Предлагаемое изобретение относится к области прокладки трубопроводов и может быть использовано при прокладке трубопроводов различного назначения в полевых условиях: степи, пустыни, тайге, тундре, с использованием лазерной сварки.
Известно, что прокладка трубопроводов в полевых условиях, преимущественно магистральных, проводится обычно в линию, т.е. несколько отдельных трубопроводов (веток) свариваются наружными круговыми швами, например, контактным способом [1] и укладываются на специально для этого подготовленные опоры на определенном расстоянии друг от друга. Перед укладкой веток трубопровода проводят следующие работы: частичное выравнивание рельефа местности там, где будет проходить трасса трубопровода, удаление лесного покрова (в тайге) и т.д. При этом ширина подготавливаемой трассы зависит от количества отдельных веток трубопровода, а также от расстояния между ними. Минимальное расстояние между ветками трубопровода определяется в основном конструкцией и габаритами сварного аппарата, охватывающего трубопровод и привариваемую к нему трубу. Количество опор зависит от жесткости трубопровода и от рельефа местности.
К недостаткам традиционного способа прокладки трубопроводов относятся:
1. Необходимость проведения большего объема предварительных работ, связанных с большой шириной подготавливаемой трассы, что в свою очередь связано с высокими первоначальными материальными затратами.
2. Нанесение большого ущерба экологии районам, по которым будет проходить трасса трубопровода, связанного с:
а) необходимостью вырубки больших площадей лесных массивов (при прокладке трубопроводов в тайге);
б) локальные изменения климатических условий, связанные с тем, что при транспортировке нефти в местностях с холодным климатом на определенных расстояниях вдоль трассы трубопровода необходимо устанавливать установки для подогрева нефти, а при транспортировке природного газа, разогревающего трубопровод (трение о внутренние стенки) установки для охлаждения газа. Кроме того, установки для подогрева нефти, а также трубопровода с повышенной наружной температурой в условиях вечной мерзлоты способствуют оттаиванию почвы, что ведет к потере устойчивости фундаментов опор трубопровода, установок для разогрева нефти. Это может привести к недопустимым изгибам и, следовательно, разрывам трубопроводов.
3. Для снижения воздействия отрицательных факторов, связанных с повышенными температурами трубопровода относительно окружающей среды, при традиционном способе прокладки необходимо каждую отдельную ветку трубопровода изолировать, что требует большого расхода изолирующего материала, а также больших затрат времени на проведение работ по их изоляции.
4. Жесткость отдельных веток трубопровода невысокая. Это обстоятельство ведет к тому, что вдоль трассы необходимо устанавливать большое число опор. Также при этом, возникают проблемы при пересечении трассой трубопровода естественных препятствий - небольшие реки, овраги и т.д..
Задачами, решаемыми предлагаемым изобретением являются снижение материальных, а также трудозатрат, связанных с прокладкой трубопровода, уменьшение вредного влияния на экологию окружающей среды, расширение эксплуатационных возможностей трубопровода, увеличение жесткости трубопровода.
Вышеуказанные задачи решаются тем, что прокладку трубопровода ведут с расположением его отдельных веток компактным пучком с минимальным расстоянием между ними, приварку труб к веткам трубопровода ведут изнутри труб лазерным лучом, причем расстояние между трубами отдельных веток минимально, а смежные наружные трубы компактного пучка сваривают продольным швом по всей длине привариваемых труб S-поляризованным излучением.
Размещение отдельных веток трубопровода компактны пучком с минимальными расстояниями между ними позволяет резко сократить объем предварительных работ из-за существенного уменьшения ширины прокладываемой трассы, уменьшения количества необходимых опор. При этом снижается ущерб, наносимый экологии окружающей среды.
Жесткость пучка труб, сваренных между собой, выше жесткости отдельной трубы - снижается опасность разрыва трубопровода, уменьшается количество необходимых опор. Использование S-поляризованного излучения позволяет существенно повысить КПД процесса лазерной сварки.
