Предлагаемое изобретение относится к области лазерной сварки и может быть использовано для прокладки магистральных трубопроводов различного назначения в полевых условиях, особенно в северных районах.
Известна установка для лазерной сварки магистральных трубопроводов [1]. Установка представляет из себя охватывающую трубу конструкцию, в состав которой входит привод и механизм перемещения ее вдоль трубы, технологический лазер с фокусирующим объективом и с приводом их вращения вокруг трубы. Электропитание и управление установкой осуществляется от автономного комплекса, передвигающегося по грунту вместе с установкой рядом с трубой. Связь между установкой и комплексом обеспечивается узлом подвода коммуникаций.
Установка работает следующим образом. Предназначенная для приварки труба подстыковывается торцом к торцу конца трубопровода. Далее установка, используя собственный привод и механизм перемещения, перемещается вдоль конца трубопровода до места стыка. Фокусирующий объектив устанавливается точно напротив стыка. Включается лазер и одновременно с ним включается привод вращения лазера вместе с фокусирующим объективом. Тем самым проводится сварка кольцевого шва. После проведения процесса сварки лазер отключается и установка вместе с автономным комплексом перемещается до следующего стыка. После этого технологический цикл повторяется.
Известна установка для лазерной сварки трубопроводов [2]. Установка включает передвижное устройство, платформу с размещенным на ней технологическим лазером, аппаратуру управления, электростанцию, вспомогательное оборудование. В ее состав входит также магазин лучепроводов с расположенными на них предназначенными для приварки трубами и устройство поджима трубы к трубопроводу.
Установка работает следующим образом. Магазин с лучепроводами и предназначенными для проварки трубами подводит торец одной трубы к торцу конца закрепленного в зажимах трубопровода.
С помощью устройства поджима осуществляется поджим трубы к торцу трубопровода. После этого включается лазер и излучение по лучепроводу подается на поворотное зеркало. Далее оно подается на фокусирующий объектив и затем на свариваемый стык. После сварки кольцевого шва установка отъезжает вперед по трассе трубопровода на расстояние, равное длине трубы. Магазин лучепроводов подает в зону сварки новую трубу со своим лучепроводом и технологический цикл повторяется.
Общим недостатком вышеописанных установок является односторонний способ сварки кольцевого шва - в первом случае - наружный, во втором случае внутренний. Результатом этого является получение некачественного сварного соединения, обусловленное присутствием в корне шва больших концентраций напряжений и деформаций, трещин, а также дефектов в виде включений.
Все это может привести к разрушению сварного соединения и, следовательно, к выходу из строя трубопровода с большими материальными потерями.
Кроме того, односторонний способ сварки позволяет обеспечить сварку труб определенной, ограниченной толщины. А в настоящее время существует устойчивая тенденция к применению трубопроводов все больших рабочих давлений и, следовательно, использованию труб больших толщин.
Известно, что существует двухсторонний способ лазерной сварки [3]. Данный способ позволяет обеспечить формирование швов благоприятной конфигурации, что существенно снижает все вышеперечисленные дефекты.
Задачами, решаемыми предлагаемым изобретением, являются повышение качества свариваемых швов лучепроводов при повышении производительности работы сварочного комплекса.
Вышеуказанные задачи решаются тем, что в лазерном комплексе для прокладки магистральных трубопроводов, включающем передвижное устройство, платформу с размещенными на ней автономной электростанцией, аппаратурой управления, технологическим лазером, вспомогательным оборудованием, внешним лучепроводом, магазином лучепроводов с размещенными на них предназначенными для приварки трубами и имеющим собственный привод, устройством поджима трубы к трубопроводу, опорами с закрепленным в них концом трубопровода, в месте стыка торца трубы с концом трубопровода с внешней стороны находится дополнительный лазер, имеющий привод вращения вокруг стыка. Между объективом, расположенным на лучепроводе (внутри трубы) и внешним объективом относительно оси трубы имеется угол, определяемый технологическими условиями.
