Предлагаемое изобретение относится к области лазерной сварки и может быть использовано для прокладки магистральных трубопроводов различного назначения в полевых условиях, особенно в северных районах.
Известно, что прокладка трубопроводов в северных районах требует высокого темпа, ибо резко ограничен период строительства, тяжелая техника может пройти заболоченные участки трассы тундры только в зимний период [1].
Известен сварочный комплекс для изготовления непрерывного трубопровода [3] . Отличительной чертой комплекса является то, что все его оборудование располагается внутри свариваемого трубопровода. В состав комплекса входит технологический лазер, оптико-фокусирующая система с приводом ее вращения, система управления, запас топлива, двигатель, генератор, вырабатывающий электрическую энергию, необходимую для автономной работы данного сварочного комплекса. Технологический лазер для сварки труб толщиной 10 - 25 мм должен иметь выходную мощность излучения не менее 20 кВт и потребляемую мощность не менее 400 кВт. Такой сварочный комплекс технически весьма затруднительно реализовать в стесненных объемах трубопровода. Управление комплексом при его движении по трубопроводу, а также во время сварки осуществляется автономно.
Недостатками данного комплекса являются сложность конструкции, большие габариты комплекса, в результате чего возможна сварка только труб большого диаметра, относительно низкая надежность комплекса в целом.
Известна установка для лазерной сварки трубопроводов [2]. Установка включает передвижное устройство, платформу с размещенным на ней технологическим лазером, аппаратуру управления, электростанцию, вспомогательное оборудование. В ее состав также входит магазин лучепроводов с расположенными на них предназначенными для приварки трубами и устройство поджима трубы к трубопроводу.
Установка работает следующим образом. Магазин с лучепроводами и предназначенными для приварки трубами с помощью собственного привода подводит торец одной трубы к торцу закрепленного в зажимах трубопровода. С помощью устройства поджима осуществляется поджим трубы к торцу трубопровода. После этого включается лазер и излучение по лучепроводу подается на поворотное зеркало. Далее оно подается на фокусирующий объектив и затем на свариваемый стык. После сварки кольцевого шва установка отъезжает вперед по трассе трубопровода на расстояние, равное длине трубы. Магазин лучепроводов подает в зону сварки новую трубу со своим лучепроводом и технологический цикл повторяется.
Недостатками конструкции вышеназванной установки являются:
большая длина оптического тракта, что ведет к искажению волнового фронта и сложности точной наводки излучения на сварочный стык вследствие вибраций лучепровода и механически связанной с ним сварочной головки;
cложная и дорогостоящая конструкция магазина, имеющего в каждом гнезде отдельный лучепровод, на конце которого закреплен фокусирующий объектив, поворотное зеркало.
Задачей, решаемой предлагаемым изобретением, является повышение надежности конструкции установки за счет упрощения ее конструкции и повышение качества свариваемого шва за счет уменьшения вибраций оптических элементов комплекса.
Вышеуказанная задача решается тем, что в установке для лазерной сварки трубопроводов, включающей передвижное устройство, платформу с размещенными на ней технологическим лазером, аппаратурой управления, электростанцией, вспомогательным оборудованием, магазином с предназначенными для приварки трубами, устройством поджима трубы к трубопроводу (сварочная головка и технологический лазер находится внутри трубопровода). Установка имеет штанги подвода коммуникаций, а каждая штанга имеет механизм соединения и разъединения со сварочной головкой.
Технологический лазер находится в единой конструкции со сварочной головкой.
Сварочная головка имеет колеса, находящиеся в контакте с внутренней поверхностью трубопровода.
Сварочная головка имеет аккумулятор, двигатель и исполнительные элементы перемещения внутри трубопровода.
Штанга подвода коммуникаций имеет электрические, пневматические и гидравлические коммуникации.
