Изобретение относится к способу охлаждения расплавленной стали, в частности, к литью полосы, при котором, по меньшей мере, часть выходящего из насадки металлургической емкости жидкого металла затвердевает, благодаря контакту с поверхностью охлаждения, также к устройству для осуществления способа.
При непрерывном литье или непрерывной разливке жидкий металл направляется в охлажденную форму, причем, благодаря контакту с холодной формой образуется фронт затвердевания, проходящий от наружной стороны внутрь отливаемого изделия. Для улучшения качества металлической заготовки известно, что к ней подают инертный газ.
Так, например, в выложенной заявке ФРГ DE-OS 2163928, при изготовлении стальных заготовок непрерывного литья струи металла в охлажденную форму, в верхнюю часть формы вблизи поверхности жидкого металла над металлом подают инертный газ. При этом предлагается наносить на поверхность стальной заготовки предварительно сжиженный с помощью сжатия и снижения температуры азот или аргон.
Из этого документа лишь известно, что жидкий металл подвергают воздействию атмосферы инертного газа, и газовый поток настраивают таким образом, что жидкий металл заготовки приводится во вращательное движение вокруг вертикальной оси.
Из DE 3227132 A1 известно, что струю металла, выходящую из дозировочного насадка, включают в защитную оболочку из инертного газа, аргона или азота, чтобы не допускать воздух к расплаву металла. Этот находящийся под давлением инертный газ образует экран для кислорода окружающей среды и таким образом предотвращает реоксидирование лежащего свободно мениска металлического расплава. Специалист не может позаимствовать из этого материала сведений о воздействии на жидкий металл. Далее, применение инертного газа для обработки уже затвердевшего или лишь нагретого металлического прутка или проволоки известно. Следовало бы здесь упомянуть, например, описание DE 3506597 A1, по которому проволоку подвергают воздействию газа, обладающего невысокими восстановительными свойствами, в корпусе охлаждающей колонны. Применяемый здесь газ вводится в корпус не направленно и служит исключительно лишь для охлаждения и, обычно, для снижения образования окалины.
В указанных способах литья инертный газ приводится в контакт или с жидкой или с уже затвердевшей поверхностью. При литье полосы, как известно из документа DE 3810302, жидкий металл подается на охлажденную ленту и свободная поверхность полосовой заготовки охлаждается во время ее транспортировки на ленточном транспортере, так что в передней области вблизи насадка свободная поверхность еще жидкая, а затем затвердевает благодаря охлаждению.
Кроме того, известен способ охлаждения расплавленной стали при литье полосы, включающей затвердевание, по меньшей мере, части расплава, выходящего из насадка металлургической емкости, при контакте с охлаждающей поверхностью, направление образующего восстановительную атмосферу газового потока на свободную поверхность жидкой стальной заготовки непосредственно после ее выхода из насадка и воздействие газовой атмосферой на поверхность непрерывной заготовки, по меньшей мере, до полного затвердевания (JP, A 61-38747, кл. B 22 D 11/06, 1986).
Известно также устройство для охлаждения металлического расплава при литье полосы, которое содержит емкость с насадком для подачи расплава на охлаждаемую форму, контактирующую с, по меньшей мере, одной стороной отливаемой полосы, и кожух, который окружает полосу до ее полного затвердевания, при этом внутри кожуха расположены газовые сопла, которые подсоединены к станции снабжения газом (CH, 626279, кл. B 22 D 11/06, 1981).
Технический результат, создаваемый изобретением заключается в создании способа и устройства, с помощью которых можно оказывать влияние на поверхность металлического литого изделия, а также на его форму и качество.
Это достигается за счет того, что в способе газовый поток подают на поверхность стальной заготовки под углом до 45o в направлении ее вытягивания с количеством и скоростью газа, достаточными для уменьшения поперечного сечения заготовки к поверхности.
Согласно предпочтительному выполнению способа температурный режим газа поддерживают на заданном уровне. При этом газ нагревают до температуры, которая в течение некоторого времени задерживает затвердевание поверхности заготовки. В этом случае является целесообразным вводить горячий газ в направлении транспортировки на поверхность заготовки в области, в которой начавшийся на противоположной стороне фронт затвердевания еще не проник через заготовку в направлении толщины.
Кроме того целесообразно охлаждать газ настолько, что он подается в жидкой форме. При этом газ для снижения поверхностного напряжения в стальной заготовке следует подавать на нее изокинетически и под углом < 10o.
Целесообразно управлять газовым потоком с регулированием скорости и давления в направлении поперек направления транспортирования стальной заготовки, а профиль скорости и давления имеют выпуклую форму.
Указанный технический результат достигается также в устройстве для непрерывного охлаждения расплавленной стали для непрерывного литья полосы за счет того, что газовые сопла расположены параллельно насадку для подачи расплава, по меньшей мере, в непосредственной близости от него и под углом к направлению вытягивания полосы до 45o, при этом кожух на участке выхода полосы имеет уплотнение для устранения утечки газа, а число газовых сопл и их расположение в направлении вытягивания полосы и по ее ширине установлено в зависимости от заданного объема газа и/или скорости его поступления на полосу.
Согласно предпочтительному выполнению устройства между станцией снабжения газом и газовыми соплами предусмотрен теплообменник, к станции снабжения газом подсоединен компрессор и на кожухе у выходного конца заготовки предусмотрен газосборный трубопровод, который соединен со станцией снабжения газом.
Пример выполнения изобретения представлен на прилагаемых чертежах.