Мощность дополнительного лазера может быть равной или значительно большей мощности лазера, обеспечивающего сварку внутреннего корневого шва. Известно, что именно дефекты в корне шва определяют прочность всего сварного соединения, поэтому внутренний шов должен быть выполнен по возможности бездефектным. Известно, что количество дефектов в шве, а также растягивающие напряжения в околошовной зоне термического влияния уменьшаются с увеличением скорости сварки. Поэтому важно обеспечить максимально возможную скорость сварки внутреннего шва, даже за счет глубины провара, оставшуюся большую часть толщины стенки трубы проварив на меньшей скорости внешним дополнительным лазером. Для того, чтобы увеличить производительность процесса, можно внешний шов варить сразу несколькими лучами. Для этого дополнительный лазер необходимо выполнить многопучковым, снабженным соответствующим количеством фокусирующих объективов, ориентированных по радиусам относительно оси трубопровода и равноотстоящих друг относительно друга по углу.
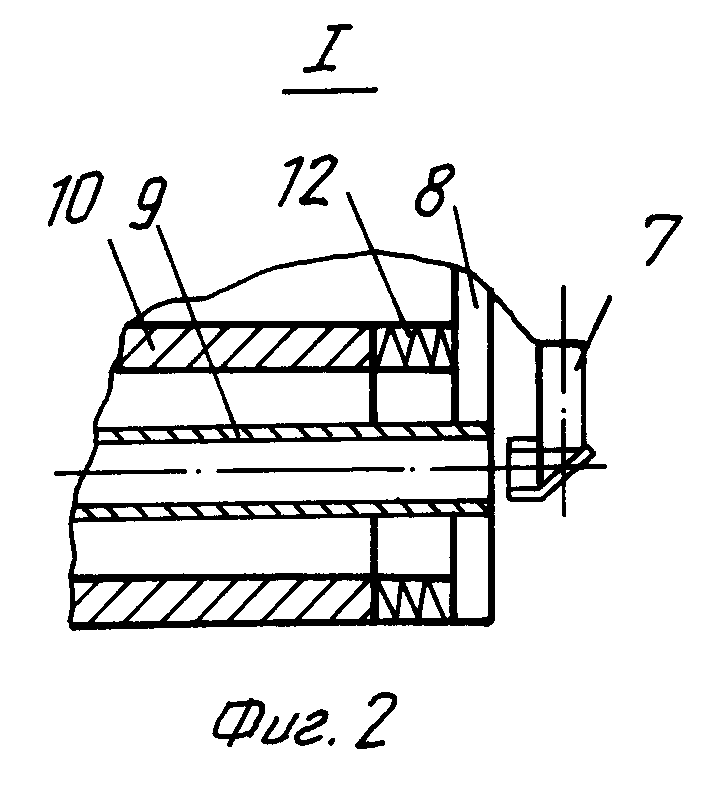
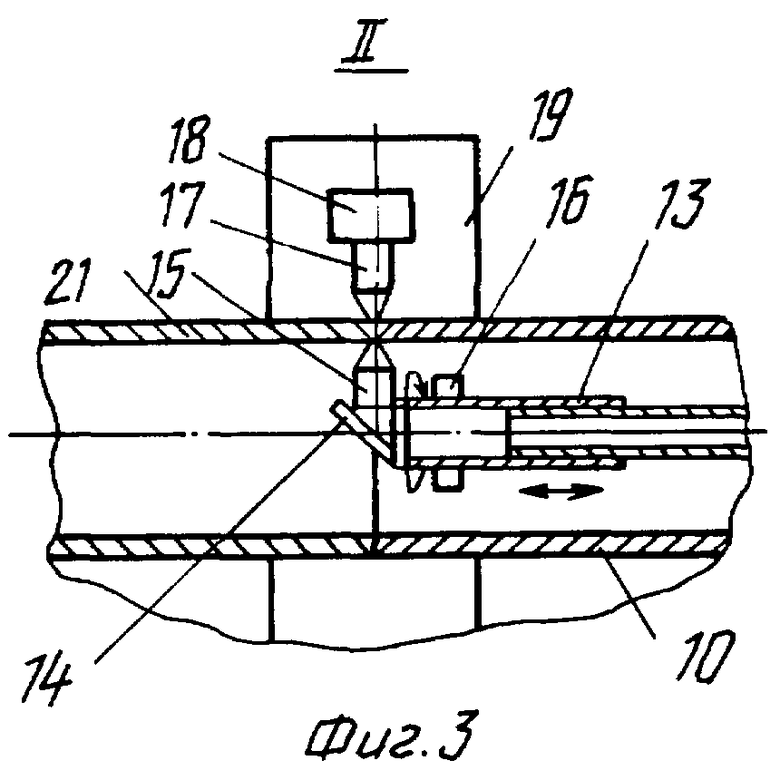
Комплекс выглядит следующим образом (фиг. 1). К передвижному устройству 1 прикреплена платформа 2, на которой находятся размещаются автономная электростанция 3, аппаратура управления 4, вспомогательное оборудование 5 (газовое хозяйство) технологический лазер 6. От технологического лазера излучение отводится с помощью внешнего лучепровода 7. На платформе размещаются магазин 8 лучепроводов 9 с размещенными на нем предназначенными для приварки трубами 10. Магазин имеет привод перемещения 11 и устройство поджима трубы к трубопроводу 12. На конце каждого лучепровода размещаются механизм и привод перемещения вдоль оси трубы 13 (фиг. 2 и фиг. 3), поворотное зеркало 14 и фокусирующий объектив 15 и привод вращения объектива вокруг оси трубы 16. В месте стыка трубы с трубопроводом с наружной стороны располагается внешний объектив 17, жестко соединенный с лазером 19, имеющим привод вращения вокруг трубы 18. Лазер 19 подает излучение в объектив 17.
