Изобретение относится к способу непрерывного литья слябов, тонких слябов, блюмов, фасонных профилей, круглых профилей, трубных профилей или сортовых заготовок и подобных заготовок из жидкого металла в установке непрерывной разливки, при котором металл выходит из кристаллизатора вертикально вниз, затем металлическая полоса направляется вертикально вниз вдоль вертикальной роликовой проводки, охлаждаясь при этом, после чего отклоняется из вертикального направления в горизонтальное направление и на конечном участке отклонения в горизонтальное направление или после отклонения в горизонтальное направление подвергается механической деформации. Кроме того, изобретение относится к установке непрерывной разливки, в частности для осуществления способа.
Способ непрерывной разливки известен, например из ЕР 1108485 А1 или WO 2004/048016 А2. Жидкий металл, в частности сталь, поступает из кристаллизатора вертикально вниз, при этом он упрочняется и образует полосу, которая постепенно отклоняется из вертикального направления в горизонтальное направление. Непосредственно под кристаллизатором находится вертикальная роликовая проводка, которая направляет еще очень горячую металлическую полосу сначала вертикально вниз. Затем металлическая полоса посредством соответствующих валиков или роликов постепенно отклоняется в горизонтальное направление. Если это произошло, то в большинстве случаев за этим следует процесс правки, то есть металлическая полоса проходит через правильное устройство, в котором происходит ее механическая деформация.
Охлаждению металлической полосы после ее выхода из кристаллизатора придается большое значение. В ЕР 1108485 А1 для этого предложено устройство для охлаждения отлитой заготовки в зоне охлаждения, где она направляется с поддержкой роликовыми парами, которые расположены друг над другом поперек оси разливки в направлении вытягивания заготовки, причем за счет подачи охлаждающего средства заготовка дополнительно охлаждается. Для эффективного охлаждения металлической полосы предложенное устройство содержит расположенный между каждыми двумя лежащими друг над другом роликами транспортирующий охлаждающее средство охлаждающий элемент, который проходит вдоль продольной оси роликов и выполнен так, что между соответствующим охлаждающим элементом и роликом, а также между охлаждающим элементом и заготовкой возникают щелевидные пространства, причем соответствующий охлаждающий элемент снабжен, по меньшей мере, одним каналом, транспортирующим охлаждающее средство в щелевидное пространство.
В WO 2004/048016 А2 для поддержания оптимального температурного режима литой металлической полосы предусмотрено, что посредством температуры на выходе, которая определяется контролем температуры поверхности в конце металлургической длины отлитой заготовки, происходит управление динамической разбрызгивающей системой в виде распределения воды и давления или распределения импульсов по ширине и длине заготовки функционально по отношению к вычисленной для длины и ширины заготовки кривой температуры.
Множество других решений касается в равной мере проблемы того, как эффективно и технологически правильно можно охладить отлитую металлическую заготовку. В этом отношении можно сослаться на JP 61074763 A, JP 9057412, EP 0650790 B1, US 6374901 B1, US 2002/0129921 A1, EP 0686702 B1, WO 01/91943 A1, JP 63112058, JP 2004167521 и JP 2002079356.
Оказалось, что помимо технологически правильного и эффективного охлаждения литой металлической полосы значительную роль играет окалинообразование на ней. Вследствие очень высокой температуры металлической полосы непосредственно после выхода металла из кристаллизатора она подвержена сильному окалинообразованию, которое, в частности, негативно влияет на последующие этапы процесса. Поэтому существует стремление поддержания окалинообразования минимально возможным.
В основе изобретения лежит задача усовершенствования способа описанного выше рода и соответствующего устройства таким образом, чтобы помимо оптимального охлаждения металлической полосы можно было поддерживать минимальным окалинообразование на ее поверхности.
Эта задача решается в части способа за счет того, что в направлении транспортировки металлической полосы после кристаллизатора и до ее механической деформации на первом участке происходит охлаждение металлической полосы с коэффициентом теплопередачи 2500-20000 Вт/м2·К, причем в направлении транспортировки после охлаждения на втором участке посредством тепловой компенсации в металлической полосе без уменьшения охлаждения ее поверхности, или с ним осуществляется нагрев поверхности металлической полосы до температуры выше Ас3 или Ar3, после чего на третьем участке осуществляется механическая деформация.
Предпочтительно предусмотрено, что на первом участке охлаждение металлической полосы осуществляется с коэффициентом теплопередачи 3000-10000 Вт/м2·К.