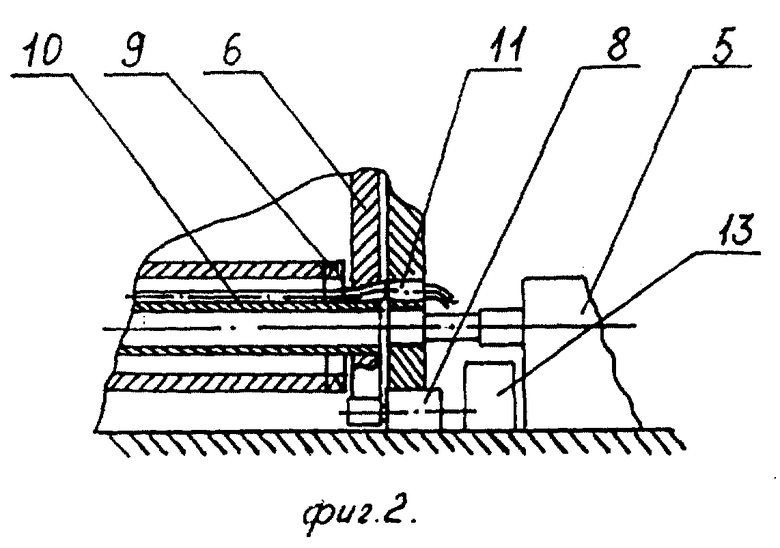
Установка выглядит следующим образом (фиг. 1). Передвижное устройство 1 перемещает платформу 2 по заранее подготовленной трассе. На платформе расположены система управления установкой 3, автономная электростанция 4, источник питания и вспомогательные системы технологического лазера 5. Магазин 6 с размещенными в его гнездах трубами 7 имеет собственный привод вращения 8 (фиг. 2). Магазин имеет также механизм поджима трубы к трубопроводу 9 и штангу подвода коммуникаций 10. Каждое гнездо магазина имеет узел соединения коммуникаций 11. В варианте, когда не весь технологический лазер находится в единой конструкции со сварочной головкой, а только его излучатель, то блок прокачки рабочей смеси 12 и источник питания лазера 5 находятся на платформе. На платформе размещено также вспомогательное технологическое оборудование 13 (баллоны с защитным газом, устройства подготовки газа и т.д.).
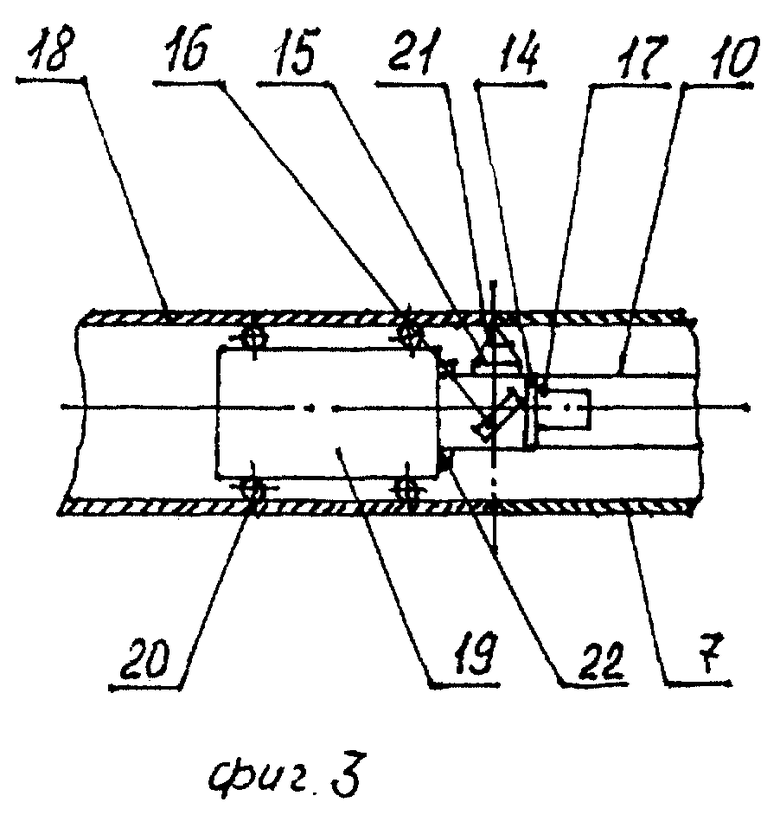
Каждая штанга подвода коммуникаций имеет механизм соединения и разъединения со сварочной головкой 14 (фиг. 3). В состав сварочной головки входят фокусирующий объектив 15, поворотное зеркало 16, привод их вращения 17 вокруг оси трубопровода 18. Сварочная головка может также включать в свой состав технологический лазер 19 без источника питания и блока рабочей смеси. Для перемещения по внутренней поверхности трубопровода сварочная головка имеет аккумулятор, двигатель с исполнительными элементами 20 или колеса 20. Фокусирующий объектив имеет датчик определения положения стыка 21 и привод продольного перемещения 22. Конец трубопровода размещается на установленных на платформе зажимах 23.
