Изобретение относится к области ядерной энергетики и может быть использовано для замены технологических каналов тепловыделяющих сборок и аналогичных конструкций (каналов СУЗ, ионизационных камер и т.д.), реакторов канального типа при их выходе из строя или полном их демонтаже.
Известно, что в процессе работы ядерных реакторов типа РБМК, излучаемая тепловыделяющими элементами (ТВЭЛ) радиация воздействует на окружающий их технологический канал (ТК). Это ведет к постепенному разрушению кристаллической решетки материала стенок ТК и, следовательно, к резкому снижению пластичности и вязкости, т.е. к охрупчиванию. В результате нарушается герметичность ТК, что может привести к утечке радиоактивного теплоносителя. Эффект охрупчивания усиливается еще и тем, что при облучении микрообъемы металла нагреваются, а затем испытывают самозакалку при охлаждении.
Для контроля герметичности технологических каналов используется система контроля целостности ТК (КЦТК), осуществляющая контроль влажности и температуры в области между кладкой и ТК. При обнаружении аварии реактор останавливают, аварийный ТК вырезают и заменяют на новый [1]
Известно также, что расчетный срок эксплуатации реактора составляет 30 лет [2] После полного завершения срока эксплуатации, реактор демонтируется и отработанное оборудование заменяется на новое. Замена оборудования является сложной и дорогостоящей операцией, осложняющейся еще тем, что сменяемое оборудование имеет высокую радиоактивность. Поэтому для проведения операции демонтажа требуется разработка специальных, управляемых на расстоянии машин и механизмов. Кроме того, для предварительного и окончательного хранения отработавшего оборудования необходимы достаточно большие резервуары (хранилища). Одной из операций демонтажа является удаление ТК из активной зоны реактора. ТК представляет собой вертикально установленную трубу диаметром 90 мм и толщиной стенок 4 мм. Находящаяся непосредственно в активной зоне реактора центральная часть ТК выполнена из жаропрочного циркониевого сплава, две периферийные из нержавеющей стали.
Операция удаления ТК производится следующим образом. По управляющему сигналу оператора разгрузочно-загрузочная машина (РЗМ) перемещается в зоне реактора до необходимого ТК. Скафандр РЗМ опускается и захватывает находящуюся в ТК сборку. После этого с помощью РЗМ осуществляется перенос сборки в хранилище отработавших сборок [3] Далее РЗМ перемещается к месту освободившегося ТК. ТК вручную отрезается от тракта верхней плиты и вынимается из реактора. РЗМ перемещает ТК в зону разделки. Разделка ТК осуществляется следующим образом. Для доступа к месту резки предварительно внешнюю поверхность ТК очищают от оставшегося на его поверхности графита. Эта операция трудоемка и, кроме того, во время очистки образуется много радиоактивной пыли. После этого механическим способом отрезаются стальные части ТК от центральной циркониевой и далее идет транспортировка стальных частей как малорадиоактивных в хранилище радиоактивных отходов (ХРО), а центральной циркониевой, имеющей высокую радиоактивность, в бассейн выдержки с последующей транспортировкой в ХРО.
В случае демонтажа всего реактора эта операция производится последовательно для всех находящихся в нем ТК.
При смене аварийного ТК в работающем реакторе реактор останавливают, извлекают ТВС, отрезают с верхней плиты реактора ТК и переносят в зону разделки и далее в бассейн выдержки и ХРО. После этого с узла развески новый ТК перемещают в реактор, устанавливают на опорный стакан ячейки на нижней плите реактора и вручную, с наружной поверхности приваривают к верхней плите [4] Далее РЗМ устанавливает в новый ТК следующую ТВС с ТВЭЛами.
Недостатками известного способа замены ТК являются:
1. Необходимость использования для операций замены ТК различного оборудования:
для вырезки ТК,
для приварки нового ТК,
для очистки поверхности отработавшего ТК от радиоактивного графита,
для разделки ТК на центральную и периферийные зоны.
2. Ручной способ приварки и вырезки ТК. Следствием этого является:
а) низкая производительность технологического процесса;
б) необходимость нахождения рабочего персонала непосредственно в зоне реактора;
в) низкое качество шва (ручной или дуговой способы сварки), ведущее к меньшей надежности работы ТК;
г) необходимость подвода электроэнергии с высокими параметрами непосредственно в зону реактора
3. Съем остаточного графита для последующей разделки с поверхности отработанного ТК, ведущий к возникновению радиоактивной пыли.
