Изобретение относится к устройству и способу охлаждения металлических полос в линии тепловой их обработки.
При использовании в непрерывных линиях отжига оборудования охлаждения газовой струей или роликового закалочного оборудования довольно часто наблюдается неравномерно распределение температуры по всей ширине металлической полосы, другими словами, в плане качества готовой продукции или движения металлической полосы могут возникать такие проблемы, как образование неравномерного качества, продольный изгиб, искривление или погрешности в форме. В патенте Японии N 60-169524 (в частности см. фиг. 40) раскрывается оборудование для намотки металлической полосы X на множество охлаждающих роликов NN 1-4 с целью охлаждения металлической полосы при ее контактировании с этим роликом: упомянутое оборудование состоит из устройства нагнетания газовой струи α1-α4, клапанов регулирования потока газа 84a - 84e, термометров 90a - 90d и из систем регулирования температуры 87a - 87d.
Устройство нагнетания газовой струи α1-α4, расположенное напротив охлаждающих роликов NN 1 - 4 (что ясно видно на фиг. 41), разделено на множество секций 10a - 10e, которые охватывают всю ширину металлической полосы X. Для каждой секции предусмотрен свой собственный клапан регулировки потока газа (клапаны 84a - 84e). Термометры 90a - 90d показаны установленными в позиции для фиксирования распределений температуры по всей ширине металлической полосы X и для вычисления перепада температуры в соответствующих точках ширины полосы по отношению к средней температуре всей ширины полосы, если упомянутый перепад температуры превышает допустимый предел, то тут же происходит фиксирование этой позиции на ширине полосы. Упомянутые системы регулирования температуры металлической полосы 87a - 87d предназначены для управления режимом работы клапанов регулирования скорости потока газа 84a - 84e в ответ на фиксирование упомянутой позиции.
Упомянутые выше устройства и системы использовали в фактической установке для проведения экспериментов по охлаждению металлических полос только на охлаждающих роликах и только в следующих конкретных условиях: толщина полосы колебалась от 0,5 до 2,3 мм, ширина полосы колебалась от 850 до 1575 мм, температура полосы на входе в охлаждающую секцию колебалась от 550 до 680oC, и температура полосы на выходе из охлаждающей секции колебалась от 350 до 480oC. В ходе проведения этих экспериментов было установлено, что во всех случаях (см. фиг. 42) температура на обеих кромках и в центральной части металлических полос была несколько выше средней температуры по ширине полосы, другими словами, температура металлической полосы имела W-образные профили.
В более узком смысле можно утверждать, что положительное отклонение температуры полосы происходит в пределах какого-то конкретного диапазона ширины полосы по отношению к усредненной температуре по ширине полосы, причем это не зависит от размеров металлических полос и условий охлаждения в центральной части полос. Для обеих кромок полосы выведена следующая закономерность, чем больше толщина металлической полосы и чем выше скорость движения полосы или чем выше перепад температуры самой полосы, тем больше отклонение температуры полосы от средней температуры полосы по ширине.
Тщательный анализ результатов проведенных экспериментов помог выявить и характеризовать основные причины возникновения упомянутых выше феноменов. После наматывания металлической полосы X на охлаждающий ролик 1 распределение напряжения растяжение/сжатие, появляющееся в толщине полосы, и в результате изменения коэффициента Пуанссона упомянутым напряжением распределение напряжения сжатие/растяжение изменяет свое направление на обратное по отношению к ширине полосы, в результате чего в прямоугольном направлении относительно главного изгибания, показанного на фиг. 43, образуется обратная изгибающая деформация (которую ниже будем называть "седлообразной деформацией").
После образования седлообразной деформации неизбежно возникает плохое контактирование на охлаждающем ролике с обеими кромками полосы, что сказывается на их недостаточном охлаждении и на возникновении положительного отклонения температуры полосы от средней температуры полосы по ширине. При охлаждении только в зависимости от охлаждающих роликов при подаче металлической полосы на следующий охлаждающий ролик плохое контактирование из-за седлообразной деформации будет усиливаться и суммироваться с плохим контактированием из-за различий в удлинении в длине полосы, что обусловлено положительным отклонением температуры полосы, а в итоге совокупность всех этих факторов обусловливает возникновение большего положительного отклонения температуры полосы.
Неконтактирующая длина L между охлаждающим роликом и металлической полосой на обеих кромках, наматываемой на охлаждающий ролик, а также смещение полосы Z на обеих кромках выражаются с помощью приводимых ниже уравнений (11) и (12). Например, в следующих конкретных условиях, когда толщина металлической полосы равна 1,0 мм, радиус охлаждающего ролика равен 800 мм, а температура металлической полосы равна 600oC, тогда неконтактирующая длина будет равна примерно 15 мм, а смещение полосы Z - примерно 0,1 мм.


где
L - неконтактирующая длина между полосой и охлаждающим роликом;
Z - радиальное смещение на обеих кромках полосы, мм;
E - модуль Юнга металлической полосы, кгс/мм2;
t - толщина металлической полосы, мм;
V - коэффициент Пуанссона металлической полосы;
Tв - натяжение линии прохода полосы, кгс/мм2;
R - радиус охлаждающего ролика, мм.
Однако описанная в патенте Японии N 60-169524 установка охлаждения металлических полос имеет ряд существенных недостатков, положительное решение которых связано с необходимостью значительного увеличения количества образуемых по всей ширине полосы разделительных секций в пределах оборудования для охлаждения газовой струей, чтобы соответствующим образом отреагировать на охлаждение всей ширины полосы в большом диапазоне с помощью установления большего количества клапанов регулирования подачи потока газа и самих систем подачи и распределение газа, что, конечно, неизбежно скажется на увеличении себестоимости оборудования.
Если количество образуется по всей ширине полосы разделительных секций равно примерно 5 (см. фиг. 41 упомянутого выше патента Японии), тогда ширина разделенных сопел будет большой, чтобы гарантировать более высокую скорость потока охлаждающего газа, а в этом случае увеличатся не только эксплуатационные расходы, но и возникнет переохлаждение вокруг обеих кромок полосы. Из приведенных на фиг. 56 данных ясно, что просто невозможно добиться равномерного распределения температуры по всей ширине металлической полосы.
Настоящее изобретение ставит своей целью решить упомянутые выше проблемы и предлагает новое устройство для охлаждения металлических полос и способ реализации охлаждения, с помощью которых можно будет добиться быстрого охлаждения полос при одновременном гарантировании равномерного распределения температуры по всей ширине металлической полосы и при экономически оправданных расходах, если иметь в виду большие площади охлаждения.
Устройство охлаждения металлических полос по настоящему изобретению представляет собой роликовое закалочное оборудование, которое обеспечивает наматывание металлической полосы по меньшей мере на один охлаждающий ролик и регулирование наматывающей длины между металлической полосой и каждым из охлаждающих роликов, отличающееся в основном тем, что оно включает в себя устройство охлаждения газовой струей, в котором две или более насадки сопла расположены по оси ролика относительно охлаждающих роликов через металлическую полосу, причем упомянутые насадки сопла будут уже по сравнению с металлической полосой, а сами насадки сопла могут перемещаться вдоль направления перемещения охлаждающих роликов, и как минимум одна из насадок сопла может перемещаться вдоль оси ролика; устройства регулирования потока газа, предназначенные для регулирования давления или скорости потока охлаждающего газа, поступающего в каждую насадку сопла (конструкция регулирующих устройств соответствует конструкциям клапанов для регулирования давления, воздуходувок для подачи газа или решающим устройствам для регулирования температуры полосы, которые регулируют степень открытия клапанов регулирования давления и вращающуюся скорость воздуходувок подачи газа).
Горячая точка W-образного неравномерного распределения температуры будет небольшой по ширине (с чем уже упоминали выше), и если по ширине металлической полосы установлено множество сопел, что типично для обычных известных охлаждающих конструкций, и если горячие точки будут располагаться в частях, соответствующих разделительным стенкам или перегородкам, то в этих местах охлаждение может испытывать определенные трудности, а если применить более интенсивное принудительное охлаждение, то часть полосы вокруг горячей точки может просто переохладиться. По настоящему изобретению насадка сопла с более узкой шириной перемещается как раз над горячей точкой, и охлаждающий газ, давление или скорость потока которого уже отрегулирована с помощью устройства регулирования струи газа, будет ударять именно по этой горячей точке, посредством чего осуществляется так называемое местное охлаждение, так что в данном случае эффективно и положительно решается проблема неравномерного распределения температуры.
Выполнение насадок сопел с возможностью их движения в направлении перемещения охлаждающего ролика связано с возможностью перемещения охлаждающего ролика в поперечном направлении вместе с линией прохода металлической полосы, чтобы охлаждающий ролик мог изменять длину наматывания полосы. Является очень важным фактором, чтобы насадка сопла могла всегда занимать оптимальную высоту для охлаждения полосы, наматываемой на охлаждающий ролик (в данном случае насадка сопла перемещается в том же направлении, в котором перемещается охлаждающий ролик), и не приходить в непосредственное контактирование с металлической полосой (когда охлаждающий ролик отделяется от линии прохода полосы и как раз перед самым моментом этого отделения насадка сопла перемещается обратно в направлении позиции оттягивания назад, а затем, когда охлаждающий ролик начинает входить в контакт с линией прохода полосы, насадка сопла перемещается в обратном направлении, когда она приближается к охлаждающему ролику от исходной позиции или позиции отвода назад.
Чтобы гарантировать оптимальное местное охлаждение горячей точки, рекомендуется расположить в ряд вдоль линии прохода металлической полосы выходные сечения насадок сопла, которым придана форма щели, пересекающейся почти под прямым углом с линией прохода полосы.
Выходные сечения сопла 11 (см. фиг. 44(a) - 44(d)) выполнены в форме буквы R во внутренней части поперечного сечения сопла, скошены на конус или выступают наружу, как в случаях (c) и (d) упомянутого чертежа.
Если вдоль оси ролика используют две насадки сопел, тогда каждая из них устанавливается на кромках полосы по ее ширине; если же используют три насадки сопла, тогда одна из них устанавливается почти по центру ширины полосы (установленная по центру полосы насадка сопла не перемещается вдоль оси ролика, а может оставаться здесь в неподвижном положении), если две оставшиеся насадки устанавливают по кромкам полосы, то в этом случае образованная таким образом система охлаждения будет эффективной в плане устранения W-образного неравномерного распределения температуры полосы (как правило, это неравномерное распределение температуры в большей степени будет проявляться на кромках полосы, чем в центре, и именно поэтому рекомендуется устанавливать насадки сопла на кромках полосы с возможностью их движения).
Суть настоящего изобретения можно использовать не только в конструкциях с одним охлаждающим роликом, но и также в конструкциях, которые предусматривают использование двух и более охлаждающих роликов. Если имеется в виду конструкция с несколькими охлаждающими роликами, то для образования упомянутой выше конструкции будет вполне достаточно установить по меньшей мере на первом охлаждающем ролике три насадки сопла. Следует также иметь в виду, что охлаждающие ролики поделены на секцию поступления рулонной полосы и на секцию выхода рулонной полосы. Поэтому, если иметь в виду охлаждающие ролики секции поступления рулонной полосы, то для образования упомянутой выше системы расположения насадок необходимо будет использовать три насадки сопел, а если же имеем дело с охлаждающими роликами секции выхода рулонной полосы, то будет вполне достаточно использовать две насадки сопел. Основной причиной, почему с первым охлаждающим роликом или с охлаждающими роликами на стороне поступления рулонной полосы необходимо устанавливать три насадки сопла, является то, что поскольку центральная часть металлической полосы несколько вспучивается после начала контактирования полосы с охлаждающим роликом, что собственно и вызывает неравномерное температурное распределение по ширине полосы (см. фиг. 45(a)), то часть корпуса охлаждающего ролика 1, на которой не происходит контактирования полосы X из-за неправильной или плохой формы самой полосы, будет охлаждаться циркулирующим внутри охлаждающего ролика хладагентом в большей степени, чем в контактирующей части корпуса, и даже после исправления дефекта в форме полосы центральная ее часть все равно не будет охлаждаться так, как это показано на фиг, 45 (b), причем эта центральная часть полосы будет удлиняться в большей степени, чем ее кромки и в конечном итоге образуется полоса, показанная на фиг. 45 (c). Подобное явление получило название центральное вспучивание. В частности, если имеем дело с материалами небольшой толщины и малой жесткости, то в этих материалах часто возникают прогибы или продольные изгибы, а поскольку первоначальной причиной возникновения неравномерного температурного распределения являются свойства и особенности охлаждающего ролика, то подобное неравномерное распределение температуры позже будет только усиливаться, то для предотвращения возможного неправильного образования формы металлической полосы в начальный момент ее контактирования с охлаждающими роликами необходимо будет устанавливать дополнительную насадку сопла также и в центральной части по меньшей мере первого охлаждающего ролика или охлаждающих роликов секции поступления рулонной полосы, чтобы можно было осуществить местное охлаждение и нагнетание струи газа на кромку наматываемой на охлаждающий ролик полосы и тем самым положительно решить проблему вспучивания центральной части полосы (особенно эффективно эта проблема решается с помощью первого охлаждающего ролика, причем даже и в том случае, если металлическая полоса имеет большую толщину). И наоборот, если вся система охлаждения состоит из трех насадок сопел, включая центральную насадку сопла для первого охлаждающего ролика или охлаждающих роликов секции поступления рулонной полосы, тогда будет вполне достаточно установить насадки сопел соответственно для двух кромок в последующих охлаждающих роликах.
С другой стороны, если по описанной выше схеме использует множество охлаждающих роликов, то в этом случае можно будет организовать движения насадок сопла таким образом, чтобы насадка сопла секции подачи рулонной полосы перемещалась в направлении движения охлаждающего ролика дифференцировано от движения насадки сопла секции выхода рулонной полосы. Другими словами, с целью устранения неравномерного распределения температуры по ширине полосы, которое обусловливается седлообразной деформацией, необходимо будет максимально возможно повысить эффективность охлаждения на стороне впуска или подачи, где и происходит образование упомянутой деформации, и как можно раньше устранить дефектные формы полосы вокруг той части, в которой начинается непосредственное контактирование полосы и охлаждающего ролика; необходимо также обеспечить максимально возможное охлаждение задней поверхности полосы, которая уже намотана на ролик в секции поступления рулонной полосы (что касается остальных факторов, то следует иметь в виду, что тепловая нагрузка будет очень небольшой и даже ролики секции поступления рулонной ленты иногда выполняют функцию охлаждения в условиях, когда эти охлаждающие ролики не имеют полного хода смещения). Предлагаемая система охлаждения дает возможность насадкам сопел секции поступления рулонной полосы точно следовать движению охлаждающих роликов, чтобы можно было поддержать на постоянном уровне интервалы между насадками сопел и соответствующими охлаждающими роликами, благодаря чему повышается эффект охлаждения в секции поступления рулонной полосы. В более узком смысле насадка сопла перемещается от позиции отвода назад в направлении приближения к полосе в тот момент, когда начинается этап непосредственного контактирования между полосой в линии прохода и охлаждающим роликом. Более того, если ход смещения охлаждающего ролика будет большим, чем в момент контактирования, тогда насадка сопла перемещается с целью поддержания на постоянном уровне расстояния от полосы. Если между полосой и охлаждающим роликом нет непосредственного контакта, тогда насадки сопел будут перемещаться в позицию отвода назад. В противоположность этому насадки сопел секции поступления рулонной полосы не всегда должны обязательно совершать какие-либо перемещения, а могут оставаться в неподвижном положении. И тем не менее, насадки сопел должны иметь возможность оттягиваться назад, поскольку если насадки сопел сконструированы таким образом, что после выполнения охлаждающими роликами своего максимального хода смещения длина насадки сопла напротив ролика будет максимальной, и исключается возможность использования одного охлаждающего ролика, благодаря чему ход смещения охлаждающего ролика перед и после этого охлаждающего ролика будет коротким, чтобы насадка сопла после охлаждающего ролика, чей ход смещения будет коротким, или насадка сопла, неподвижно установленная на задней стороне уже намотанной на охлаждающие ролики полосы, могла входить в непосредственное контактирование с полосой. Следовательно, существует возможность, что обычно установленная насадка сопла секции поступления рулонной полосы при выполнении функции будет перемещаться в заданные позиции и будет устанавливаться в позиции оттягивания назад только в аварийных ситуациях или в момент отсутствия охлаждения, чтобы абсолютно не повторять движение охлаждающих роликов. Другими словами, насадка сопла перемещается в направлении к полосе от позиции оттягивания в тот момент, когда начинается непосредственное контактирование между полосой и охлаждающим роликом, и после этого, хотя ход смешения охлаждающих роликов становится более длинным, однако насадка сопла не перемещается в заданную позицию, и все насадки сопел вновь возвращаются в позицию оттягивания назад как раз перед моментом выхода из контактирования металлической полосы и охлаждающего ролика.
Для корректировки и аннулирования неравномерных температурных распределений вдоль ширины полосы, вызванных седлообразной деформацией, необходимо будет гарантировать максимально высокую скорость охлаждения на стороне впуска, где собственно и может образоваться деформация, и необходимо будет осуществлять охлаждение на задней стороне уже намотанной на ролик полосы, где может осуществляться равномерное охлаждение по всей ширине полосы, главным образом именно на стороне впуска. За счет последовательного отвода охлаждающих роликов от стороны впуска в секции поступления рулонной полосы, предпочтительного от первого охлаждающего ролика, можно увеличить длину охлаждения (ход смещения охлаждающего ролика будет большим), можно также сделать максимальным поток газовой струи, а следовательно, добиться более эффективного охлаждения на стороне выпуска и компенсировать тем самым недостаточное охлаждение (или его полное отсутствие) на стороне выпуска. В случае использования способа смещения охлаждающего ролика и если предусматривается низкая скорость охлаждения или небольшой объем операций по охлаждению металлической полосы (т.е. если предусматривается низкая производительность охлаждающей установки в тоннах/час), тогда на стороне выпуска насадка сопла для охлаждения заднего конца уже намотанной на охлаждающий ролик металлической полосы отделяется от последней на довольно значительное расстояние (даже если охлаждающий ролик не находится в непосредственном контактировании с полосой, то и в этом случае упомянутая насадка сопла может успешно охлаждать заднюю часть полосы). Если в этот момент расстояние между насадкой сопла и охлаждающим роликом будет больше какого-то конкретного интервала, то для экономии энергии можно будет перекрыть стопорный клапан канала подачи газовой струи, который установлен в каждой насадке сопла.
С другой стороны, в случае использования множества насадок сопел на оси ролика существует возможность соответствующим образом дифференцировать степени (в количественном выражении) движения каждой насадки по направлению движения охлаждающих роликов и можно также соответствующим образом дифференцировать расстояние между каждой насадкой сопла и охлаждающим роликом по оси ролика. Эту схему можно использовать в ситуации, когда происходит изменение обязательной скорости охлаждения в поперечном направлении. Кроме того, если скорость охлаждения является избыточной, тогда в целях экономии энергии можно отказаться от использования некоторых дополнительных приспособлений, например от нагнетателей газа.
В только что описанном устройстве, которое предусматривает расположение насадки сопла небольшой ширины средства охлаждения газовой струей как раз над горячей точкой, чтобы направить струю охлаждающего газа как раз на эту точку, возникает новая проблема после довольно значительного изменения ширины полосы - насадки сопел обеих кромок полосы не могут точно копировать это изменение, а следовательно, задняя стороны полосы, соответствующая этой горячей точке, не может быстро и точно охлаждаться. Что же касается насадок сопел для по меньшей мере обеих кромок полосы, то по изобретению предусматривается объединение множества насадок сопел по оси ролика и после изменения ширины полосы имеется возможность повысить давление или скорость потока охлаждающего газа насадок сопел именно около кромок полосы, благодаря чему будет компенсироваться задержка в движении насадки сопла, т.е. имеет место пониженная реакция.
В частности, если металлическая полоса изменяется в большой ширины на более узкую около точки сварки между полосами, которые имеют различную ширину, тогда рекомендуется использовать показанные на фиг. 46(а) внутренние насадки сопел αc,αe или βс,βe, соответствующие обеим кромкам, а также центральные насадки сопел αb,αf или βb,βf. Если происходит изменение узкой ширины полосы на более широкую, тогда используются показанные на фиг. 46(b) внешние насадки сопел αa,αg или βa,βg, соответствующие обеим кромкам, а также центральные насадки сопел αb,αf или βb,βf, благодаря чему можно сделать минимально короткой длину полосы, которая имеет температурное отклонение в поперечном направлении, посредством чего удается избежать наматывания металлической полосы, проходящей через печь тепловой обработки после ее охлаждения.
В устройстве, в котором множество насадок сопел соединены вдоль оси ролика, довольно трудно охлаждать именно те части полосы, в которых присутствуют горячие точки и которые соответствуют перегородкам или разделительным стенкам в соединенных частях самих насадок. По настоящему изобретению (см. фиг. 47(a)) насадка сопла 1 сконструирована таким образом, чтобы соединенные корпуса насадки 10 имели многоступенчатую конструкцию вдоль направления движения металлической полосы, а выходные сечения сопла 11 корпусов насадки 1 могли выключаться вдоль оси ролика по отношению к сторонам впуска и выпуска, благодаря чему позиция, которая будет перегородкой на одном этапе, является позицией для установки выходного сечения сопла 11 на верхнем или нижнем этапе, что положительно решает данную проблему.
Поскольку выходные сечения корпусов насадок имеют правильные интервалы, то и не возникает никаких проблем с нагнетанием струй газа, однако в случае соединения множества корпусов насадок про оси ролика и если используются идентичные позиции между двумя соседними выходными сечениями сопла (т.е. имеет место одинаковая позиция на оси ролика), то в этом случае выпускаемый охлаждающий газ легко и просто образует турбулентные потоки, что затрудняет достижение эффективного охлаждения полосы. По настоящему изобретению (см. фиг. 74(b)) позиции выходных сечений сопел 11 соединенных корпусов насадок 10 несколько отклоняются в сторону соседних корпусов насадок 10 по направлению движения полосы, так что оба соседних выходных сечения сопла 11 устанавливаются различным образом, и положительно решается упомянутая выше проблема (подобный же положительный эффект достигается и в конструкции, и в которой по оси ролика в пределах одной насадки сопла установлено множество выходных сечений сопла и которая обеспечивает соответствующее отклонение соседних выходных сечений сопла в направлении движения полосы).
Является целесообразным, чтобы натяжение металлической полосы изменялось с таким расчетом, чтобы оно было более высоким перед моментом непосредственного контактирования охлаждающего ролика с металлической полосой, благодаря чему стабилизируется форма полосы в момент ее контактирования с охлаждающим роликом.
Существует другое средство компенсирования задержки в движении насадки сопла, которое показано на фиг. 48 и 49. По этому варианту корпуса насадок поделены как минимум на две части (αa1,αa2,αc1,αc2,βa1,βa2,βc1,βc2) в направлении движения металлической полосы и могут индивидуальным образом перемещаться вдоль оси ролика (или вдоль ширина полосы) для насадок сопел αa,αc,βa,βc, чтобы их можно было устанавливать по меньшей мере на обеих кромках, образуя тем самым средство охлаждения газовой струей для охлаждения задней стороны полосы, наматываемой на охлаждающий ролик, и/или образуя уже упоминавшееся выше вспомогательное устройство охлаждения газовой струей на выпускном отверстии охлаждающих роликов. Как стало ясно из фиг. 50 (a), (b) и (c) и фиг. 51 (a), (b) и (c), как раз перед моментом изменения ширины полосы уже произошло предварительное перемещение насадок сопел (αa1,αc1,βa1,βc1), которые предназначены для кромок полосы на стороне впуска, и боковым сторонам, которые после изменения ширины полосы будут кромками полосы, причем все это происходит до момента приближения частей с различной шириной полосы к насадкам сопел (на фиг. 50 показаны движения насадок кромок полосы после изменения большой ширины полосы на более узкую, а на фиг. 51 показано движение насадок в обратном направлении). Только что описанную конструкцию можно устанавливать не только в качестве устройства охлаждения газовой струей и вспомогательного устройства охлаждения газовой струей, но и также в качестве вспомогательного охлаждающего устройства, которое можно устанавливать на впускном конце роликового закалочного оборудования.
После установки описанного выше оборудования для определения точной позиции сопла в связи с изменением ширины полосы обычно используют одно или более вычислительных устройств (это устройство, которое обычно устанавливается на впускном отверстии охлаждающих роликов, собирает информацию относительно соединений, например мест сварок полосы, ширины металлической полосы или длины до следующей точки сварки, а также рассчитывает момент достижения охлаждающего ролика и выдает новую установочную позицию насадки на оси ролика).
В этом оборудовании используется также детектор позиции кромки полосы (фотоисточник и детектор, лазерный источник и детектор и устройство изменения профиля распределения температуры (термометр температурного профиля), которое четко определяет температурную разность между частью полосы с высокой температурой и частью низкой температуры окружающей среды, но не металлической полосы, или структуры, связанной с этой частью).
Устройства измерения профиля распределения температуры полосы устанавливают на впускном конце охлаждающих роликов для получения информации об изменяющей ширину точке сварки и о конкретном изменении ширины полосы, чтобы иметь возможность более точно устанавливать насадки сопел на кромках новой ширины полосы. В тот момент, когда соединяющая полосы с другой шириной точка сварки появляется во впускном конце охлаждающих роликов, то информация об этой точке сварки тут же поступает на впускной конец роликов. Если полоса изменяет свою ширину с более узкой на более широкую, то перемещение насадок сопел к заданной позиции заканчивается (насадки сопел перемещаются дальше) как раз перед моментом вхождения точки сварки во впускной конец охлаждающих роликов. И наоборот, если ширина полосы изменяется с большей на меньшую, тогда насадки сопел начинают перемещаться к заданной позиции уже после прохождения точки сварки выпускного конца охлаждающих роликов (насадки сопел приближаются друг к другу). Это связано с тем, что при прохождении более узкой металлической полосы какая-то часть охлаждающего ролика вне проходящей полосы вызывает образование тепловой короны, и именно эта часть ухудшает процесс контактирования полосы, а если к тому же полоса будет широкой, то ее натяжение относительно уменьшается, а следовательно, ухудшается и ее контактирование с охлаждающими роликами. Поэтому в подобной ситуации насадка сопла предварительно перемещается в заданную позицию, и является целесообразным, чтобы после изменения ширины полосы на большую контакт между полосой и роликом был удовлетворительным, чему во многом способствует охлаждение задней стороны полосы, уже намотанной на охлаждающий ролик. По мере наматывания полосы насадки сопел следуют за намоткой полосы. Как уже упоминали выше, если насадки сопел на обеих кромках полосы содержат множество корпусов насадок, соединенных на оси ролика (в направлении ширины полосы), или если корпуса насадок кромочных насадок сопел разделяются на два или более в направлении движения полосы и могут перемещаться индивидуально, то можно еще больше уменьшить количество бракованных частей за счет охлаждения изменяющей ширину части, а ширину сопла можно сделать более узкой, чтобы можно было уменьшить переохлаждения в окружающей среде.
Если трудно устранить неравномерность температуры по всей ширине полосы с помощью описанного выше оборудования охлаждения газовой струей, устанавливаемого напротив охлаждающих роликов, при обработке какой-то конкретной толщины и ширины полосы, при какой-то конкретной скорости движения полосы или при наличии перепада температуры полосы в оборудовании, где установлены охлаждающие ролики, то эту проблему можно решить за счет использования другого оборудования.
В данном случае имеется в виду использование вспомогательного оборудования охлаждения газовой струей, которое устанавливается на выпускном конце охлаждающих роликов или групп охлаждающих роликов напротив металлической полосы, при этом по всей ширине полосы устанавливают две или более насадки сопел нагнетания газовых струй, причем по меньшей мере одна из этих насадок (а лучше две, в частности по одной на каждую кромку полосы) может перемещаться вдоль ширины полосы.
В данном случае рекомендуется также использовать устройство регулирования газовой струи, которое будет регулировать давление или скорость потока охлаждающего газа, который поступает в насадки сопел.
Далее, в случае использования вспомогательного устройства охлаждения газовой струей оно дает возможность, что по меньшей мере те насадки сопел, которые устанавливают не обеих кромках металлической полосы, (среди прочих) состоят из большого количества корпусов насадок, соединенных по всей ширине полосы в виде конструкции для компенсирования задержки в движении насадок сопел, если происходит изменение ширины полосы, и по меньшей мере одна из насадок сопла установлена с возможностью перемещения вдоль ширины полосы; или же установленные по обеим кромкам полосы насадки сопел подразделяются (см. на фиг. 49) на две или более по направлению движения полосы и могут индивидуальным образом перемещаться вдоль ширины металлической полосы.
Если на впускном конце охлаждающих роликов устанавливают одно или более устройств вычисления точной позиции сопла на случай изменения ширины полосы, детектор позиции кромки полосы и устройство измерения профиля температур полосы, чтобы получить информацию об изменяющей ширину полосы точки сварки и на основе этой информации получить конкретные данные об изменении ширины полосы, чтобы затем на основе этой информации точно установить две насадки сопел для кромок полосы оборудования по охлаждению газовой струей и вспомогательного оборудования по охлаждению газовой струей, то тем самым мы получим возможность перемещать каждую насадку сопла в заданную позицию до или после изменения ширины полосы из-за наличия упомянутой точки сварки полосы.
Помимо описанного выше прямого контроля и регулирования возможно также осуществление регулирования и контроля с обратной связью, если, конечно, на выпускном конце охлаждающих роликов или на выпускном конце вспомогательного оборудования по охлаждению газовой струей установлено устройство измерения профиля температур полосы. В соответствии с полученной информацией каждая насадка сопла оборудования по охлаждению газовой струей и/или каждая насадка сопла вспомогательного оборудования по охлаждению газовой струей будут соответствующим образом устанавливаться на кромках металлической полосы.
Более того, упомянутое управление с обратной связью можно также осуществлять в результате регулировки давления или скорости потока охлаждающего газа, нагнетаемого на насадок сопел оборудования по охлаждению газовой струей и/или насадок сопел вспомогательного оборудования по охлаждению газовой струей на основе информации о температуре полосы на выпускных концах с или без одновременного регулирования движения насадок сопел. Кроме того, существует возможность одновременно устанавливать две насадки сопел на кромках полосы и регулировать давление или скорость потока газа в этих насадках сопел.
Фактически в конструкции оборудования охлаждения газовой струей можно использовать две или более насадок сопел, ширина которых будет меньше ширины полосы вместе с установленными на ней соплами нагнетания газовой струи, а также подвижные подушки для перемещения насадок сопел в направлении поверхности полосы и/или в направлении ширины полосы.
Если насадки сопел перемещаются подвижной подушкой в область неравномерного распределения температуры полосы, и на эту полосу нагнетается струя охлаждающего газа, соблюдая при этом правильную дистанцию (если двух насадок сопел недостаточно, тогда можно использовать три, четыре и т.д. по всей ширине полосы), то в этом случае распределение температуры регулируется по всей ширине полосы. Именно таким образом добиваемся равномерного распределения температуры по всей ширине полосы. Благодаря достижению достаточной степени равномерности распределения температуры по всей ширине полосы можно также добиться и равномерной скорости охлаждения, причем равномерное распределение температуры по ширине полосы можно довести до какой-то целевой температуры, чтобы положительно решить упомянутые выше проблемы относительно отрицательных свойств или погрешностей в форме металлической полосы.
Вполне понятно, что упомянутую выше конструкцию можно будет использовать для охлаждения задней стороны полосы, наматываемой на ролик, по меньшей мере на том ролике, чья внутренняя часть уже холодная (является предпочтительным придать насадке сопла изогнутую форму, чтобы она точно соответствовала кривизне самого ролика), упомянутую конструкцию можно использовать также в качестве вспомогательного оборудования для охлаждения газовой струей, которое обычно устанавливается на впускном конце роликового закалочного оборудования или на его выпускном конце. (Что касается впускного конца, то образование здесь седлообразной деформации обусловлено отсутствием достаточного охлаждения на кромках полосы, и если кромки полосы уже будут заранее охлаждены струей газа, т.е. перед моментом поступления полосы в роликовое закалочное оборудование, то седлообразная деформация может быть небольшой и появляется возможность повысить эффективность нераспределения температуры полосы в роликовом закалочном оборудовании. Используемые в данном случае насадки сопел будут плоскими, а если иметь в виду выпускной конец, то плоские насадки сопел использовать значительно проще и легче). Например, описанную выше конструкцию можно использовать в системе охлаждения (она указана точками A и B) перед и/или после роликового закалочного оборудования, в котором поддерживается температура рекристаллизации для обработки перестраивания в цикле непрерывного отжига мягкого и тонкого стального материала (для глубокой вытяжки), что и показано на фиг. 52.
Описанную выше конструкцию можно использовать как с горизонтальной, так и вертикальной линией прохода металлической полосы. В случае использования этой конструкции в качестве вспомогательного устройства охлаждения на впускном конце роликового закалочного оборудования или в качестве вспомогательного устройства для охлаждения газовой струей на выпускном конце упомянутого оборудования, тогда подобные конструкции можно снабжать на передней и задней сторонах полосы другими насадками сопел, а для одной стороны полосы можно использовать подвижные подушки. В случае установки подобных конструкций на обеих сторонах, то горячие точки (включая части, которые должны быть горячими точками) охлаждаются на обеих сторонах, что дает возможность повысить эффективность охлаждения и исключить вероятность дрожания полосы.
Если по ширине полосы установлены две насадки сопел, тогда эти насадки с помощью подвижных подушек перемещаются к двум кромкам, что приводит к повышению температуры, если же используют три насадки, тогда эта последняя устанавливается около центра полосы с высокой температурой, или же в зависимости от конкретной ситуации она устанавливается в соответствующей позиции по отношению к поверхности полосы с целью охлаждения конкретной горячей точки. В случае использования по всей ширине полосы трех насадок сопел центральная насадка может находиться в неподвижном положении (эта насадка иногда имеет возможность перемещаться только в поперечном направлении).
