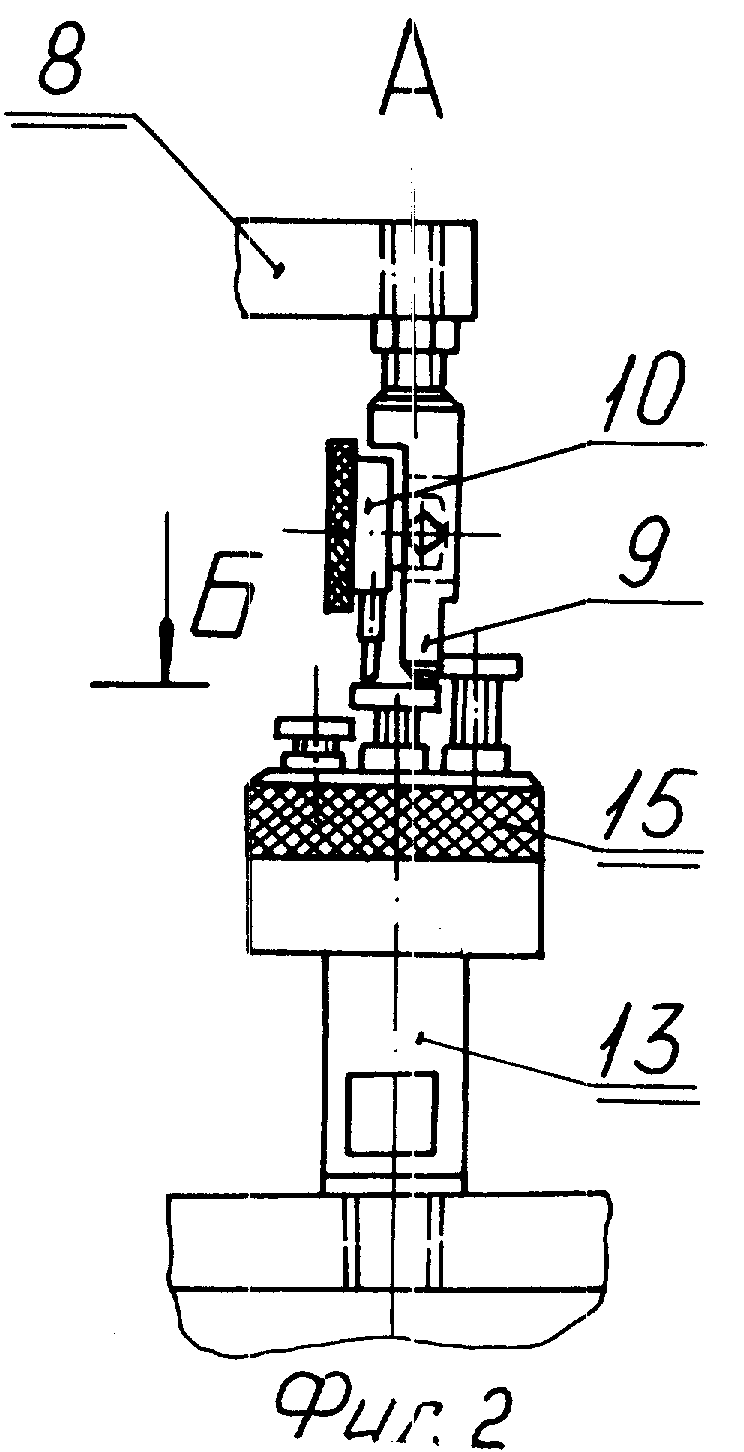
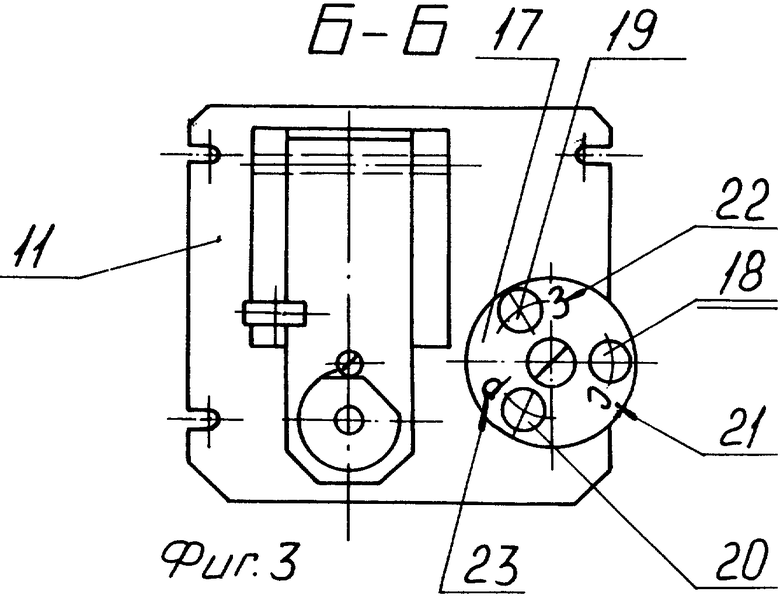
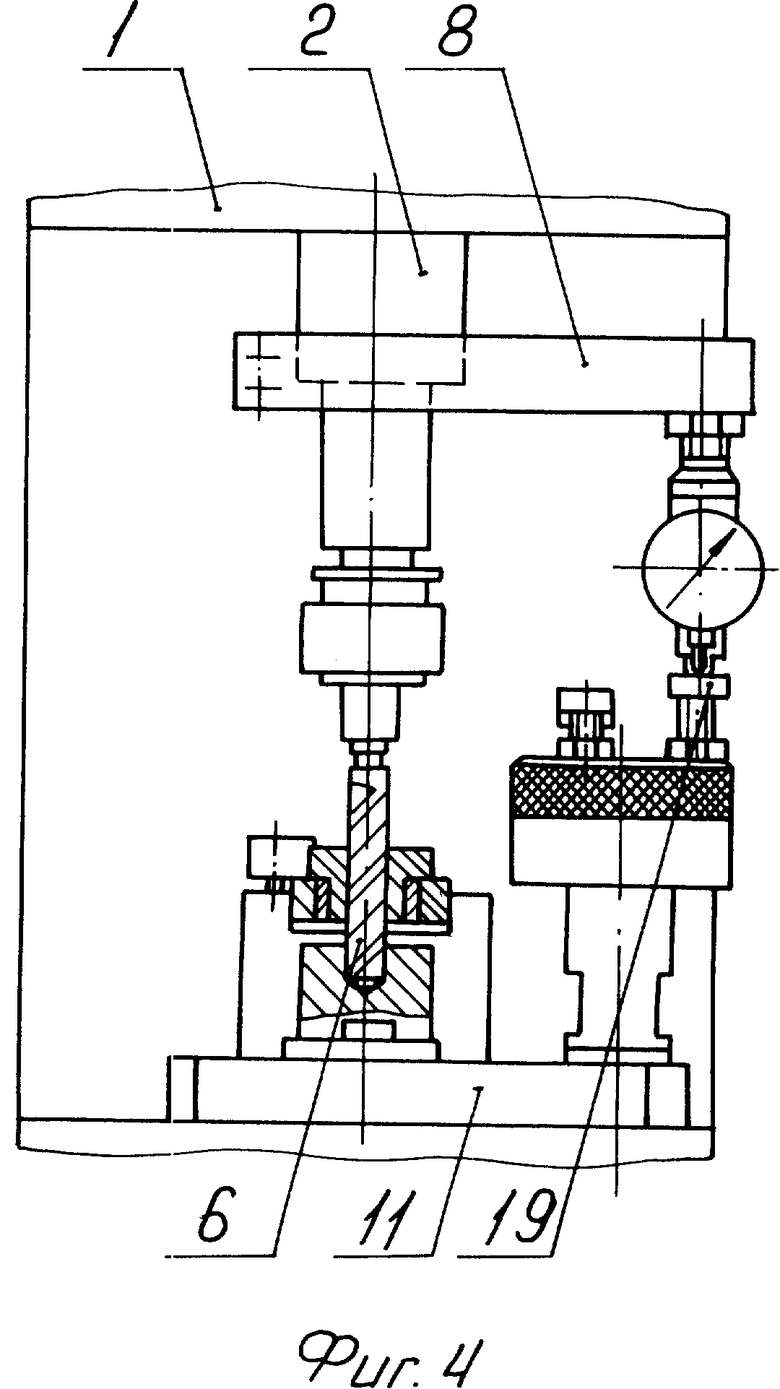
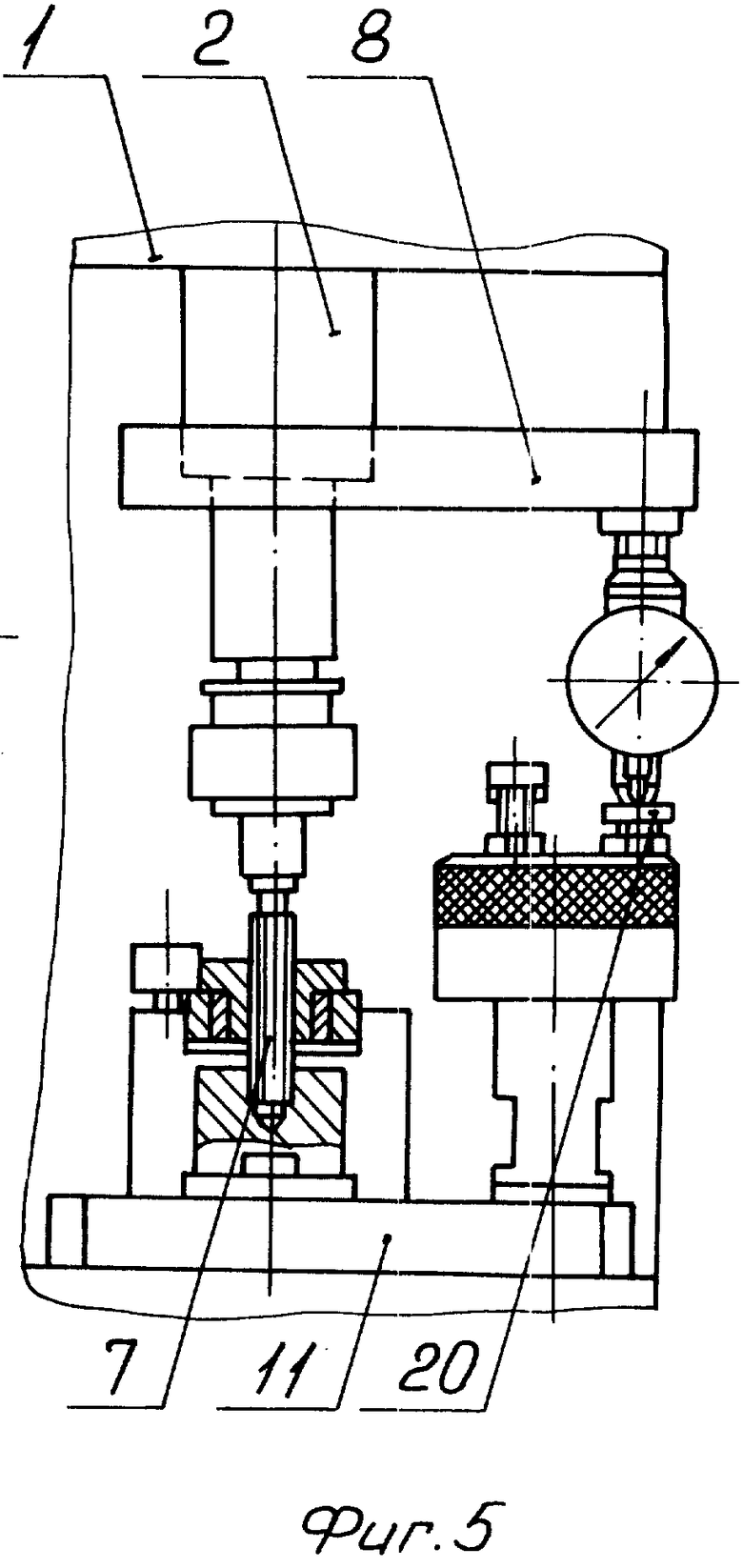
На фиг. 1 изображено устройство для многопереходной обработки для перехода сверление, главный вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - изображено устройство для многопереходной обработки для перехода зенкерование, главный вид; на фиг. 5 - изображено устройство для многопереходной обработки для перехода развертывание, главный вид.