4. Существующий способ разделки ТК на три части с последующим хранением в ХРО нерационален с точки зрения объемов отходов, т.к. труба при малой толщине стенок S=4 мм и, следовательно, малым объемом самого металла занимает большой общий объем. Это ведет к известной проблеме необходимости строительства ХРО больших объемов, что соответственно ведет к большим инвестициям.
Задачами, решаемыми предлагаемым изобретением, являются исключение из операций удаления и установки нового ТК ручного труда, что ведет к повышению производительности технологического процесса, повышению качества сварного шва и, следовательно, повышению надежности работы ТК и всего реактора в целом, повышению безопасности работ за счет исключения нахождения персонала в активной зоне реактора, а также электроэнергии с высокими параметрами; исключение возникновения радиоактивной пыли в процессе разделки отработанного ТК, более компактное размещение радиоактивных отходов в ХРО, значительное сокращение используемого для операции замены ТК оборудования.
Вышеуказанные задачи изобретения решаются за счет того, что отрезку отработанного ТК и приварку нового ведут изнутри лазерным лучом, проходящим по системе транспортировки излучения и далее внутри ТК; разделку ТК ведут этим же лучом, используя вращательное и поступательное (вертикальное) перемещение; разделение ТК на центральную и периферийные части ведут тем же лучом.
Лазер может располагаться на неподвижных частях РЗМ или ближе к месту резки на подвижных частях РЗМ. Подача луча в зону резки может осуществляться с помощью поворотных зеркал или световодом.
Отрезка и приварка технологического канала к верхней плите лазерным лучом позволяет исключить нахождение персонала непосредственно в зоне реактора, ручной труд, используемый при этой операции, а также подвод электроэнергии с высокими параметрами, за счет того что лазерный луч может транспортироваться от лазера на значительные расстояния.
Приварка ТК к верхней плите лазерным лучом обеспечит более высокое качество сварного шва, что повысит надежность работы ТК и всего реактора в целом.
Разделка отработавшего ТК на центральную и 2 периферийные части ведется изнутри ТК, а не снаружи. Зная толщину ТК, его материал, нетрудно подобрать режимы резки (мощность излучения, фокусное расстояние, скорость резки) так, чтобы металл отрезался строго на толщину ТК, а графит на его поверхности не резался. Этим исключается операция удаления графита с поверхности ТК и, следовательно, образование радиоактивной пыли.
После резки ТК новым способом, разделение на центральную и периферийные части не будет представлять трудности, т.к. если даже разрезанные по металлу части будут связаны за счет оставшегося на их поверхности графита, то их отделение друг от друга не представляет серьезных трудностей из-за низкой прочности и высокой хрупкости графита. Радиоактивной пыли при этом не возникает.
Разделка трубы с помощью проходящего в ней лазерного луча, имеющего возможность вертикального перемещения и вращения в горизонтальной плоскости может, производится на сегменты, имеющие любые, сколь угодно малые размеры и любую форму и которые могут вкладываться друг в друга. Тем самым обеспечивается компактное по сравнению с цельными трубами хранение радиоактивных отходов и, следовательно, значительное сокращение ХРО.
Применение лазерного луча как инструмента для всех вышеописанных операций замены ТК позволит значительно уменьшить количество используемого оборудования, сократить вспомогательное время, исключить работу персонала разных профессий (сварщики, резчики и т.д.), его облучение, сократить количество возможных отказов оборудования.
Подача излучения вовнутрь ТК может осуществляться с помощью световода, что существенно облегчит его подачу в труднодоступные места.
Для облегчения выхода газообразных продуктов лазерной резки ТК возможна подача излучения коаксиально.
Возможна подача излучения внутри скафандра. Этим самым исключаются дополнительные устройства для замены и разделки ТК.
Пример конкретного применения предлагаемого способа.
Ядерный реактор РБМК-100 (РБМК-1500). РЗМ реактора представляет собой мостовую конструкцию и скафандр (см. например [1] с. 221). Рабочее пространство РЗМ активная зона реактора, места разделки ТВС, ТВЭЛов и т.д.
Лазерный луч от лазера, который может находится либо вне зоны реактора на неподвижных частях РЗМ, либо на подвижных частях РЗМ, например непосредственно рядом со скафандром, подается по системе транспортировки излучения в систему его фокусировки, после чего в зону обработки. По конструктивному исполнению, узлы доставки излучения в зону обработки, а также механизмы вертикального перемещения и вращения фокусирующего устройства могут быть различны.