Если охлаждающий ролик перемещается в поперечном направлении вместе с линией прохода полосы с целью регулирования интенсивности охлаждения, то в этом случае и насадка сопла может устанавливаться подвижной относительно охлаждающего ролика (если ролик и насадка выполнены за одно целое и всегда перемещаются вместе, то возникает иная проблема, никак не связанная с проблемой повторной обработки ролика. Другими словами, если ролик повторно обрабатывается от линии прохода в момент остановки этой линии, то в этом случае насадка часто контактирует с полосой на ее кромках. Следовательно, насадка сопла должна реагировать на движение охлаждающего ролика в диапазоне, который исключает контактирование насадки с полосой, хотя насадка будет точно следовать движению охлаждающего ролика), но в пределах диапазона, исключающего контактирование насадки полосы в линии прохода последней, (в частности, если (изогнутый) размер насадки сопла определяется в ответ на удовлетворение какого-либо конкретного случая или требования, например чтобы ход смещения следующего охлаждающего ролика был максимальным, то в этом случае необходимо повторно обработать насадку сопла, например, с целью понижения охлаждающей нагрузки и в зависимости от позиций охлаждающего ролика, и если насадка сопла оставлена в качестве средства максимального толкания, тогда она будет контактировать с металлической полосой,
или насадка сопла перемещается независимо от движения охлаждающего ролика,
(что касается независимого движения, то помимо устранения возможного контакта тонкие регулировки практически возможны для осуществления высокоэффективного охлаждения при минимальной затрате охлаждающего газа и для поддержания оптимальной высоты расположения насадки сопла, при которой достигается максимально высокая эффективность охлаждения).
Если предлагаемая конструкция используется в качестве вспомогательного устройства охлаждения, установленного на впускном конце роликового закалочного оборудования, то в этом случае данной конструкции будет вполне достаточно для устранения неравномерного распределения температуры вдоль ширины полосы перед моментом ее поступления в роликовое закалочное оборудование или для охлаждения части, которая будет горячей точкой, в роликовом закалочном оборудовании, чтобы добиться тем самым максимально полного равномерного распределения температуры (при осуществлении роликовой закалки из-за связи между седлообразной деформацией металлической полосы и тепловой короной ролика легко и просто образуется или ускоряется образование неравномерного распределения температуры). В случае использования в описываемой конструкции в качестве вспомогательного устройства охлаждения газовой струей и ее установки на выпускаемом конце роликового закалочного оборудования это устройство рекомендуется также использовать для устранения неравномерного распределения температуры, которое образуется и ускоряется при роликовой закалке или которое невозможно было устранить с помощью основного охлаждающего оборудования. Более того, если эта конструкция используется в качестве устройств вспомогательного охлаждения газовой струей на впуском или выпускном концах роликового закалочного оборудования, то в этом случае насадки сопел 1 располагаются с небольшим смещением по направлению движения металлической полосы X, но не в один ряд, чтобы какую-то конкретную неравномерную часть можно было охладить нагнетанием газовой струи даже и в том случае, когда ширина этой неравномерной части будет больше ширины насадки сопла 1, что и показано на фиг. 53.
Помимо уже описанного выше устройства изобретение предусматривает использование в линии прохода металлической полосы еще одного вспомогательного устройства для охлаждения газовой струей с тележками, передвигающимися параллельно поверхности полосы и в направлении, поперечном линии прохода полосы, с насадками сопел в направлении линии прохода полосы, при этом сопла этих насадок будут уже ширины полосы, и с механизмом для перемещения упомянутых тележек, а на части канала подачи газа расположены эластичные части или температурные швы.
Неравномерное распределение температуры можно также аннулировать за счет нагнетания струй охлаждающего газа на металлическую полоску с последующим перемещением закрепленных на тележке насадок (насадки) сопел к области неравномерного распределения температуры (если для этого недостаточно одной насадки сопла, то можно использовать две, три и т.д.). Благодаря этому можно добиться равномерного распределения температуры по всей ширине полосы, что в свою очередь гарантирует равномерную скорость охлаждения полосы и равномерное распределение температуры по всей ширине полосы до какой-то объективной (целевой) температуры, так что в данном случае положительно решаются проблемы отрицательных свойств или погрешностей в форме полосы.
В некоторых ситуациях является целесообразным устанавливать на обеих поверхностях полосы тележку с закрепленными на ней насадками сопел, а образовывать каналы подачи газа, имеющие эластичные части или температурные швы, для насадок сопел, с помощью которых и осуществляется охлаждение газовыми струями.
Описанную выше конструкцию можно использовать также в качестве вспомогательной охлаждающей системы для охлаждения кромок полосы и/или горячих точек на впускном конце роликового закалочного оборудования (седлообразную деформацию можно уменьшить за счет предварительного охлаждения кромок полосы с помощью струй газа как раз перед роликовой закалкой полосы и можно будет также сделать более равномерным распределение температуры в полосе, т. е. исправить брак роликового закалочного оборудования). Например, описанную конструкцию можно использовать в системах охлаждения с помощью газовых струй до и/или после роликового закалочного оборудования с целью достижения температуры рекристаллизации и осуществления обработки перестраивания в непрерывном цикле отжига мягкой и тонкой стали (для глубокой вытяжки), что и показано на фиг. 52.
Более того, конструкцию по изобретению можно использовать как с линией горизонтального, так и с линией вертикального прохода металлической полосы.
Если на всю ширину полосы используют две насадки сопел, тогда эти насадки передаются тележками к обеим кромкам полосы, что связано с повышением температуры; в случае использования трех насадок одна из них устанавливается около центра полосы с высокой температурой и предназначена для охлаждения горячей точки. Кроме того, существует возможность расположить по центру полосы стационарные насадки сопел, а не только подвижные насадки.
Настоящее изобретение предусматривает создание такого охлаждающего оборудования для металлических полос, которое наматывает полосу вокруг как минимум одного охлаждающего ролика и которое в индивидуальном порядке регулирует длины наматывания между полосой и охлаждающими роликами. Это охлаждающее оборудование содержит устройство охлаждения газовой струей, состоящее из трех или более насадок сопел на оси ролика, расположенных напротив охлаждающих роликов, причем эти насадки сопел могут перемещаться вдоль направлений движения охлаждающих роликов, и по меньшей мере одна насадка сопла может перемещаться вдоль оси ролика; детекторы позиции кромки полосы; устройства регулирования позиции, которые регулируют движения подвижных насадок сопел (среди прочих насадок) вдоль оси ролика; вычислительные устройства для регулирования позиции насадки сопла, с помощью которых можно регулировать режим работы упомянутых устройств регулирования позиции в соответствии с обнаруженными сигналами детекторов; устройства регулирования позиции, которые регулируют позиции насадок сопел с помощью позиционных сигналов охлаждающих роликов вдоль направлений движения охлаждающего ролика; устройство измерения профиля температуры полосы, которое обнаруживает распределение температуры по ширине полосы на выпускном конце охлаждающего ролика, и вычислительное устройство для регулирования температуры полосы, которое рассчитывает отклонение в температуре относительно объективного распространения температуры полосы с помощью или на основе сигнала температуры, поступающего от измерительного устройства, и которое регулирует давление или скорость потока охлаждающего газа, поступающего в насадку сопла в ответ на отклонение или колебание температуры.
Насадка сопла перемещается по оси ролика, так что функционирование упомянутого вычислительного устройства для регулирования позиции насадки сопла основывается на данных, полученных детектором позиции кромки полосы. Однако, если для детектора позиции кромки полосы используют устройство измерения профиля температуры полосы, тогда верхнюю позицию распределения температуры полосы можно рассматривать в качестве позиций перемещения насадок сопла по кромкам полосы. В данной конструкции неравномерное распределение температуры полосы аннулируется или устраняется с помощью регулирования вычислительного устройства с обратной связью с конечным регулированием температуры полосы, причем в качестве исходных данных в данном случае использовали данные устройства измерения профиля температуры полосы, установленного на выпускном конце охлаждающих роликов или на выпускном конце вспомогательного оборудования для охлаждения газовыми струями. Практически способ устранения неравномерного распределения температуры реализуется за счет регулирования давления или скорости потока охлаждающего газа, поступающего в каждую насадку сопла в ответ на отклонение температуры от целевого распределения температуры металлической полосы.
В качестве целевого распределения температуры полосы можно использовать заданное распределение. И тем не менее, например, средние температуры (+α будет иметь место в зависимости от конкретной ситуации) двух четвертых частей по ширине полосы могут быть целевыми температурами по центру полосы, а измеренная температура в центре полосы (эта температура иногда будет на 0 - 20oC ниже температуры, соответствующей конкретным случаям) может быть целевой температурой на обеих кромках полосы.
Упомянутая выше конструкция может включать в себя вспомогательное оборудование для охлаждения газовой струей (в том числе устройства, в которых по меньшей мере две насадки сопел - по одной на каждую кромку - могут перемещаться по ширине полосы) вместе с устройством для измерения профиля температуры кромки.
По уравнению (11) можно легко и просто рассчитать длину части отклонения температуры полосы на обеих кромках по отношению к средней температуре по ширине полосы; эта длина будет относительно короткой. Среднее отклонение температуры полосы ΔT на ее кромках, которое рассчитывается по уравнению (13), изменяется в очень сильной степени в ответ на или в зависимости от ширины охлаждения и толщины полосы (см. фиг. 54). Отклонение температуры полосы можно свести к минимуму за счет постоянного фиксирования обеих кромок полосы с помощью детектора и перемещения насадок сопел по кромкам вдоль оси ролика (или ширины полосы) с целью достижения оптимального охлаждения с помощью устройства регулирования позиции.

где
ΔT - среднее отклонение температуры на протяжении кромок полосы в 150 мм, oC;
T(x) - температура в позиции в x мм от кромок, oC;
Ta - средняя температура по ширине полосы, oC;
x - расстояние от кромок полосы.
По уравнениям (14) и (15) можно рассчитывать ширину правильного охлаждения (см. также фиг. 54).
6≤Xe≤45, ...(14)
где
t < 1,3 мм;
12t-9,6≤Xe≤22t+16,4, ...(15)
где
t ≥ 1,3 мм;
Xе - ширина правильного охлаждения, мм;
t - толщина полосы, мм.
Как ясно на фиг. 55, около точки сварки полос X, имеющих различную ширину, длина неравномерного охлаждения по длине полосы будет как можно короткой; экспериментально было установлено, что для стабильной обработки полосы X в печи тепловой обработки, куда она поступает после прохождения охлаждающего оборудования, длина неравномерного охлаждения должна находиться в пределах 0,9 Lо (Lо - длина прохода между роликами в печи тепловой обработки). Связь с шириной сопла насадки сопла на кромке полосы выражается с помощью уравнения (16) ...(16)
...(16)
где
Be - ширина сопла, мм;
ΔW - разница в ширине между предыдущей и последующей полосами, м;
Lо - длина прохода между роликами в печи тепловой обработки после прохождения через описываемое оборудование охлаждения, мм;
v - скорость движения насадок сопел по обеим кромкам полосы, мм/мин;
S - линейная скорость, м/мин.
Следовательно, ширина сопла Be насадок на обеих кромках полосы может регулировать отклонение температуры полосы до минимума за счет выбора оптимальных параметров или размеров по уравнениям (1) или (2) (если толщины полосы не постоянны и изменяются в диапазоне от 1,0 мм до 2,0 мм, тогда ширина сопла Be определяется на основе максимальной толщины).

где
t < 1,3 мм;
где
t ≥ 1,3 мм;
Be - ширина сопла, мм;
t - толщина полосы, мм;
ΔW - степень измерения ширины полосы, мм;
Lо - длина прохождения между роликами в печи тепловой обработки после устройства охлаждения;
v - скорость движения насадки сопла по длине ролика (или по ширине полосы), мм/мин;
S - линейная скорость, м/мин.
На фиг. 56 показаны кривые сравнения эффективности охлаждения по изобретению (обозначено позицией 1) и с помощью уже известного способа, по которому охлаждение осуществляется с помощью устройства нагнетания газовой струи, которое поделено на множество секций вдоль ширины полосы и напротив охлаждающих роликов. Здесь же показано распределение температуры около кромок полосы, на основе этих данных можно сделать вывод, что настоящее изобретение образует меньший район переохлаждения и более равномерное распределение температуры по сравнению с известным уровнем техники. В таблице суммированы условия, при которых проводили соответствующие эксперименты.
На фиг. 57 показан оптимальный диапазон, в пределах которого находится длина отклонения температуры полосы, образуемая в центре полосы, по отношению к средней температуре по ширине полосы. Ширина сопла Bс каждой центральной насадки сопла оборудования для охлаждения газовой струей и этой же насадки сопла вспомогательного оборудования для охлаждения газовой струей может регулировать отклонение температуры полосы до минимума за счет выбора оптимальных результатов, полученных по уравнению (3), а посредством этого свести к минимуму распределение температуры в полосе, причем оборудование для охлаждения газовой струей установлено напротив охлаждающих роликов, а вспомогательное оборудование для охлаждения газовой струей установлено на выпускном конце группы охлаждающих роликов.
0,09 W ≤ Bс ≤ 0,27W (3)
где Bс - ширина сопла, мм:
W - ширина полосы, мм.
Почти все диапазоны, так или иначе связанные с отклонениями температуры, будут симметричны относительно центральной линии металлической полосы; сопла перемещаются и регулируются вдоль оси охлаждающего ролика (или ширины полосы) с таким расчетом, чтобы центры полосы и сопла совпадали друг с другом.
На фиг. 58 показана диаграмма сравнения инвестиционных и эксплуатационных расходов по настоящему изобретению и по известному уровню техники. Инвестиционные/эксплуатационные расходы можно сократить за счет уменьшения расхода газа и скорости вращения клапанов, что ясно видно из упомянутой диаграммы.
Описанная выше конструкция имеет три или более насадок сопел вдоль оси ролика, и как минимум те из них, которые установлены на кромках полосы, содержат множество корпусов насадок, соединенных между собой в направлении оси охлаждающего ролика, чтобы насадки сопел могли перемещаться вдоль оси ролика; оборудование для охлаждения газовой струей может состоять именно из таких насадок.
Поскольку позиция, которая будет более высокой в плане распределения температуры полосы, почти всегда определяется (о чем уже упоминалось выше) по ширине полосы, то вычислительное устройство для регулирования позиции насадки сопла перемещает насадку сопла вдоль оси ролика в соответствии с данными, которые были получены детектором позиции кромки полосы. И тем не менее, если после изменения ширины полосы задерживаются движения насадок сопел на обеих кромках полосы по направлению к кромкам полосы, то в этом случае соединенные между собой насадки сопел могут покрыть эту задержку за счет повышения давления или скорости потока охлаждающего газа в корпусах насадки около кромок полосы. Кроме того, в конструкции по изобретению неравномерное распределение температуры полосы устраняется с помощью регулирования с обратной связью вычислительного устройства для регулирования температуры полосы, в которое уже введены данные, полученные устройством измерения профиля температуры полосы, установленного на выпускном конце охлаждающего ролика. Этот способ устранения неравномерного распределения температуры реализуется за счет регулирования давления или скорости потока охлаждающего газа, поступающего в каждую насадку сопла в ответ на отклонение температуры относительно целевого распределения температуры полосы.
Довольно трудно устранить отклонение температуры по ширине полосы с помощью оборудования для охлаждения газовой струей, установленного напротив охлаждающих роликов и в условиях, когда толщина полосы будет большой, при высокой скорости движения полос и при слишком быстром понижении температуры полосы в оборудовании по ее охлаждению. Эту проблему можно положительно решить за счет использования вспомогательного оборудования для охлаждения газовой струей, которое содержит множество корпусов насадки с тремя или более насадками нагнетания газовой струи по направлению всей ширины полосы и которые соединены с подобными же насадками сопел, установленными на обеих кромках полосы; это оборудование содержит также устройство регулирования газа для регулирования давления или скорости потока охлаждающего газа, поступающего в каждую насадку сопла.
Что касается насадок сопел вспомогательного оборудования для охлаждения газовой струей, то по меньшей мере те из этих насадок, которые устанавливаются на обеих кромках полосы, содержат множество корпусов насадок, соединенных по ширине полосы с возможностью их перемещения вдоль ширины полосы для выполнения той же функции, которую выполняют насадки сопел основного оборудования для охлаждения газовой струей.
На фиг. 57 показан диапазон, в пределах которого должно находиться образуемое по центру полосы отклонение температуры полосы по отношению к средней температуре по ширине полосы. За счет регулирования давления или скорости потока охлаждающего газа, поступающего в насадку сопла, в ответ на отклонение температуры полосы можно будет свести к минимуму отклонение температуры, которое имеет место по центру ширины полосы, при этом используются соответствующие результаты, полученные по уравнению (3), по отношению к ширине Bс корпуса насадки каждого сопла, установленного в центральных точках оборудования для охлаждения газовой струей напротив охлаждающих роликов, и вспомогательное оборудование для охлаждения газовой струей, установленное на выпускном конце охлаждающих роликов.
Если насадки сопел на обеих кромках полосы состоят из трех или более корпусов насадок, тогда образуемое на обеих кромках полосы отклонение температуры можно уменьшить до минимума, что даст возможность выбрать для ширины Bс корпусов насадок размер, найденный по уравнению (17), выбрать для ширины Beo насадок сопел на сторонах выпуска размер, найденный по уравнению (4), выбрать для ширины Bec центральных корпусов насадок размеры, найденные по уравнениям (5) и (6) (если толщина полосы не фиксирована и колеблется в диапазоне от 1,0 мм до 2,0 мм, тогда ширина сопла Bec определяется в соответствии с максимальной толщиной) и выбрать для ширины Bei корпусов насадки на сторонах впуска размеры, найденные по уравнению (7).
Beo ≥ ΔWи/2 ...(4)
где
ΔWи - количественное изменение (мм) ширины полосы после соединения полос небольшой ширины с полосками большой ширины.
6 ≤Bec≤45, ...(5)
где
t < 1,3 мм;
12 t - 9,6 ≤ Bec≤ 22t + 16,4, ...(6)
где
t ≥ 1,3 мм;
t - толщина полосы, мм.
Bei ≥ ΔWd/2, ...(7)
где
ΔWd - количественное изменение ширины полосы после соединения полос большой ширины с полосами малой ширины, мм,
Be = Beo + Bec + Bei ...(17)
Диапазон части отклонения температуры полосы, которое образуется на обеих кромках полосы, по отношению к средней температуре по ширине полосы будет относительно небольшим. Отклонение средней температуры полосы ΔT, которое находят по уравнению (13), в значительной степени изменяется так, как это показано на фиг. 54, и зависит от ширины и толщины металлической полосы. Из данных фиг. 54 следует, что является предпочтительным устанавливать правильную ширину охлаждения Bec с помощью уравнений (5) и (6) и с учетом расположения центральных корпусов насадки сопел на обеих кромках полосы.
Ширина Beo корпуса насадки, установленного на внешней стороне насадок сопел обеих кромок, и ширина Bei корпуса насадки, установленного на внутренней стороне насадок сопел обеих кромки, определяют ширину охлаждения полосы с учетом задержек в движении насадок сопел на обеих кромках полосы в случае изменения ширины полосы, при этом каждая ширина определяется равной 1/2 количественного изменения ширины металлической полосы (эта величина является вполне разумной).
Для роликовой закалки в линии непрерывного отжига используется охлаждающий ролик 1 показанной на фиг. 59 конструкции. Около поверхности охлаждающего ролика 1 образован спиралеобразный канал γ для циркуляции охлаждающей жидкости, в качестве которой обычно используют охлаждающую воду, которая поступает во впускной конец канала γ]с целью охлаждения поверхности ролика, а после отбора тепла от контактирующей с охлаждающим роликом металлической полосы охлаждающаяся вода выходит из выпускного конца канала. В зависимости от конкретной регулировки скорости потока охлаждающей жидкости можно добиться различной эффективности отбора тепла у металлической полосы, а за счет изменения длины контактирования полосы с поверхностью охлаждающего ролика можно легко и просто регулировать интенсивность охлаждения. Следовательно, предлагаемый охлаждающий ролик имеет много положительных качеств.
Роликовое закалочное оборудование обычно использует множество охлаждающих роликов 1 - 7, которые поочередно контактируют то с верхней, то с задней поверхностями металлической полосы X, что и показано на фиг. 60. Охлаждающая вода подается в каналы γ роликов 1 - 7, а нагретая вода собирается на стороне выхода, а затем направляется в теплообменник для охлаждения и повторного использования.
Уже охлажденная на охлаждающих роликах 1 - 7 металлическая полоса X обычно имеет неравномерное распределение температуры по ширине полосы, образуя при этом неравномерность в виде буквы W вдоль ширины полосы (см. фиг. 43). Подобную неравномерность распределения температуры по ширине полосы называют седлообразной деформацией, поскольку в момент наматывания металлической полосы X на охлаждающие ролики происходит закручивание полосы на обеих ее кромках, что приводит к образованию специфического натяжения в линии прохода полосы. Выше уже кратно был описан способ устранения этого брака процесса охлаждения. С помощью описанной выше конструкции можно ускорить устранение неравномерного распределения температуры, однако проблема при этом полностью не устраняется. Как это ясно видно на фиг. 61, отклонение температуры Δt1 на обеих кромках и отклонение температуры Δt2 на обеих четвертных частях лишь увеличивается, при этом неравномерное распределение температуры не будет симметричным по ширине полосы, и если эта несимметрия будет значительной, тогда переохлаждение будет обусловливать появление неравномерного удлинения полосы X в результате натяжения внутри роликового закалочного оборудования, что в свою очередь обуславливает неправильное "поведение" полосы X на последующем этапе тепловой обработки или образование в полосе неравномерных свойств.
Имея в виду упомянутые выше проблемы, настоящее изобретение предусматривает изготовление и практическое использование охлаждающих роликов, которые исключают вероятность образования в металлической полосе неравномерных или различных свойств, причем в роликовом закалочном оборудовании рекомендуется использовать именно такие охлаждающие ролики.
Поскольку конструкция охлаждающего ролика снабжена на внутренней своей стороне каналом для циркуляции хладагента или охлаждающей воды, то рекомендуется использовать охлаждающие ролики, снабженные множеством каналов циркуляции охлаждающей воды.
В конструкциях с использованием множества охлаждающих роликов в линии прохода металлической полосы и с непосредственным контактированием металлической полосы с поверхностью этих роликов необходимо периодически менять направление потока охлаждающей воды, чтобы иметь соответствующую систему непрерывной подачи хладагента.
Поскольку обычный охлаждающий ролик имеет один канал циркуляции охлаждающей воды, расположенный на внутренней окружной его поверхности, то охлаждающая вода с достаточно низкой температурой на впускном отверстии канала может свободно протекать на каналу и непрерывно отбирать тепло у металлической полосы в процессе ее движения по охлаждающему ролику, однако нужно постоянно следить за степенью насыщения хладагента теплом, а если в качестве хладагента используется охлаждающая вода, то ни в коем случае нельзя допускать ее закипания на выпускном конце канала циркуляции хладагента. С другой стороны, поскольку на одной и той же плоской поверхности образовано множество каналов циркуляции хладагента, то каждую длину каналов циркуляции хладагента, которая необходима для выполнения оптимальной функции охлаждения, можно сделать достаточно короткой, чтобы интенсивность теплообмена могла быть также небольшой, но вполне достаточной для охлаждения металлической полосы на поверхности охлаждающего ролика даже около выпускного отверстия канала циркуляции хладагента и чтобы распределение температуры было симметричным по всей ширине металлической полосы после охлаждения.
Если вдоль линии прохода металлической полосы установлено множество охлаждающих роликов в пределах обычного роликового закалочного оборудования, в котором хладагент подается в любой один из охлаждающих роликов с одной стороны, а выпускается с другой, тогда градиент температуры между роликовыми поверхностями кромки вблизи впускного конца канала циркуляции хладагента и около его же выпускного конца имеет место в одном и том же направлении в каждом охлаждающем ролике. С другой стороны, во второй упомянутой выше конструкции направление потока хладагента меняется для каждого охлаждающего ролика, чтобы упомянутый градиент температуры находил иной путь для каждого из охлаждающих роликов и с каждым разом становился меньше для каждого последующего ролика и в конечном итоге сам градиент становится нулевым на охлаждающем ролике на стороне выпуска или выхода металлической полосы.
Настоящее изобретение предусматривает также создание способа быстрого охлаждения, который доводит температуру по ширине полосы почти до заданного распределения температуры в довольно широком диапазоне металлической полосы.
Способ охлаждения металлической полосы по настоящему изобретению предусматривает наматывание металлической полосы по меньшей мере на один охлаждающий ролик и постоянное регулирование длины наматывания между полосой и каждым из охлаждающих роликов, использование оборудования для охлаждения газовой струей, снабженного насадками сопел, которые расположены напротив охлаждающих роликов через металлическую полосу и которые могут перемещаться в направлениях движения самих роликов и вдоль оси ролика, причем ширина этих насадок сопел будет несколько меньше ширины металлической полосы, чтобы можно было охлаждать полосу на ее задней поверхности посредством ударения струи охлаждающего газа из насадки сопла, регулирование (для лучшего охлаждения) длины наматывания полосы между самой полосой и охлаждающим роликом, чтобы можно было регулировать температуру в центре полосы на основе отклонения от целевой температуры полосы, постоянное наблюдение за распределением температуры по ширине полосы по меньшей мере на одной стороне впускного или выпускного конца охлаждающих роликов при одновременном регулировании пространства между полосой и насадкой сопла, имея в виду позицию между охлаждающим роликом и насадкой сопла, и перемещение насадок сопел к позиции, в которой отклонение температуры равно нулю по отношению к целевому распределению температуры, что дает возможность регулировать распределение температуры полосы на основе отклонения от целевого распределения температуры.
При упомянутом выше W-образном неравномерном распределении температуры ширина горячих точек по центру и на обеих кромках будет узкой и с помощью обычного оборудования, например того, которое описано в патенте Японии N 60-169524, было довольно трудно обеспечить эффективное охлаждение, однако в предлагаемой настоящим изобретением конструкции оборудования насадка сопла узкой ширины перемещается непосредственно над горячей точкой и направляет на эту точку концентрированную струю охлаждающего газа, благодаря чему появляется возможность оптимально устранить неравномерное распределение температуры. Затем выполняется сравнение между температурой в центре полосы и целевой температурой, уже установленной для реализации заданной тепловой обработки на металлической полосе, и осуществляется регулирование длины наматывания металлической ленты на охлаждающий ролик, чтобы можно было регулировать температуру в центре полосы в соответствии с отклонением температуры полосы.
Для практического охлаждения задней стороны полосы путем направленного воздействия струи охлаждающего газа из насадки сопла на полосу, которая в этот момент контактирует с охлаждающим роликом, при одновременном регулировании пространства между полосой и насадкой сопла, имея в виду позицию охлаждающего ролика и позицию насадки сопла, и постоянном наблюдении за распределением температуры по ширине полосы по меньшей мере на впускном или выпускном конце охлаждающего ролика, необходимо, чтобы насадка сопла перемещалась в позицию устранения отклонения от целевого распределения температуры (для этого целевого распределения температуры можно использовать не данные о целевом распределении температуры по центру полосы, а какие-то другие заданные параметры, например фактически измеренную по центру полосы температуру или более низкую температуру (на 0 - 20oC) по сравнению с фактической температурой, которые в данном случае будут выступать в качестве целевых температур на обеих кромках полосы, с последующим определением целевого распределения температуры), после чего осуществляется регулирование распределения температуры полосы (т.е. добиваемся равномерного распределения температуры по всей ширине полосы).
Помимо перемещения насадки сопла вдоль оси ролика (по направлению ширины полосы) регулировать распределение температуры полосы можно также за счет соответствующего регулирования давления или скорости потока охлаждающего газа, поступающего в насадку сопла, на основе данных об отклонении температуры; устройство направления охлаждающего газа на металлическую полосу можно включить в конструкцию предлагаемого оборудования для охлаждения металлической полосы.
Предпосылка о возможности перемещения насадки сопла вдоль оси охлаждающего ролика основывается на том факте, что охлаждающий ролик может перемещаться в поперечном относительно линии прохода полосы направлении, чтобы можно было изменить длину наматываемой полосы; обязательным условием для насадки сопла в данном случае является то, чтобы насадка всегда занимала позицию, оптимально пригодную для охлаждения задней стороны полосы, наматываемой на охлаждающий ролик, и чтобы насадка не контактировала с металлической полосой.
В случае использования только двух насадок сопел обе насадки перемещаются в позицию для аннулирования отклонения от целевого распределения температуры, чтобы иметь возможность регулировать распределение температуры в полосе на основе упомянутого отклонения, ссылаясь при этом на отклонение температуры от целевого распределения на обеих кромках полосы. При неравномерном W-образном распределении температуры температура на обеих кромках полосы будет выше, чем в центре, и поэтому рекомендуется, чтобы насадки перемещались к обеим кромкам полосы.
С другой стороны, горячая точка в центре, как правило, имеет более низкую температуру, чем обе кромки, и если происходит изменение ширины полосы, то горячая точка вряд ли будет менять свою позицию. Именно поэтому необходимо устанавливать насадки сопел на обеих кромках полосы, а чтобы устранить неравномерность распределения температуры, необходимо установить дополнительную насадку по центру полосы. В данном случае насадка сопла по центру полосы будет перемещаться только в направлении движения охлаждающего ролика, но не перемещается вдоль кромок полосы, и она будет регулировать только давление или скорость потока охлаждающего газа в соответствии с информацией об отклонении температуры по отношению к регулированию отклонения температуры полосы на основе информации об отклонении от целевого распределения с целью оптимального направления охлаждающего газа на металлическую полосу.
Вполне понятно, что суть настоящего изобретения можно использовать не только в конструкциях с одним охлаждающим роликом, но и в конструкциях с двумя и более охлаждающими роликами. В конструкции с использованием большого количества охлаждающих роликов вместе с по меньшей мере первым охлаждающим роликом используют три насадки, которые и образуют описанную выше систему расположения насадок. Кроме того, охлаждающие ролики поделены на две секции: секцию поступления рулонной полосы и секцию выхода рулонной полосы, причем на стороне впуска рулонной полосы совместно с охлаждающими роликами взаимодействуют три насадки сопел, тогда как на стороне выпуска рулонной полосы с охлаждающими роликами взаимодействуют две насадки. Взаимодействие с первым охлаждающим роликом или охлаждающими роликами на стороне впуска рулонной полосы трех насадок обуславливается тем фактом (о чем уже говорили выше), что после набухания центра полосы в самом начале процесса охлаждения происходит неравномерное распределение температуры, а после возникновения этого процесса он будет только усиливаться из-за специфических свойств охлаждающего ролика, а чтобы исключить любую вероятность образования брака в самом начале процесса контактирования с охлаждающим роликом, необходимо установить насадку сопла как минимум на первом охлаждающем ролике или роликах на стороне поступления рулонной полосы, посредством чего гарантируется концентрическое охлаждение полосы, а также охлаждение задней стороны полосы и тем самым решается проблема вспучивания полосы по центру. Если в охлаждающей установке используют три насадки, включая центральную насадку сопла для первого охлаждающего ролика или роликов на стороне поступления рулонной полосы, то в этом случае будет достаточно соответствующим образом установить насадки сопел на обеих кромках полосы для последующих охлаждающих роликов.
В случае использования множества охлаждающих роликов по описанной выше схеме существует возможность дифференцировать движение насадки сопла на стороне поступления рулонной полосы в направлении движения ролика и движение насадки сопла на стороне выхода движения ролика и движение насадки сопла на стороне выхода рулонной полосы. Что же касается насадки сопла на стороне поступления рулонной полосы, то она точно следует движению охлаждающего ролика, соблюдая при этом точно установленную дистанцию от ролика, что же касается насадки сопла на стороне выхода рулонной полосы, то насадка перемещается в заданную позицию, где и происходит обычное охлаждение, и возвращается в позицию оттягивания назад только в экстренных случаях или при достаточно низкой интенсивности охлаждения, и насадка не будет копировать движение охлаждающего ролика.
Для устранения неравномерного распределения температуры по ширине полосы, что обычно связано с образованием седлообразной деформации, необходимо увеличить длину охлаждения не только за счет последовательного смещения роликов со стороны впуска (предпочтительно охлаждающих роликов в секции впуска рулонной полосы), в частности первого охлаждающего ролика, но и также за счет усиления нагнетания газовой струи, чтобы компенсировать слабое охлаждение на стороне выпуска.
В случае охлаждения задней стороны полосы, уже намотанной на охлаждающий ролик, с помощью трех или более насадок, которые могут перемещаться в направлениях движения охлаждающего ролика и вдоль оси ролика, появляется возможность регулировать среднюю температуру полосы. Подобное регулирование может сопровождаться регулированием длины наматывания между металлической полосой и охлаждающим роликом. Для более эффективного осуществления теплопередачи рекомендуется поддержать правильное расстояние между насадкой сопла и металлической полосой, причем позиция насадки сопла должна соответствовать геометрической точке полосы, намотанной на охлаждающий ролик. Если расстояние между насадкой сопла и металлической полосой поддерживается в диапазоне от 5 до 50 мм, то это будет гарантировать более высокую степень точности регулирования движений самих охлаждающих роликов и насадки сопла или поможет избежать непосредственного контактирования насадки сопла и металлической полосы.
Распределение температуры полосы на основе информации об отклонении от целевого распределения регулируется вместе с регулированием средней температуры полосы. Важным фактором в данном случае является также регулирование ширины охлаждения за счет перемещения насадки сопла. В результате проведенных экспериментов по охлаждению стальной полосы на охлаждающих роликах было установлено, что отклонение средней температуры полосы, которое появляется на кромках стальной полосы и которое можно рассчитывать по уравнению (13), в основном связано с изменением ширины охлаждения и толщины полосы (см. фиг. 54). В момент регулирования расстояния между полосой и насадкой сопла и постоянного наблюдения за позициями обеих кромок полосы по меньшей мере либо на стороне спуска, либо на стороне выпуска охлаждающих роликов насадки сопел перемещаются таким образом, чтобы позиции насадок сопел, установленных на обеих кромках полосы, находились в пределах диапазонов охлаждения, которые определяются по уравнениям (8) и (9) по отношению к обеим кромкам полосы, посредством чего имеем возможность свести к минимуму отклонение температуры полосы.
6 ≤ WE ≤ 45, ...(8)
где
t < 1,3 мм;
12t - 9,6 ≤ WE ≤ 22t + 16,4, ...(9)
где
t ≥ 1,3 мм;
WE - ширина охлаждения насадок сопел на обеих кромках полосы, мм;
t - толщина полосы.
Поскольку диапазоны, в которых отклонения появляются по центру полосы, почти симметричны по отношению к центральной линии по ширине полосы, то насадка сопла перемещается таким образом, чтобы центр ширины полосы устанавливался на центр насадки сопла по центру полосы для последующего охлаждения центральной части полосы. Показанный на фиг. 57 диапазон отклонения находится в пределах диапазона, найденного по уравнению (10), по отношению к ширине полосы, и он является предпочтительным для охлаждения этой центральной части полосы.