Устройство для многопереходной обработки содержит станок 1, в пиноли 2 которого расположен шпиндель 3 с быстросменным патроном 4 для установки инструментов: сверла 5, зенкера 6 и развертки 7 (в зависимости от формы обрабатываемого отверстия). На пиноли 2 размещены элементы узла, ограничивающего перемещение пиноли, а именно: хомут 8, закрепленный на пиноли 2, опора 9, установленная на хомуте 8, и индикатор 10, закрепленный на опоре 9. На столе станка 1 установлено приспособление 11 с обрабатываемой деталью 12 (элементы крепления детали условно не показаны). На приспособления 11 размещены другие элементы узла, ограничивающего перемещение пиноли, а именно: закрепленная на корпусе приспособления стойка 13 с подпружиненным фиксатором в виде шарика 14 и поворотный диск 15, ось вращения 16 которого параллельна оси шпинделя 3 станка 1. Такое расположение оси вращения поворотного диска повышает жесткость узла, ограничивающего перемещение пиноли, а следовательно, увеличивает точность обработки. На торцевой поверхности 17 поворотного диска 15 закреплены упоры 18 - для сверлильного перехода, 19 - для зенкерования и 20 - для развертывания, количество которых соответствует количеству используемых для обработки детали инструментов (однако из-за специфических особенностей деталей количество упоров может и не соответствовать числу упоров, т.к. ряд переходов может быть осуществлен при использовании одного упора). На торцевой поверхности 17 поворотного диска 15 рядом с упорами маркировано условное наименование перехода, соответствующее своему упору: "С" 21 - для сверления, "З" 22 - для зенкерования и "Р" 23 - для развертывания, что позволяет исключить брак при обработке детали. Имеются и другие детали, выполненные по общим правилам конструирования устройств для многопереходной обработки.
Устройство для многопереходной обработки работает следующим образом.
Обрабатываемая деталь 12 устанавливается и закрепляется в станочном приспособлении 11. В быстросменный патрон 4 шпинделя 3 станка 1 устанавливают инструмент - сверло 5 для первого перехода. Оператор включает вращение шпинделя 3 станка 1 и обрабатывает отверстие детали до тех пор, пока опора 9 и индикатор 10, закрепленные на пиноли 2 станка, не коснутся упора 18, соответствующего переходу сверление. Наличие индикатора 10 в устройстве позволяет оператору контролировать усилие подачи инструмента, что исключает большой прогиб хомута 8 и позволяет обеспечить требуемую глубину обрабатываемого отверстия. После сверления отверстия оператор возвращает пиноль 2 станка в исходное положение, выключает станок, вместо сверла 5 устанавливает зенкер 6, поворачивает поворотный диск 15 на 120o (следующее фиксированное положение) таким образом, чтобы упор 19 находился напротив опоры 9, включает вращение шпинделя 3 станка и обрабатывает отверстие детали до контакта опоры 9 с упором 19 поворотного диска 15, при этом величину прогиба хомута 8 контролирует индикатором 10. После зенкерования отверстия оператор возвращает пиноль 2 станка в исходное положение, выключает станок, вместо зенкера 6 устанавливает развертку 7, поворачивает поворотный диск 15 на 120o (следующее фиксированное положение) таким образом, чтобы упор 20 находился напротив опоры 9, включает вращение шпинделя 3 станка и обрабатывает отверстие детали до контакта опоры 9 с упором 20 поворотного диска 15, при этом величину прогиба хомута 8 контролирует индикатором 10. После развертывания отверстия оператор возвращает пиноль 2 в исходное положение, выключает станок, вместо развертки 7 устанавливает сверло 6, поворачивает поворотный диск 15 на 120o (следующее фиксированное положение) таким образом, чтобы упор 18 находился напротив опоры 9, снимает обработанную деталь и на ее место устанавливает новую и цикл обработки повторяет.