Установка работает следующим образом. Магазин 6 со штангами подвода коммуникаций 10 подводит одну из предназначенных для приварки труб 7 к трубопроводу 18 и центрирует их. Конец трубопровода закреплен в зажимах 23. С помощью устройства (механизма) поджима 9 осуществляется стыковка торцов трубы и трубопровода.
С помощью датчика определения положения стыка 21 и привода продольного перемещения 22 фокусирующий объектив 15 сварочной головки устанавливается точно напротив стыка. Далее по команде системы управления 3 включается технологический лазер 19 (фиг. 2) и излучение подается на поворотное зеркало 16, от которого через фокусирующий объектив направляется на свариваемый стык. Привод вращения 17 обеспечивает сварку кольцевого шва. Все необходимые сигналы от системы управления, охлаждение на сопло объектива, подача защитного газа от вспомогательного технологического оборудования 13 осуществляются по штанге 10. В качестве варианта возможно вынесение блока прокачки рабочей смеси газа и источника питания 12 лазера, т. е. разделить лазер на две части. Одна часть, собственно, излучатель, все время находится внутри трубы, а другая, более габаритная, источник питания, вспомогательные системы газо- и водоподготовки находятся на платформе. Соединение между ними осуществляется подводящей штангой. Энергоснабжение комплекса обеспечивается электростанцией 4. В случае, если сварочная головка имеет аккумулятор с приводом и исполнительными механизмами 20, то после сварки кольцевого шва по команде системы управления осуществляются разъединение механизма 14, и установка с помощью передвижного устройства 1 перемещается вдоль трассы трубопровода на длину трубы. Магазин с помощью привода 8 подает новую трубу и центрирует ее с концом трубопровода. Сварочная головка с помощью привода 20 перемещается по внутренней поверхности трубопровода до места стыка. Точную установку фокусирующего объектива относительно стыка осуществляют датчик 21 и привод 22. Механизм 14 осуществляет соединение штанги 10 со сварочной головкой. Во время работы магазина переключение подводимых коммуникаций от одного гнезда к другому осуществляется с помощью узла 11.
В случае, если сварочная головка не имеет собственного привода, а только колеса, во время перемещения установки на длину одной трубы механизм 14 не разъединяет штангу 10 и сварочную головку. Разъединение производится только перед работой магазина, осуществляющего операцию подачи новой трубы, т.е. штанга каждый раз подтаскивает сварочную головку к новому месту сварки.
По сравнению с аналогом электропитание основных элементов вынесено наружу, что позволяет делать его надежным. Существенно уменьшены габариты установки, упрощена ее конструкция. По сравнению с прототипом в установке имеется только одна сварочная головка с поворотным зеркалом, фокусирующим объективом, датчиком определения положения стыка, приводами вращения и продольного перемещения, а не много - по количеству гнезд в магазине, существенно уменьшена длина оптического пути луча, поскольку он формируется в лазерной головке в непосредственной близости от свариваемого стыка.