0,09B ≤ Wc ≤ 0,27B, ...(10)
где
Wc - ширина охлаждения насадок по центру полосы, мм;
B - ширина полосы, мм.
Неравномерное распределение температуры полосы можно скорректировать посредством постоянного измерения распределения температуры по ширине полосы на выпускном конце охлаждающих роликов наряду с регулированием ширины охлаждения за счет перемещения насадки сопла и регулирования давления или скорости потока охлаждающего газа, поступающего в насадку сопла в соответствии с отклонением от целевого распределения, чтобы направить струю охлаждающего газа на полосу. Кроме того, упомянутую выше конструкцию можно использовать в случае, когда неравномерность невозможно скорректировать с помощью устройства для охлаждения газовой струей задней стороны полосы, в этом случае на выпускном конце охлаждающих роликов дополнительно устанавливается вспомогательное устройство для охлаждения газовой струей (с тремя или более насадками с возможностью их перемещения вдоль ширины полосы на обеих кромках металлической полосы).
Проблему регулирования в соответствии с изменениями в распределении температуры по ширине полосы, которые обычно возникают после неравномерного контактирования с каждым охлаждающим роликом, а это последнее обычно связано с погрешностями в форме полосы, можно положительно решить за счет почти постоянного измерения распределения температуры по ширине полосы на выпускном конце охлаждающих роликов, получая при этой позиции в центре силы тяжести отклонения в температуре полосы диапазона, в пределах которого происходит отклонение температуры на кромках и в центре металлической полосы по отношению к целевой температуре полосы, за счет перемещения насадок по кромкам оборудования для охлаждения газовой струей или перемещения насадок по кромкам оборудования для охлаждения газовой струей и вспомогательного оборудования для охлаждения газовой струей, чтобы двойная длина расстояния от кромки полосы до упомянутого центра силы тяжести была представлена шириной охлаждения на кромках полосы, за счет перемещения центральной насадки сопла с таким расчетом, чтобы центральная ее позиция согласовывалась с центром силы тяжести самой полосы, и за счет целенаправленного ударения струи холодного газа по металлической полоске из каждой насадки сопел.
При использовании способа регулирования позиций насадок сопел оборудования для охлаждения газовой струей и вспомогательного оборудования для охлаждения газовой струей на основе соответствующего определения центров силы тяжести отклонения температуры полосы в диапазоне, в пределах которого происходят эти отклонения на кромках и по центру полосы, достигается показанная на фиг. 56, N2 равномерность распределения температуры полосы при суммированных в таблице условиях и при установке насадки сопла на кромках.
Фиг. 1 - схематическое изображение непрерывной линии отжига металлической полосы X, включающей роликовую закалочную секцию по одному из вариантов настоящего изобретения.
Фиг. 2 - схематическое изображение одного из вариантов оборудования для охлаждения металлической полосы, заявленного в п.48 формулы изобретения.
Фиг. 3 - перспективный вид оборудования для охлаждения газовой струей, расположенного напротив охлаждающего ролика.
Фиг. 4 - перспективный вид вспомогательного оборудования для охлаждения газовой струей, установленного за охлаждающими роликами.
Фиг. 5 - перспективный вид оборудования для охлаждения газовой струей, установленного напротив охлаждающего ролика и заявленного в п. 51 формулы изобретения.
Фиг. 6 - перспективный вид вспомогательного оборудования для охлаждения газовой струей, установленного за охлаждающими роликами.
Фиг. 7 - схематическое изображение оборудования, иллюстрирующего третий вариант изобретения, по которому заявленное в п. 32 формулы изобретения оборудование для охлаждения газовой струей используется в роликовой закалочной секции непрерывной линии отжига.
Фиг. 8 - частично увеличенный вид настоящего варианта оборудования для охлаждения газовой струей.
Фиг. 9 - схема, иллюстрирующая конструкция подвижных подушек.
Фиг. 10 - вид в плане еще одного варианта оборудования для охлаждения газовой струей с установленной неподвижно сбоку центральной насадкой сопла, заявленного в п.33 формулы изобретения и предназначенного для охлаждения задней стороны намотанной на ролик полосы.
Фиг. 11 - поперечный разрез оборудования для охлаждения задней стороны намотанной на закалочный ролик полосы на кромках полосы.
Фиг. 12 - поперечный разрез оборудования для охлаждения задней стороны намотанной на закалочный ролик полосы.
Фиг. 13 - схематическое изображение механизма, в котором заявленное в п. 34 формулы изобретения оборудование для охлаждения газовой струей используется для охлаждения задней стороны намотанной на закалочный ролик полосы в роликовой закалочной секции с горизонтальным проходом металлической полосы.
Фиг. 14 - поперечный вид части охлаждающего ролика N 1 предыдущего чертежа.
Фиг. 15 - частично увеличенный вид, иллюстрирующий механизм горизонтального перемещения подвижных подушек по этому варианту.
Фиг. 16 - поперечный разрез механизма горизонтального перемещения подвижных подушек.
Фиг. 17 - вид спереди примера 4, связанного с вспомогательным оборудованием для охлаждения газовой струей, заявленного в п.41 формулы изобретения.
Фиг. 18 - вид сбоку вспомогательного оборудования для охлаждения газовой струей по настоящему варианту.
Фиг. 19 - пояснительный чертеж, иллюстрирующий зацепления между подвижной тележкой с установленными на ней насадками сопел и направляющим устройством.
Фиг. 20 - увеличенный вид, иллюстрирующий зацепление между колесами верхней подвижной тележки и направляющим устройством.
Фиг. 21 - увеличенный вид, иллюстрирующий зацепление между колесами нижней подвижной тележки и направляющим устройством.
Фиг. 22 - пояснительный чертеж, иллюстрирующий механизм синхронизированного привода подвижной тележки.
Фиг. 23 - пояснительный чертеж, иллюстрирующий механизм синхронизированного привода верхней и нижней подвижных тележек.
Фиг. 24 - пояснительный чертеж, иллюстрирующий следящие движения трубопроводов насадки сопла по этому варианту изобретения.
Фиг. 25 - поперечное сечение механизма телескопического компенсационного соединения.
Фиг. 26 - вид в плане охлаждающего оборудования, установленного в роликовой закалочной секции с горизонтальным прохождением металлической полосы.
Фиг. 27 - вид сбоку охлаждающего оборудования по фиг. 26.
Фиг. 28 - пояснительный чертеж, иллюстрирующий зацепление между колесами верхней подвижной тележки и направляющим устройством на сторону подачи рулонной полосы.
Фиг. 29 - пояснительный чертеж, иллюстрирующий зацепление между колесами верхней подвижной тележки и направляющим устройством на стороне выхода рулонной полосы.
Фиг. 30 - пояснительный чертеж, иллюстрирующий зацепление между колесами нижней подвижной тележки и направляющим устройством на стороне впуска или подачи рулонной полосы.
Фиг. 31 - пояснительный чертеж, иллюстрирующий зацепление между колесами нижней подвижной тележки и направляющим устройством на стороне выхода рулонной полосы.
Фиг. 32 - поперечное сечение конструкции охлаждающего ролика, который будет использоваться в роликовом закалочном оборудовании.
Фиг. 33 - дальнейшее развитие конструкции по фиг. 32.
Фиг. 34 - пояснительный чертеж, иллюстрирующий маршрут прохождения охлаждающей воды на закалочные ролики в роликовой закалочной системе.
Фиг. 35 - кривая, иллюстрирующая связь между теплопередачей от металлической полосы на поверхность ролика и скоростью потока охлаждающей воды.
Фиг. 36 - диаграмма, иллюстрирующая связь между скоростью потока охлаждающей воды и потерей давления насоса.
Фиг. 37 - схема последовательности операций вычисления теплопередачи на каждом ролике, скоростей охлаждения CR (J), средних скоростей охлаждения (ACR) и среднего общего коэффициента поглощения тепла AUo.
Фиг. 38 - пояснительный чертеж, иллюстрирующий позиционную связь между металлической полосой, намотанной на два охлаждающих ролика, и насадками сопел оборудования для охлаждения газовой струей.
Фиг. 39 - кривая распределения температуры полосы на выходе из оборудования для охлаждения газовой струей.
Фиг. 40 - вид сбоку оборудования для охлаждения металлической полосы по одному из уже известных вариантов.
Фиг. 41 - перспективный вид, иллюстрирующий конструкцию насадок сопел для нагнетания газовых струй упомянутого выше оборудования.
Фиг. 42 - кривая, иллюстрирующая распределение температуры полосы по ее ширине в момент, когда полоса охлаждается только охлаждающими роликами.
Фиг. 43 - перспективный вид, иллюстрирующий деформацию полосы, намотанной на охлаждающий ролик.
Фиг. 44 - поперечное сечение, иллюстрирующее примеры форм сопла, которые придаются насадкам сопел.
Фиг. 45 - пояснительный чертеж, иллюстрирующий центральные части металлических полос.
Фиг. 46 - пояснительный чертеж, иллюстрирующий позицию насадок сопел для кромок полосы в момент, когда насадка проходит точку сварки полос различной ширины.
Фиг. 47 - пояснительный чертеж, иллюстрирующий систему расположения насадок сопел, установленных на кромках металлической полосы.
Фиг. 48 - перспективный вид, иллюстрирующий расположение индивидуальных насадок сопел для каждой кромки металлической полосы в оборудовании для охлаждения задней стороны намотанной на закалочный ролик полосы вдоль линии прохода полосы.
Фиг. 49 - перспективный вид, иллюстрирующий расположение индивидуальных насадок сопел для каждой кромки полосы во вспомогательном оборудовании для охлаждения газовой струей, установленного на выпускном конце роликового закалочного оборудования (сами насадки сопел устанавливаются вдоль линии прохода металлической полосы).
Фиг. 50 - пояснительный чертеж, иллюстрирующей способ перемещения индивидуальных насадок сопел в момент, когда ширина полос изменяется с меньшей на большую.
Фиг. 51 - пояснительный чертеж, иллюстрирующий способ перемещения индивидуальных насадок сопел в момент, когда ширина полосы изменяется с большей на меньшую.
Фиг. 52 - кривая, иллюстрирующая цикл тепловой обработки мягких стальных полос в непрерывной линии отжига.
Фиг. 53 - пояснительный чертеж, иллюстрирующий незначительное смещение насадок сопел в направлении ширины полосы в момент, когда вспомогательное оборудование для охлаждения газовой струей по настоящему изобретению используется перед или после роликового закалочного оборудования.
Фиг. 54 - кривые, иллюстрирующие связь между шириной охлаждения на кромках полосы и отклонения температуры в непосредственной близости от кромок полосы.
Фиг. 55 - схематическое изображение связи между позициями сопел оборудования для охлаждения газовыми струями и шириной охлаждения на кромках полосы в момент изменения ширины полосы.
Фиг. 56 - кривые, иллюстрирующие распределение температуры полосы в момент, когда кромки полосы охлаждаются с помощью оборудования для охлаждения газовой струей, установленного напротив охлаждающих роликов.
Фиг. 57 - диаграмма, иллюстрирующая отклонение температуры по центру и диапазоны этого отклонения.
Фиг. 58 - диаграмма, иллюстрирующая относительное сравнение эксплуатационных и инвестиционных расходов между системой охлаждения по настоящему изобретению и уже известной или обычной.
Фиг. 59 - пояснительный чертеж, иллюстрирующий конструкцию обычного охлаждающего ролика, предназначенного для использования в роликовой закалочной секции непрерывной линии отжига.
Фиг. 60 - схематическое изображение роликовой закалочной секции с упомянутыми выше семью охлаждающими роликами, в которой металлическая полоса начинает контактировать с роликами на каждой боковой стороне поочередно и быстро закаливаться.
Фиг. 61 - диаграмма, иллюстрирующая тот факт, что распределение температуры не является симметричным по ширине полосы.
Детальное описание наиболее предпочтительных вариантов изобретения.
Пример 1.
Один из вариантов оборудования для охлаждения газовой струей по настоящему изобретению будет описан ниже с ссылками на фиг. 1-4 (см. прилагаемые к описанию чертежи).
На фиг. 1 схематически показана непрерывная линия отжига металлической полосы X, которая включает в себя роликовую закалочную секцию по одному из вариантов настоящего изобретения.
По настоящему варианту изобретения металлическая полоса X считывается с катушки 2000 и разрезается механическими ножницами 2001, расположенными на стороне впуска, с последующим образованием соединения предшествующего витка и последующего витка с помощью сварочной машины 2002. Металлическая полоса проходит электролитическую обработку на обезжиривание в очистительном устройстве 2003 на стороне впуска, а затем подается через или с помощью выравнивателя натяжения 2004 в качестве правильно-растяжной машины во входной лупер 2005. После этого металлическая полоса подается в печь предварительной обработки 2006 и в печь прямого нагрева с восстановительной атмосферой 2007, в которой полоса нагревается до температуры 600-750oC, затем полоса подается в печь с радиационными трубами 2008, где полоса нагревается до требуемой температуры и удерживается при этой температуре в печи выдерживания с радиационными трубами 2009, после чего металлическая полоса охлаждается, например до 600oC, в секции охлаждения газовой струей 2010 с последующим охлаждением до температуры 350oC в секции роликовой закалки 1000. Затем, после прохождения через секцию перестаривания 2011 и секцию быстрого охлаждения 2012, которые в данном случае используют в качестве устройств регулируемого охлаждения с чередованием функций нагревания - охлаждения, металлическая полоса закаливается в секции закалки в воде 2013 и сушится в сушилке 2014, после чего полоса проходит через выпускной лупер 2015, а затем прокатывается до требуемой шероховатости в дрессировочной клети 2016, проходит инспекцию с помощью детектора поверхности 2017 и смазывается на всю ширину в промасливающей установке 2018, разрезается на требуемую длину механическими ножницами 2019 на стороне выпуска, и, наконец, наматывается с помощью натяжных барабанов 2020.
По упомянутому выше варианту изобретения выравниватель натяжения 2004 устанавливается как раз перед печью прямого нагрева с восстановительной атмосферой 2007 по следующим причинам. Во-первых, хотя в данном случае возникает проблема окисления металлической полосы X в печи прямого нагрева с восстановительной атмосферой 2007, однако механизм этого окисления пока еще до конца не изучен, а сами изобретатели рассматривают эту проблему следующим образом. Образующееся в печи прямого нагрева с восстановительной атмосферой 2007 пламя горелки имеет приемлемый диапазон расстояния от полосы X для уменьшения нагревания, и если пламя горелки не касается непосредственно металлической полосы X в пределах этого диапазона, тогда оно не вызывает никакого эффекта восстановления, а лишь вызывает окисление. С другой стороны, для завершения процесса восстановления прямого нагрева за один или два прохода в печи 2007, необходимо, чтобы расстояние между верхними и нижними роликами, установленными в этой печи, было равно как минимум 20 м, а это будет вызывать колебание проходящей через печь металлической полосы. Что же касается формы металлической полосы X, то относительно часто наблюдается появление неровности или вспучивания по центру полосы или образование "волн" на кромках. Если крутизна отношения a/W становится слишком большой, что обычно выражается в виде отношения ширины полосы W к относительной деформации a металлической полосы, демонстрирующего степень возвышения в центре поперечного сечения металлической полосы X, то форма полосы имеет наихудший вариант. Если расстояние между верхними и нижними роликами равно как минимум 20 м, тогда начинается дрожание полосы, о чем уже упоминали выше, и сама полоса прокатывается в основном за счет давления горелки при сгорании. В момент прокатки металлическая полоса X не приходит в непосредственный контакт с пламенем горелки в пределах упомянутого приемлемого диапазона и возникает проблема локального окисления.
С другой стороны, возникает проблемы относительно прогиба или продольного изгиба в секции охлаждения газовой струей 2010, а также относительно неравномерного охлаждения в секции роликового закаливания 1000, считается, что эти последние проблемы обусловлены погрешностями в форме металлической полосы X. Что касается незначительных погрешностей в форме полосы, то уже известно, что полоса быстро и равномерно нагревается в печи прямого нагрева без дрожания при условии, когда эта полоса имеет какое-то конкретное натяжение, в данном случае корректируются погрешности формы и можно предотвратить возникновение новых погрешностей в форме полосы из-за неравномерного нагревания. Однако довольно трудно (а иногда и просто невозможно) скорректировать удлинения в некоторых специфических зонах ширины полосы, и если полоса с этими погрешностями поступает в секцию охлаждения газовой струей 2010, то эти погрешности вызывают вспучивание и есть все основания предполагать, что в случае подачи такой полосы в роликовое закалочное оборудование 1000 зона с этим удлинением не будет полностью контактировать с поверхностью ролика или будет образовывать неконтактирующее состояние, так что после окончательного охлаждения будет довольно трудно добиться равномерного распределения температуры по всей ширине полосы, что в конечном итоге приводит к неравномерному качеству металла по всей ширине металлической полосы.
В данном случае возникают и некоторые другие проблемы, например контактирование радиационных труб с металлической полосой X в печи с радиационными трубами 2008 и в печи выдерживания 2009 или контактирование сопла газовой струи с подобным же соплом в секции быстрого охлаждения 2012. В той или иной степени эти проблемы также обусловлены погрешностями в форме металлической полосы X и есть основания предположить, что, например, последняя проблема связана с усилением погрешности формы из-за продольного изгиба или другого подобного же дефекта в оборудовании для охлаждения газовой струей 2010 или в роликовой закалочной секции 1000.
Авторы изобретения считают, что в случае возникновения упомянутых выше проблем их можно будет положительно решить с помощью выравнивателя натяжения 2004, т. е. можно будет скорректировать погрешности формы металлической полосы X непосредственно перед моментом подачи полосы в оборудования тепловой обработки и в результате тепловой обработки металлических полос X скорректированной формы. Имея в виду упомянутой факт, что погрешности в форме металлической полосы X можно устранить в результате равномерного ее нагревания в печи прямого нагрева без дрожания самой полосы, то совершенно ясно, что в случае устранения погрешностей в форме металлической полосы X еще до момента ее подачи в печь прямого нагрева с восстановительной атмосферой 2007 упомянутые проблемы уже больше не возникают при последующей обработке полосы в последующем оборудовании. Именно по этой причине выравниватель натяжения 2004 устанавливается перед печью прямого нагрева с восстановительной атмосферой 2007.
И тем не менее, поскольку довольно трудно добиться равномерного распределения температуры по всей ширине полосы в роликовой закалочной секции 1000 только за счет однократного исправления погрешностей формы полосы, то все шаги по созданию равномерного распределения температуры сопровождаются охлаждением задней стороны уже намотанной на ролик полосы с помощью высадок сопел α1-α4, которые с силой направляют хладагент на заднюю сторону металлической полосы X, контактирующей с охлаждающими роликами NN 1-4, что и показано на фиг.2. На фиг. 2 показан вид сбоку оборудования для охлаждения газовой струей, которое используется в описываемом варианте и которое заявлено в п.48 формулы изобретения. После нагревания, выдерживания и медленного охлаждения металлическая полоса X получает необходимое натяжение с помощью роликов натяжного устройства α1-α3 и ε4-ε6, которые установлены перед и после оборудования для охлаждения полосы.
Перед моментом непосредственного контактирования металлической полосы X с охлаждающим роликом необходимо изменить натяжение металлической полосы X до натяжения (3 кгс/мм2), которое обычно применимо для роликов натяжного устройства ε1-ε6, что дает возможность стабилизировать форму полосы при ее контактировании с роликом. Чтобы гарантировать правильное контактирование с металлической полосой X, охлаждающие ролики 1-4 могут перемещаться горизонтально, причем интенсивность охлаждения регулируется в момент регулировки хода смещения (наматывающей длины) ролика. Однако следует помнить, что неравномерное распределение температуры легко и просто возникает по направлению ширины полосы, и если неравномерное распределение уже произошло в предшествующей секции охлаждения газовой струей 2010, то это явление лишь будет усиливаться и ускоряться в роликовом закалочном оборудовании, именно поэтому по описываемому варианту изобретения задняя сторона уже намотанной на охлаждающие ролики полосы охлаждается в оборудовании для охлаждения газовой струей по следующей схеме.
Описываемый вариант изобретения содержит оборудование для охлаждения газовой струей, которое включает в себя группы насадок сопел α1-α4, когда три насадки сопел образуют одну группу, детектор позиции кромки полосы 89, который устанавливается около впускного конца устройства охлаждения металлической полосы, устройства регулирования позиции 82a-82d для регулирования позиций насадок сопел, перемещающихся в направлении оси ролика, вычислительное устройство 88 для регулирования позиции насадки сопла, которое также регулирует режим работы устройств регулирования позиции 82a-82d в ответ на сигналы от детектора позиции 89, устройства регулирования позиции 81a-81d, которые обеспечивают регулировку позиций групп насадок сопел α1-α4 в поперечном направлении в ответ на сигналы от устройств регулирования позиций ролика 80a-80d, которые регулируют намотанную длину полосы вокруг охлаждающих роликов, а также позиции соответствующих охлаждающих роликов 1-4, устройство для измерения профиля температуры полосы 90a для измерения распределения температуры по ширине полосы, которое устанавливается на выпускном конце секции охлаждения, и вычислительное устройство 87 для регулирования температуры полосы, которое регулирует режим работы по меньшей мере одного из клапанов давления 84a-84d оборудования для охлаждения газовой струей или скорости вращения вентилятора подачи газа 85a в ответ на сигналы о температуре, поступающие от устройства измерения профиля температуры полосы.
В описанной выше конструкции вычислительное устройство 88 для регулирования позиции насадки сопла посылает сигналы регулирования позиции по направлению оси ролика по отношению к упомянутым группам насадок сопел α1-α4 в устройства регулирования позиции 82a-82d. Следовательно, обе боковые насадки сопел перемещаются в позиции, соответствующие кромками полосы, тогда как центральная насадка полосы перемещается в позицию, соответствующую центру металлической полосы.
С другой стороны, что касается регулирования наматывающих длин охлаждающих роликов 1 - 4 в соответствии с сигналом от устройства измерения профиля температуры полосы 90, которое установлено на выпускном конце роликового закалочного оборудования, то температура в центральной части ширины полосы фиксируется с помощью вычислительного устройства 87 с целью последующего регулирования температуры полосы, и которое сравнивает эту температуру в центре полосы с целевой температурой полосы, которая уже была заранее установлена при определении необходимого режима тепловой обработки металлической полосы X, и в случае обнаружения отклонения от целевой температуры из вычислительного устройства 87 направляются соответствующие сигналы в устройства 80a-80d для последующего регулирования длины контактирования охлаждающих роликов (в соответствии с сигналом от устройства измерения профиля температуры полосы 90 вычислительное устройство 87 получает среднюю температуру вдоль ширины полосы и сравнивает эту среднюю температуру с целевой температурой, которая уже предварительно установлена для необходимой тепловой обработки металлической полосы X, в случае обнаружения отклонения от целевой температуры сигнал об этом направляется из устройства 87 в устройства 80a-80d).
Более того, по настоящему варианту изобретения целевую температуру по центру ширины полосы получают также на основе средней температуры полосы двух четвертых частей, а целевые температуры на обеих кромках полосы получают на основе измеренной температуры в центральной части полосы с помощью вычислительного устройства 87 для регулирования температуры полосы, которая уже была введена вместе с сигналами о температуре из устройства измерения профили температуры полосы 90a. В конечном итоге получаем фактически измеренные температуры на обеих кромках и по центру полосы, которые затем сравниваем с целевыми температурами по ширине полосы. В ответ на отклонение между этими температурами вычислительное устройство 87 использует по меньшей мере одним из сигналов регулирования вращательной скорости вентилятора подачи газа 85a или сигналы от клапанов регулирования давления 84a-84d, чтобы отрегулировать давление (манометр отсутствует) охлаждающего газа, поступающего в каждую насадку сопла. Благодаря упомянутой выше регулировке обе кромки и центральная часть полосы X охлаждаются нагнетаемым из групп α1-α4 насадок газом, которые установлены напротив охлаждающих роликов.
Позиции групп насадок α1-α4 регулируются в направлениях движения охлаждающих роликов с помощью устройств регулирования позиции 81a-81d на основе позиции охлаждающих роликов NN 1-4, а также на основе сигналов от устройств регулирования позиции охлаждающих роликов 80a-80d, которые регулируют контактирующие длины охлаждающих роликов. Если охлаждающие ролики 1-4 установлены на максимальную контактирующую длину с металлической полосой, тогда группы насадок α3 и α4 можно устанавливать и закреплять в неподвижном положении в позициях, в которых можно точно гарантировать образование расстояний между металлической полосой и группами насадок сопел, при которых между ними не будет непосредственного контактирования, но будет эффективно охлаждаться задняя сторона полосы.
Кроме того, по описываемому варианту изобретения на выпускном конце групп охлаждающих роликов устанавливается вспомогательное оборудование для охлаждения газовой струей, чтобы облегчить положительное решение проблемы отклонения температуры вдоль ширины металлической полосы X, которую довольно трудно решить с помощью только одной описанной выше системы охлаждения. Другими словами, вычислительное устройство 87 для регулирования температуры полосы получает данные о температуре на обеих кромках и в центральной части полосы через сигналы о температуре от устройства измерения профиля температуры полосы 90b, установленного вокруг выпускного конца вспомогательного оборудования для охлаждения газовой струей, которое может фиксировать распределение температуры по ширине полосы, или от устройства измерения профиля температуры полосы 90a с последующим сравнением температуры по ширине полосы с целевой температурой, в случае обнаружения расхождения между этими температурами вычислительное устройство 87 использует по меньшей мере один сигнал регулирования вращательной скорости вентилятора подачи газа 85b или клапан регулирования давления 84e, чтобы отрегулировать давление охлаждающего газа, поступающего в каждую насадку сопла. Охлаждающий газ с силой нагнетается из групп насадок β1 и β2 вспомогательного оборудования для охлаждения газовой струей, установленного напротив металлической полосы X, а сама металлическая полоса X охлаждается на обеих кромках и по центру в момент прохождения через роликовое закалочное оборудование.
Результатом посылки сигналов регулирования позиции в устройстве регулирования позиции 83a и 83b вычислительным устройством для регулирования позиции насадки сопла, которое уже получило сигнал от детектора позиции кромки полосы 89, является перемещение насадок сопел групп β1 и β2 в позиции, соответствующие кромкам полосы, а расположенные по центру полосы насадки сопел перемещаются к позициям, соответствующим центральной части металлической полосы.
На фиг. 3 показан перспективный вид групп насадок α1-α4, установленных около охлаждающих роликов (на этом чертеже не показано устройство регулирования позиции). Расположенные на обеих кромках полосы насадки сопел αa и αc используют для охлаждения кромок полосы, тогда как расположенную по центру насадку αb используют для охлаждения центра полосы. Что касается насадок сопел αa-αc, то устройства регулирования позиции 820-822 управляются с целью оптимального регулирования позиции по оси ролика на основе сигналов от вычислительного устройства 88 относительно регулирования позиции насадки сопла, т. е. относительно движения насадок по отношения к кромкам и центральной части полосы.
Давление охлаждающего газа, поступающего в каждую насадку сопел αa-αc, регулируется за счет регулировки углов открытия клапанов давления 840a-840c, которые установлены на полпути трубопроводов, сообщающихся с насадками сопел αa-αc на основе поступающей от вычислительного устройства 87 информации с целью более жесткого регулирования температуры полосы.
На фиг. 4 показан перспективный вид одной боковой части групп насадок сопел вспомогательного оборудования для охлаждения газовой струей, расположенных на выпускном конце роликового закалочного оборудования и напротив металлической полосы. Расположенные на обеих кромках насадки сопел βa и βc предназначена для охлаждения кромок полосы, а расположенная по центру полосы насадка сопла βb предназначены для охлаждения центральной части полосы. Что касается насадок сопел βa-βc, то срабатывание устройств регулирования позиции 830-832 преследует цель регулирования позиции по оси ролика на основе информации от вычислительного устройства 88 с последующим регулированием позиции насадки сопла с таким расчетом, чтобы движения этих насадок точно приходились на кромки и центральную часть полосы.
Давление охлаждающего газа, поступающего в каждую насадку сопла βa-βc, регулировалось с помощью клапанов давления 843a-843c, которые установлены на полпути трубопроводов, сообщающихся с насадками сопел βa-βc на основе поступающей от вычислительного устройства 87 информации с целью более жесткого регулирования температуры полосы.
Пример (вариант) 2
На фиг. 5 показан перспективный вид конструкций групп насадок сопел α1 и α2 оборудования для охлаждения газовой струей в установке по охлаждению металлической полосы напротив охлаждающих роликов, заявленных в п.51 формулы изобретения (на этом чертеже не показано устройство регулирования позиции). Центральная насадка сопла αd (корпус насадки), показанная вместе с насадками (a) и (b) идентичной конструкции, предназначена для охлаждения центральной части полосы, тогда как насадки αa-αc и αe-αg (корпуса насадок) предназначены для охлаждения кромок полосы. В насадках сопел для охлаждения кромок полосы αa и αg являются корпусами насадки 10, которые устанавливаются на внешних сторонах упомянутого оборудования; αb и αf являются корпусами насадки 10, установленными по центру полосы, и αc и αe являются корпусами насадки 10, установленными на внутренних сторонах полосы. Насадки сопел αa-αc и αe-αg перемещаются к обеим кромкам полосы с помощью устройств регулирования позиции 820-822 через регулирование позиций по оси ролика и на основе поступающей от вычислительного устройства 88 информации, имеющей прямое отношение к регулированию позиции насадки сопла, после чего упомянутые насадки сопел устанавливаются в позиции для точного гарантирования нужной ширины охлаждения с помощью насадок сопел αb и αf, установленных в центре насадок сопел для кромок.
В диапазоне, исключающем непосредственную близость от мест сварки, которые имеют различную ширину полосы, происходит регулирование центральной насадки сопла αd, а также расположенных по центру корпусов насадок αb и αf (среди прочих насадок на обеих кромках полосы) относительно давления охлаждающего газа в соответствии с поступающей от вычислительного устройства 87a информации по регулированию температуры полосы. С другой стороны, в диапазоне около точек сварки полосы с различной шириной, т.е. где происходит изменение ширины полосы, например с узкой на более широкую, давление охлаждающего газа внутри корпусов насадок αa и αg, установленных с внешней стороны насадок сопел, регулируется в соответствии с управляющим сигналом от вычислительного устройства 87b для регулирования температуры полосы, причем последнее регулирование основывается на сигналах от компьютеров C, в которых хранится информация о металлической полосе последующего размера. И наоборот, если ширина полосы изменяется с большей на меньшую, тогда давление охлаждающего газа в пределах корпусов насадок αc и αc, установленных внутри насадок сопел кромочных сторон полосы, регулируется в соответствии с управляющим сигналом от вычислительного устройства 87b для последующего регулирования температуры полосы, причем последнее регулирование основывается на сигналах от компьютеров C, в которых хранится информация о металлической полосе последующего размера.
На фиг. 6 показан перспективный вид конструкций групп насадок сопел β1 и β2 вспомогательного оборудования для охлаждения газовой струей, расположенного в оборудовании для охлаждения металлической полосы, установленного на выпускном конце групп охлаждающих роликов напротив металлической полосы; это вспомогательное оборудование для охлаждения газовой струей заявлено в п. 52 формулы изобретения. Центральная насадка сопла βd (корпус насадки), показанная вместе с насадками (a) и (b), предназначена для охлаждения центральной части полосы, тогда как насадки βa-βc и βe-βg, показанные вместе с (a) и (c), предназначены для охлаждения кромок полосы. Среди насадок сопел для охлаждения кромок полосы насадки βa и βg являются корпусами насадок, которые устанавливают на внешних сторонах, βb и βf устанавливают в центральных частях и βc и βe устанавливают на внутренних сторонах. Насадки сопел βa-βc и βe-βg перемещаются к кромкам полосы с помощью устройств регулирования позиции 830-832 и в соответствии с сигналом о регулировании позиций по ширине полосы, поступающим от вычислительного устройства 88 для регулирования позиции насадки сопла, после чего они устанавливаются в позиции для точного гарантирования требуемой ширины охлаждения с помощью насадок сопел βb и βf, установленных по центру насадок сопел позиции кромки.
В диапазоне, исключающем непосредственную близость от мест сворки, которые имеют различную ширину полосы, происходит регулирование центральной насадки сопла βd, а также расположенных по центру корпусов насадок βb и βf (среди прочих насадок на обеих кромках полосы) в соответствии с сигналом управления от вычислительного устройства 87a для регулирования температуры полосы. С другой стороны, в диапазоне около точек сварки полосы с различной шириной, т. е. где происходит изменение ширины полосы, например с узкой на более широкую, происходит регулирование давления охлаждающего газа внутри корпусов насадок βa и βg, установленных с внешней стороны насадок сопел кромочных сторон, причем это регулирование происходит в соответствии с сигналом управления от вычислительного устройства 87b по регулированию температуры полосы, причем последнее регулирование основывается на управляющих сигналах от компьютеров C, в которых хранится информация относительно металлической полосы последующего размера. И наоборот, если ширина полосы изменяется с большей на меньшую, тогда давление охлаждающего газа внутри корпусов насадок βc и βe, установленных внутри насадок сопел кромочных сторон, регулируется в соответствии с сигналом управления от вычислительного устройства 87b для регулирования температуры полосы, причем это последнее регулирование основывается на сигналах от компьютеров C, в которых хранится информация о металлической полосе последующего размера.
Пример (вариант) 3
Ниже описывается вариант изобретения, заявленный в п.32 формулы изобретения и который используется в качестве еще одного оборудования для охлаждения газовой струей в установке по охлаждению металлической полосы.
На фиг. 7-9 показаны варианты изобретения, в соответствии с которыми оборудование для охлаждения газовой струей используется в секции охлаждения задней стороны уже намотанной на охлаждающий ролик металлической полосы, а само это оборудование установлено в секции роликового закалочного оборудования непрерывной линии отжига для металлической полосы X.
В вертикальном роликовом закалочном оборудовании, которое расположено внутри печи, сами охлаждающие ролики NN 1-7 вертикально установлены в определенной последовательности между роликом натяжного устройства ε1 на выпускном конце и роликом натяжного устройства ε3 на выпускном конце, которые придают заданное натяжение металлической полосе X, длина наматывания между роликом и металлической полосой регулируется посредством смещений в горизонтальном направлении соответствующих охлаждающих роликов. На упомянутых чертежах ссылочная позиция 91 обозначает термометр профиля температуры на выпускном конце, ссылочная позиция 90 обозначает устройство измерения температуры полосы на выпускном конце роликового закалочного оборудования и ссылочная позиция 92 обозначает термометр профиля температуры на выпускном конце, а ссылочные позиции β1 и β2 обозначают вспомогательное оборудование для охлаждения газовой струей.