Пример конструктивного исполнения для осуществления способа (фиг.1): 1 - РЗМ (схематично), 2 система транспортировки излучения, 3 поворотные зеркала, 4 лазер, 5 механизм вертикального перемещения фокусирующего устройства, 6 механизм вращения фокусирующего устройства вокруг горизонтальной оси, 7 фокусирующее устройство, 8 механизм захвата ТК.
Пример конкретного применения предлагаемого способа.
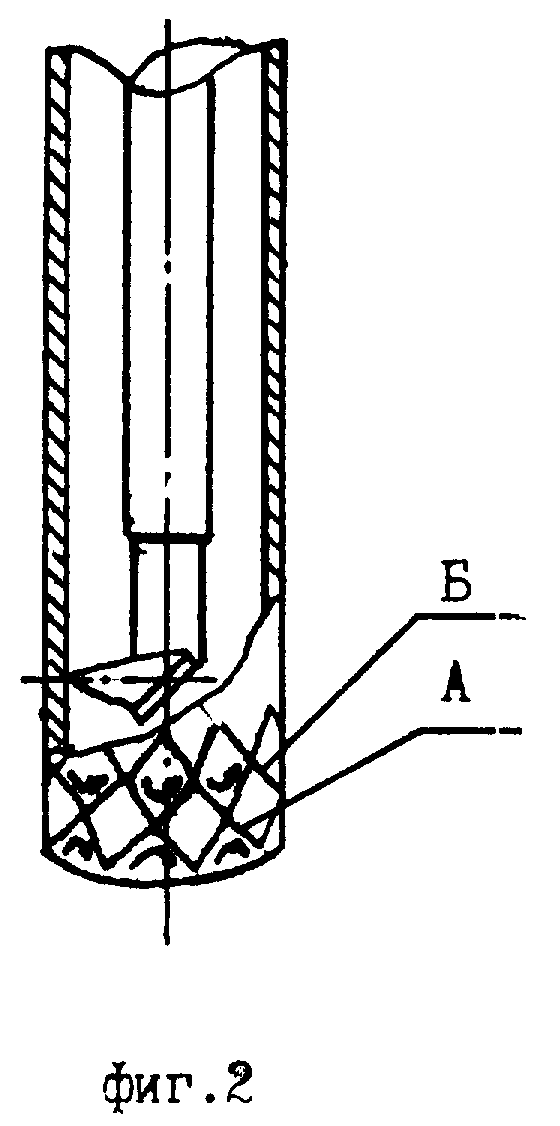
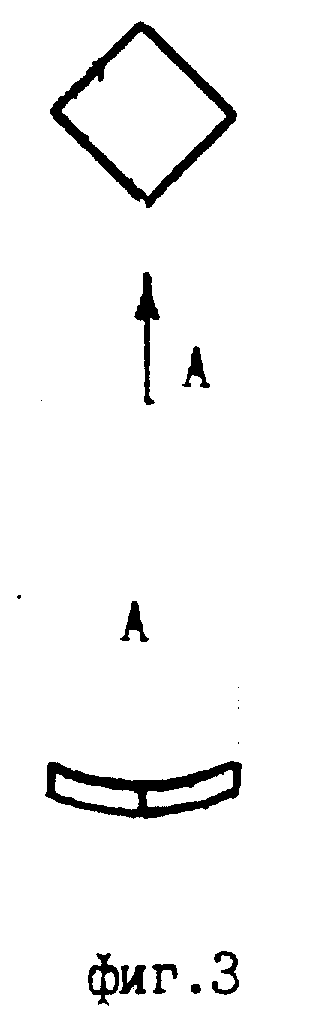
Ядерный реактор РБМК-1000 (1500). РЗМ реактора 1 представляет собой мостовую конструкцию (см. например [1] с. 221), имеющую вертикальные манипуляторы скафандр для разгрузки и загрузки топлива 8 и устройство для работы с ТК. По сигналу оператора РЗМ подводит скафандр к необходимому ТК и производится выгрузка ТВС и ТВЭЛами. После этого РЗМ подводит устройство для работы с ТК к освободившемуся ТК и механизм вертикального перемещения 5 устанавливает фокусирующее устройство 7 внутри ТК так, что его сопло находилось бы на высоте реза. Включается лазер 4 и лазерный луч по системе транспортировки излучения 2, отклоняясь на поворотных зеркалах три и фокусируясь в фокусирующем устройстве 7, направляется на внутреннюю стенку ТК. Вращением фокусирующего устройства с помощью механизма вращения вокруг горизонтальной оси 6 осуществляется вырезка ТК из верхней плиты. Лазер выключается. После этого механизм захвата ТК 8 захватывает вырезанный ТК, вынимает его из реактора и РЗМ переносит ТК в зону разделки. Разделка ТК может осуществляться следующим образом. Механизм вертикального перемещения 5 опускает фокусирующее устройство 7 внутри ТК в самый низ. При совместном реверсивном вертикальном и вращательном движении фокусирующего устройства, как показано на фиг.2 (траектории А и Б), образуются ромбовидные "чешуйки". Форма "чешуек" показана на фиг.3. "Чешуйки" падают под собственным весом вниз в предназначенную для них емкость. При этом имеющий низкую прочность и высокую хрупкость графит раскалывается. Резка осуществляется изнутри ТК, а режимы обработки (мощность излучения, фокусное расстояние, скорость резки) подобраны так, что прорезается только металл ТК и, следовательно, что радиоактивной пыли от находящегося на внешней поверхности ТК не образуется. Форма "чешуек" позволяет им размещаться гораздо плотнее цельного ТК, имеющего форму трубы.