На платформе размещены опоры 20, которые держат и одновременно центрируют конец трубопровода 21.
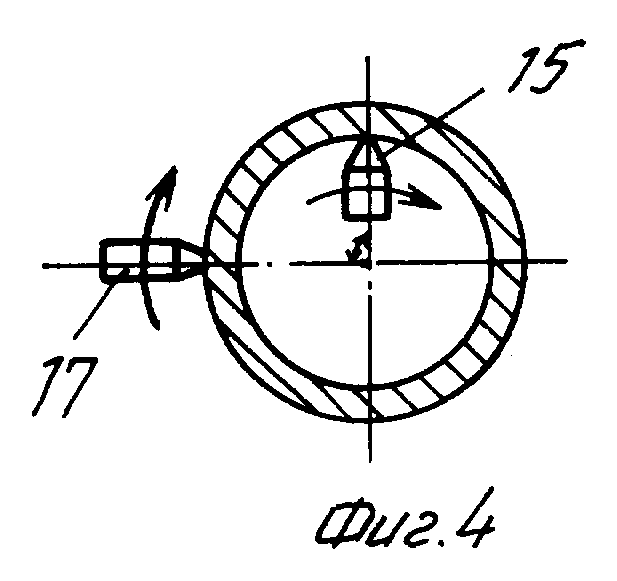
Комплекс работает следующим образом. По заранее проложенной трассе будущего трубопровода передвигается передвижное устройство 1 вместе со сцепленной с ним платформой 2. На платформе в передней ее части размещается автономная электростанция 3, аппаратура управления комплексом 4, вспомогательное оборудование 5. Генерируемое технологическим лазером 6 излучение направляется по внешнему лучепроводу 7, имеющему поворотные зеркала. Далее излучение попадает в лучепровод 9 и, транспортируясь по нему на поворотное зеркало 14, отражаясь от которого, направляется в фокусирующий объектив 15. В нем излучение фокусируется и направляется непосредственно на стык. Вращение фокусирующего объектива вместе с поворотным зеркалом обеспечивается приводом 16 вокруг оси привариваемых труб. При этом проваривается корневой шов. Сварка внешним фокусирующим объективом 17 проводится на некотором расстоянии от места сварки объектива 15 (фиг. 4) (угол α ). Возможна также одновременная сварка внутренних и внешних швов, в этом случае α =0. Фокусирующий объектив 17 получает излучение от технологического лазера 19, который имеет привод вращения 18 вокруг трубы. Формирование наружного сварного шва происходит по горячему внутреннему. После осуществления двухсторонней сварки кольцевого шва привод перемещения 13 фокусирующий объектив и поворотное зеркало вправо, уменьшая тем самым длину лучепровода.