Изогнутые насадки сопел α1-α7, показанные на чертежах вместе с позицией 1, расположены на задних сторонах металлической полосы X, наматываемой вокруг охлаждающих роликов. Как это ясно видно на фиг. 8 и 9, каждая из насадок сопел 1 устанавливается вместе с подвижной подушкой 3, которая перемещает насадки сопел по ширине металлической полосы (ниже будем просто называть "боковые направления") и по направлению к поверхности металлической полосы (ниже будем просто называть "заднее и переднее направления"). Подвижная подушка 3 установлена на внешней стороне оболочки печи.
В данном варианте изобретения используют три насадки сопел 1, которые установлены на правой и левой сторонах и по центру вдоль оси охлаждающего ролика, а степень кривизны охлаждающего ролика на стороне выпуска определяется в соответствии с максимальным ходом смещения ролика, причем ширина каждого охлаждающего ролика будет меньше ширины металлической полосы X; этот охлаждающий ролик будет чутко реагировать на изменение ширины горячей точки, т.е. реагировать на момент, когда распределение температуры по ширине полосы будет неравномерным. Выходные сечения сопла, которые удлинены в горизонтальном направлении и имеют прорезь, расположены ступенчатым образом на поверхности стороны удара газовой струи. Чуть дальше на задней стороне расположены опорные точки 100 для насадок, которые и обеспечивают устойчивое положение насадок 1 и которые обеспечивают подачу охлаждающего газа с внешних сторон непосредственно в насадки 1. Поскольку опорные точки насадок 100 несколько выступают наружу за пределы оболочки печи, то между окружностью или периферийной частью оболочки печи и проникающей ее частью используют теплостойкие неметаллические сильфоны 101, благодаря чему образуется достаточно подвижное и надежное воздушное уплотнение.
Подвижная подушка 3 содержит направляющие рельсы 31a и 31b, установленные в переднем и заднем направлениях на неподвижной подушке 30, основание 32 с возможностью перемещения вдоль направляющих рельс, привод 33, обеспечивающий перемещение взад-вперед (переднем и заднем направлениях) основанию 32, боковые направляющие рельсы 34a - 34c, установленные на основании 32 индивидуально для центральной, правой и левой насадок сопел, подвижные подушки 35a - 35c с возможностью горизонтального их перемещения и устройства привода 36a - 36c, которые индивидуальным образом перемещают подвижные подушки 35a - 35c в боковых направлениях. Опорные точки для насадок 100 неподвижным образом крепятся на подвижных в горизонтальном направлении подушках 35a - 35c. Следовательно, три насадки сопел 1 одновременно перемещаются в заднем и переднем направлениях за счет одного и того же хода устройства привода 33, при этом в боковых или горизонтальных направлениях каждая из центральных, правых и левых насадок сопел перемещается индивидуальным образом. Устройства привода 33 и 36a - 36c являются приводными устройствами, которые обычно используют для образования линейных движений в качестве гидравлических масляных цилиндров, электрических силовых цилиндров или в качестве какой-то комбинации шарикового ходового винта и электромотора. Если в качестве направляющих рельс 31a и 34a - 34c используют подшипники прямого действия, то движения можно осуществлять с высокой степенью точности. Рекомендуется определять скорость движения в боковых или горизонтальных направлениях по уравнению (18), а скорость движения в переднем-заднем направлениях по уравнению (19).
(ΔW/2)/vN1<L/vS, ...(18)
где
ΔW - максимальное значение изменения ширины полосы, мм;
vN1 - скорость передвижения насадки сопла, мм/мин;
L - допуск невозможной длины регулирования распределения температуры, м;
vS - скорость передачи полосы, м/мин;
vN2 > vR, ...(19)
где vN2 - скорость движения насадки сопла, мм/мин;
vR - скорость движения ролика, мм/мин;
Ниже описывается механизм смещения охлаждающих роликов в упомянутом выше роликовом закалочном оборудовании и принцип работы оборудования для охлаждения газовой струей по описываемому варианту. В описываемом роликовом закалочном оборудовании натяжение металлической полосы X изменяется до натяжения (3 кгс/мм2) использования охлаждающего ролика с помощью роликов натяжного устройства ε1 или ε2. После этого охлаждающие ролики NN 1 - 7 смещаются горизонтально, чтобы войти в непосредственное контактирование с металлической полосой X, а степень охлаждения регулируется на основе регулирования хода смещения охлаждающего ролика (длина наматывания). Однако в описываемом роликовом закалочном оборудовании неравномерное распределение температуры легко и просто возникает вдоль ширины металлической полосы, и если подобное неравномерное распределение температуры однажды возникает в зоне нагнетания газовой струи (не показана) на стороне впуска полосы, то в описываемом роликовом закалочном оборудовании оно будет ускоряться и только по этой причине охлаждение на задней стороне намотанной на охлаждающий ролик металлической полосы осуществляется с помощью оборудования для охлаждения газовой струей. Для обеспечения оптимального охлаждения задней стороны уже намотанной на ролик полосы необходимо отрегулировать движения в направлении взад-вперед и в боковых направлениях движения насадок сопел 1, причем каждая из этих регулировок будет осуществляться следующим образом.
Прежде всего рассмотрим регулировку движения в направлениях взад-вперед, для чего дифференцированным образом перемещаем группу насадок сопел α1 и α2 по направлению к охлаждающим роликам NN 1 и 2 секции впуска рулонной полосы, а затем группу насадок сопел α3 и α7 по направлению и охлаждающим роликам 3 - 7 секции выпуска рулонной полосы. Другими словами, группа насадок α1 и α2 подвигается вперед, используя максимальный ход движения этих насадок от исходной позиции или позиции оттягивания назад в тот момент, когда начинается контактирование между металлической полосой X в линии прохода полосы и охлаждающими роликами 1 и 2. Если ход смещения охлаждающих роликов 1 и 2 будет большим, тогда эта группа насадок перемещается назад, чтобы сохранить и поддержать какой-то конкретный интервал по отношению к металлической полосе X (это движение изменяет свое направление на обратное в результате укорачивания хода смещения охлаждающих роликов NN 1 и 3). С другой стороны, группа насадок α2-α7 после перемещения вперед от позиции оттягивания назад (которая является позицией оттягивания назад для ситуации, когда из-за какого-то повреждения или сбоя нельзя больше использовать один любой ролик, т. е. нет должного контакта между роликом и металлической полосой) гарантирует возникновение необходимого контакта между металлической полосой X в линии ее прохода и охлаждающими роликами 3 - 7, при этом движение насадок прекращается даже в том случае, если образуется больший ход смещения охлаждающих роликов 3 - 7. Основная причина возникновения различия в движении среди насадок сопел заключается в дальнейшем ускорении и усилении неравномерного распределения температуры, и если не аннулировать подобное неравномерное распределение температуры, которое обычно возникает вдоль ширины металлической полосы в самом начале контактирования полосы с охлаждающими роликами, то это неравномерное распределение температуры может вызвать образование седлообразной деформации в металлической полосе X именно по причине смещения охлаждающих роликов и образование тепловой короны на самих охлаждающих роликах (другой причиной является то, что в случае очень медленной теплопередачи охлаждающие ролики 1 и 2 все же могут осуществлять охлаждение и при условии отсутствия или не достижения максимального хода смещения).
Что касается регулирования насадок сопел в боковых или горизонтальных направлениях, то следует иметь в виду, что термометр 91 для измерения профиля температуры будет измерять распределение температуры по ширине полосы на выпускном конце секции нагнетания газовой струи. Если наблюдается неравномерное распределение температуры, тогда три охлаждающие позиции центральной, правой и левой насадок 1 предназначаются для охлаждения задних сторон уже намотанной на ролики полосы в соответствии с измеренными данными по задней стороне и фиксируемыми данными на кромках полосы с помощью термометров измерения профиля температуры 91 и 92, а насадки 1 индивидуально перемещаются к горячим точкам по центру ширины полосы, а также на правой и левой кромках полосы. Эти охлаждающие позиции насадок сопел 1 также определяются на основе измеренных данных о распределении температуры с помощью термометра для измерения профиля температуры 92 на выпускном конце роликового закалочного оборудования, однако предпочтение в данном случае отдается регулированию с прогнозированием или упреждающему регулированию перед регулированием с обратной связью (хотя на практике с равным успехом можно осуществлять и то, и другое управление). Что касается условия неравномерного распределения температуры, то даже в случае изменения ширины полосы позиция центральной горячей точки не изменяется, а поскольку температура в центре будет несколько ниже, чем на кромках полосы, то центральная насадка не будет перемещаться в горизонтальном направлении, а будет перемещаться взад-вперед, что и показано на фиг. 10 - 12. Производительность центральной насадки сопла может оказаться более низкой по сравнению с производительностью правой и левой насадки 1. По описываемому варианту изобретения эффективность охлаждения газовой струей насадки регулируется на основе регулирования давления газа или скорости подачи газовой струи в соответствии с данными, полученными от установленного на выпускном конце термометра 92.
В случае вхождения в охлаждающие ролики точки сварки (специфическая точка полосы), которая изменяет ширину полосы, необходимо будет также регулировать перемещение насадки 1 в боковых направлениях. Другими словами, информация о специфической точке полосы вводится заранее с впускного конца линии, чтобы после изменения ширины полосы с меньшей на большую и перед моментом прохождения через установленный на стороне впуска полосы термометр для измерения профиля температуры 91 специфической точки полосы уже заканчивался этап перемещения правой и левой насадок в заданную позицию. И наоборот, в случае изменения ширины полосы с большей на меньшую правая и левая насадки перемещались в заданную позицию после прохождения специфической точки полосы через установленный на выпускном конце термометр измерения профиля температуры 92.
Вспомогательные системы для охлаждения газовой струей β1 и β2 являются вспомогательным оборудованием для устранения неравномерности в распределении температуры по ширине полосы, которая не была полностью устранена в результате осуществления упомянутой выше процедуры охлаждения задней стороны уже намотанной на охлаждающий ролик полосы, а расположенные на задней стороне оборудования для охлаждения газовой струей насадки должны перемещаться горизонтально, чтобы направить струи охлаждающего газа на горячие точки.
Теперь подробнее остановимся на эффективности этого варианта изобретения. В обычном роликовом закалочном оборудовании, которое не предусматривает охлаждение задней стороны намотанной на охлаждающей ролик полосы, обязательно возникает неравномерность в распределении температуры по ширине полосы, что хорошо показано на фиг. 42, однако подобная неравномерность легко и просто устраняется с помощью описываемого варианта изобретения. Отклонение в температуре полосы по отношению к средней температуре по ширине полосы в случае использования описываемого в этом примере варианта изобретения будет значительно меньше, чем в обычном оборудовании; в данном случае будет также меньше и площадь переохлаждения, что дает возможность вообще устранить неравномерность в распределении температуры по всей ширине полосы.
На фиг. 10 - 12 показан заявленный п. 33 формулы изобретения вариант изобретения, по которому центральная насадка сопла 1 вообще не перемещается горизонтально. Опорная точка насадки 100 для центральной насадки 1 неподвижным образом закреплена на основании 32 подвижной подушки 3 (по этому варианту изобретения вообще нет ни направляющего рельса 34b, ни горизонтально перемещающейся подушки 35b, ни привода 36b - см. фиг. 12). Насадки сопел 1 на обеих кромках полосы могут перемещаться в горизонтальных направлениях (см. фиг. 11), как и в предыдущем варианте изобретения. Что же касается неравномерного распределения температуры по ширине полосы, то поскольку температура в центре полосы будет ниже температуры на кромках, поэтому охлаждающая способность центральной насадки 1 будет меньше охлаждающих способностей правой и левой насадок 1.
Описанную выше конструкцию можно также использовать и с горизонтальной линией прохождения металлической полосы. На фиг. 13 - 16 показана заявленная в п. 34 конструкция, которую рекомендуется использовать в охлаждающем оборудовании горизонтальной линии прохождения металлической полосы. На фиг. 13 ясно видно, что позиции 1 - 3 обозначают охлаждающие ролики, а изогнутые насадки сопел 1 расположены на задних сторонах роликов через металлическую полосу X. Опорные точки насадки 100 проникают с внешней стороны через оболочку печи, а на проникающих частях закреплен сильфон 101.
На фиг. 14 показан поперечный разрез охлаждающего ролика N 1 предшествующего чертежа. В данном случае три насадки 1 расположены как раз над металлической полосой X и параллельно вдоль направления ширины, а опорные точки насадки 100 проходят с внешней стороны через сильфон 101. Опорные точки насадок 100 удерживаются в состоянии, когда они могут перемещаться горизонтально, а также вперед и назад с помощью подвижной подушки 3. Другими словами, опорные точки насадки 100 проходят через подъемник 37 подвижной подушки 3 и, как это ясно видно на фиг. 15 и 16, подвешаны на тележках 35a - 35c, которые могут передвигаться вдоль направляющих рельс 34a - 34c, установленных на подъемнике 37 вдоль всей ширины металлической полосы, а дальше они соединяются со штоками приводных устройств 36a - 36c, а поскольку опорные точки насадок 100 перемещаются горизонтально с помощью приводных устройств 36a - 36c, то три насадки сопел могут также перемещаться в горизонтальном направлении. Подъемник 37 соединен со штоками подъемных устройств 38a и 38b так, что с помощью подъемных устройств 38a и 38b подъемник 37 может перемещаться взад-вперед.
Пример (вариант) 4.
Теперь более подробнее остановимся на заявленном в п. 41 формулы изобретения варианте изобретения, в котором используется иная конструкция вспомогательного оборудования для охлаждения газовой струей основной установки по охлаждению металлической полосы.
На фиг. 17 и 18 схематически показан этот вариант изобретения, имеющий прямое отношение к вспомогательному оборудованию для охлаждения газовой струей, установленному на выпускном конце роликового закалочного оборудования линии непрерывного отжига.
В вертикальном роликовом закалочном оборудовании, которое находится внутри оболочки печи, контактирующие с металлической полосой X охлаждающие ролики 1 - 7 последовательно установлены в вертикальном направлении, а вспомогательное оборудование для охлаждения газовой струей по этому варианту установлено на выпускном конце, как и в предшествующем варианте изобретения.
В описываемом варианте изобретения направляющие рельсы 4 установлены параллельно линии прохода металлической полосы X, а на направляющих рельсах 4 установлена подвижная тележка 5, эти две конструкции образуют упомянутое выше подвижное устройство. Подвижная тележка 5 оборудована насадками сопел β, снабженными нагнетающими газовые струи соплами и имеющими более узкую ширину по сравнению с шириной полосы параллельно линии прохода полосы, на обеих кромках металлической полосы установлено в общей сложности четыре (β1-β4) насадки сопел - по две на каждой стороне. Тележка 5 перемещается по направляющим рельсам 4 с помощью ходового механизма 6 так, что насадки могут свободно перемещаться вдоль ширины полосы.
Каждая из насадок β снабжена трубопроводом 7, который в данном случае выступает в качестве канала подачи газа, причем трубопровод 7 разветвляется в своей центральной точке и соединяется с верхней и нижней частями каждой насадки β. По описываемому варианту (см. фиг. 17) центральные насадки β5 и β6 (правая сторона) неподвижно установлены вдоль линии прохода металлической полосы по центру ее ширины. Следует иметь в виду, что горячие точки в этой части почти всегда находятся в одних и тех же позициях, даже если ширина полосы изменяется, а поскольку температура в горячей точке в центре полосы обычно будет ниже температуры на кромках полосы, то позиция насадки не изменяется, а ее длина будет короче длины других насадок β1-β4.
Направляющие рельсы 4 установлены поперечно и параллельно ширине полосы - по две направляющие рельсы на верхней и нижней частях одной боковой стороны металлической полосы X, т. е. на обеих сторонах установлено в общей сложности четыре рельса. Верхние направляющие рельсы 40 и 41 (см. фиг. 19 и 20) имеют клиновидное поперечное сечение, чтобы избежать каких-либо неприятностей при взаимодействии с ними верхних подвижных тележек 50 - 53, снабжены колесами 500 с конической канавкой, чтобы гарантировать образование оптимального пространства между насадкой β и металлической полосой X. Нижние направляющие рельсы 42 и 43 имеют конструкцию, которая гарантирует образование зазоров Y1 и Y2 с правой и левой стороны, а также сверху между бобинообразными колесами 501 нижних тележек 54 и 57, образование этих зазоров необходимо, если иметь в виду влияния теплового расширения насадки и коробление направляющего рельса (Y1 определяется с учетом гарантирования точности расположения насадок β и теплового расширения, а зазор Y2 определяется с учетом точности расположения направляющего рельса). Как это ясно видно на фиг. 19, на боковых сторонах, обращенных в сторону металлической полосы X, установлены экранирующие пластины 502, чтобы исключить вероятность изгибания верхних и нижних направляющих рельс в результате местного перегрева облучением от полосы.
Что касается подвижной тележки 5, то верхние тележки 50 - 53 снабжены колесами 500, которые движутся по верхним направляющим рельсам 40 и 41, а нижние тележки 54 - 57 имеют холостые колеса 501 на нижних направляющих рельсах 42 и 43, верхние тележки 50 - 53 поддерживают насадку сопла β, а нижние тележки 54 - 57 используют для того, чтобы гарантировать параллельное расположение длинной насадки сопла β относительно металлической полосы X.
Насадка сопла β растянута вдоль линии прохода полосы. На всем пути прохождения полосы установлено множество насадок сопел, а ширина каждого сопла заранее определяется в соответствии с распределением температуры. Расстояние между соплом и металлической полосой X должно быть таковым, чтобы гарантировать желаемую теплопередачу и избежать непосредственного контактирования с металлической полосой X. Как уже отмечали выше, насадка сопла β по существу подвешена на верхних тележках 50 - 53 и дополнительно поддерживается нижними тележками 54 - 57.
Что касается ходового механизма 6, то следует иметь в виду, что винтовые домкраты 600, которые установлены на внешней стороне оболочки печи вдоль направляющих рельс 4, в основном распределяются по два на верхней и нижней частях одной стороны по ширине полосы и по два на верхней и задней сторонах, т. е. в общей сложности установлено восемь винтовых домкратов; винтовые домкраты содержат также приводные валы 602, соединенные с домкратами с помощью окружающих расширений 601, приводные электромоторы 603a и 603b, установленные по ширине полосы для передачи винтовым домкратам 600 движущей силы, коробки передач 604 для передачи движущей силы, шестерни синхронного вращения 605, установленные на впускных валах винтовых домкратов 600 для передачи движущей силы, и роликовые цепи 606, которые соединяют между собой верхние и нижние шестерни синхронного вращения. Другими словами, что ясно видно на фиг. 22 и 23, приводные электромоторы 603a и 603b установлены на соответствующей боковой стороне оболочки печи, а их вращающиеся валы соединены с коробками передач 604 и поделены на два вала, которые соединены с входными валами винтовых домкратов 600 для перемещения приводных валов 602 взад-вперед. Поскольку соответствующие приводные валы соединены с нижними тележками 54 и 56 или 55 и 57, то нижние тележки передвигаются по нижним направляющим рельсам 42 и 43 в результате движения приводных валов взад-вперед. С другой стороны, шестерни синхронного вращения 605, установленные на входных валах обоих домкратов 600, передают свое собственное вращающееся приводное усилие на шестерни синхронного вращения 605 верхних винтовых домкратов 600, чтобы можно было перемещать взад-вперед приводные валы 602, соединенные с винтовыми домкратами 600, идентичным образом. Следовательно, вращение одного приводного электродвигателя 603a и 603b заставляет синхронно перемещаться верхние и нижние тележки 5 по верхним и нижним направляющим рельсам 40 - 43, на одной боковой стороне ширины металлической полосы в общей сложности расположено четыре тележки. Поскольку верхние и нижние тележки перемещаются на обеих сторонах металлической полосы X в одном направлении и на одинаковое расстояние, то при условии постоянного сохранения вертикальной позиции без наклона насадки сопел β1,β2 или β3,β4 могут свободно перемещаться к заданным позициям по ширине полосы. Ссылочная позиция 607 на фиг. 22 обозначает датчик для обнаружения позиции насадки, который подсчитывает число вращений винтового домкрата 600 и передает его в устройство регулирования режима работы электродвигателя 608, благодаря чему это устройство 608 регулирует режим работы приводного электродвигателя 603a и 603b. В это время интервал движения тележки определяется с учетом ширины металлической полосы X.
Как это ясно видно из фиг. 17 и 18, трубопровод 7 проложен от внешней стороны оболочки печи до внутренней части печи, затем он разветвляется на верхнюю и нижнюю части и соединяется с верхней и нижней частями одной насадки сопла β для последующей подачи охлаждающего газа с внешней стороны непосредственно в насадку сопла β. Как уже упоминали выше, поскольку насадки β1-β4 перемещаются вдоль ширины полосы с помощью тележек 50 - 57, то трубопровод 7 имеет расширения 70 в ответвленной части, что дает возможность точно следовать движениям насадок β1-β4. Регулирование давления газа или количества подаваемого через трубопровод 7 охлаждающего газа дает возможность регулировать степень охлаждения полосы X с помощью самих насадок β1-β4. Более того, при наличии воздухонепроницаемого состояния вместо упомянутого расширения 70 можно использовать телескопическое средство 71 (см. фиг. 25) или какую-то иную гибкую конструкцию.
Ниже детально описывается принцип работы вспомогательного оборудования для охлаждения газовой струей в линии роликового закалочного оборудования. Как уже упоминали выше, охлаждающие ролики NN 1-7 перемещаются горизонтально до момента непосредственного контактирования с металлической полосой X в тот момент, когда натяжение металлической полосы X изменяется вплоть до натяжения (3 кгс/мм2 или больше), которое обычно используется роликами натяжного устройства ε1 и ε2, а интенсивность охлаждения регулируется посредством регулирования длины хода смещения ролика (длина наматывания полосы), причем в случае использования роликового закалочного оборудования задняя сторона уже намотанной на ролик полосы охлаждается оборудованием для охлаждающей газовой струей. Для охлаждения задней стороны уже намотанной на ролик полосы используют насадки α1-α7, которые перемещаются к горячим точкам в результате жесткого регулирования движений насадок α1-α7 в поперечном направлении по отношению к поверхности полосы и по направлению ширины полосы. Следовательно, охлаждение задней стороны происходит при сохранении соответствующих интервалов.
Установленное в секции выпуска рулонной полосы вспомогательное оборудование для охлаждения газовой струей выступает в качестве вспомогательного средства охлаждения роликового закалочного оборудования, чтобы устранить неравномерное распределение температуры, которое имеет место вдоль ширины полосы, это неравномерное распределение температуры невозможно полностью устранить с помощью оборудования для охлаждения задней стороны полосы. Для достижения упомянутой цели насадки сопла β1-β4 перемещаются в секции выхода металлической полосы горизонтально, чтобы направить струи охлаждающего газа на горячие точки с обеих поверхностей металлической полосы X.
Ниже подробнее остановимся на регулировании движения насадки сопла. При изменении распределения температуры по ширине полосы с помощью термометра измерения профиля температуры 92 и если распределение температуры является неравномерным, тогда точки охлаждения с помощью насадок сопел β1-β4 определяем в соответствии с результатами измерения температуры и обнаруженными данными на кромках полосы, полученными с помощью термометров 91 и 92, затем включаем приводные электродвигатели 603a и 603b, чтобы можно было индивидуальным образом перемещать группы тележек 50, 52, 54 и 56 и группу тележек 51, 53, 55 и 57 и соответствующим образом переместить группы насадок β1 и β3, а также β2 и β4 к горячим точкам кромок по всей ширине металлической полосы X. Что касается ситуации, когда распределение температуры является неравномерным по ширине полосы, то следует иметь в виду, что даже в случае изменения ширины полосы позиция горячей точки в центре полосы остается неизменной, а поскольку ее температура будет ниже температуры кромки полосы, то насадки β5 и β6 устанавливаются в неподвижное положение по центру полосы, и охлаждающая способность такой насадки будет меньше охлаждающей способности правой и левой насадок β1-β4.
Регулировать движение насадок β1-β4 по кромкам полосы необходимо и в том случае, когда встречается точка сварки полосы (специфическая точка полосы). Другими словами, если информацию о наличии специфической точки получаем заранее от впускного конца линии, т.е. информацию об изменении ширины полосы с меньшей на большую, тогда еще до момента прохождения этой специфической точки через термометр для измерения профиля температуры 91 насадки сопел β1-β4 уже будут перемещены в заданные позиции. И наоборот, если ширина полосы изменяется с большей на меньшую, тогда насадки сопла β1-β4 начинают перемещаться к заданным позициям после прохождения специфической точки через термометр измерения профиля температуры.
Ниже кратко остановимся на принципе работы этого варианта изобретения. В обычном роликовом закалочном оборудовании, в котором не осуществляется охлаждение задней стороны уже намотанной на охлаждающий ролик металлической полосы, неравномерное распределение температуры происходит вдоль ширины полосы, что хорошо видно на фиг. 42. Однако подобная неравномерность уже была уменьшена с помощью устройства охлаждения задней стороны намотанной на охлаждающий ролик металлической полосы. Более того, по описываемому варианту изобретения предусмотрено использование вспомогательного оборудования для охлаждения газовой струей, которое полностью устраняет неравномерность в распределении температуры (см. фиг. 56).
Это оборудование можно также использовать в линии с горизонтальным проходом металлической полосы. На фиг. 26-31 показано заявленное в п. 41 формулы изобретения устройство, которое используется в линии с горизонтальным проходом металлической полосы. На фиг. 26 показан вид в плане одной стороны линии горизонтального прохода полосы; на боковых сторонах этой линии установлены направляющие рельсы 4, по которым может перемещаться ходовая тележка 5. На фиг. 27 ясно видно, что параллельно линии прохода полосы на тележке 5 установлена насадка сопла β с соплами нагнетания струи охлаждающего газа, причем ширина упомянутой насадки будет меньше ширины металлической полосы. Ходовая тележка 5 перемещается по направляющим рельсам 4 с помощью ходового механизма 6 (который состоит из восьми винтовых домкратов 600 направляющих рельс 4 с внешней стороны оболочки печи, из приводных валов 602, соединенных с домкратами через расширения 601, из приводных электродвигателей 603a и 603b, которые передают движущее усилие входным валам винтовых домкратов 600, из синхронно вращающихся шестерен 605, установленных на вращающихся валах винтовых домкратов 600 для передачи приводного усилия, и из роликовой цепи 606, которая является соединительным звеном между синхронно вращающимися шестернями 605), чтобы насадка β могла перемещаться в направлении ширины полосы. Иногда в металлической полосе X возникают прогибы, и именно поэтому в опорных точках направляющих рельс 41 и 43 нижних насадок β3 и β4 устанавливают гидравлические и пневматические цилиндры 44, чтобы с их помощью можно было регулировать высоту расположения насадок β3 и β4.
На фиг. 28 показано зацепление между направляющим рельсом 40 и колесом 503 верхней ходовой тележки 51 на стороне впуска предыдущего чертежа. На фиг. 29 показано зацепление между направляющим рельсом 42 и колесом 504 верхней ходовой тележки на стороне выпуска. На фиг. 30 показано зацепление между направляющим рельсом 41 и колесом 503 нижней тележки 53 на стороне впуска, а на фиг. 31 показано зацепление между направляющим рельсом 43 и колесом 504 нижней тележки 57 на стороне выпуска. На всех чертежах верхние и нижние направляющие рельса 40 и 41 на стороне впуска имеют в поперечном сечении форму клина, чтобы облегчить установку и движение колеса 503 по конусообразной канавке, которая описана в предыдущем варианте изобретения. В данном случае необходимо также учитывать величину ΔI теплового расширения и именно по этой причине направляющие рельсы 42 и 43 на верхнем и нижнем выпускных концах имеют плоские конструкции ширины как минимум ΔI, чтобы по ним могло скользить дискообразное колесо 504.
Пример (вариант) 5
Теперь остановимся на заявленном в п. 54 варианте изобретения, который рекомендуется для роликового закалочного оборудования, снабженного устройством для охлаждения металлической полосы.
На фиг. 32 показана конструкция охлаждающих роликов NN 1- 7, которые предназначены для использования в роликовом закалочном оборудовании 1000; на этом чертеже показано поперечное сечение охлаждающего ролика. На фиг. 33 показано дальнейшее совершенствование конструкции показанного на фиг. 32 охлаждающего ролика, а на фиг. 34 показаны выполненные на охлаждающих роликах NN 1-7 каналы для циркуляции охлаждающей воды.
Каждый из корпусов охлаждающих роликов NN 1-7 состоит из внутренней трубки 1001, снабженной каналами γ для циркуляции охлаждающей воды в качестве каналов для циркуляции хладагента, и из внешней трубки 1002, которая крепится к окружности внутренней трубки 1001 с помощью фитинга с возможностью усадки. Что касается канала циркуляции воды γ, как это ясно показано на фиг. 33, то на одной и той же плоской поверхности параллельно направлению вала ролика спирально расположено шесть каналов γ1-γ6.
Каналы для циркуляции воды в охлаждающих роликах NN 1-7 имеют, как это видно на фиг. 34, два прохода для труб подачи охлаждающей воды 1010 и для труб выпуска охлаждающей воды 1011. Трубы подачи 1010a и трубы выпуска 1011b поочередно расположены на боковых сторонах охлаждающих роликов NN 1-7, тогда как трубы выпуска воды 1011a и трубы подачи воды 1011b соответственно расположены на других боковых сторонах, следовательно, трубы подачи и трубы выпуска охлаждающей воды соединены таким образом, чтобы они поочередно выполняли функции задних и передних труб. Направления потока охлаждающей воды в каналах γ охлаждающих роликов NN 1-7 можно менять на обратном.
По описываемому варианту изобретения можно использовать 6 каналов циркуляции охлаждающей воды, ниже делается кратное описание некоторых из этих каналов. Скорость потока охлаждающей воды в канале должна устанавливаться в диапазоне от 1,3 до 4,0 м/с на части стенки вокруг выпускного отверстия для воды, которая должна иметь высокую температуру. Причина этого заключается в следующем: (1) охлаждающая вода не должна доводиться до кипения в канале циркуляции воды охлаждающего ролика оборудования, в котором тепловая нагрузка является высокой (угол наматывания большой), и в этом случае скорость потока воды становится равной 1,3 м/с или больше, (2) необходимо определять режим работы теплообменника индивидуально для каждого роликового закалочного оборудования, однако скорость потока охлаждающей воды в канале определяют в зависимости от выбранного режима работы теплообменника, что и показано на фиг. 35 (эта скорость может быть установлена на уровне не менее 0,6 м/с); (3) поскольку при выборе скорости потока воды в 0,6 м/с или больше в канале не происходит образования накипи, то нижний предел скорости потока в данном случае определяют в соответствии с условием (1), однако с другой стороны, (4) если скорость потока охлаждающей воды превышает 4,0 м/с, тогда потеря давления насоса для подачи охлаждающей воды достигает 4,4 кг/см2 или больше, а в случае образования накипи исключительно намного увеличиваются потери мощности или давления, и поэтому существует необходимость устанавливать верхний предел скорости потока воды.
Если температура воды в пределах указанного диапазона скорости потока превышает 70oC, то в этом случае легко и просто образуется накипь, следовательно, верхний предел температуры воды на выпускном конце охлаждающих роликов не должен превышать 70oC.
С другой стороны, до тех пор, пока производительность теплообменника QH между металлической полосой и охлаждающей водой не станет равной значению охлаждения QS, расчет теплопередачи для каждого охлаждающего ролика должен выполняться в соответствии с показанной на фиг. 37 схемой последовательности операций, после чего можно легко и просто рассчитывать скорость охлаждения CR (J) каждого ролика, среднюю скорость охлаждения ACR и среднюю скорость общего поглощения тепла AUo.
Следовательно, количество каналов циркуляции воды выбирают с таким расчетом, чтобы оно удовлетворяло требуемой скорости потока охлаждающей воды, температуре воды на выпускном конце охлаждающего ролика, скорости охлаждения CR (J), средней скорости охлаждения ACR и средней скорости общего поглощения тепла AUo.
Показанная на фиг. 37 схема последовательности расчета реализуется следующим образом. Прежде всего фиксируем позицию ролика [X(I), Y(I)] в момент максимального наматывания металлической полосы X; эту позицию рассматриваем в качестве исходного значения. Затем рассчитываем длину наматывания роликом LS (I) металлической полосы X, угол намотки AR (I), общую длину намотки TLL и общую длину прохода L0. Определяем следующие необходимые условия: температура полосы на впускном конце TSE выражается через TS (I), температура воды на впускном конце TWE выражается через TWE (I), длина намотки LS выражается через LS (I), угол намотки AR выражается через AR (I), толщина RST оболочки ролика выражается через RT (I) и диаметр ролика D выражается через D (I). В соответствии с показанной на фиг. 37 схемой и с учетом упомянутых выше условий получаем температуру полосы TSD на выпускном конце охлаждающего ролика, температуру воды TWD на выпускном конце охлаждающего ролика, производительность теплообменника QH между металлической полосой X и охлаждающей водой и среднюю скорость общего поглощения тепла Uo. Другими словами,
(1) высказываем предположение относительно температуры полосы TSD на выпускном конце охлаждающего ролика, а значение охлаждения QS металлической полосы X находим по уравнению (20);
(2) допускаем, что значение охлаждения QS является тепловой QW, полученной охлаждающей водой, а внутреннюю температуру TRSI оболочки ролика рассчитываем по уравнению (21);
(3) допускаем, что значение охлаждения QS является теплоемкостью QR теплопередачи оболочки ролика, а внешнюю температуру TRSO оболочки рассчитываем по уравнению (22);
(4) теплопередачу λL материала на стороне низкой температуры получаем на основе TRSO и допускаем, что температура металлической полосы X представлена уравнением TRSA = (TSE + TSD)/2 и получаем теплопередачу λH материала на стороне высокой температуры;
(5) твердость по Виккерсу Hv получаем на основе TRSA, а поверхностное давление P получаем на основе диаметра ролика D, толщины полосы ST и натяжения линии или линейного натяжения LTENE;
(6) коэффициент контактирующей теплопередачи Hc получаем на основе λL,λH•P и H в соответствии с уравнением (23);
(7) среднюю скорость общего поглощения тепла Uo и производительность теплообменника QH между металлической полосой и охлаждающей водой получаем на основе Hc по уравнению (24) и (25);
(8) повторно регулируем температуру полосы TSD на выпускном конце охлаждающего ролика до тех пор, пока охлаждающая способность QS металлической полосы не будет равной производительности теплообменника QH между металлической полосой и охлаждающей водой и повторяем описанные выше процедуры (1) - (7). После завершения расчетов по теплопередаче по процедурам (1) - (8) для каждого охлаждающего ролика допускаем, что температура полосы TSD на выпускном конце охлаждающего ролика является температурой полосы TSI на впускном конце следующего охлаждающего ролика и, запоминая остальные TWD, Uo и QH как идентичные значения, повторяем расчет теплопередачи каждого охлаждающего ролика (I = от 1 до количества NR роликов). Если температура полосы TS (NR+I) на выпускном конце охлаждающего ролика равна целевой температуре полосы TSDA, тогда выполняем соответствующие расчеты по скорости охлаждения CR (J) для каждого ролика. По средней скорости охлаждения ACR и по средней скорости общего поглощения тепла AUo. Полученные при этом результаты используем в качестве входных данных. Если оба значения равны, тогда рассчитываем ход смещения DY охлаждающего ролика, который должен выполняться; только ролик [CRT (I) = 1] повторно устанавливает позицию ролика, и теперь снова начинаем рассчитывать длину намотки роликом LS (I) металлической полосы X, угол намотки AR (I), общую длину намотки TLL и общую длину прохода LO.