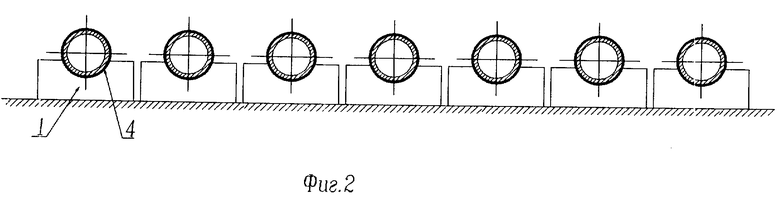
Кроме того, размещение отдельных веток трубопровода компактным пучком с минимальными расстояниями между ними дает возможность осуществления изоляции всего пучка, а не каждой ветви трубопровода отдельно, что существенно сокращает количество необходимого изолируемого материала и затраты на его укладку по сравнению с традиционным способом прокладки. Например, для прокладки трубопровода, состоящего из семи веток, традиционным способом (см. фиг. 2), площадь необходимого изолирующего материала равна
Sm = π•D•L•7;
где
D - диаметр трубы;
L - длина трубопровода.
При предлагаемом способе прокладки (фиг. 1 а) и б)), площадь необходимого изолирующего материала равна:
для случая а): S1 ≤ 3•π•D•L;
для случая б): S2 = (π•D + 4,2D)•L.
Приведенные расчеты показывают, что площадь требуемого изолирующего материала сокращается в 2 и более раза по сравнению с традиционным способом прокладки. Соответственно снижается и объем необходимых для проведения работ по изоляции трубопровода.
Расположенные компактным пучком ветки трубопровода с единой изоляцией имеют большую теплоемкость, чем отдельно расположенные ветки, что позволяет в отдельных случаях снизить эксплуатационные затраты, связанные с необходимостью подогрева транспортируемого материала (например, транспортировка нефти в условиях тундры).
Расположение веток трубопровода компактным пучком позволяет также существенно расширить его технологические возможности при транспортировке по нему различных грузов с одновременным снижением эксплуатационных затрат, например (см. фиг. 1) транспортировка по центральной ветке A нефти, требующей периодического подогрева, а по периферийным веткам газа, требующего периодического охлаждения (или наоборот), позволяет частично компенсировать возникающий между ними температурный градиент; нагревающийся из-за трения о внутренние стенки газопровода газ через них посредством теплопереноса передает тепло нефтепроводу. Газопровод при этом охлаждается, а нефтепровод, наоборот, нагревается.
Известно, что в условиях пустыни снабжение отдельных населенных районов питьевой водой является большой проблемой. Предлагаемый способ позволяет решить проблему поставки в удаленные от побережья места добычи нефти в пустыне из прибрежных районов, где осуществляется опреснение морской воды. В пучке ветвей трубопровода центральная ветвь транспортирует пресную воду к месторождению нефти. Периферийные ветви ведут нефть (нефтепродукты) в противоположном направлении - от месторождения к прибрежным районам, откуда осуществляется их транспортировка к местам их потребления. В данном случае ветка, ведущая воду, не подвергается прямому воздействию солнечного излучения, нагревается меньше и способствует охлаждению периферийных веток. Более эффективному охлаждению периферийных веток с нефтью способствует также и то обстоятельство, что нефть имеет максимальную температуру в конце маршрута транспортировки (конечный отрезок трубопровода), т.е. там, где вода имеет минимальную температуру.
Размещение веток трубопровода в компактный пучок с минимальным расстоянием между ними (вплоть до их соприкосновения друг с другом) возможно только в случае сварки труб изнутри, т.е. когда все элементы сварочной установки в процессе сварки находятся внутри привариваемой трубы и трубопровода, а не охватывают ее.
Осуществление сварки отдельных веток наружным кольцевым швом с последующим их совмещением в компактный пучок практически невозможно из-за достаточно высокой жесткости трубопроводов при изгибе, их больших диаметров [2] и масс концов веток трубопроводов, которые после сварки необходимо свести в пучок.
Известный сварочный комплекс для изготовления непрерывного трубопровода [3] имеет в своем составе внутритрубную сварочную машину с собственным приводом перемещения и многозвенной штангой, самоходную тележку с электростанцией, аппаратуру управления, индуктор, рольганг, контейнер для внутритрубной сварочной машины, платформу с размещенными на ней зажимами. Предназначенная для сварки труба устанавливается в зажимы, расположенные на единой платформе с зажимами конца трубопровода. Дополнительной установки их торцов не требуется. После этого, используя собственный привод, внутритрубная сварочная машина заходит в отверстие привариваемой трубы, перемещается внутри нее до места стыка и проводят сварку кольцевого шва. По окончании сварки внутритрубная сварочная машина перемещается обратно к выходу. Выйдя из трубы, она перемещается в контейнер. Сварочный комплекс перемещается вперед на длину трубы. Далее производится загрузка новой трубы, ее центровка относительно трубопровода и технологический цикл повторяется.