Если согласно предпочтительному варианту осуществления изобретения поверхности металлической полосы до нанесения охлаждающей среды очищаются для охлаждения, то это позволяет дополнительно улучшить последующее охлаждение. Очистка может осуществляться посредством удаления окалины, например за счет того, что расположенные друг против друга в направлении вытягивания заготовки или металлической полосы, достигнутые ею первыми и тем самым самые передние или самые верхние охлаждающие средства (сопла, сопловый брус и т.п.) подают охлаждающую среду под высоким давлением, в результате чего происходит удаление окалины.
Механическая деформация на третьем участке может представлять собой при этом процесс правки металлической полосы или включать в себя такой процесс. В качестве альтернативы или дополнительно может быть предусмотрено, что механическая деформация на третьем участке представляет собой процесс прокатки или включает в себя такой процесс.
Охлаждение на первом участке, выполненное в виде интенсивного охлаждения, может быть ограничено зоной вертикальной проводки. В этой связи следует заметить, что термин «вертикальная проводка» должен включать в себя также то, что металлическая полоса направляется в значительной степени вертикально.
Охлаждение на первом участке может осуществляться также периодически, причем металлическая полоса/заготовка охлаждается попеременно интенсивно и слабо, например за счет изменения плотности нанесения охлаждающей среды (л/мин·м2) и/или за счет установления разных расстояний охлаждающих средств до металлической полосы.
Предложенная установка непрерывного литья слябов, тонких слябов, блюмов, фасонных профилей, круглых профилей, трубных профилей или сортовых заготовок и подобных из жидкого металла, содержащая кристаллизатор, из которого металл выходит вертикально вниз, расположенную под кристаллизатором вертикальную проводку и средства для отклонения металлической полосы из вертикального направления в горизонтальное направление, причем на конечном участке отклонения в горизонтальное направление или после отклонения в горизонтальное направление расположены механические средства деформации металлической полосы, отличается согласно изобретению тем, что вертикальная проводка содержит определенное число роликов, расположенных в направлении транспортировки металлической полосы с ее обеих сторон, в зоне роликов расположены первые охлаждающие средства, с помощью которых охлаждающая жидкость может наноситься на поверхность металлической полосы, причем охлаждающие средства расположены с возможностью перемещения в вертикальном и/или горизонтальном направлении. В качестве альтернативы или дополнительно охлаждающие средства могут быть выполнены предпочтительно с возможностью осциллирования.
Дополнительно к этому в зоне вертикальной проводки могут быть расположены неподвижные вторые охлаждающие средства.
Первые и/или вторые охлаждающие средства могут содержать корпус, из которого охлаждающая жидкость выпускается через, по меньшей мере, одно сопло. Охлаждающая жидкость может выпускаться из корпуса через два сопла или ряда сопел.
Согласно одному варианту осуществления изобретения в зоне вторичного охлаждения металлической полосы происходит охлаждение определенной интенсивности, которая выбрана так, что, с одной стороны, может отливаться высококачественная металлическая полоса, обладающая нужными структурой и составом, а, с другой стороны, степень окалинообразования на поверхности полосы может поддерживаться минимальной.
Этот вариант позволяет уменьшить также возникновение побочных явлений на поверхности полосы.
Благодаря предложенному способу возникает достаточный термошок, чтобы находящиеся на поверхности металлической полосы оксидные слои были отделены и смыты. Это приводит к очистке поверхности заготовки, что предпочтительно для равномерного охлаждения металлической полосы и возможного нагрева в туннельной печи.
Предложенный способ уменьшает опасность выделений или так называемой высокотемпературной хрупкости, так что преимущества достигаются и в этом отношении. За счет необходимого для термошока понижения температуры поверхности, которая не должна быть ниже температуры начала мартенситного превращения, происходит превращение аустенита в металлической полосе в феррит, что связано с измельчением зерна. При последующем повторном нагреве вследствие большого температурного градиента между поверхностью заготовки и центральной частью металлической полосы происходит обратное превращение мелкозернистого феррита в мелкозернистый аустенит. Во время этих превращений нитриды алюминия (AlN) или другие выделения перерастают, и на границах зерен находится в процентном отношении меньше нитридов алюминия, чем в случае крупнозернистого аустенита до превращения. Поэтому более мелкая структура менее склонна к трещинообразованию, если должно присутствовать место выделения.