QS = (HSE - HSD) • ST • W • v • 60 • 7,85 • 10-3,...(20)
где
HSE - значение нагревания на впуске полосы, ккал/кг;
HSD - значение нагревания на выпуске полосы, ккал/кг;
ST - толщина полосы, мм;
W - ширина полосы, мм;
v - линейная скорость, м/мин,
QW = ALP H I • AI • (TP I - T A), ...(21)
где
ALP H I - излучательная способность тепла в пределах трубы, ккал/м2•чoC,
A I - площадь теплопередачи в канале циркуляции воды, м2,
QR = THCRSA • RST • 10-3 • AM • (TRS0 - TRSI), ...(22)
где
THCRSA - теплопередача оболочки; ккал/м2 oC;
AM - средняя площадь теплопередачи, м2,
где
Hс - контактирующая теплопередача, ккал/м2•чoC;
Uo = 20, 1 • Hc0,8 • RST-0,22 • AR-0,23, ...(24)
где
Uo - суммированное поглощение тепла, ккал/м2 • чoC;
QH = Uo • W • LS • 10-6 • TM, ...(25)
где
LS - установочная длина полосы на ролике, мм;
TM - разность в логарифмической средней температуре, oC.
В случае установки в линии непрерывного отжига, в которой используют оборудование по настоящему изобретению, выравнивателя натяжения 2004 (на стороне впуска печи прямого нагрева с восстановительной атмосферой 2007) значительно улучшается способность металлической ленты к перемещению внутри печи 2007 и становится более стабильным качество нагревания полосы для последующего восстановления.
Формы удлиненных частей в металлической полосе X можно исправить с помощью выравнивателя натяжения 2004, посредством чего исключается вероятность образования продольного изгиба в секции охлаждения газовой струей 2010 и в значительной степени положительно решается проблема неравномерного охлаждения полосы в роликовом закалочном оборудовании 1000 и как следствие всего этого улучшается качество охлажденной металлической полосы. Более того, в данном случае не возникает никаких проблем в плане возможного контактирования с трубами в печи с радиационными трубами 2008 и в печи выдерживания 2009, контактирования с соплом нагнетания газовой струи в секции охлаждения газовой струей 2010, контактирования с насадками α1-α7 для нагнетания охлаждающего газа к задним сторонам уже намотанной на охлаждающие ролики металлической полосы роликовом закалочном оборудовании 1000 и контактирования с соплами нагнетания газовой струи в секции быстрого охлаждения 2012.
Ниже описываются способ подачи воды и движения охлаждающих роликов 1 - 7 в роликовом закалочном оборудовании 1000, а также принцип работы насадок сопел α1-α7 для охлаждения задних сторон металлической полосы. На этапе подготовки роликового закалочного оборудования 1000 к работе вода подается в показанные на фиг. 34 каналы циркуляции воды, на каждом охлаждающем ролике расположено по шесть каналов циркуляции охлаждающей воды γ1-γ6. Натяжение металлической полосы X регулируется с помощью роликов натяжного устройства ε1 и ε2 до достижения натяжения в 3 кгс/мм2 или чуть больше, а охлаждающие ролики 1 - 7 перемещаются в горизонтальном направлении до момента непосредственного контактирования с металлической полосой X, интенсивность охлаждения регулируется за счет регулировки длины кода смещения (длины наматывания полосы).
На охлаждающих роликах 1 - 7 по описываемому варианту изобретения образовано по шесть спирально расположенных каналов циркуляции воды γ1-γ6, существует возможность уменьшить длину каждого из каналов γ1-γ6 и производительность теплообменника охлаждающей воды. Благодаря этому охлаждение будет достаточно эффективным для металлической полосы X на поверхности ролика на кромках около выпускного отверстия канала, а после охлаждения распределение температуры по ширине полосы будет почти симметричным. Кроме того, поскольку направления потока воды по каналам γ охлаждающих роликов 1 - 7 меняются на обратные для каждого из роликов, то также будет меняться на обратный для каждого из роликов и температурный градиент между поверхностью ролика на кромках около впускного конца канала и поверхностью ролика на кромках около выпускного конца, при этом в секции выпуска рулонной полосы на охлаждающих роликах вообще нет никакого температурного градиента.
Пример (вариант) 6
Теперь остановимся на способе охлаждения металлических полос, который заявлен в п. 64 формулы изобретения и в соответствии с которым для его реализации используется уже описанный выше вариант 1 оборудования для охлаждения металлической полосы.
В показанном на фиг. 2 роликовом закалочном оборудовании задняя сторона намотанной на охлаждающие ролики полосы охлаждается в устройстве охлаждения металлической полосы по настоящему варианту изобретения.
Распределение температуры по ширине полосы X фиксируется с помощью устройства для измерения профиля температуры полосы 90a, установленного на выпускном конце групп охлаждающих роликов 1 - 4, и на основе полученных результатов о температуре проводится сравнение между температурой в центре полосы и целевой температурой полосы с помощью вычислительного устройства 87 с целью регулирования температуры металлической полосы. Что же касается регулирования средней температуры полосы на основе отклонения между упомянутыми температурами, то длина наматывания между каждым из охлаждающих роликов 1 - 4 и металлической полосой X регулируется с помощью устройства регулирования позиции ролика 80.
Далее, что касается регулирования распределения температуры на основе распределения целевой температуры полосы, то расположение металлической полосы X, наматываемой на охлаждающие ролики, целиком и полностью зависит от позиции каждого охлаждающего ролика 1 - 4, которую можно регулировать так, чтобы металлическая полоса X не входила в непосредственный контакт с насадками сопел α1-α4 оборудования для охлаждения газовой струей, установленного напротив групп охлаждающих роликов 1 - 4, и каждая насадка сопла оборудования для охлаждения газовой струей будет перемещаться по направлению движения охлаждающего ролика с помощью устройства регулирования позиции 81, чтобы гарантировать сохранение между ними соответствующей дистанции.