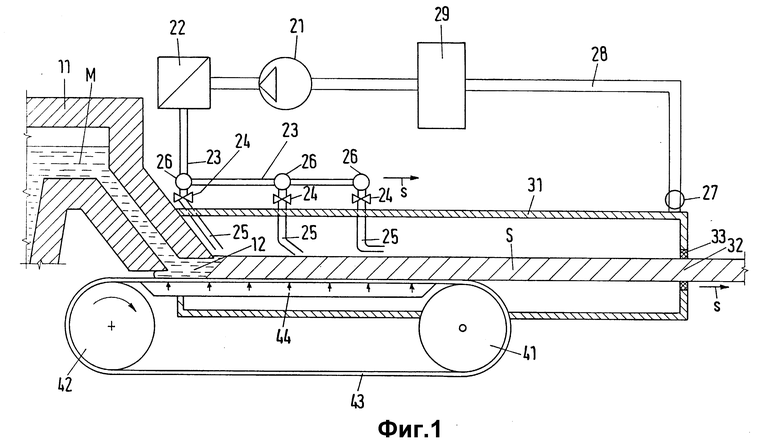
На фиг. 1 показан схематически продольный разрез через установку для литья;
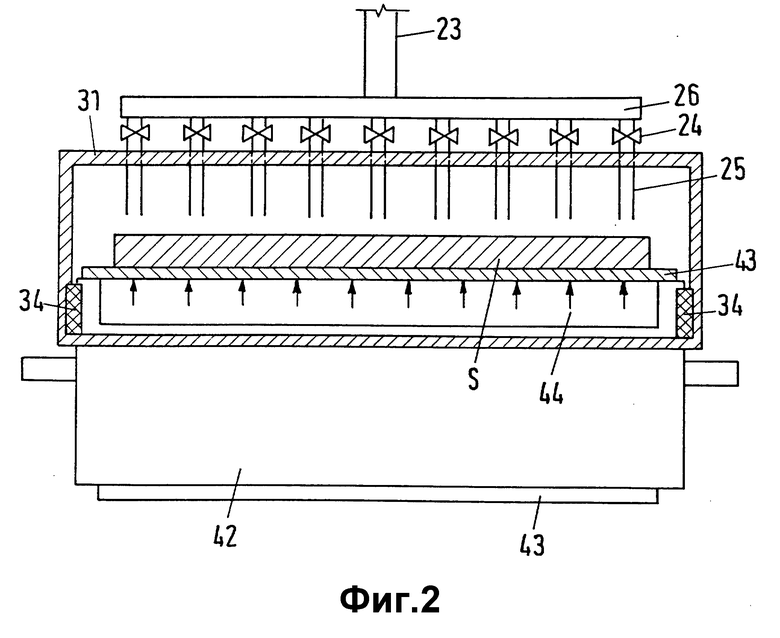
фиг. 2 - поперечное сечение в схематическом изображении.
На фиг. 1 показана металлургическая емкость 11, из которой через металлический насадок 12 вытекает расплав металла М.
Расплав М направляется на ленту транспортера 43, который в виде бесконечной ленты поддерживается приводным барабаном 41 и направляющим барабаном 42. На нижней стороне верхней ветви ленточного транспортера 43 предусмотрено охлаждающее устройство 44, которое охлаждает стальную, отлитую непрерывным способом заготовку S, перемещаемую в направлении транспортировки S.
Металлическая заготовка S окружена кожухом 31, имеющим на ее выходе уплотнение 33 для снижения протечек газа.
Через крышку кожуха 31 проходят газовые сопла 25. Эти сопла со стальной заготовкой S составляют угол между 0 и 45o. Эти газовые сопла 25 подсоединены к распределителям газа 26, которые через подводящие трубопроводы 23 связаны с компрессором 21. Газовые сопла 25 могут перекрываться сепаратно с помощью запорных органов 24.
Между компрессором 21 и соплами 25 установлен теплообменник 22, с помощью которого можно устанавливать заданную температуру газа, образующего восстановительную атмосферу, или инертного газа. Компрессор 21 подсоединен к установке снабжения газом 29. На фиг. 1 предусмотрен соединительный трубопровод 28, который через сборный трубопровод для газа 27 соединяет установку для снабжения газом 29 с кожухом 31 в области выхода литой заготовки 32.
На фиг. 2 при использовании тех же ссылочных позиций, что и на фиг. 1, поперечное сечение установки для литья полосы. Изображено положение нескольких газовых сопл 25 рядом друг с другом, каждое из которых имеет по запорному органу 24 и подсоединены к распределителю 26, имеющему подводящий трубопровод 23.
В верхней области натяжного барабана 42 предусмотрено уплотнение 34, которое сводит к минимуму утечки между боковыми стенками кожуха 31 и боковыми листами барабана 42.
Изобретение относится к области металлургии, конкретнее к получению полосы при затвердевании расплава на движущейся поверхности. Предложенные способ и устройство для охлаждения расплавленной стали при литье полосы включают затвердевание по меньшей мере части выходящего из насадка металлургической емкости расплава при контакте с охлаждающей поверхностью в атмосфере восстановительного газового потока. Поток инертного газа направляют на поверхность свободно доступной жидкой стальной заготовки непосредственно после ее выхода из насадка металлургической емкости и подвергают ее воздействию этой газовой атмосферы по меньшей мере до полного сквозного затвердевания. Газ подают на поверхность стальной заготовки под углом до 45o в таком количестве и с такой скоростью, чтобы заготовка снималась у поверхности с уменьшением поперечного сечения. Технический результат заключается в создании способа и устройства, с помощью которых можно оказывать влияние на поверхность металлического литого изделия, а также на его форму и качество. 2 с. и 11 з.п. ф-лы, 2 ил.