Данный комплекс позволяет проводить сварку труб изнутри и осуществлять прокладку трубопровода компактным пучком. Этим самым исключаются вышеперечисленные недостатки прокладки трубопровода традиционным способом.
Однако использование этого комплекса имеет следующие недостатки, не позволяющие его применить в предлагаемом способе прокладки трубопроводов.
Известно, что на практике существуют два способа сварки, позволяющие достичь более высоких эксплуатационных свойств сварного шва (минимальное количество дефектов кристаллической решетки, более высокая пластичность, ударная вязкость и т. д.) - по сравнению с основным металлом - лазерный и электролучевой способы. Все остальные способы, включая дуговой, применяемый в вышеописанном сварочном комплексе, ухудшают эксплуатационные свойства металла сварного шва по сравнению со свойствами основного металла ([4], [5], [6]). В предлагаемом способе прокладки трубопроводов это обстоятельство является определяющим, так как если эксплуатационные свойства сварных швов хуже эксплуатационных свойств основного металла, то сварные швы будут являться местом возникновения различных дефектов и, следовательно, будут причиной аварий трубопроводов. Так как ликвидация последствий аварий трубопровода, проложенного компактным пучком гораздо сложнее, чем трубопровода, проложенного традиционным способом, то использование других методов сварки, кроме лазерного и электролучевого, в предлагаемом способе неосуществимо.
Поэтому именно способы сварки, при которых эксплуатационные свойства соединений - сварных швов между элементами с основным металлом - трубами не ухудшаются и даже немного улучшаются, тем самым эксплуатационная надежность всего трубопровода остается на прежнем уровне или немного увеличивается, позволяют реализовать предлагаемый способ прокладки трубопроводов. Аварии на трубопроводах, происходящие по основному металлу, практически исключены.
Использование электролучевой сварки в предлагаемом способе практически невозможно, так как для ее реализации необходимо создание полостей глубокого вакуума с внутренней и внешней сторон свариваемых элементов трубопровода, что в полевых условиях технически очень сложно осуществить и требует больших трудозатрат, а также затрат времени. Кроме того, наличие вакуумной полости увеличивает минимальное расстояние между ветками пучка, что существенно обеспечивает преимущества предлагаемого способа прокладки.
Лазерная сварка не требует наличия вакуумных полостей в зоне сварки и тем самым исключаются технические трудности и дополнительные затраты, с этим связанные. Отсутствие каких-либо элементов сварной установки на внешней стороне свариваемого трубопровода позволяет сблизить его ветки на минимально возможное расстояние между собой.
Предлагаемый способ может быть реализован различными вариантами взаимного расположения веток трубопровода. На фиг. 1, а) показано расположение веток трубопровода по радиусу с одной центральной веткой, на фиг. 1, б) показано прямоугольное расположение веток трубопровода. Фиг. 2 показывает традиционное расположение веток трубопровода в линию.
Обозначения:
поз. 1 - опоры;
поз. 2 - центральная ветка трубопровода;
поз. 3 - периферийные ветки трубопровода;
поз. 4 - изолирующий материал трубопровода.
Известным техническим решением для лазерной сварки труб кольцевым швом является "Установка для лазерной сварки трубопроводов" (заявка N 94030369, B 23 K 26/00, автор - Забелин А.М.). Эта установка содержит передвижное средство, платформу с размещенными на ней аппаратурой управления, технологическим лазером, магазином с трубами, приготовленными для приварки к трубопроводу, и размещенными соосно с ними лучепроводами, на концах которых закреплены фокусирующие устройства с поворотными зеркалами и приводами их вращения. Известное устройство позволяет вести высокопроизводительную сварку кольцевых швов изнутри трубы без потери времени на возвратно-поступательные перемещения лазерной сварочной головки вдоль оси трубы при установке новой трубы.
Это техническое решение является наиболее близким к предлагаемому изобретению - устройству по второму независимому пункту формулы.
Однако его применение в сварке компактного пучка труб невозможно без дополнительной оптической системы, состоящей из отклоняющих зеркал, системы транспортировки излучения и приводов и находящейся между технологическим лазером и магазином с трубами и лучепроводами. Эта оптическая система поочередно подает пучок выходного излучения лазера в каждый из лучепроводов для последовательной сварки кольцевого шва изнутри трубы в зоне стыка компактного пучка труб и ветвей трубопровода.