Вычислительное устройство 88 делает какое-то допущение по регулированию позиции насадки сопла по отношению к обеим кромкам полосы и центру ширины полосы в соответствующих позициях оборудования для охлаждения газовой струей и вспомогательного оборудования для охлаждения газовой струей, установленного на выпускном конце группы охлаждающих роликов 1 - 4, на основе позиционных сигналов от обеих кромок полосы, которые фиксируются детекторами позиции кромки полосы 89, установленными на впускном и выпускном концах группы охлаждающих роликов 1-4. Установленные на обеих кромках и по центру полосы насадки сопел перемещаются вдоль ширины полосы с помощью устройства регулирования позиции 82 и 83, соединенные с соответствующими насадками сопел оборудования для охлаждения газовой струей и вспомогательного оборудования для охлаждения газовой струей. Следовательно, можно утверждать, что позиционные регулировки выполняются с целью образования ширины охлаждения (ширина охлаждения на наложенной части насадки сопла и металлической полосы), которая вычисляется по уравнениям (8) и (9) для насадок обеих кромок, а также для гарантирования совпадения между центром ширины полосы и центром насадок сопел по отношению к центральной насадке сопла. Теперь обратимся к фиг. 3 и 4, на которых ясно видно, что насадки сопел αa и αc на обеих боковых сторонах оборудования для охлаждения газовой струей, обращенного в сторону охлаждающих роликов, позиционно регулируются с помощью устройств регулирования позиции 820 и 822 в устройствах 82, соединенных с насадками сопел обеих кромок, тогда как центральная насадка сопла αb позиционно регулируется с помощью устройства регулирования позиции 821, соединенного с центральной насадкой сопла. Подобным же образом насадки сопел βa и βc обеих кромок вспомогательного оборудования для охлаждения газовой струей, установленного на выпускном конце групп охлаждающих роликов 1-4, позиционно регулируются с помощью устройств регулирования позиции 830 и 832, соединенных с насадками сопел на обеих кромках устройств 83, тогда как центральная насадка сопла βb позиционно регулируется с помощью устройства регулирования позиции 831, соединенного с центральной насадкой сопла.
На основе сигналов о температуре вдоль ширины полосы, обнаруживаемых с помощью устройства для измерения профиля температуры полосы 90a, установленного на выпускном конце группы охлаждающих роликов 1-4, и с помощью устройства для измерения профиля температуры полосы 90b, установленного на выпускном конце вспомогательного оборудования для охлаждения газовой струей, проводится сравнение с помощью вычислительного устройства 87 измеренного распределения температуры полосы и целевого распределения температуры полосы, чтобы на основе результатов этого сравнения регулировать температуру полосы. В случае обнаружения расхождения между упомянутыми распределениями температуры для регулирования давления охлаждающего газа (манометр отсутствует) в пределах насадки или насадок сопел α,β оборудования для охлаждения газовой струей и вспомогательного оборудования для охлаждения газовой струей используют как минимум либо скорость вращения вентиляторов подачи охлаждающего газа 85a и 85b, либо специальные клапаны регулирования давления 84a-84e, чтобы иметь возможность более точно направить отрегулированную струю охлаждающего газа на металлическую полосу X. Охлаждающий газ подается в оборудование для охлаждения газовой струей и во вспомогательное оборудование для охлаждения газовой струей из внутренней части печи (на фиг. 2 не показана) через теплообменник 86 и вентилятор подачи охлаждающего газа 85.
На фиг. 2 ясно видно, что устройства измерения профиля температуры полосы установлены на выпускном конце группы охлаждающих роликов 1-4 и на выпускном конце вспомогательного оборудования для охлаждения газовой струей, хотя вполне достаточно установить измерительное устройство только на выпуском конце вспомогательного оборудования для охлаждения газовой струей.
Ниже кратно описывается способ вычисления оптимальной позиции (т.е. оптимальной дистанции разъединения) насадки сопла оборудования для охлаждения газовой струей относительно охлаждающих роликов.
Если рассматривать два охлаждающих ролика 1 и 2, то делается допущение, что радиусы этих роликов представлены F1 и F2, расстояние по оси между этими роликами представлено Lо, длины выступающей части роликов от основной линии, когда ролик не находится в контакте с металлической полосой X, представлены L1 и L2, угол намотки ролика и полосы X представлен θ, а углы насадок сопел α1 и α2 представлены η1 и η2. С учетом этих допущений подробнее остановимся на нижней насадке сопла α2.
Координата точки A в качестве точки контакта между металлической полосой X и нижним охлаждающим роликом N 2 выражается через уравнение (26)
(-L2+F2-F2•cosθ>F2•sinθ). ...(26) ...(26)
Координата точки B в качестве точки контакта между металлической полосой X и верхним охлаждающим роликом N 1 выражается через уравнение (27)
(L1-F1+F1•cosθ,LO-F1•sinθ)....(27) ...(27)
Наклон линейной части металлической полосы X выражается через уравнение (28)
1/tanθ. ...(28) ...(28)
Угол контактирования θ выражается через уравнение (29) (29)
(29)
На основе уравнения (29) выводим уравнение (30)
где
X1 = (F1 + F2 - L1 - L2)/L0; ...(30)
...(30)
Линейная часть металлической полосы X выражается через уравнение 31
Y-F2•sinθ = (X+L2-F2+F2•cosθ)/tanθ. ...(31)(31)
Если допустить, что минимальное разделительное расстояние между насадкой сопла α2 и полосой X представлено G, тогда оптимальную позицию насадки сопла α2 находим следующим образом.
1/ Если длина наматываемой на ролик полосы больше насадки сопла α2, т.е. если θ≥(η1)/2, тогда оптимальной позицией насадки сопла будет расстояние между точкой центральной позиции E насадки сопла α2 и полосой X.
2/ Если упомянутая длина будет меньше насадки сопла α2, т.е. если θ<(η1)/2, тогда координатами точки D, точки C и точки E будут координаты, вычисленные по уравнениям (32), (33) и (34)
(X3,Y3) = [X3,(F2+G)sin(η2/2)-G•sinθ ...(32)
где
X3 является значением, полученным путем подстановки в уравнении (29).
(X4,Y4) = (X3-G•cosθ,Y3+G•sinθ) ...(33)
(X5,Y5) = {X4-(F2+G)[1-cos(η2/2)],O} ...(34)
Следовательно, оптимальной позицией является такая позиция насадки сопла α2, при которой расстояние между полосой X и центральной позицией E насадки α2 будет X5 .
Ниже приводятся примеры регулирования распределения температуры полосы до целевого распределения (см. фиг. 39), а также описывается способ вычисления оптимальной позиции насадки сопла по ширине полосы в оборудовании для охлаждения газовой струей и во вспомогательном оборудовании для охлаждения газовой струей в ответ на изменения в профиле распределения температуры по ширине полосы X.