Комплекс перемещается вперед по трассе на длину одной трубы. Далее магазин лучепроводов 8 с помощью привода 11 подводит новую предназначенную для приварки трубу 10 к концу трубопровода 20. Конец трубопровода поддерживается и центрируется относительно привариваемой трубы с помощью опор 21. Устройство поджима трубы к трубопроводу 12 поджимает трубу к концу трубопровода. Привод перемещения 13 фокусирующего объектива перемещает его влево до места стыка. После этого технологический цикл работы комплекса повторяется.
Использование двухсторонней лазерной сварки громоздких конструкций, таких как конец трубопровода и привариваемая труба с опорами на единую платформу позволяет их точно центрировать друг с другом и, следовательно, создавать благоприятные условия формирования сварного шва.
Список литературы.
1. Патент России N 2070494. "Установка для лазерной сварки трубопроводов". Бюл. N35, от 20.12.96.
2. Патент России N 2074798. "Установка для лазерной сварки трубопроводов." Бюл. N7, от 10.03.97. (прототип).
3. А.А. Рыбаков, В.В. Якубовский, В.Ч. Кирьян и др. Исследование работоспособности сварных соединений трубной стали 10Г2БТ, выполненный двухпроходной лазерной сваркой. Автоматическая сварка, N 7, 1995, Киев, стр. 12-17п
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ СВАРКИ ТРУБОПРОВОДОВ | 1998 |
|
RU2165344C2 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1998 |
|
RU2136468C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2074798C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОВОДКИ ТРУБОПРОВОДОВ | 1997 |
|
RU2116181C1 |
| КОМПЛЕКС ДЛЯ ПРОКЛАДКИ ПОДВОДНЫХ ТРУБОПРОВОДОВ | 1998 |
|
RU2147354C1 |
| СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120366C1 |
| СВАРОЧНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ТРУБОПРОВОДА | 1994 |
|
RU2074799C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140840C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2145919C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2070494C1 |
Изобретение относится к лазерной сварке и может быть использовано для прокладки магистральных трубопроводов различного назначения в полевых условиях, особенно в северных районах. Комплекс включает передвижное устройство, платформу с размещенными на ней автономной электростанцией, аппаратурой управления, технологическим лазером, вспомогательным оборудованием, внешним лучепроводом, магазином лучепроводов с размещенными на них предназначенными для приварки трубами и имеющий собственный привод, устройством поджима трубы к трубопроводу, опорами для закрепления и центрирования конца трубопровода. Имеется также второй технологический лазер, обеспечивающий проварку кольцевого шва с наружной стороны. В совокупности с имеющимся оборудованием комплекса этим обеспечивается двусторонняя лазерная сварка. Первым проваривается внутренний корневой шов и далее наружный. Двусторонняя лазерная сварка обеспечивает качественное сварное соединение, а также позволяет соединять трубы больших толщин. 3 з.п.ф-лы, 4 ил.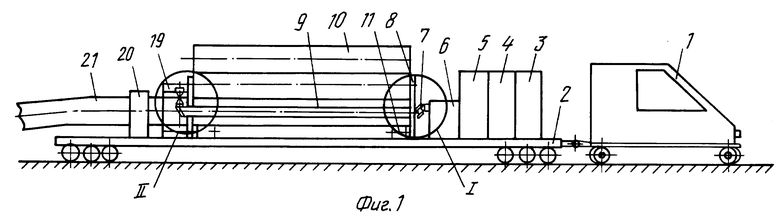
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2074798C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2070494C1 |
| ТЕПЛОВОЙ АККУМУЛЯТОР | 1998 |
|
RU2143649C1 |
| DE 4115561 A, 20.02.92. | |||