Последовательно поднимаясь, фокусирующее устройство осуществляет разделку нижней малорадиоактивной части ТК.
После этого РЗМ перемещает оставшуюся часть ТК в зону обработки отходов с высокой радиоактивностью. Цикл разделки средней части ТК с высокой радиоактивностью аналогичен вышеописанному.
После разделки средней части РЗМ перемещает оставшуюся верхнюю часть в зону разделки малорадиоактивных отходов и цикл снова повторяется. На этом разделка ТК завершается. В случае демонтажа реактора после разделки ТК РЗМ снова перемещает скафандр и устройство для работы с ТК в активную зону и весь цикл вырезки и разделки повторяется для всех ТК.
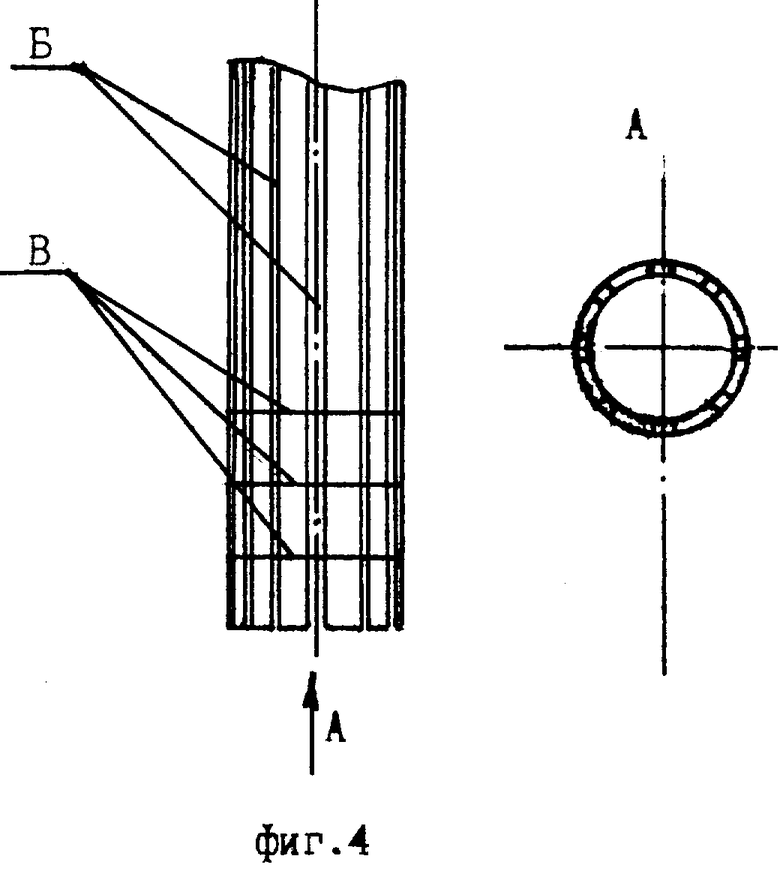
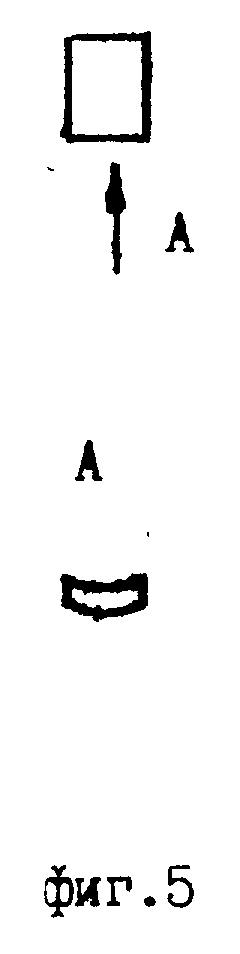
Траектория разделки ТК может быть различна. На фиг.4 показаны вертикальные резы (резы Б) по радиусу ТК. После резки кольцевыми резами на разных высотах (резы В) образуются отходы прямоугольного вида (фиг.5), также обеспечивающие высокую плотность хранения.