Применение такой конструкции установки позволит сделать ее максимально простой, повысить надежность ее работы и увеличить качество сварных швов в трубопроводе.
Список литературы
1. О.М.Серафин, А.П.Ладыжанский, М.В.Блехеров "Чем варить неповоротку?", "Потенциал", N 1, 1998 г" стр.42.
2. "Установка для лазерной сварки трубопроводов", патент России N 2074798 B 23 K 26/06. Приоритет от 16.08.94 г., опубликовано 10.03.97 г. Бюллетень N 7.
3. "Сварочный комплекс для изготовления непрерывного трубопровода", патент России N 2074799, B 23 K 26/06. Приоритет от 29.08.94 г., опубликовано 10.03.97 г. Бюллетень N 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ СВАРКИ ТРУБОПРОВОДОВ | 1998 |
|
RU2165344C2 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОКЛАДКИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 1998 |
|
RU2139780C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОВОДКИ ТРУБОПРОВОДОВ | 1997 |
|
RU2116181C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2074798C1 |
| КОМПЛЕКС ДЛЯ ПРОКЛАДКИ ПОДВОДНЫХ ТРУБОПРОВОДОВ | 1998 |
|
RU2147354C1 |
| СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120366C1 |
| СВАРОЧНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ТРУБОПРОВОДА | 1994 |
|
RU2074799C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2070494C1 |
| СПОСОБ БУРЕНИЯ СКВАЖИН | 1998 |
|
RU2147664C1 |
| Способ соединения и разъединения труб для добычи битуминозной нефти и устройство для лазерной сварки и резки при реализации способа | 2016 |
|
RU2630327C1 |
Изобретение относится к сварке, в частности к установкам для лазерной сварки магистральных трубопроводов, и может быть использовано для прокладки трубопроводов в степях, пустыне, тундре. На платформе размещено технологическое оборудование - автономная электростанция, система управления, магазин с предназначенными для приварки трубами, технологический лазер. Также на платформе в зажимах размещается конец трубопровода. Сварочная головка и лазер расположены внутри трубопровода, чем достигаются минимальная длина оптического тракта, вибрационные колебания луча относительно свариваемого стыка. Сварка происходит изнутри трубы. Подвод электроэнергии, а в варианте и охлаждающей воды, газов и т.д. происходит с помощью коммуникационной штанги. Каждое гнездо магазина имеет штангу подвода коммуникаций. На конце штанги расположен механизм соединения и разъединения коммуникаций с лазером и сварочной головкой внутри трубы. Такая конструкция установки проста и позволяет обеспечить надежность работы. 2 з.п.ф-лы, 3 ил.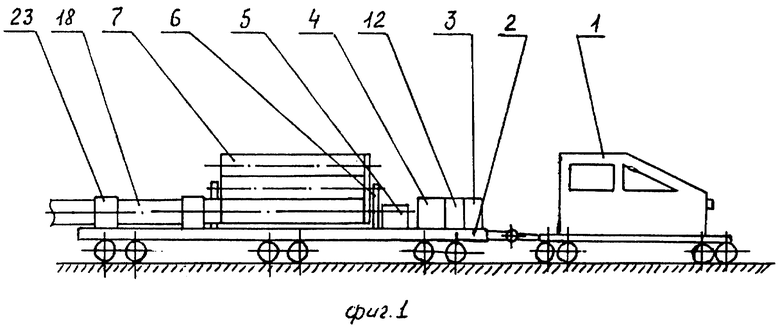
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2074798C1 |
| СВАРОЧНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ТРУБОПРОВОДА | 1994 |
|
RU2074799C1 |
| US 4577087 A, 18.03.86 | |||
| DE 4115561 B, 20.02.92. | |||