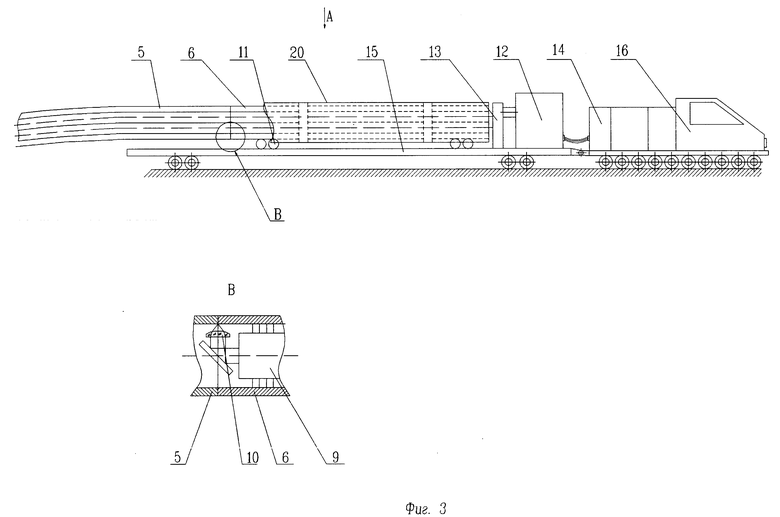
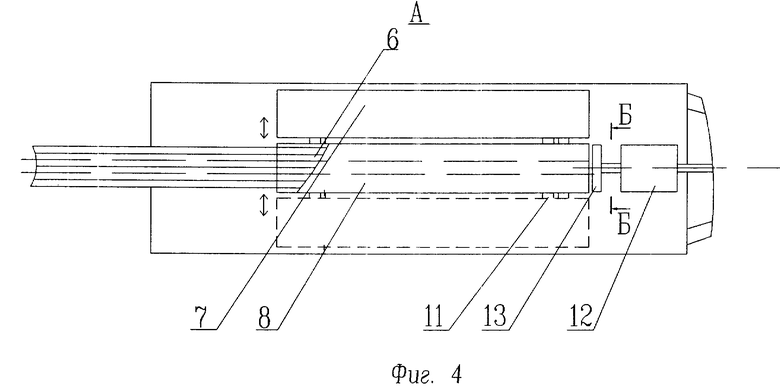
Установка для реализации способа прокладки трубопровода компактным пучком выглядит следующим образом (фиг. 3 - 5). Предназначенные для приварки к трубопроводу 5 трубы 6 устанавливаются в сменные магазины 7, 8. Сменные магазины имеют в своем составе лучепроводы (либо блоки генерации лазера) 9 с фокусирующими устройствами 10, а также приводами вращения вокруг оси трубы (не показаны). Привод перемещения 11 позволяет осуществлять смену магазинов. В состав установки входят также технологический лазер 12, система подачи излучения в лучепроводы 13, состоящая из отклоняющих зеркал, системы транспортировки излучения и приводов. Управление установкой осуществляется с помощью единой системы управления 14. Все технологическое оборудование расположено на подвижной платформе 15 и перемещается с помощью передвижного средства 16.
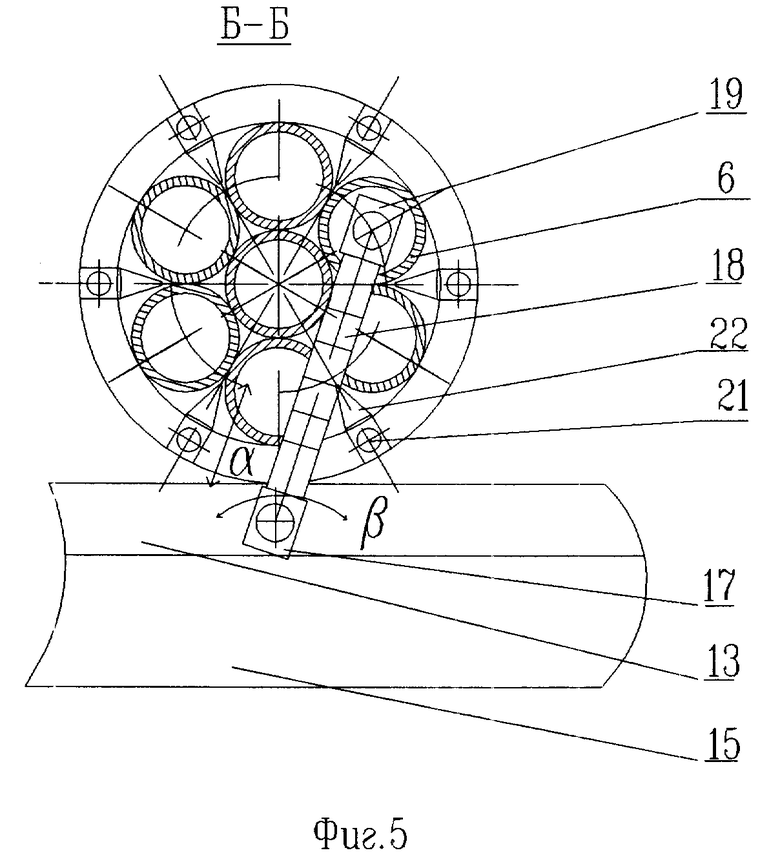
Конструктивно система подачи излучения может быть выполнена различными вариантами. На сечении Б-Б (фиг. 5) показан один из вариантов подачи излучения в пучок труб с радиальным расстоянием веток трубопровода. Лазерный луч из технологического лазера 12 направляется на отклоняющее зеркало 17, отражаясь от которого по системе транспортировки излучения 18 направляется на другое отклоняющее зеркала 19, после чего направляется в лучепровод 9. Сменные магазины 7, 8 имеют также охватывающую конструкцию 20 с расположенными по радиусу внешними лучепроводами 21, на концах которых закреплены стационарные фокусирующие устройства 22.
Установка работает следующим образом. На лучепроводы (блоки генерации лазера) 9 сменного магазина 9 устанавливаются предназначенные для приварки трубы 6.
Конструкция сменных магазинов выполнена так, что после установки на лучепроводы (блоки генерации лазера) труб, их установка и взаиморасположение совпадает с взаиморасположением торцов веток трубопровода. После установки труб в сменный магазин привод перемещения 11 перемещает магазин к трубопроводу 5. При этом оси труб, установленных в магазине, совпадают с осями труб веток трубопровода (положение показано на фиг. 4). Система подачи излучения в трубопроводы 13 по команде единой системы управления