В случае замены ТК после разделки РЗМ с узла развески захватывает новый ТК и переносит его к месту вырезанного. Нижним концом ТК устанавливается в опорный стакан ячейки нижней плиты реактора. Фокусирующая система вертикально перемещается к месту сварки. Одновременно включаются лазер и привод вращения фокусирующей системы и осуществляется приварка верхней части ТК к верхней плите реактора. После этого обычным способом осуществляется загрузка ТВС с ТВЭЛами.
На этом цикл замены завершается.
Приводы и исполнительные механизмы вертикального перемещения и вращения вокруг горизонтальной оси фокусирующего устройства могут быть исполнены различными способами: рейка-шестерня, винт-гайка качения, линейный привод и т. д.
Литература
1. Маргулова Т.Х. Атомные электрические станции. -М. Высшая школа, 1984, с. 112.
2. Маргулова Т.Х. Атомные электрические станции. -М. Высшая школа, 1984, с. 24.
3. Монахов А.С. Атомные электрические станции и их технологическое оборудование. -М. Энергоатомиздат, 1986, с. 159-160.
4. Гирнис В.В. Федулов В.А. Филаткин Г.Ф. и др. Монтаж оборудования атомных электростанций. -М. Высшая школа, 1980, с. 93-97.
Изобретение относится к лазерной обработке и может быть использовано в атомной энергетике. Сущность изобретения: способ замены и разделки технологических каналов тепловыделяющих сборок ядерных реакторов канального типа состоит в том, что отработавший технологический канал последовательно отрезают от верхней плиты реактора, переносят в зону разделки, где производят его разделку на малорадиоактивные и с большей радиацией отходы. После этого переносят новый технологический канал в зону реактора, устанавливают его в стакан нижней плиты, и далее осуществляют его приварку к верхней плите. Операции отрезки технологического канала, его разделки, а также приварки нового канала к верхней плите реактора производят изнутри канала с помощью лазерного луча. Это позволяет значительно сократить количество используемого оборудования, практически исключить ручной труд, избавиться от радиоактивной пыли. Кроме того, разделка технологического канала позволяет получить отходы, при хранении которых требуется гораздо меньше места. Тем самым резко уменьшается объем хранилищ радиоактивных отходов и, соответственно, объем выделяемых на них инвестиций. 2 с. и 3 з.п. ф-лы, 5 ил.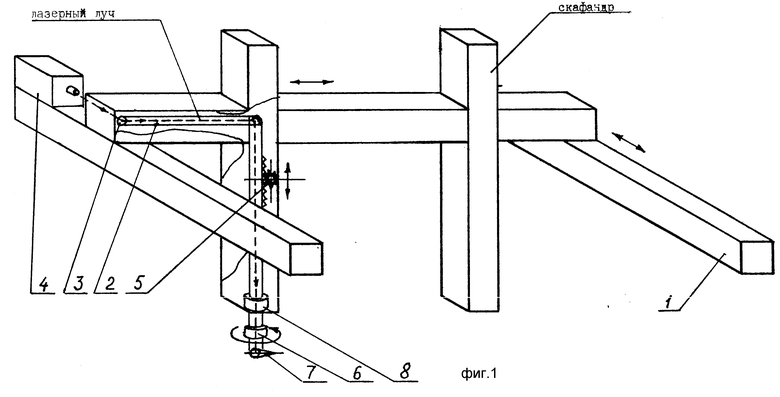
| Гирнис В.В | |||
| и др | |||
| Монтаж оборудования атомных электростанций | |||
| - М.: Высшая школа, 1980, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