1/ Оценка распределения температуры полосы
Прежде всего необходимо дать оценку распределению температуры полосы. Распределение температуры по ширине полосы можно рассчитать с помощью степенного ряда четвертого порядка по уравнению (35)
T (X) - a1X4 + a2X3 + a3X2 + a4X + a5, ...(35)
где
X нормализовано в направлении ширины, a-1≤X≤1.
Функцию уравнения (35) получаем методом наименьшего квадрата на основе измеренного результата температуры полосы ("90" на фиг. 2).
2/ Вычислено оптимальной позиции насадки сопла по ширине полосы.
Затем вычисляем позицию насадки сопла по ширине полосы. Если распределение температуры по ширине полосы на выпускном конце группы охлаждающих роликов, полученное на этапе 1/, идентично тому, которое показано на фиг. 39, тогда неудовлетворительными диапазонами температуры на боковой стороне при более высокой температуре, чем распределение T' (x) целевой температуры полосы, являются
(1) -1 ≤ X ≤ X1
(2) X2 ≤ X ≤ X3
(3) X4 ≤ X ≤ 1
где
X1, X2, X3 и X4 подразделяются на граничные пределы неудовлетворительных или просто плохих диапазонов высокой температуры полосы (см. заштрихованные диапазоны на фиг. 39).
Позиции Xe1 и Xe2 центра силы тяжести, где происходит отклонение температур полосы на обеих кромках, и позиции Xc центра силы тяжести, где происходит отклонение в температуре полосы, получаем посредством вычисления центров силы тяжести по уравнениям (36), (37) и (38).
 ...(36)
...(36) ...(37)
...(37) ...(38)
...(38)
Именно поэтому насадки сопел на обеих кромках полосы соответственно регулируют таким образом, чтобы ширины охлаждения le1 и le2 были идентичны тем, которые находят по уравнениям (39) и (40), а центральная позиция насадки сопла по центру полосы перемещается в позицию Xc; давление поступающего в каждую насадку сопла охлаждающего газа регулируем в соответствии с отклонением температуры полосы в каждом диапазоне, чтобы точно следовать изменениям в профиле распределения температуры полосы посредством нагнетания отрегулированного количества охлаждающего газа на металлическую полосу X.
le1 = (Xe1 + 1) • B ...(39)
le2 = (1 -Xe2) • В ...(40)
где
B - ширина полосы, мм;
le1, le2 - ширина охлаждения на кромках полосы, мм.
По изобретению можно добиться быстрого охлаждения при низких эксплуатационных расходах за счет приближения распределения температуры по ширине полосы к целевому распределению температуры полосы.
В соответствии с заявленными в пп. 14-17, 29 и 30, 51-53, 56 и 57 формулы изобретения устройствами теперь мы имеем возможность быстро и правильно охладить металлическую полосу посредством перекрытия задержек в движении насадок сопел в линии, где часто изменяется ширина металлической полосы, что дает возможность равномерно и быстро охлаждать металлическую полосу.
В зависимости от заявленных в пп. 31 - 41 и 58 - 63 формулы изобретения конструкций насадки сопел перемещаются в неравномерные диапазоны распределения температуры полосы, а охлаждающий газ при сохранении соответствующей разделяющей дистанции направляется на поверхность полосы таким образом, чтобы можно было регулировать распределение температуры по всей ширине полосы.
Кроме того, в зависимости от охлаждающего ролика, заявленного в п. 54 формулы изобретения, на внутренней стороне которого образовано много каналов для циркуляции охлаждающей воды, каждую длину каналов можно сделать короткой и можно также уменьшить производительность теплообменника хладагента, проходящего по каналу. В результате этого металлическая полоса будет также эффективно охлаждаться на поверхностях ролика на кромках около выпускного конца канала хладагента; в течение этого охлаждения можно добиться равномерного распределения температуры по всей ширине полосы, а после охлаждения распределение температуры по ширине полосы будет почти симметричным. По заявленной в п. 55 формулы изобретения охлаждающей конструкции и поскольку направление потока хладагента в каждом охлаждающем ролике будет изменяться на обратное для каждого из роликов, то и температурный градиент будет меняться на обратный для каждого из роликов между поверхностями ролика на кромках около впускного конца канала для хладагента и поверхностями ролика на кромках около выпускного конца, чтобы можно было обеспечить равномерную скорость охлаждения металлической полосы, причем чем ближе расположены охлаждающие ролики в секции выпуска рулонной полосы, тем меньше их градиент температуры. Следовательно, в данном случае можно добиться более равномерного распределения качества по всей ширине полосы.
Настоящее изобретение можно использовать в устройствах охлаждения задних сторон уже намотанной на охлаждающие ролики металлической полосы, которые используют в роликовом закалочном оборудовании, а также во вспомогательных охлаждающих устройствах на впускном и выпускном концах роликового закалочного оборудования.
Подпись к фиг. 37 (см. также описание изобретения) считываем (X)I), Y(I)) позиции ролика после максимального наматывания полосы на ролики. Эта позиция является начальным значением.
считываем (X)I), Y(I)) позиции ролика после максимального наматывания полосы на ролики. Эта позиция является начальным значением.
 рассчитываем намотанную длину LS(I), угол намотанной полосы AR(I), общую намотанную длину TLL и общую длину прохода LO.
рассчитываем намотанную длину LS(I), угол намотанной полосы AR(I), общую намотанную длину TLL и общую длину прохода LO.
 I = от 1 до NR ( вычисление теплопередачи в каждом ролике)
I = от 1 до NR ( вычисление теплопередачи в каждом ролике) условия
условия температура полосы на впускном конце охлаждающих роликов TSE = TS' (I);
температура полосы на впускном конце охлаждающих роликов TSE = TS' (I);
температура воды на впускном конце охлаждающих роликов TWE = TWE (I);
намотанная длина LS = LS (I)
угол намотанной полосы AR = AR(I)
толщина оболочки RST = RT(I)
диаметр ролика D = D(I) TSD, TWD, QH и Uo получаем на основе вычисления теплопередачи по уравнениям (1) - (6)
TSD, TWD, QH и Uo получаем на основе вычисления теплопередачи по уравнениям (1) - (6) рассчитываем степень движения DY охлаждающего ролика, которую необходимо регулировать, и только ролик (CTR(I) -I) повторно устанавливаем относительно роликовой позиции