установкой 14 последовательно направляет лазерное излучение от технологического лазера 12 в каждую трубу, где оно по лучепроводам 9 направляется в фокусирующие устройства 10. Привод вращения фокусирующего устройства вращает его вокруг оси трубопровода, так что они описывают замкнутый круг по свариваемому стыку. Тем самым осуществляется приварка трубы к ветке трубопровода кольцевым швом. Одновременно с этим осуществляется загрузка трубами сменного магазина 7. После приварки всех труб сменного магазина 8 осуществляется перемещение установки вперед по ходу трассы на расстояние, равное длине приваренных труб. При этом лучепроводы (блоки генерации) выходят из только что приваренных труб. После этого с помощью привода перемещения 11 магазин 8 смещается в сторону (на фиг. 4 - пунктирные линии). Далее привод перемещения 11 перемещает магазин 7 к трубопроводу и технологический цикл работы установки повторяется.
Таким образом, по сравнению с традиционным способом прокладки трубопровода (фиг. 2) предложенный способ позволяет существенно снизить затраты на подготовку трассы для трубопровода путем уменьшения ее ширины, снизить величину ущерба, причиняемого окружающей среде, сократить количество изолируемого материала, а также уменьшить объем связанных с этим работ. Повышение теплоемкости трубопровода при расположении его веток компактным пучком позволяет существенно снизить объем подводимого тепла для подогрева нефтепродуктов в условиях низких температур.
Близкое взаиморасположение веток трубопровода, позволяющее осуществить теплоперенос от одной ветки к другой, дает возможность взаимокомпенсировать температурные градиенты, возникающие при транспортировке различных продуктов по трубопроводу и тем самым повысить надежность его работы и снизить эсплуатационные расходы.
Источники информации
1. Сварка и специальная электрометаллургия: Сб. научн. тр. / Ред. колл. Латон Б.Е. (отв. ред.) и др. - Киев, Наук. думка, 1984, 288 с.
2. ГОСТ
3. Авторское свидетельство N 1158321, B 23 K 11/04, Институт электросварки им. Е.О. Патона.
4. Сравнение технологической прочности соединений, выполненных лучевыми и дуговыми способами сварки / А.Г. Григорьянц, В.М. Андрияхин, А.Н. Грезев и др. // Автоматическая сварка, 1980, N 10, с. 11-14.