Предлагаемое устройство для многопереходной обработки позволяет существенно повысить эффективность обработки детали: максимально используется действующая номенклатура режущего и вспомогательного инструментов, исключается проектирование и изготовление приспособления для настройки инструментов на размер вне станка, что существенно сокращает сроки подготовки новых изделий. Эффект достигнут за счет изменения конструкции узла, ограничивающего осевое перемещения пиноли станка при многопереходной обработке детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| СПОСОБ ОБРАБОТКИ ШЕЕК КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2107590C1 |
| СВЕРЛИЛЬНАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1995 |
|
RU2095198C1 |
| Агрегатный сверлильный станок | 1977 |
|
SU660811A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ В ПЕТУШКАХ КОЛЛЕКТОРНЫХ ПЛАСТИН ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2385204C1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
Изобретение относится к области машиностроения и может быть использовано для многопереходной обработки деталей на станках сверлильной группы инструментами за несколько рабочих ходов. Узел, ограничивающий перемещение пиноли станка, выполнен в виде размещенного на станочном приспособлении многопозиционного упора опоры, закрепленной посредством хомута на пиноли станка и предназначенной для последовательного контактирования с упорами многопозиционного упора. При этом узел, ограничивающий перемещение пиноли станка, снабжен закрепленным на его опоре индикатором, предназначенным для совместного с опорой последовательного контактирования с упором. Также ось вращения многопозиционного упора параллельна оси шпинделя станка. Кроме того, на торцевой поверхности многопозиционного упора рядом с соответствующими упорами маркировано условное наименование перехода, соответствующее своему упору. 3 з.п. ф-лы, 5 ил.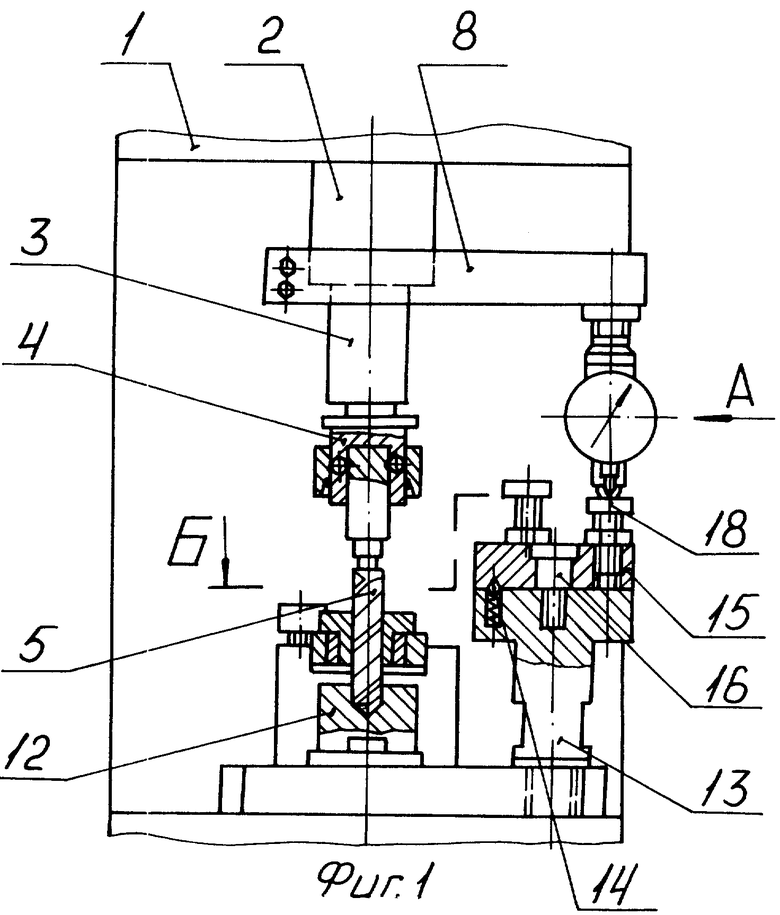
| Справочник технолога машиностроения | |||
| Под ред.Косиловой А.Г., т.I | |||
| - М.: Машгиз, 1959, с.147, фиг.85. |