рассчитываем степень движения DY охлаждающего ролика, которую необходимо регулировать, и только ролик (CTR(I) -I) повторно устанавливаем относительно роликовой позиции вычисляем скорость охлаждения ролика CR (S), среднюю скорость охлаждения ACR и среднюю суммарную теплопередачу AUo.
вычисляем скорость охлаждения ролика CR (S), среднюю скорость охлаждения ACR и среднюю суммарную теплопередачу AUo.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| СТАБИЛИЗАЦИЯ ПЛАМЕНИ ГОРЕЛКИ | 2010 |
|
RU2533609C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2010 |
|
RU2484920C1 |
| Рельс, способ его изготовления и способ регулирования его охлаждения | 1991 |
|
SU1839687A3 |
| УСТАНОВКА И СПОСОБ ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ СВЕРХТОНКИХ СТАЛЬНЫХ ПОЛОС | 2021 |
|
RU2836776C1 |
| Устройство для охлаждения изделий | 1982 |
|
SU1073302A1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАСПЛАВЛЕННОЙ СТАЛИ ПРИ ЛИТЬЕ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2122919C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 2006 |
|
RU2377096C1 |
| УСТРОЙСТВО ОБДУВА ГАЗОМ ПОВЕРХНОСТИ ДВИЖУЩЕГОСЯ ПОЛОСОВОГО МАТЕРИАЛА | 2009 |
|
RU2467074C2 |
| СПОСОБ РАСПЫЛЕНИЯ СРЕДЫ И РАСПЫЛИТЕЛЬНОЕ СОПЛО | 2005 |
|
RU2380127C2 |
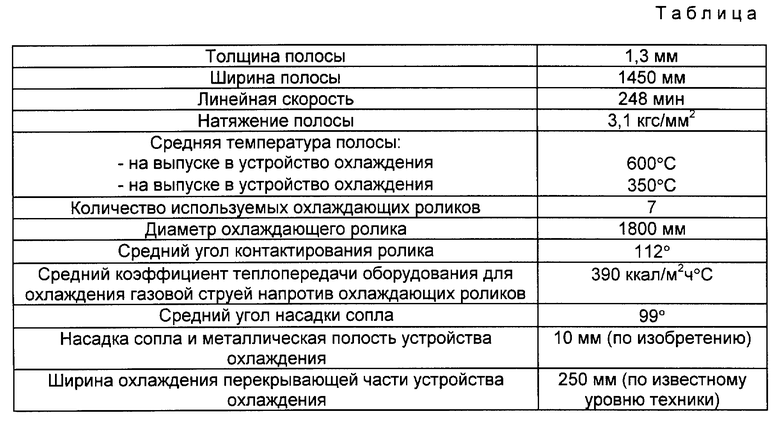
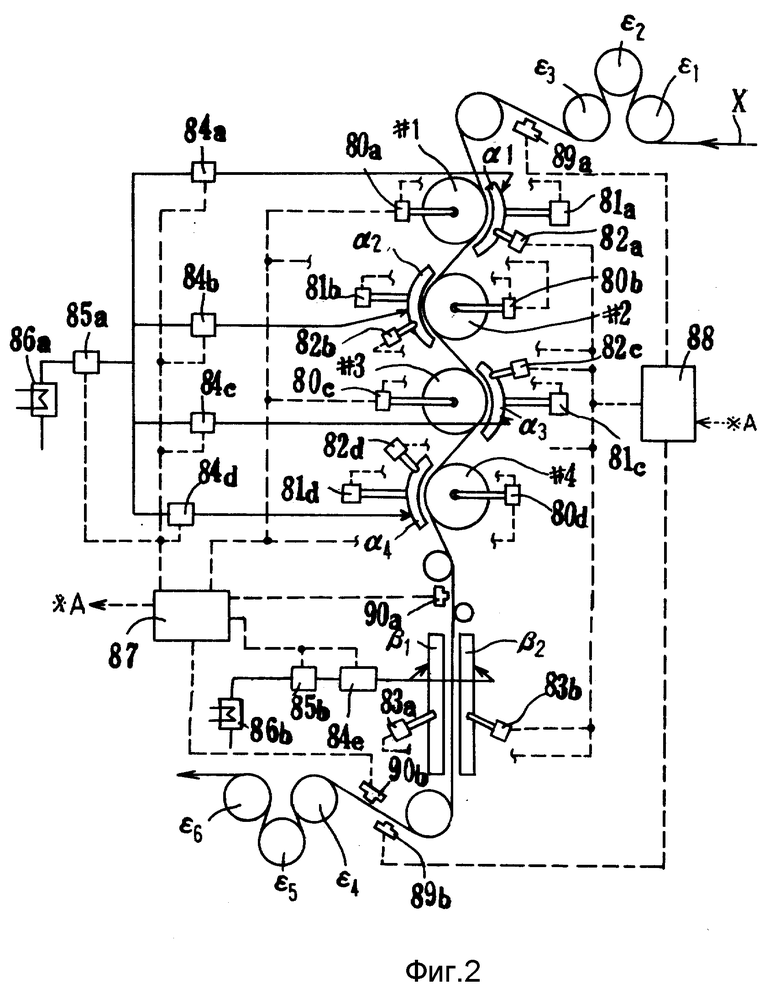
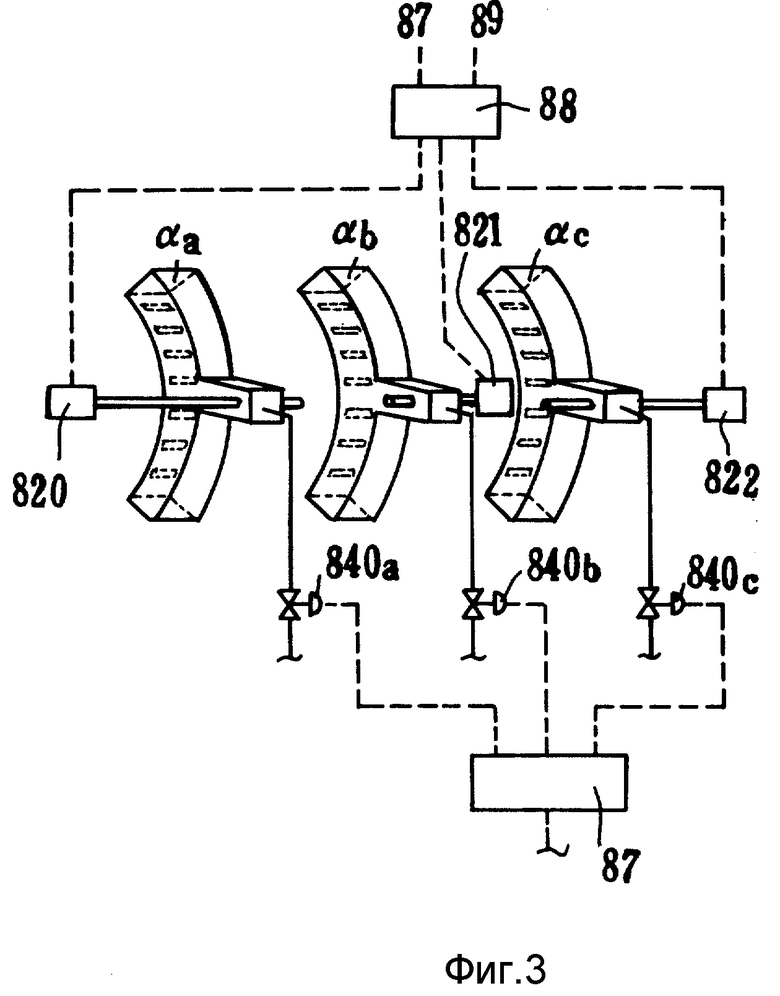
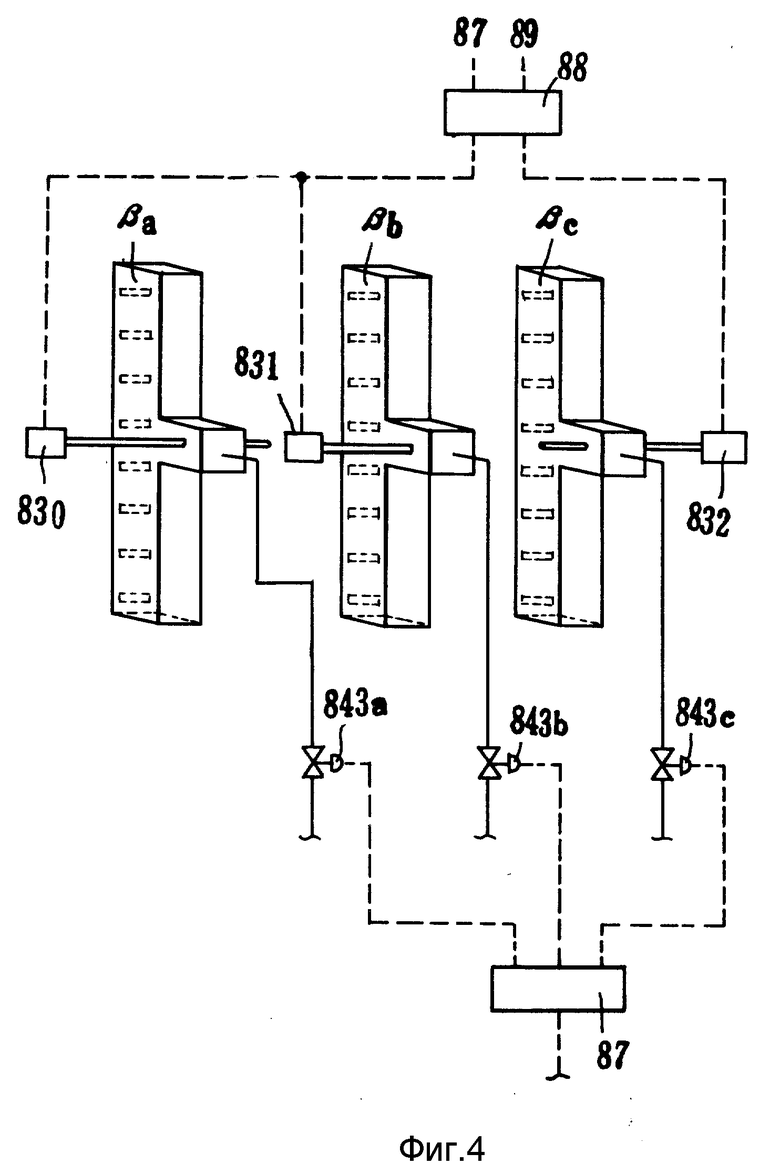
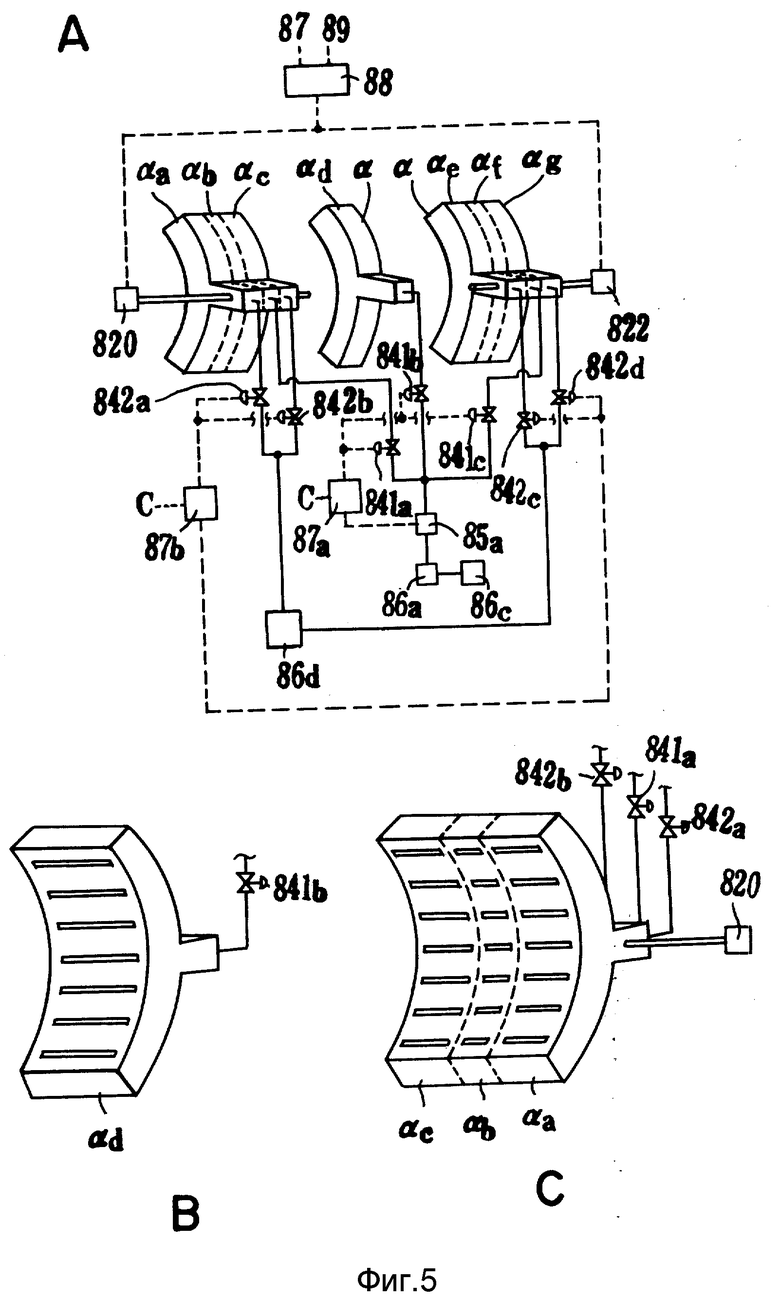
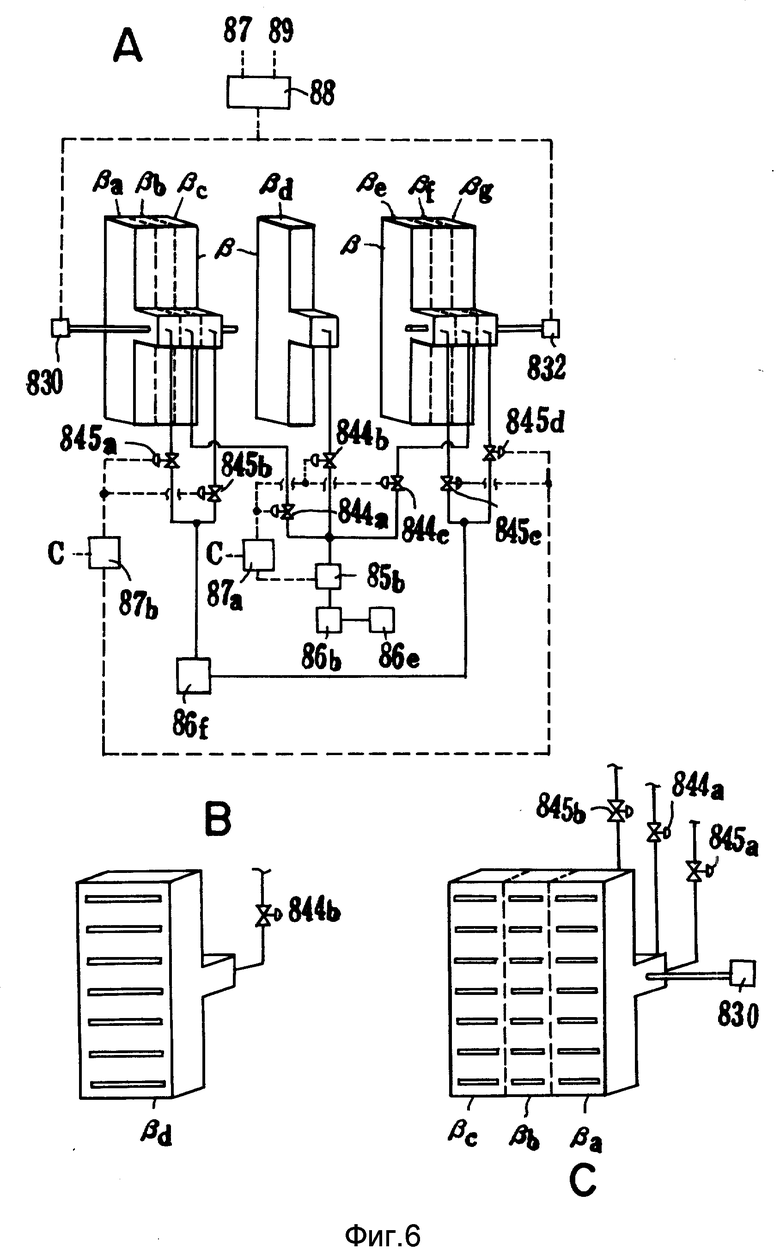
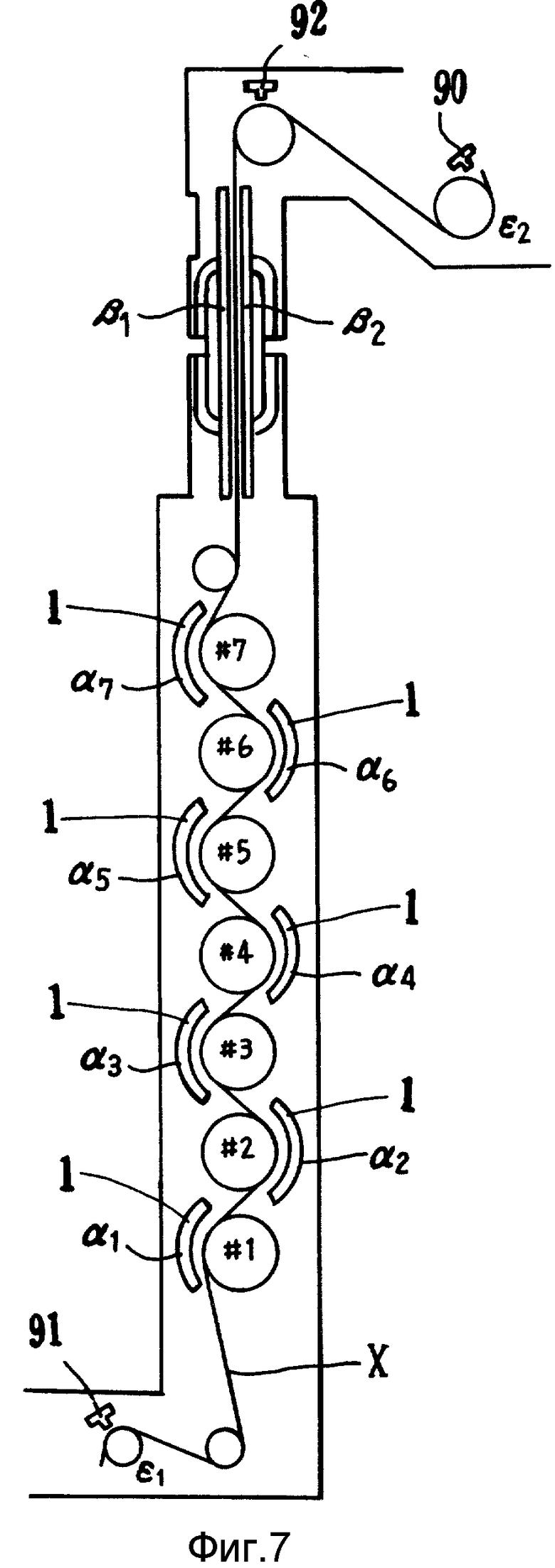
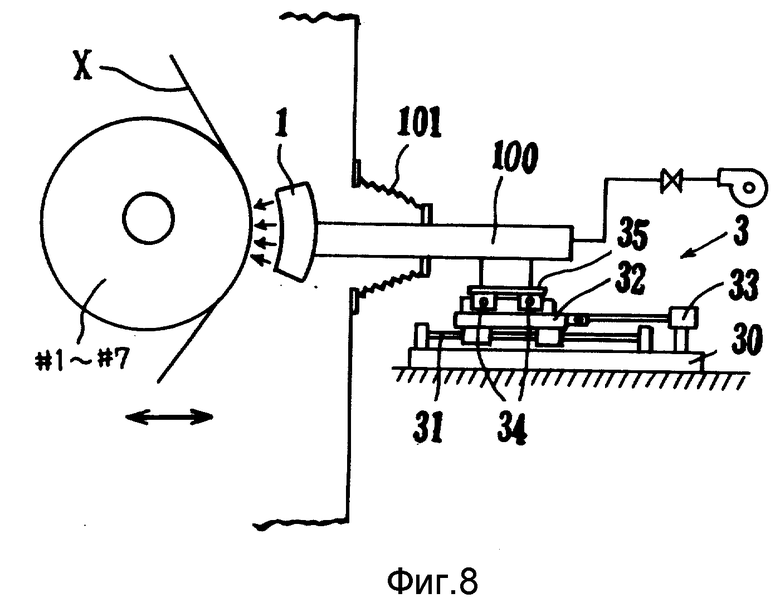
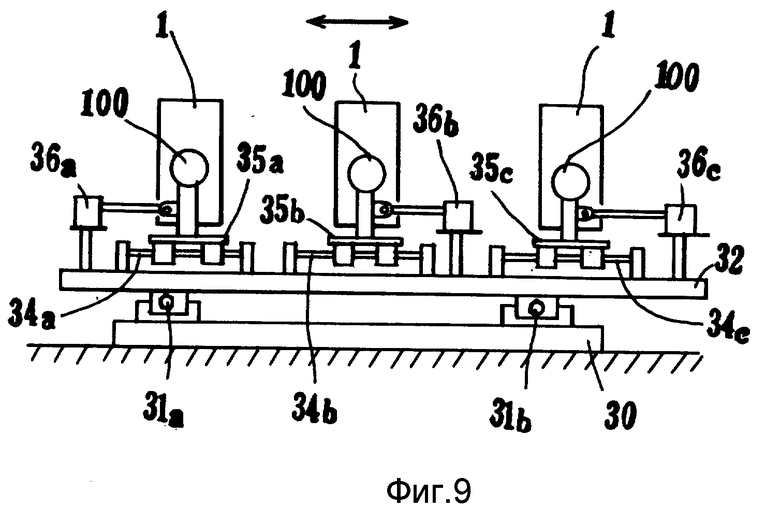
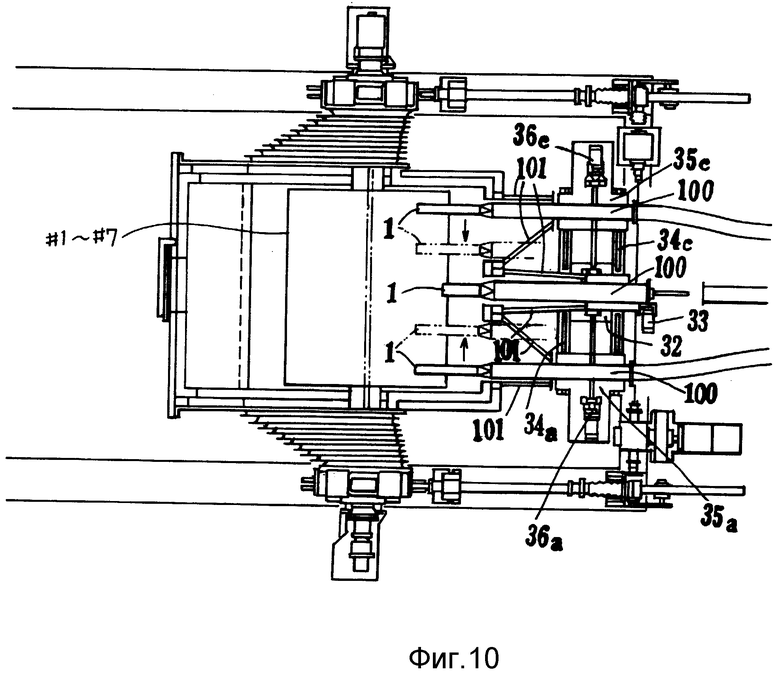
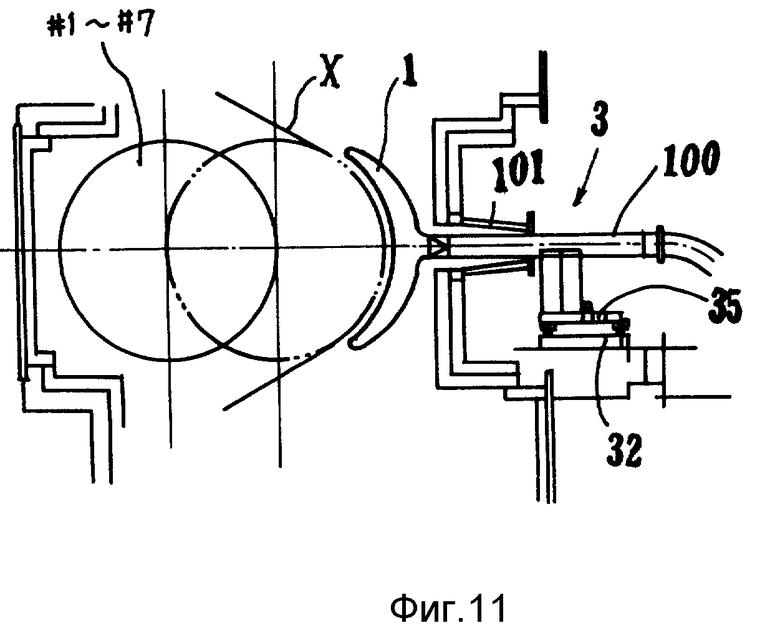
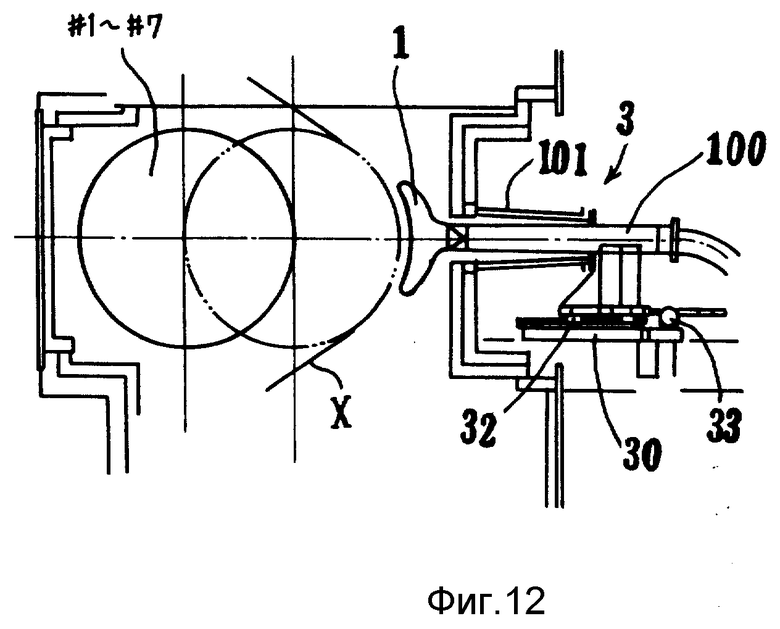
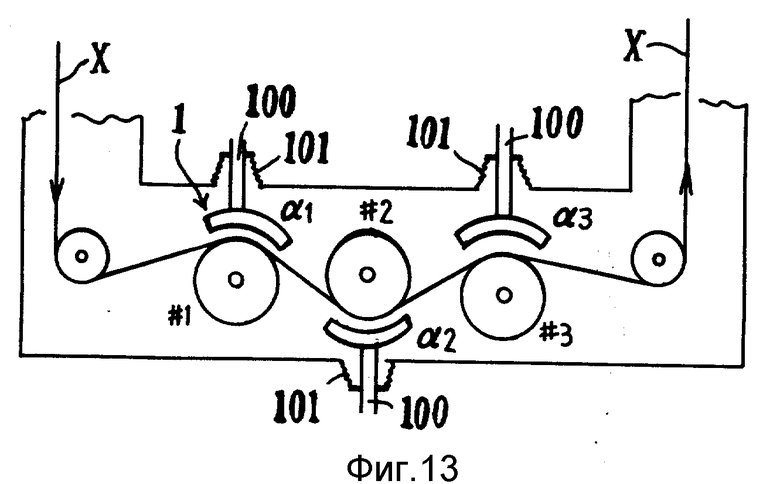
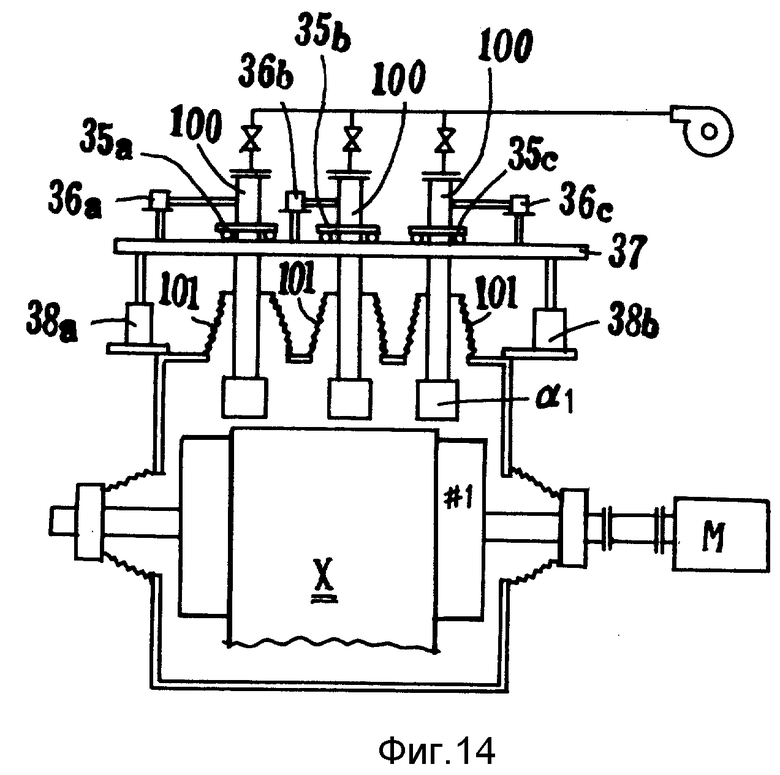
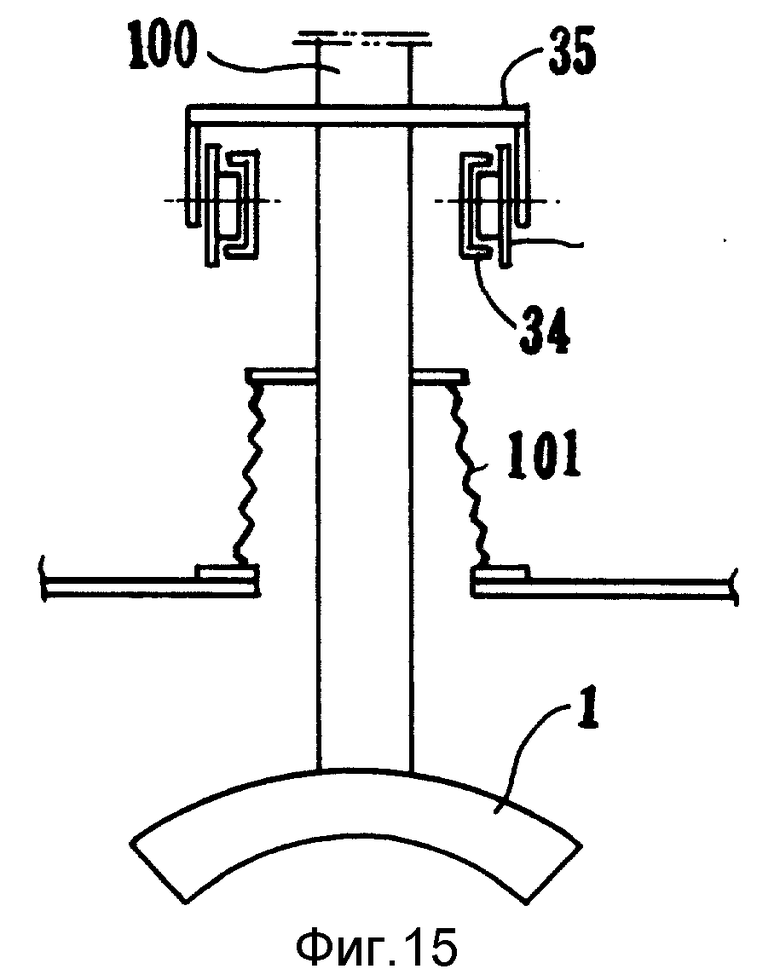
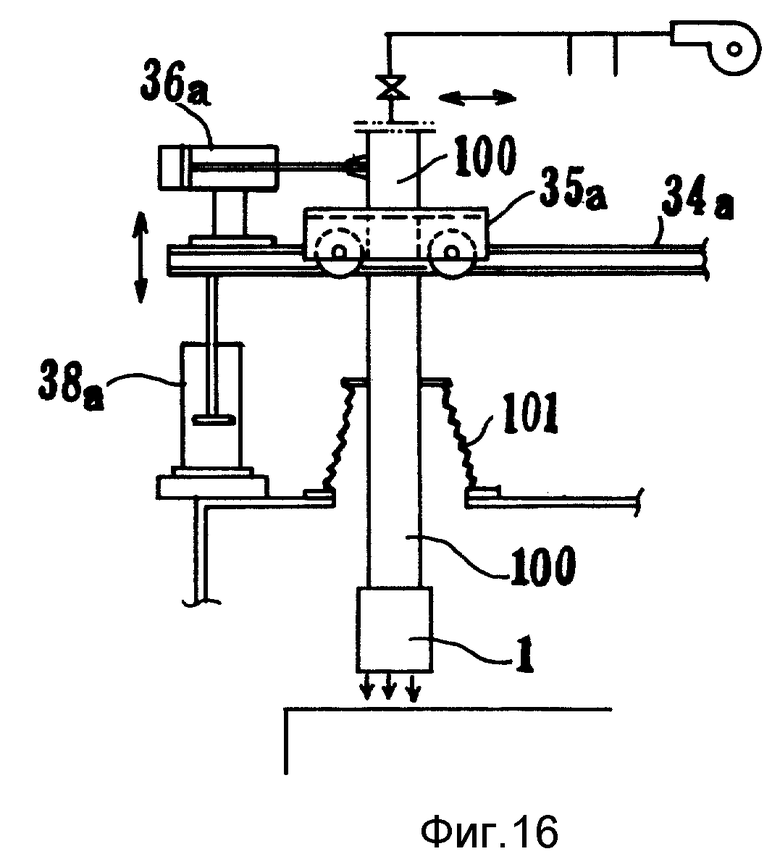
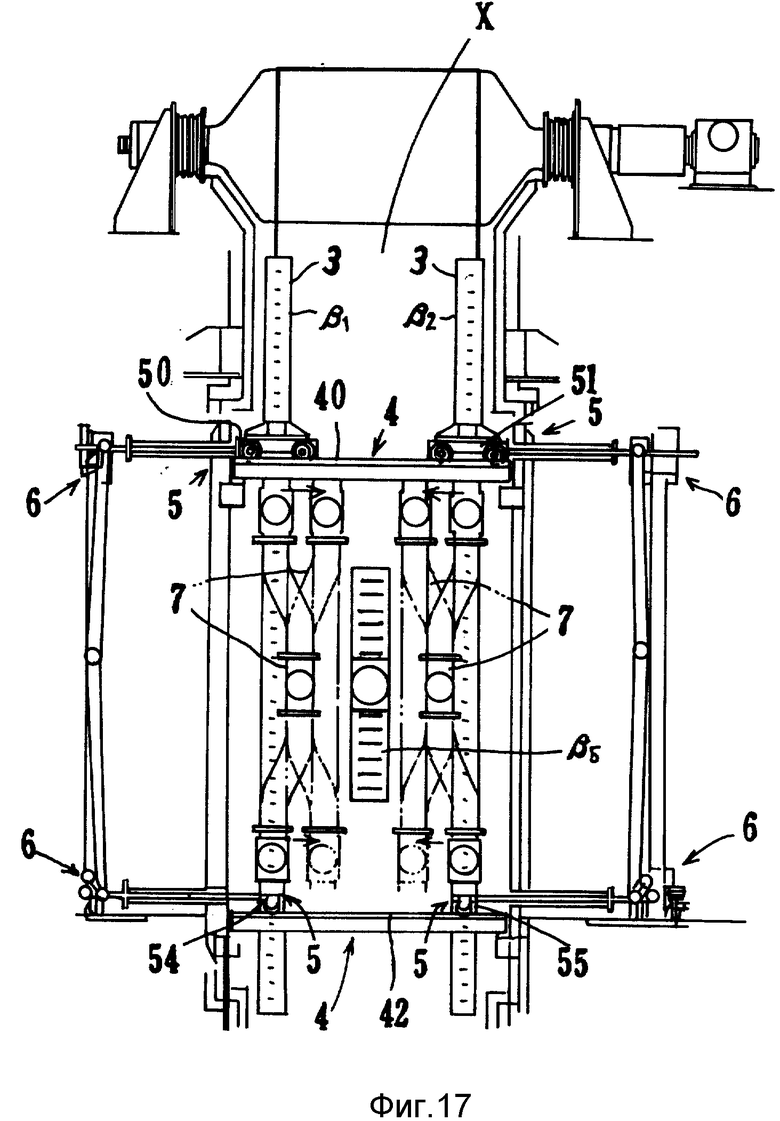
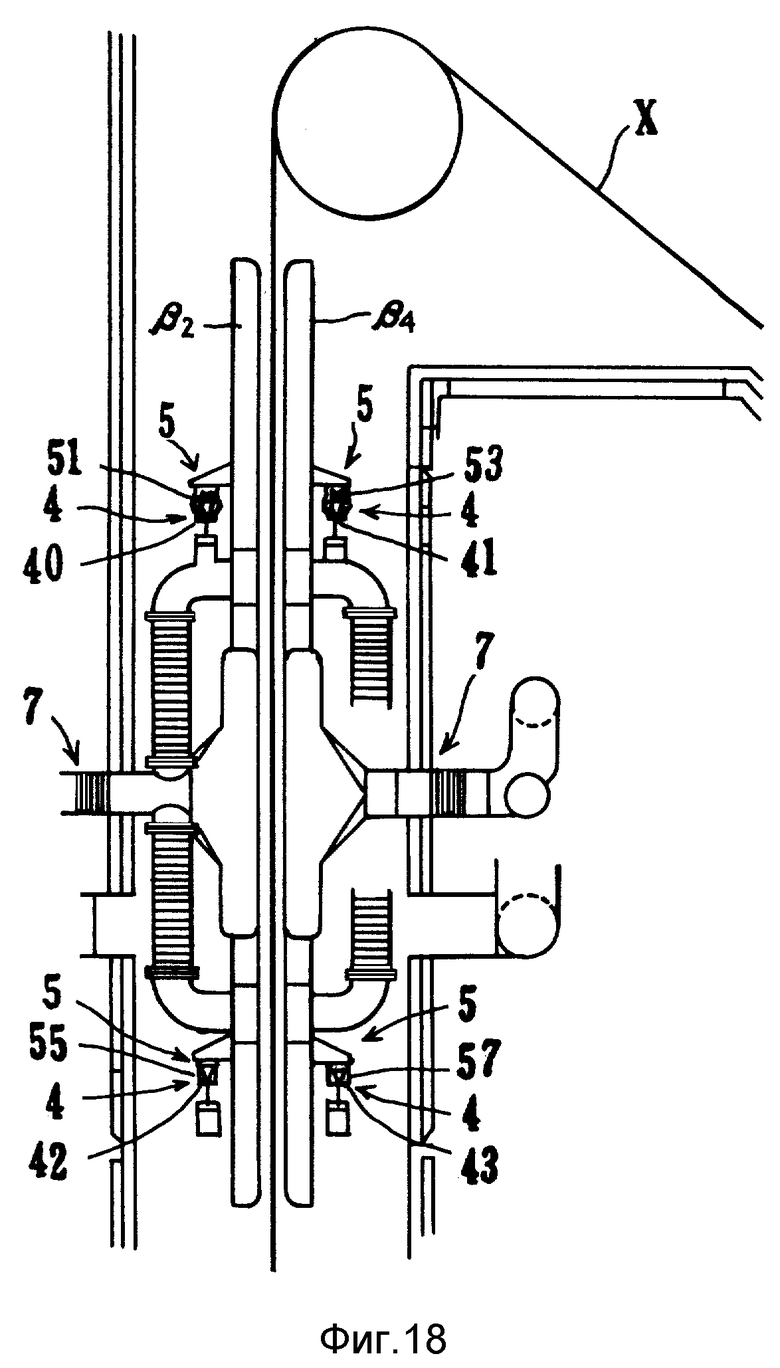
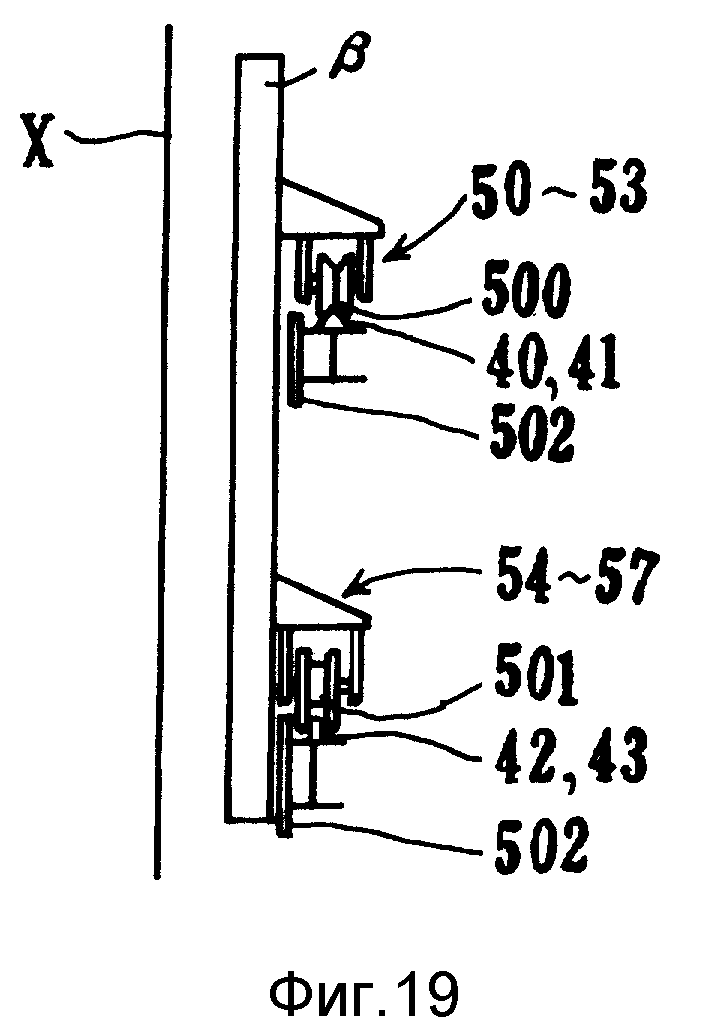
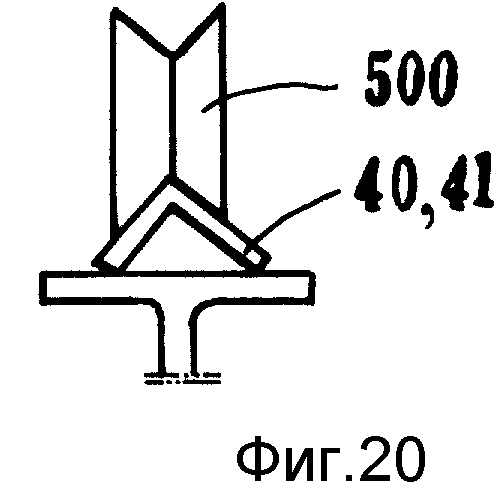
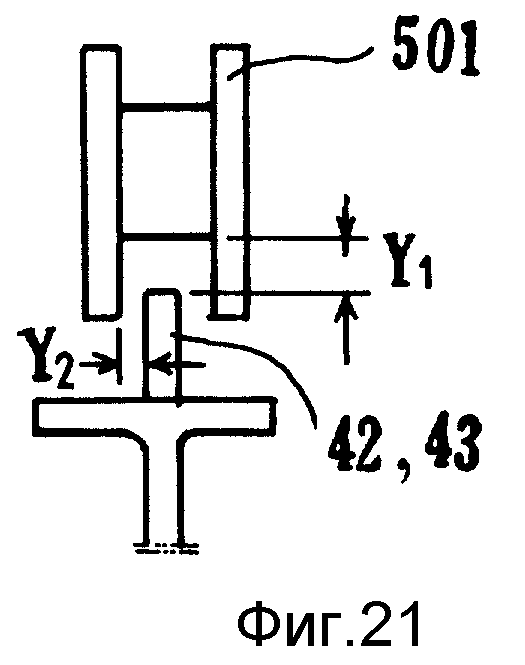
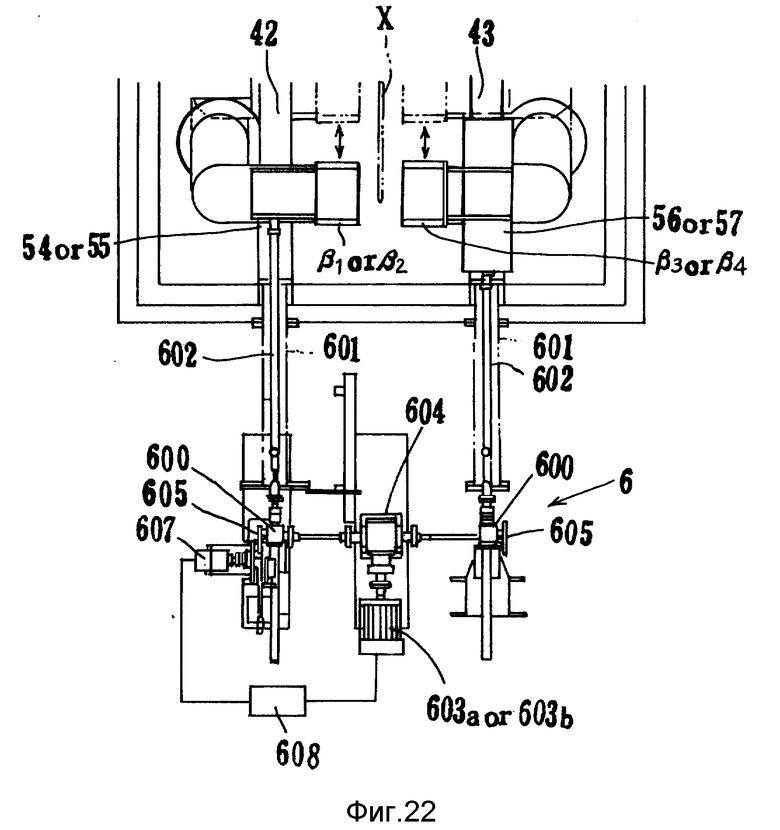
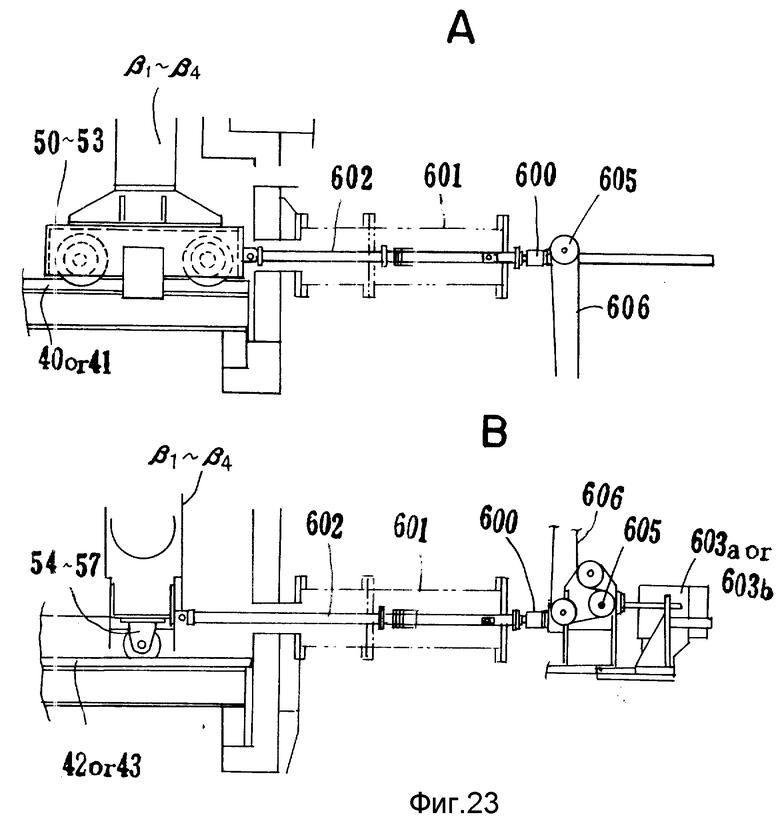
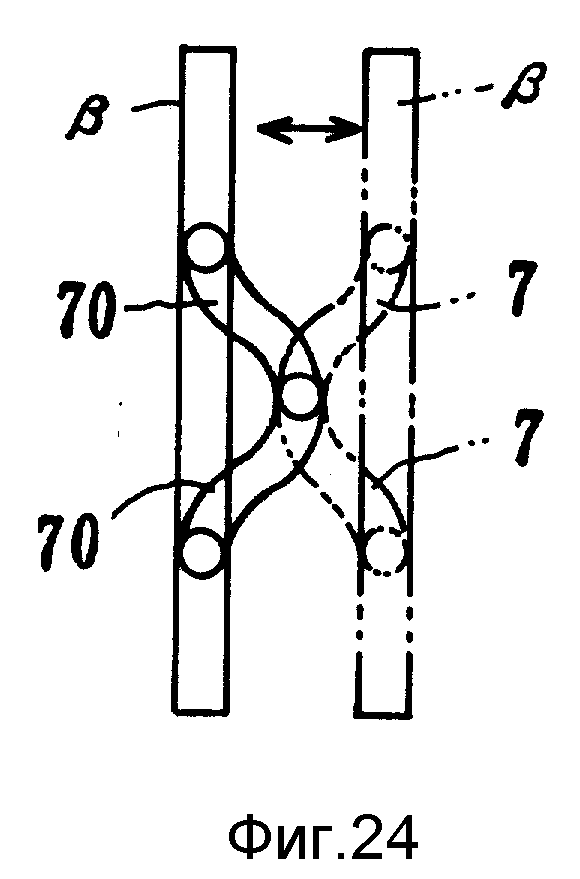
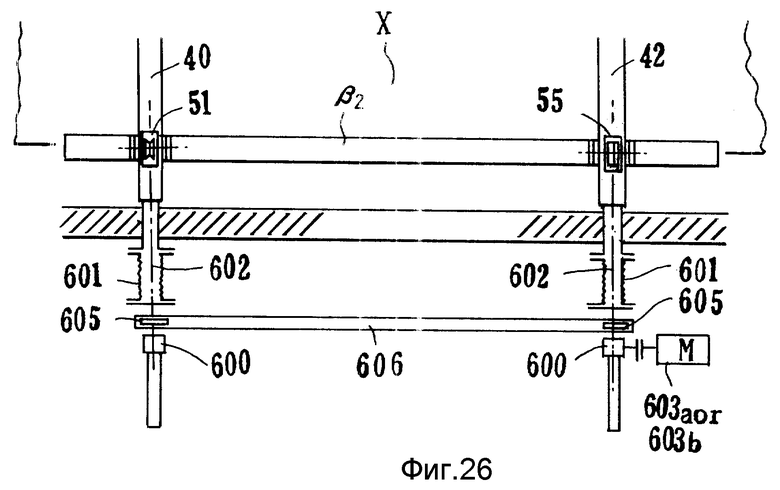
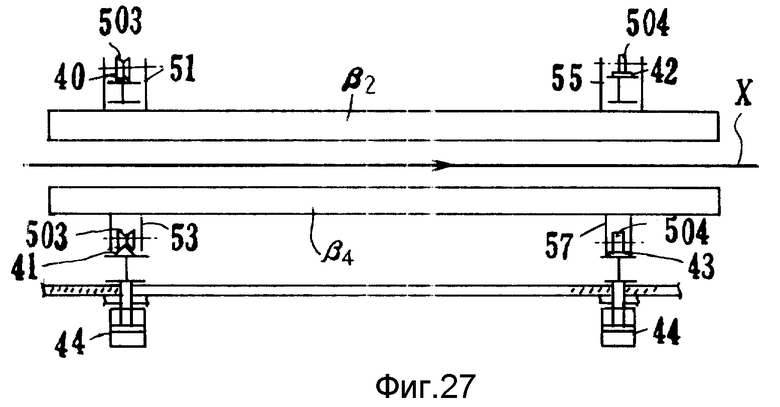
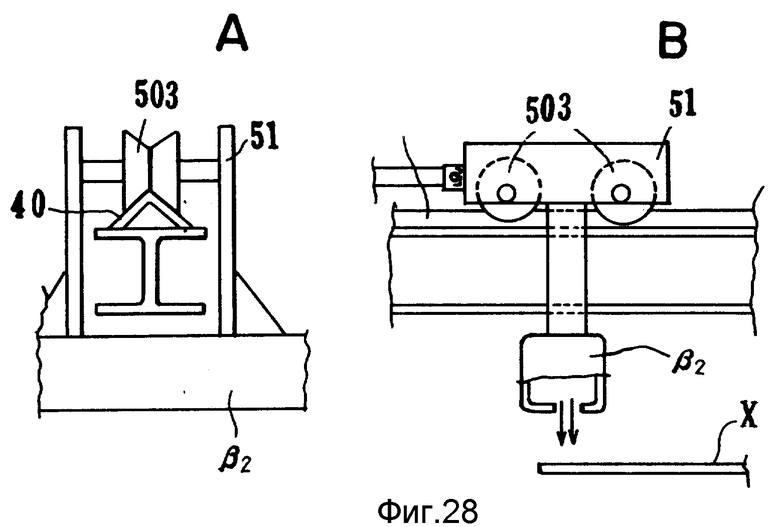
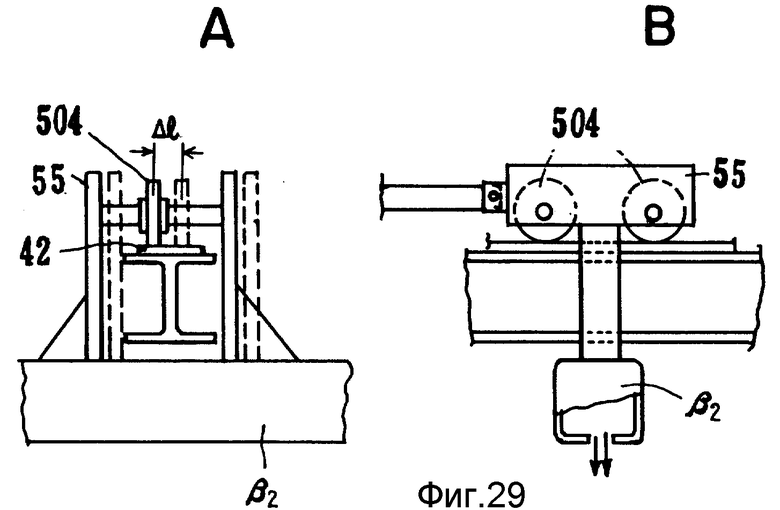
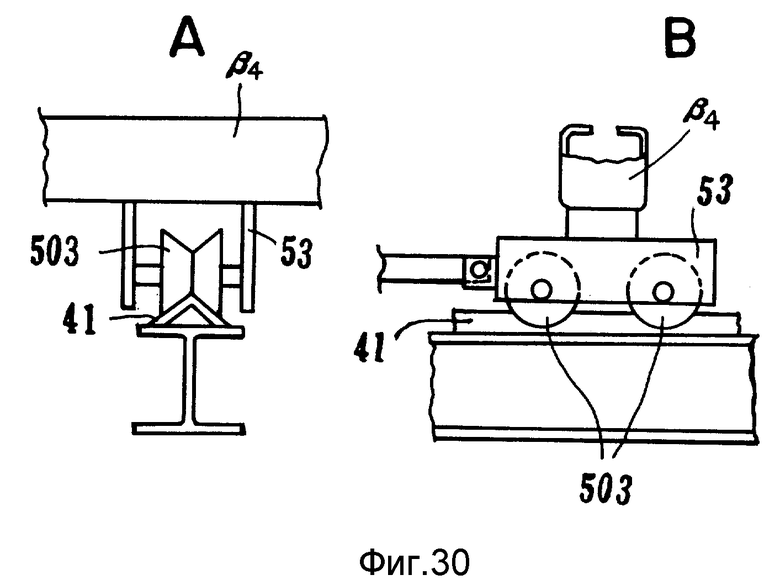
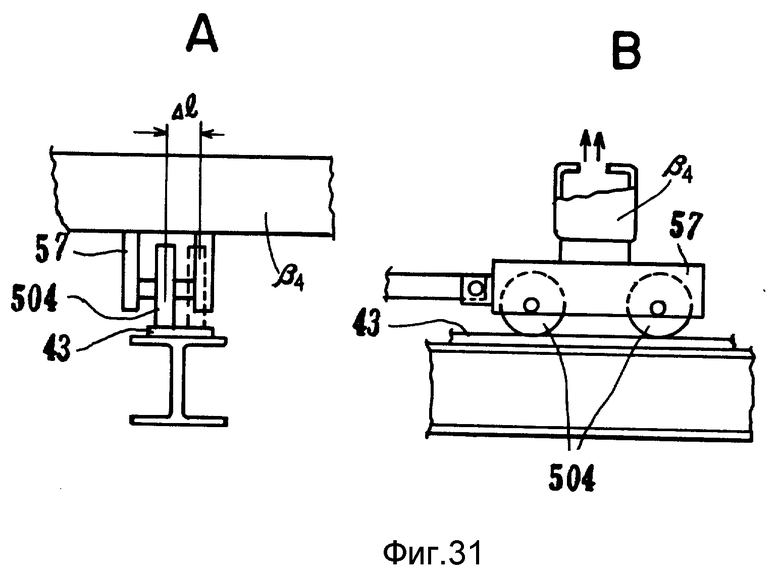
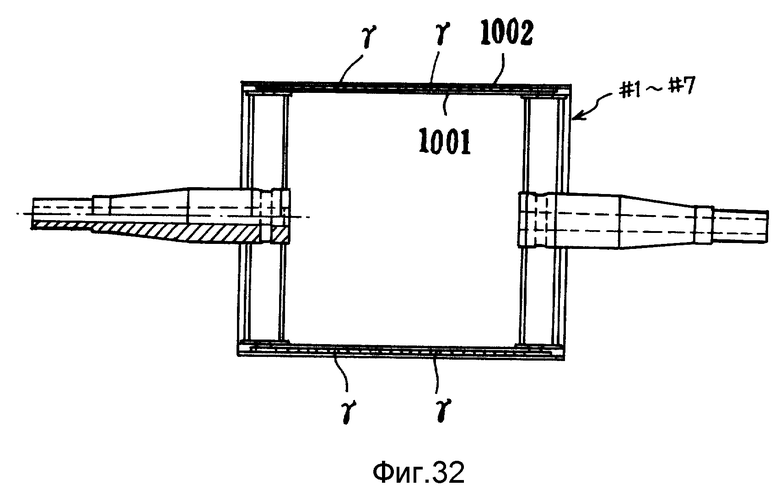
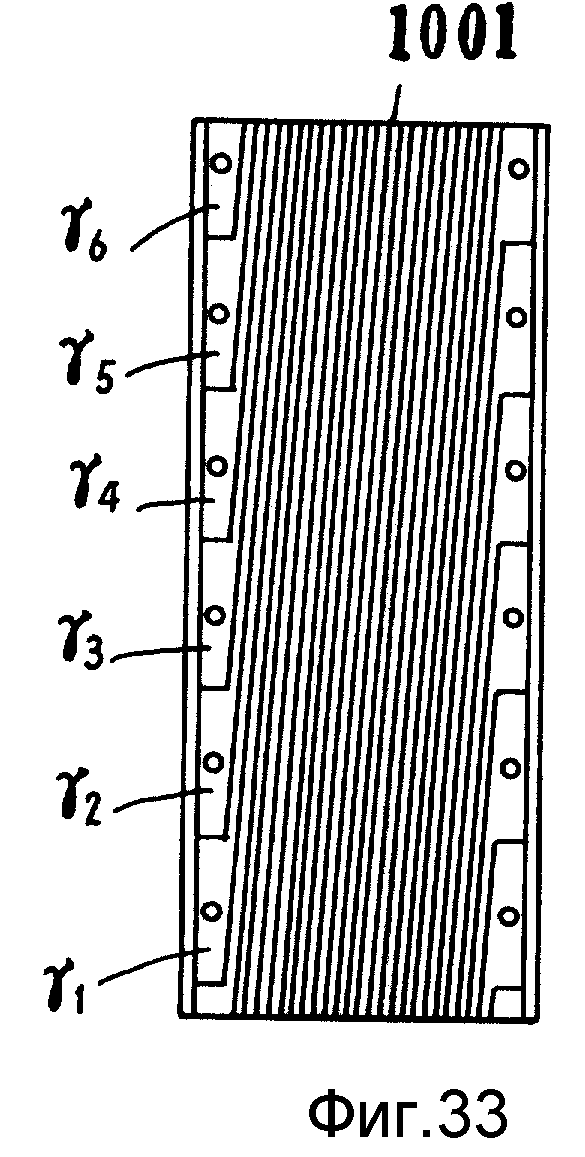
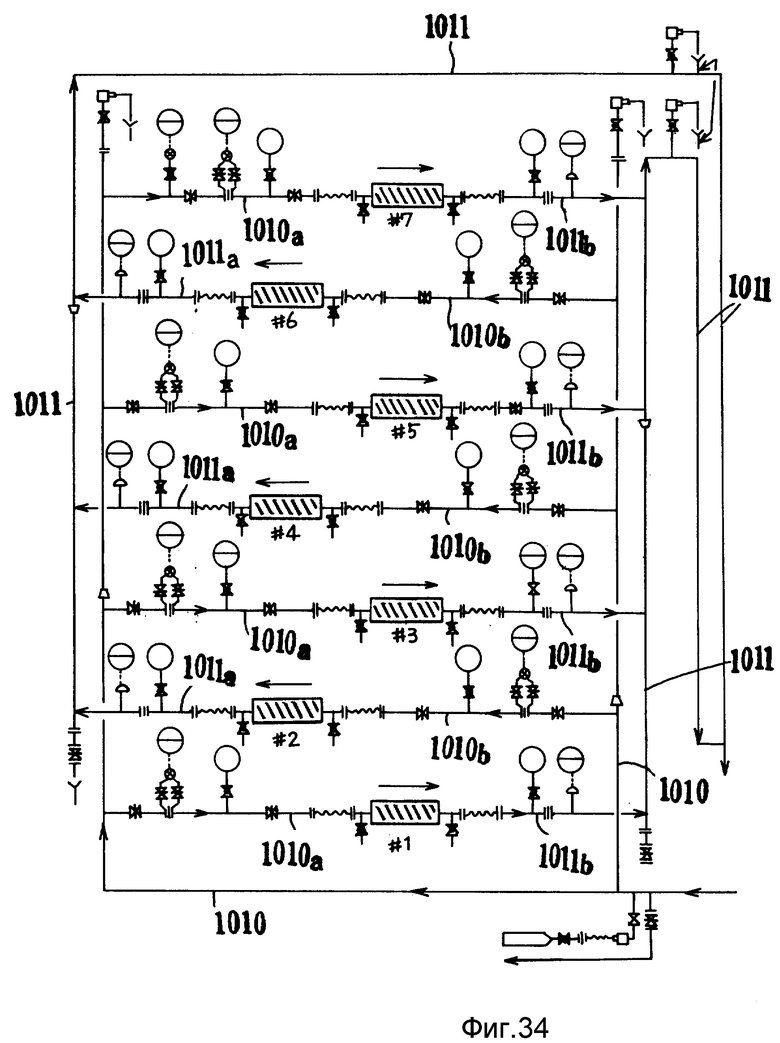
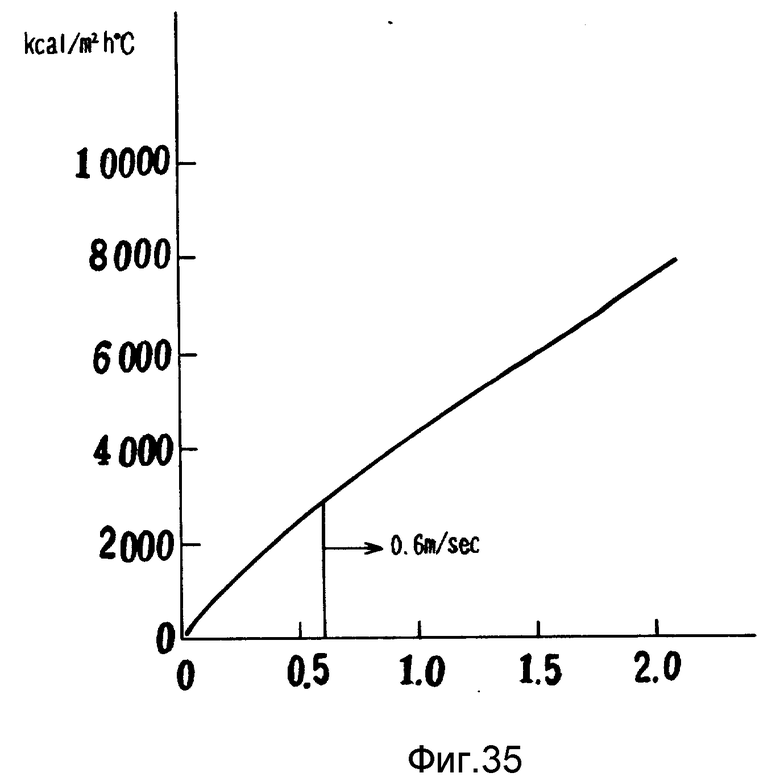
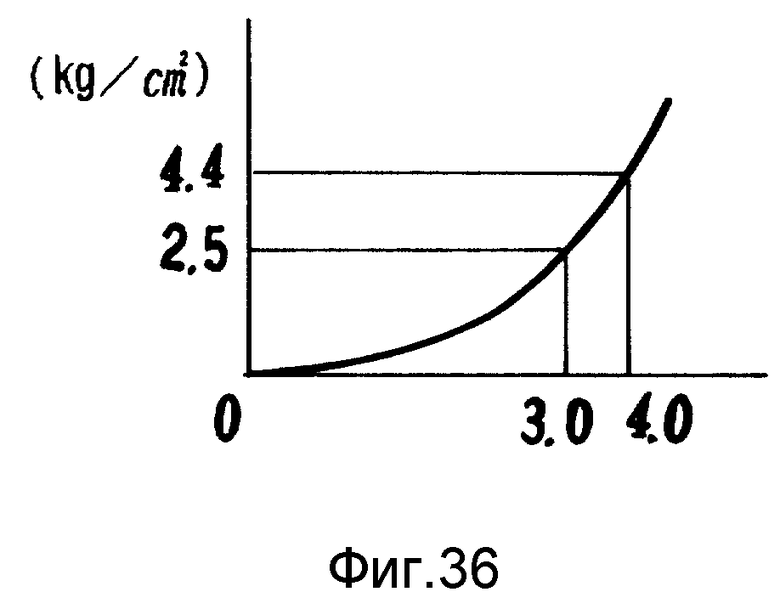
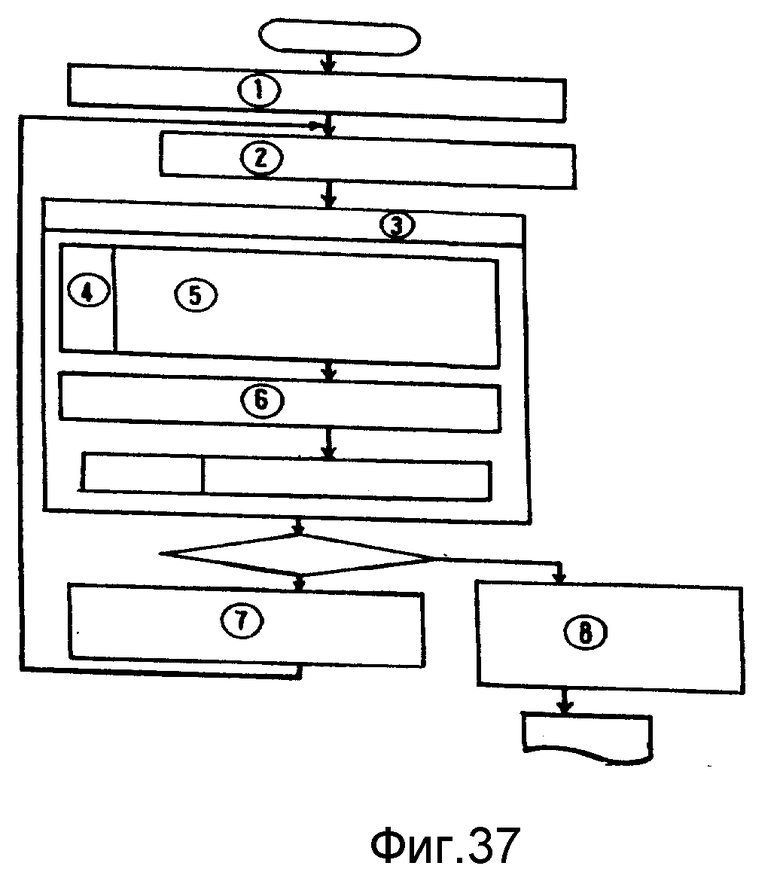
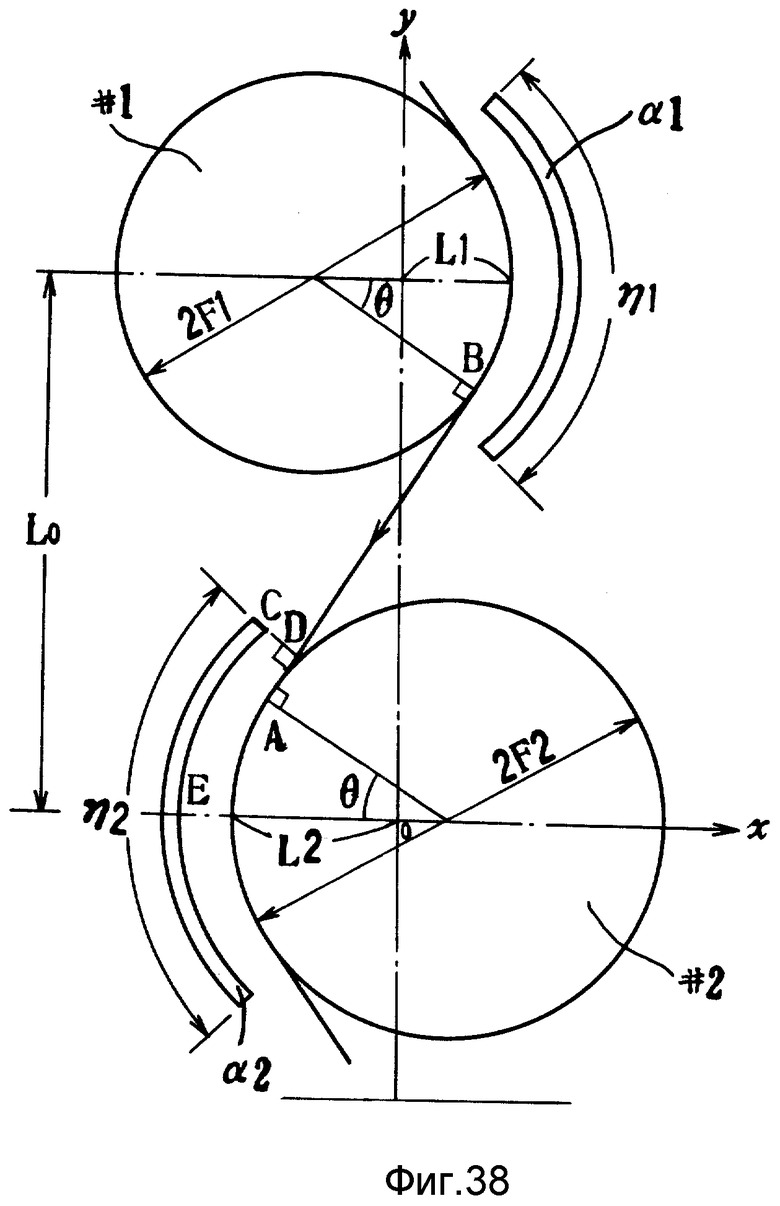
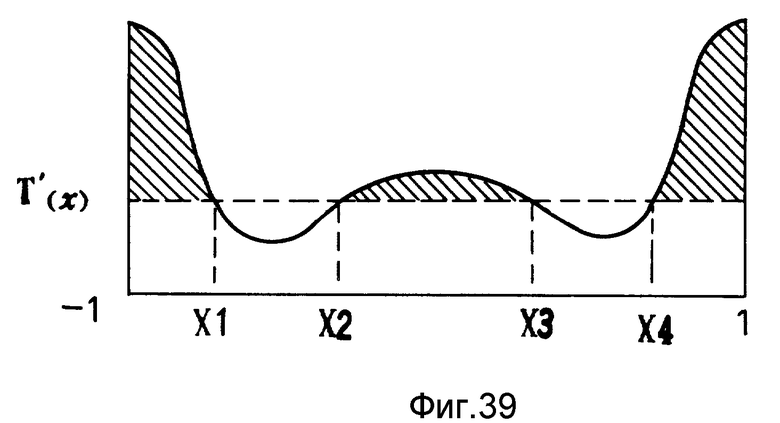
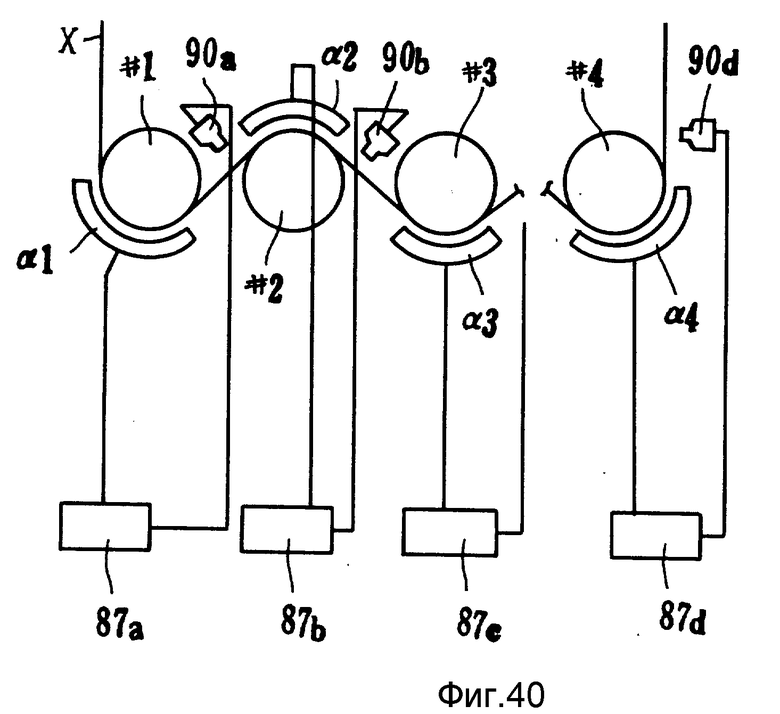
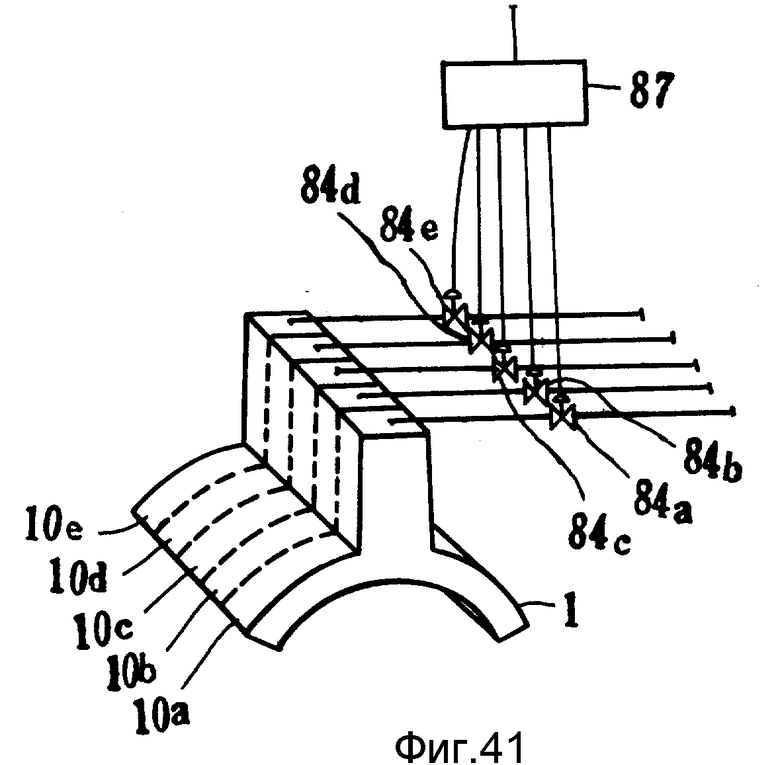
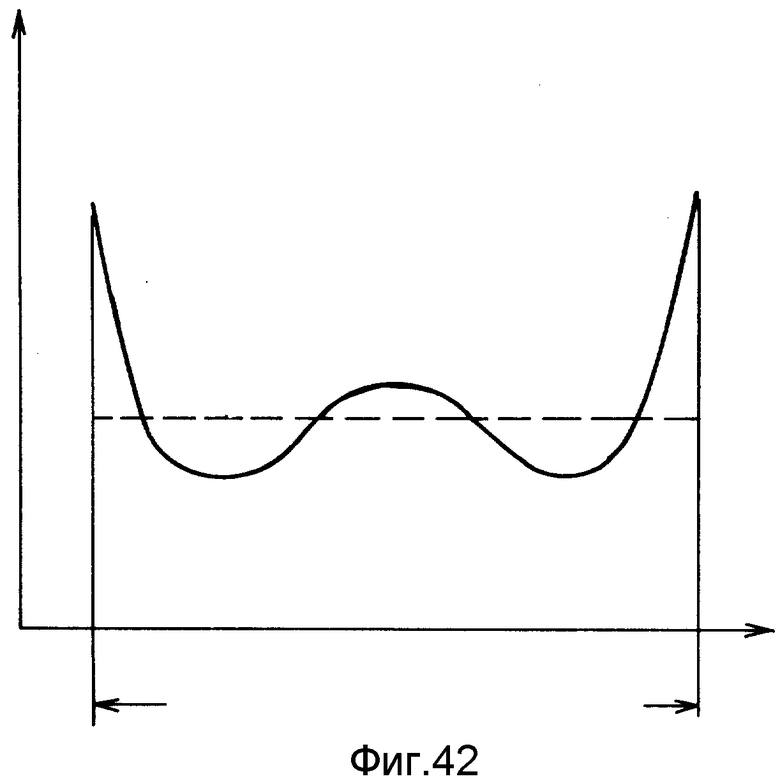
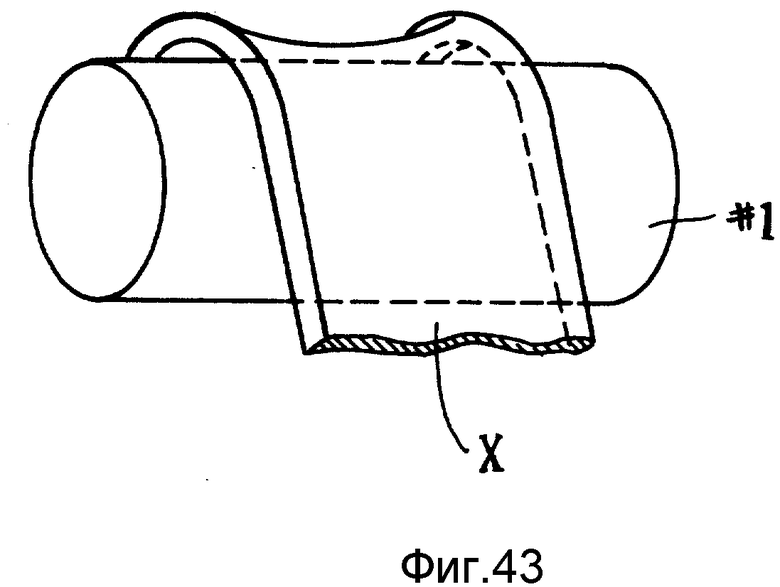
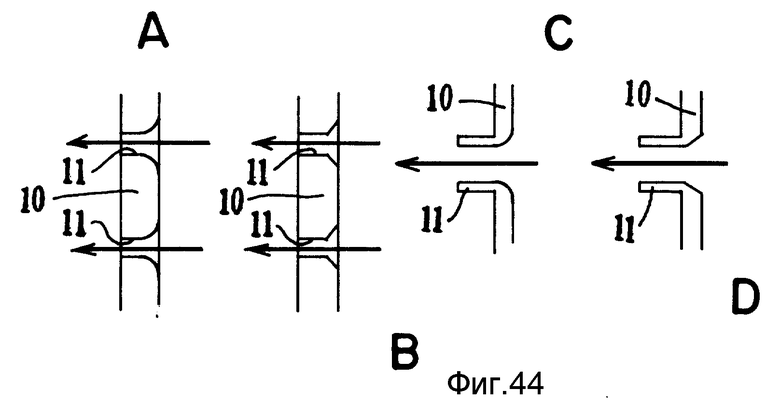
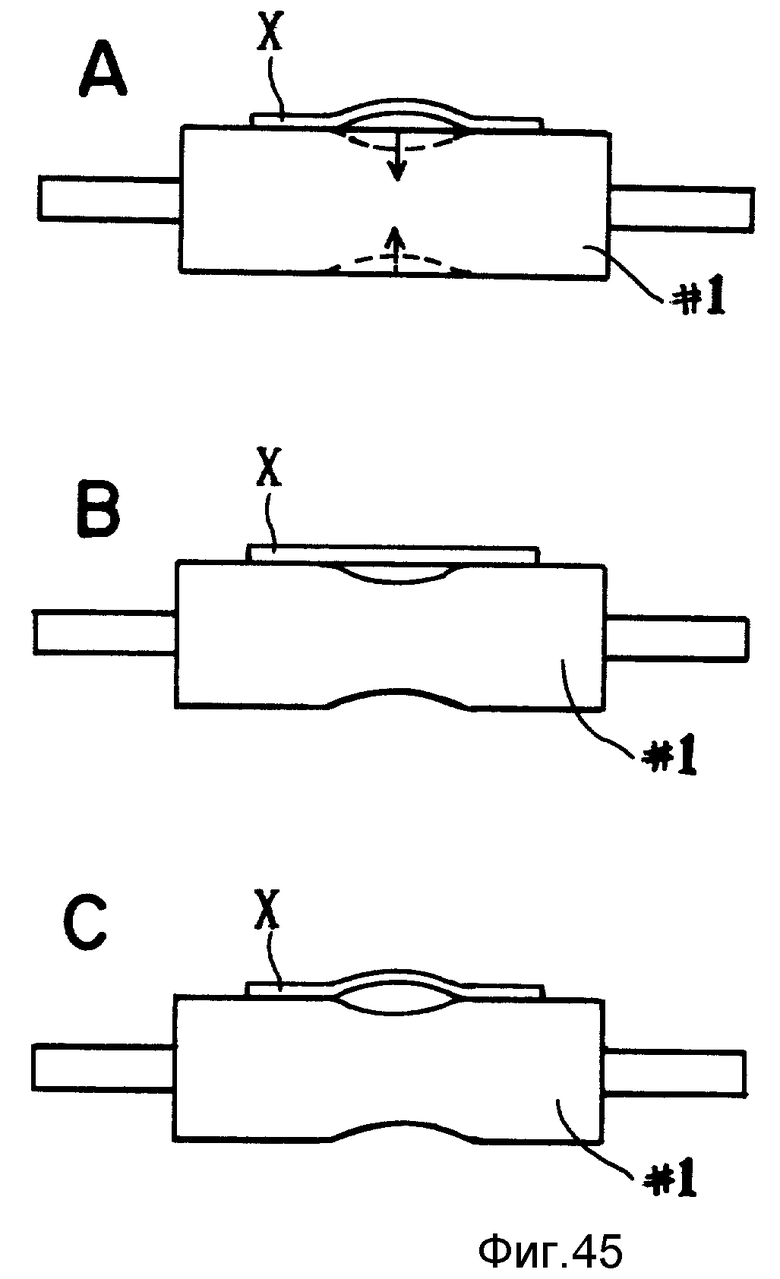
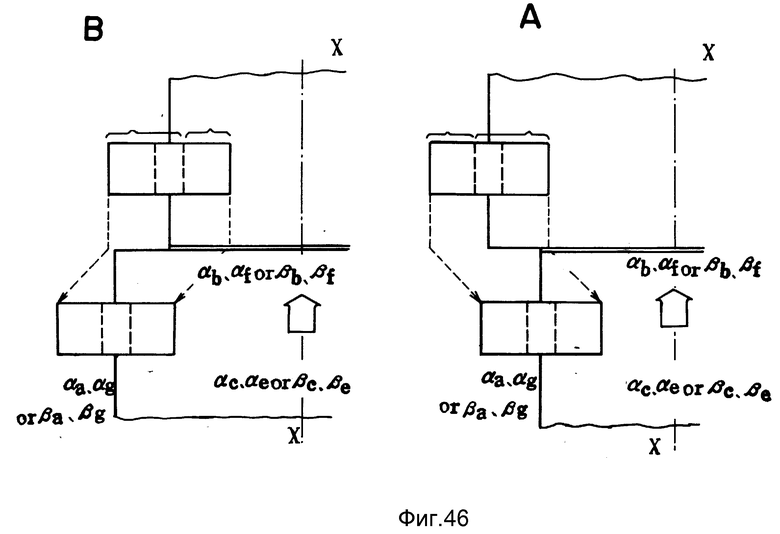
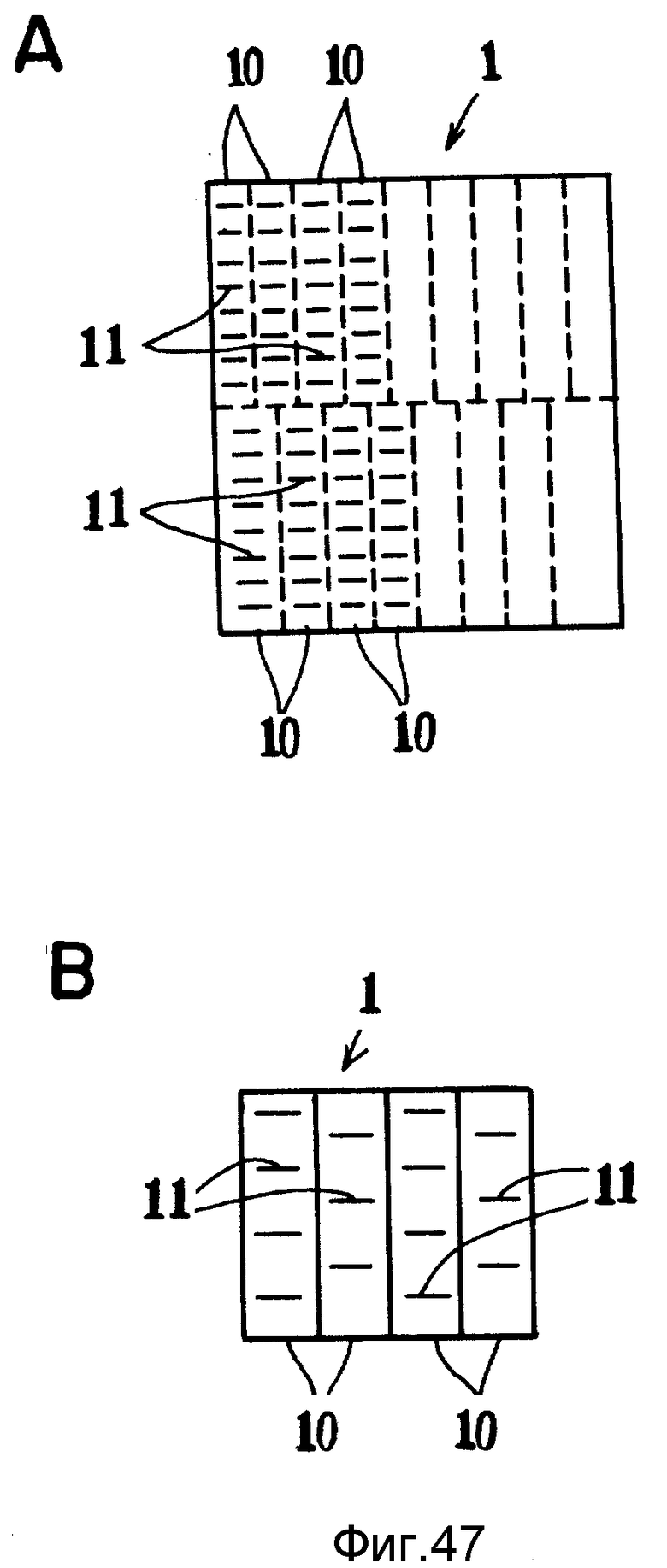
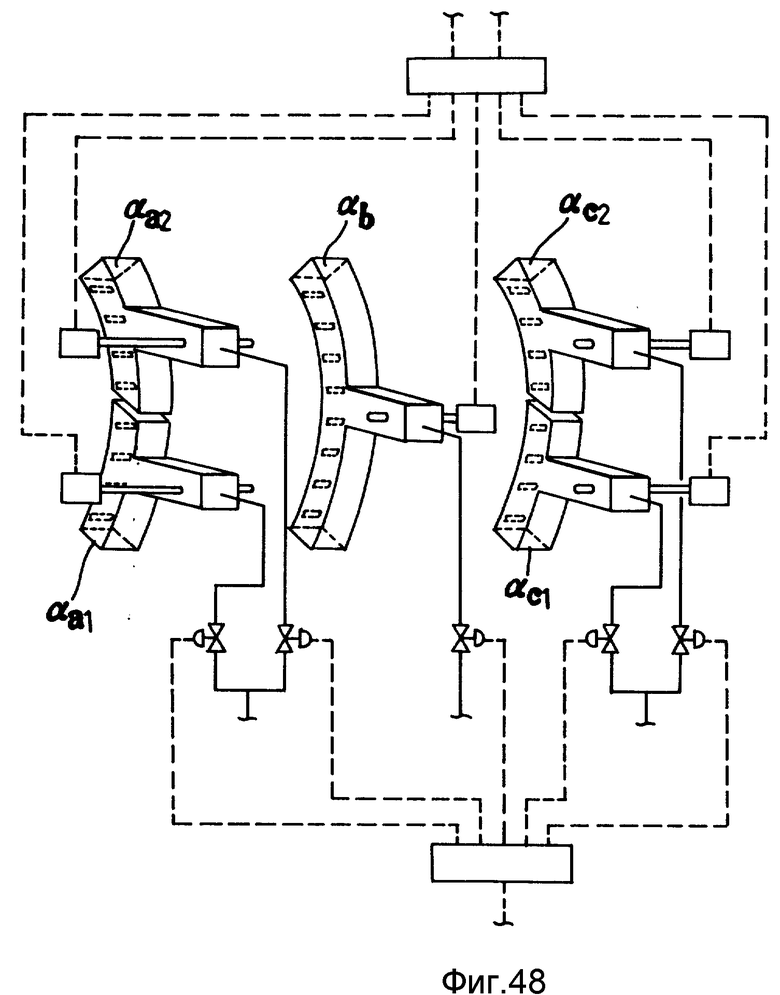
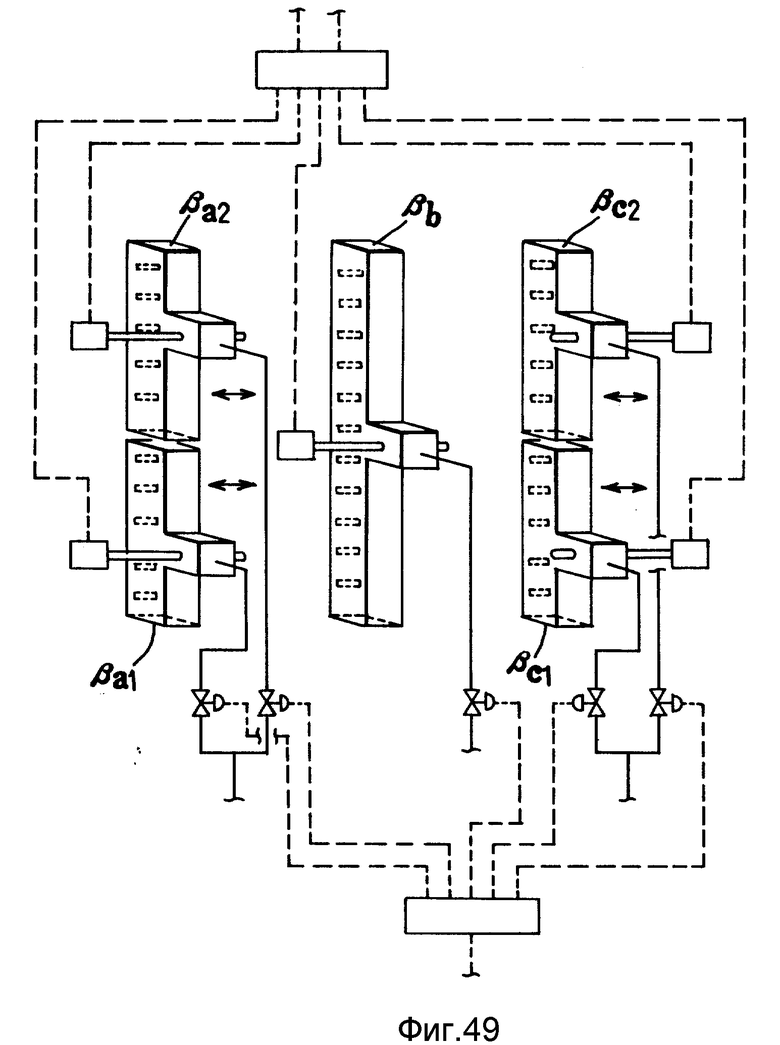
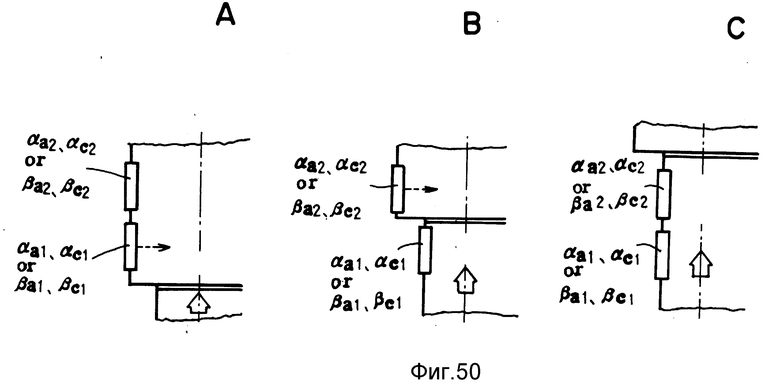
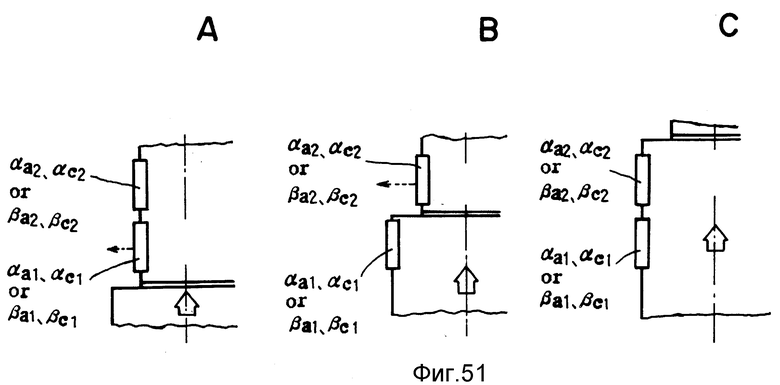
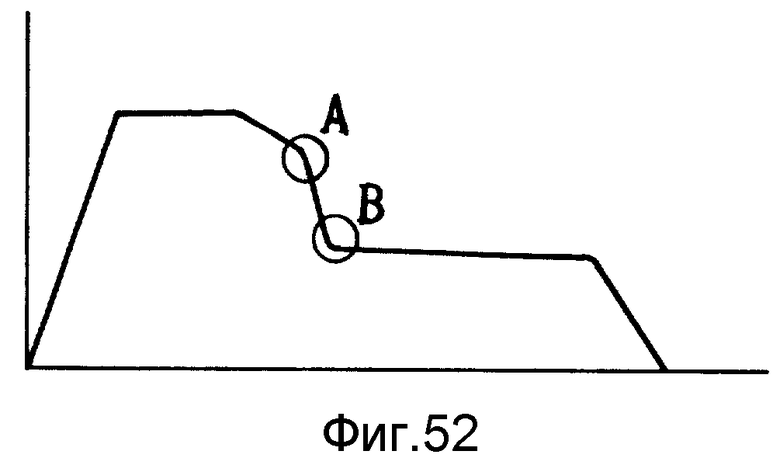
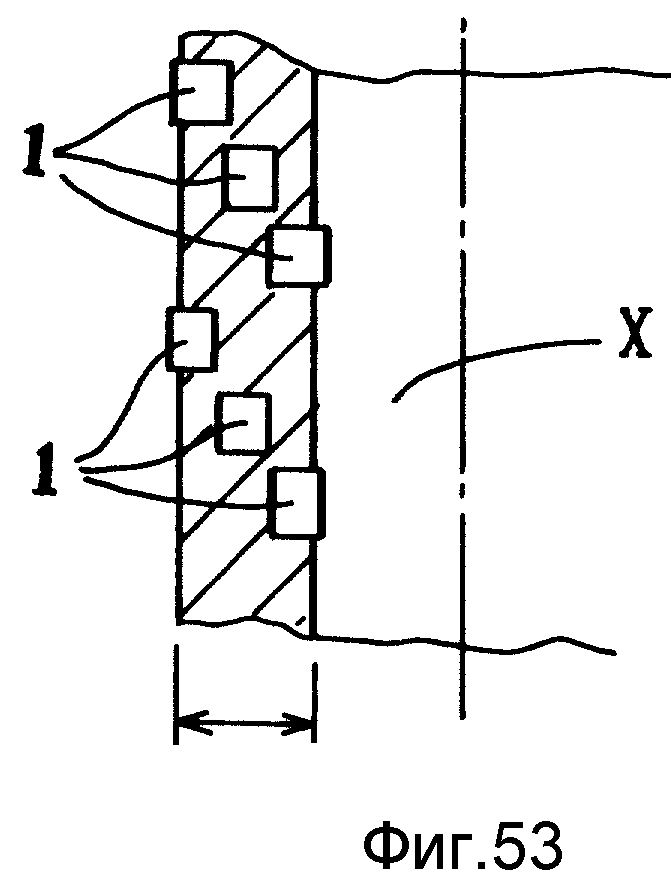
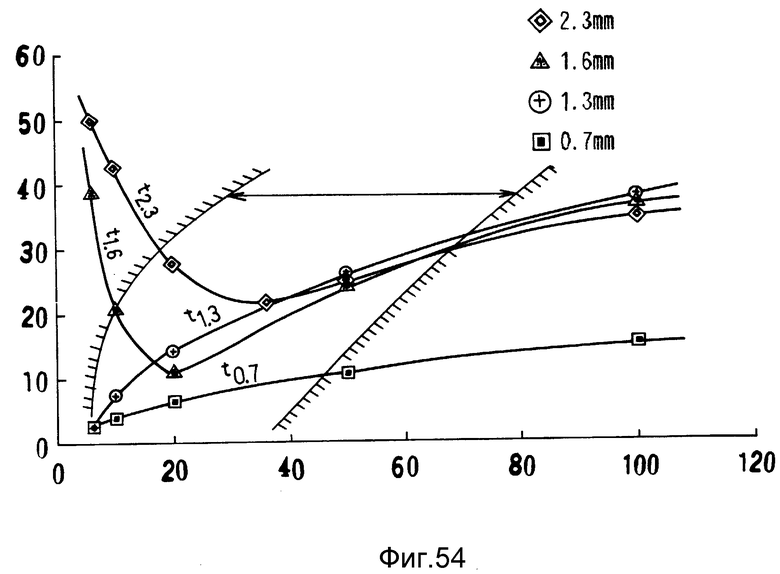
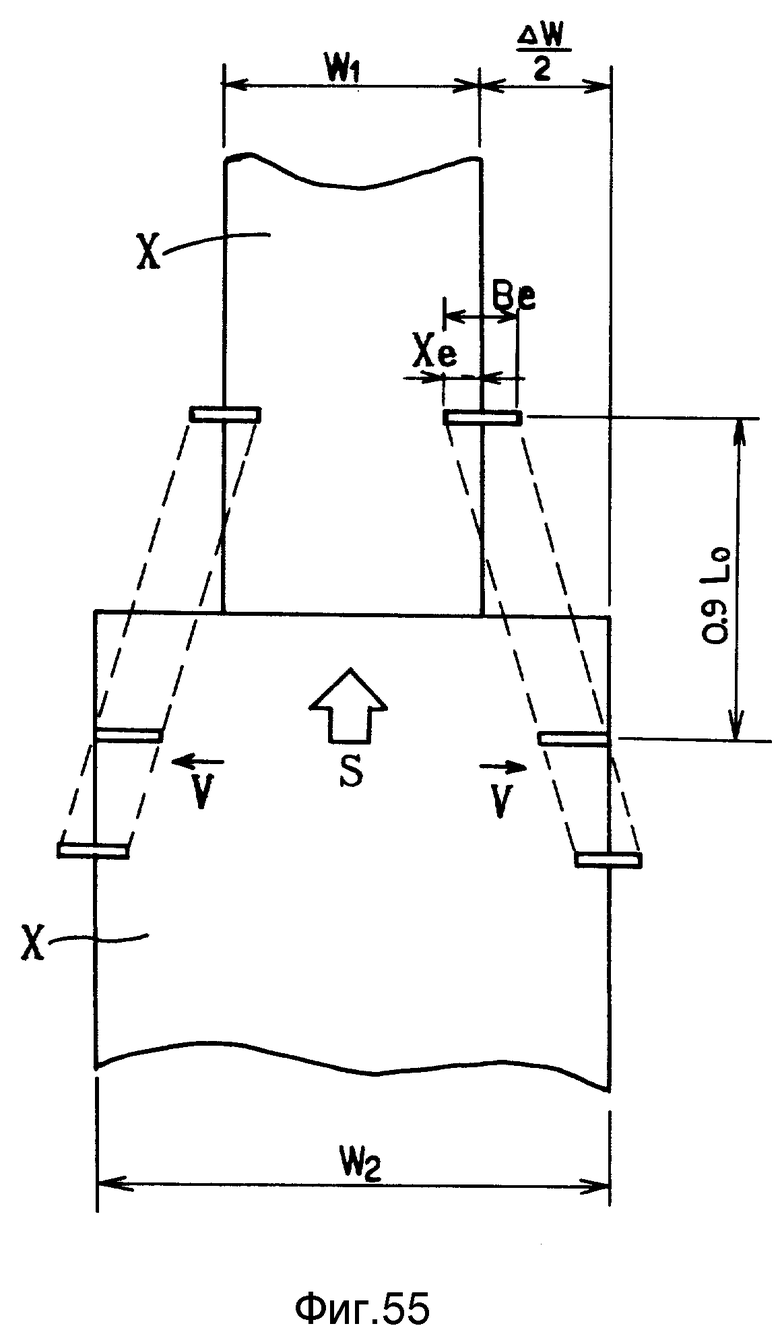
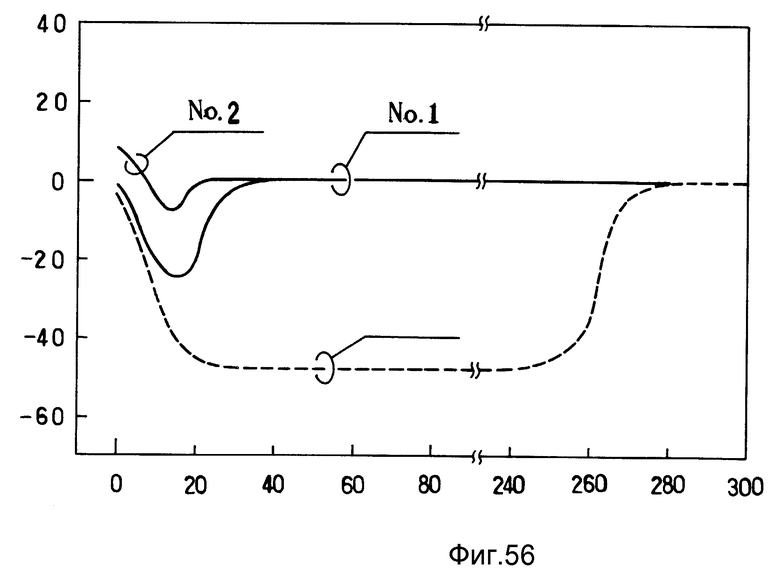
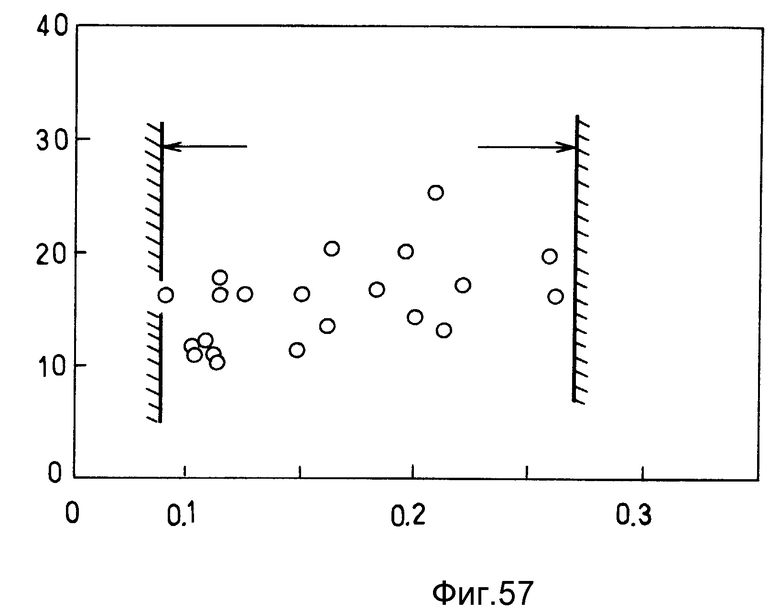
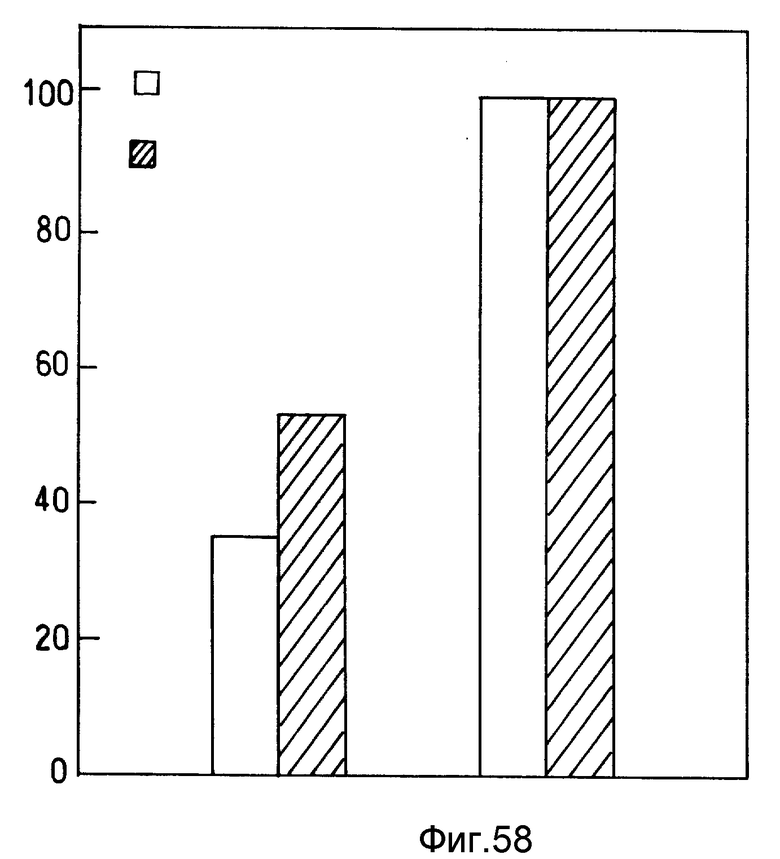
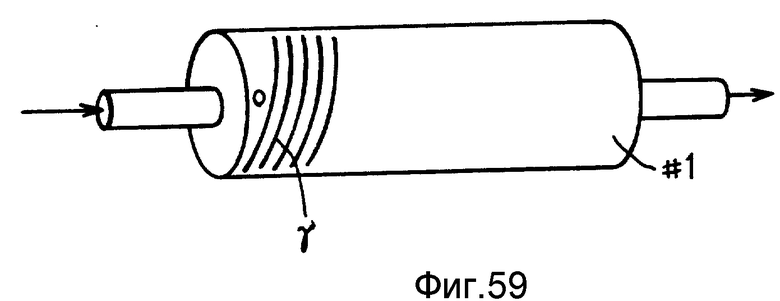
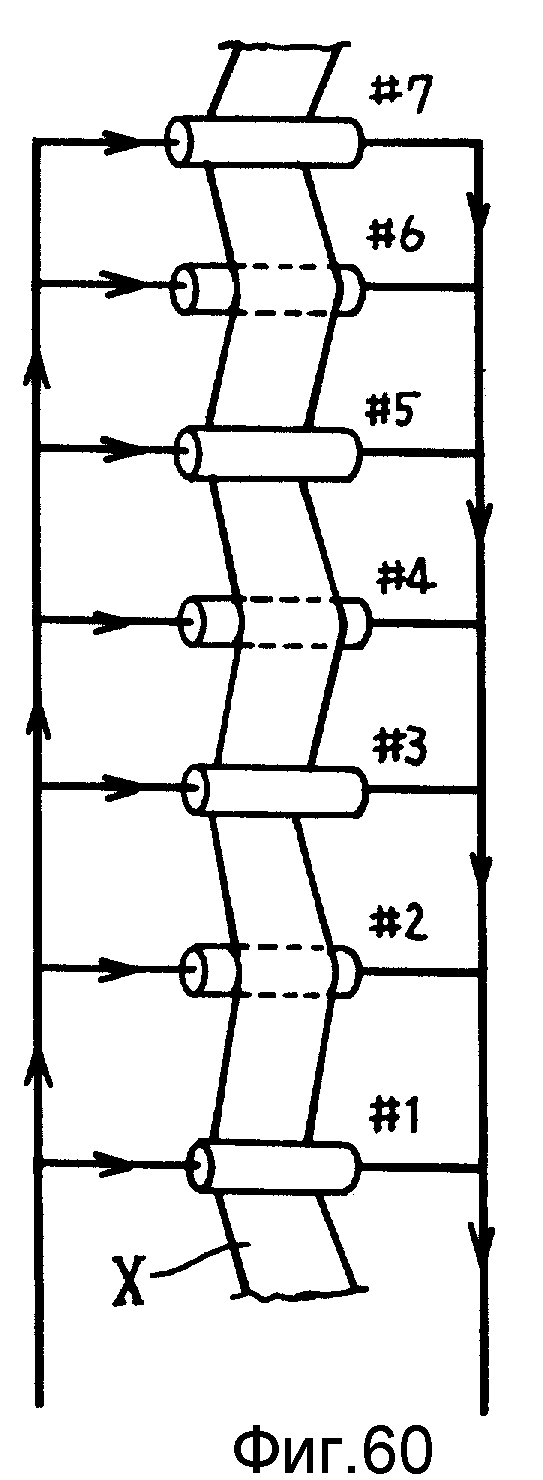
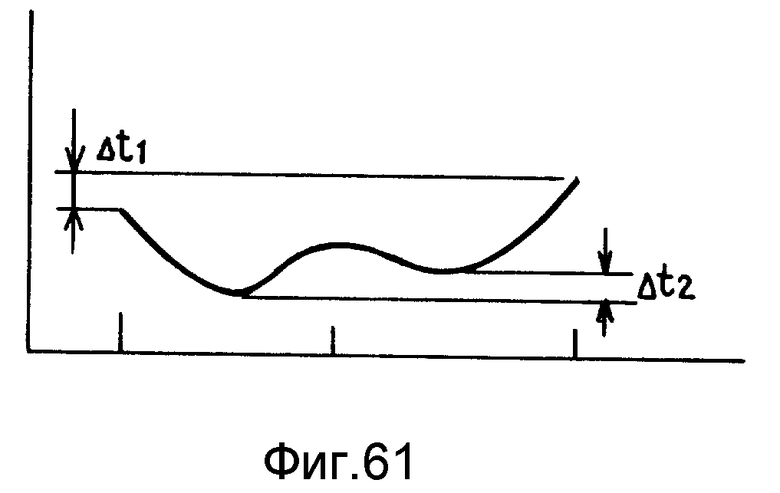
Изобретение относится к устройству и способу охлаждения металлических полос в роликовом закалочном оборудовании линии тепловой обработки, которое предусматривает использование оборудования для охлаждения газовой струей, в котором две или более насадок сопел расположены по направлению оси охлаждающих роликов через металлическую полосу, ширина насадок сопел будет меньше ширины металлической полосы, а сами насадки сопел установлены с возможностью перемещения вдоль направления движения охлаждающих роликов, и как минимум одна из насадок сопел может перемещаться вдоль оси ролика, использование устройства регулирования газа, предназначенное для регулирования давления или скорости потока охлаждающего газа, поступающего в каждую насадку. В зависимости от подобной конструкции насадки сопел узкой ширины перемещаются непосредственно над горячими точками, обычно имеющими форму буквы W и небольшой размер по ширине неравномерного распределения температуры, а охлаждающий газ нагнетается в эти горячие точки, причем давление или скорость потока этого охлаждающего газа регулируется с помощью специального устройства регулирования газа, благодаря чему осуществляется концентрическое охлаждение горячих точек и тем самым эффективно устраняется неравномерное распределение температуры. 6 с. и 62 з.п. ф-лы, 61 ил., 1 табл.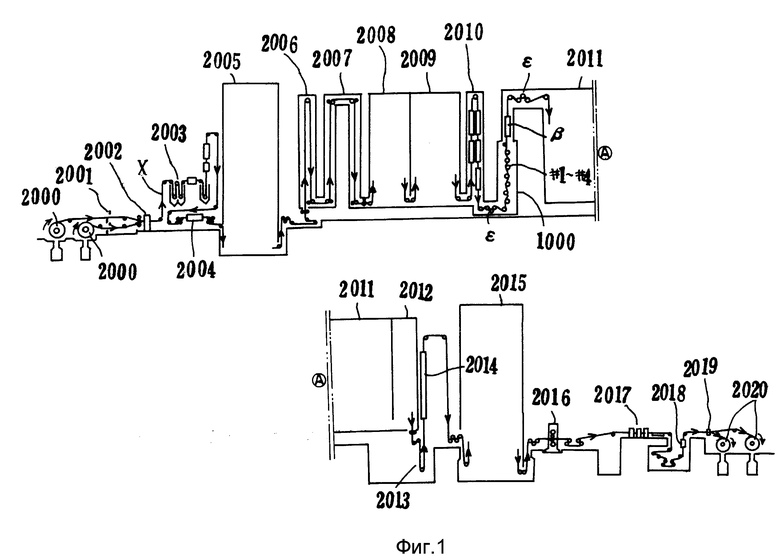

где t < 1,3 мм,
где 
Be - ширина насадки, мм;
t - толщина полосы, мм;
ΔW - количественное изменение ширины металлической полосы, мм;
L0 - длина прохода между роликами в печи тепловой обработки после охлаждения, м;
v - скорость перемещения насадки сопла по длине ролика (или по ширине полосы), мм/мин;
S - линейная скорость, м/мин,
а ширину сопла на центральной насадке устанавливают в соответствии с уравнением 3
где Bc - ширина насадки, мм;
W - ширина полосы, мм.
где t < 1,3 мм,
где 
WE - ширина охлаждения насадок сопел на обеих кромках полосы, мм;
t - толщина полосы, мм,
а зоны охлаждения по центру полосы с шириной, рассчитываемой в соответствии с уравнением 10
где Wc - ширина охлаждения центральных насадок сопел, мм;
B - ширина полосы, мм,
при этом в соответствии с распределением температуры по ширине полосы на выходном участке из охлаждающих роликов регулируют давление и скорость подачи газа в насадки сопел.
Приоритет по пунктам:
03.06.93 - по пп.1, 2, 5-8, 18, 27, 43-49;
22.06.93 - по пп.13, 14, 15, 52;
01.06.93 - по пп.30-33;
01.06.93 - по пп.37-40;
01.06.93 - по пп.53 и 54;
03.06.93 - по пп.62-68.
| JP, патент 60-169524, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