5. Лурье Э. С., Шмелева И.А., Смирнов В.С. Свойства сварных соединений высокопрочных трубных сталей, полученных лучом непрерывного CO2 лазера // Сварочное производство, 1986, N 9, с. 17-18.
6. Лазерная и электроннолучевая обработка материалов: Справочник / Н.Н. Рыкалин, А.А. Углов, И.В. Зуев, А.Н. Кокора. - М.: Машиностроение, 1985, с. 310-312.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОВОДКИ ТРУБОПРОВОДОВ | 1997 |
|
RU2116181C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2074798C1 |
| СВАРОЧНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ТРУБОПРОВОДА | 1994 |
|
RU2074799C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОКЛАДКИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 1998 |
|
RU2139780C1 |
| КОМПЛЕКС ДЛЯ ПРОКЛАДКИ ПОДВОДНЫХ ТРУБОПРОВОДОВ | 1998 |
|
RU2147354C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1998 |
|
RU2136468C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ СВАРКИ ТРУБОПРОВОДОВ | 1998 |
|
RU2165344C2 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2070494C1 |
| СПОСОБ РАЗДЕЛКИ И ЗАМЕНЫ ТЕХНОЛОГИЧЕСКИХ КАНАЛОВ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ КАНАЛЬНОГО ТИПА | 1995 |
|
RU2098871C1 |
| ОПТИЧЕСКОЕ ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЛАЗЕРНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ | 1995 |
|
RU2090328C1 |
Изобретение может быть применено при строительстве магистральных трубопроводов. Приварку труб к отдельным ветвям трубопровода ведут компактным пучком с минимальным расстоянием между ними, что достигается сваркой кольцевым швом изнутри трубы лазерным лучом. Использование лазерного способа приварки труб позволяет повысить качество материала сварного шва по сравнению с основным металлом и тем самым практически исключить возможные аварии трубопровода. После сварки кольцевых швов осуществляется сварка внешних смежных труб между собой продольным швом. Для прокладки трубопроводов применяют передвижное устройство и платформу с установленным на ней технологическим оборудованием, включающим технологический лазер, системы транспортировки излучения, сменные магазины. Сменные магазины имеют внутренние и внешние лучепроводы. На концах лучепроводов закреплены фокусирующие устройства. Использование сменных магазинов позволяет осуществлять процесс приварки труб к веткам трубопровода одновременно с загрузкой новых труб. Использование изобретения позволяет снизить материальные затраты, трудозатраты, уменьшить вредное влияние на экологию окружающей среды, расширить эксплуатационные возможности трубопровода. 2 с. и 2 з.п. ф-лы, 5 ил.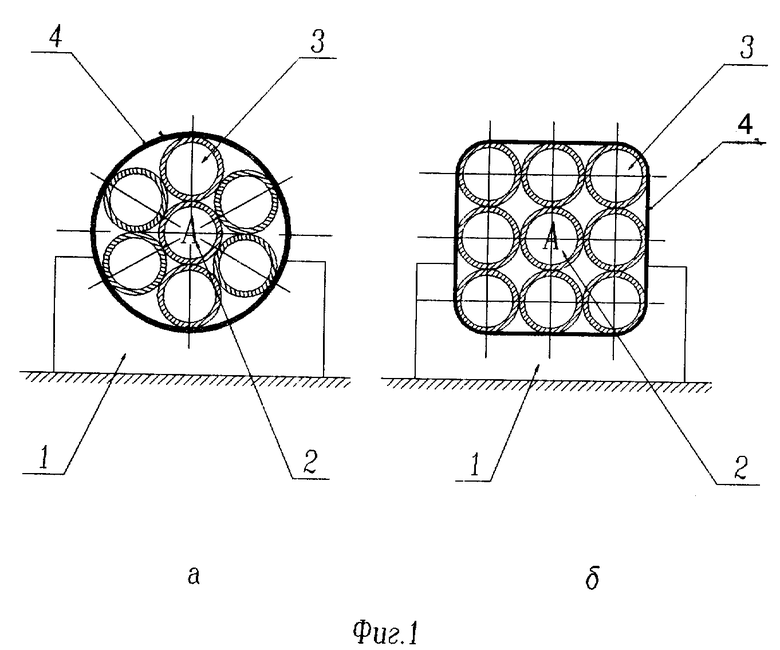
| RU 94030369 А1, 20.08.96 | |||
| SU 1158321 А, 1987 | |||
| US 3777502 А, 1973 | |||
| Разъем для подсоединения печатных плат | 1987 |
|
SU1525955A1 |