В проводке под кристаллизатором предусмотрена зона интенсивного охлаждения, чтобы повторный нагрев мог осуществляться как можно раньше. Ферритное превращение и последующее превращение в аустенит должны происходить до механической нагрузки поверхности заготовки, например в гибочных валках. Благодаря этому уменьшается опасность трещинообразования, существующая вследствие снижения температуры заготовки за счет термошока. В одном варианте способа предусмотрено, что упомянутое интенсивное охлаждение включает в себя приблизительно от одной четверти до одной трети пути от кристаллизатора до механической деформации, к которым примыкают приблизительно от трех четвертей или двух третей этого пути, где охлаждение больше не осуществляется или осуществляется лишь в меньшей степени.
Интенсивное охлаждение может быть предусмотрено между роликами проводки и проходить в зависимости от желаемого охлаждающего действия по более длинному участку проводки. Как уже сказано, может быть предпочтительным использовать интенсивное охлаждение периодически, чтобы не слишком переохладить поверхность, в частности, в случае склонных к растрескиванию материалов.
Этим можно уменьшить также красноломкость, т.е. трещинообразование на поверхности слитка, которая может возникнуть, в частности, из-за высокого содержания меди в материале. Это важно, в частности, у лома в качестве исходного материала, который иногда имеет соответственно высокое содержание меди.
Примеры осуществления изобретения изображены на чертежах, на которых представляют:
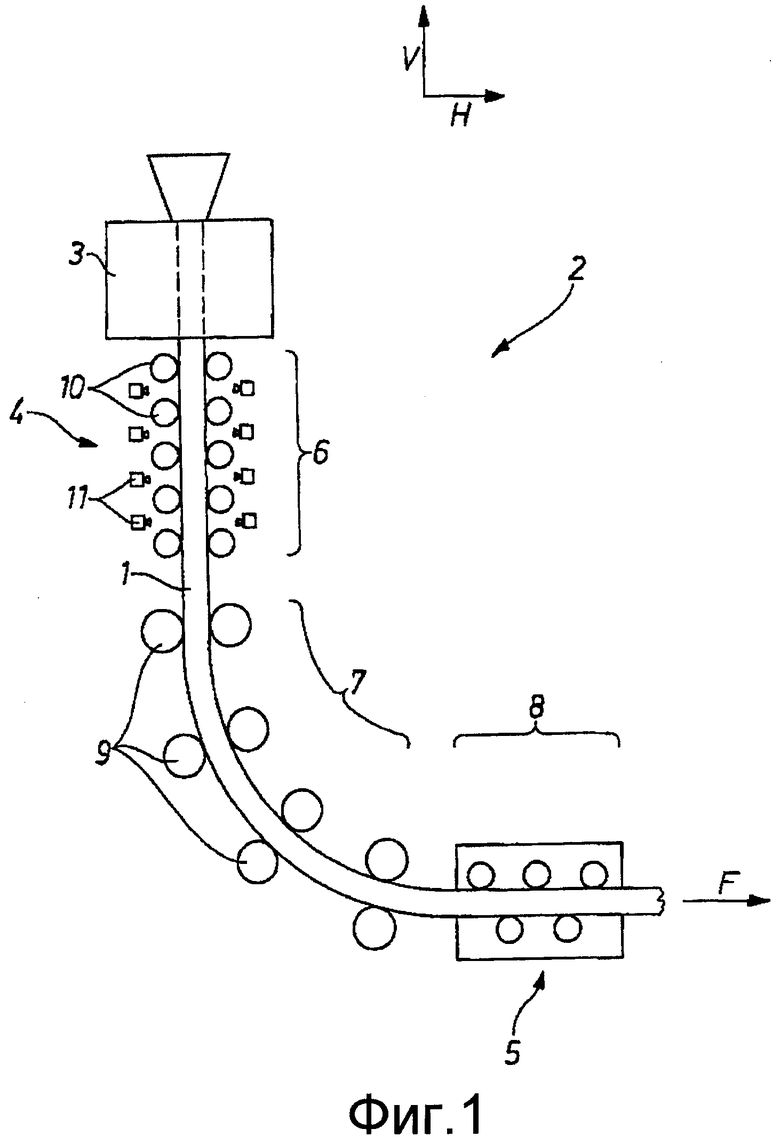
- фиг.1: схематичный вид сбоку установки непрерывной разливки с ее некоторыми компонентами;
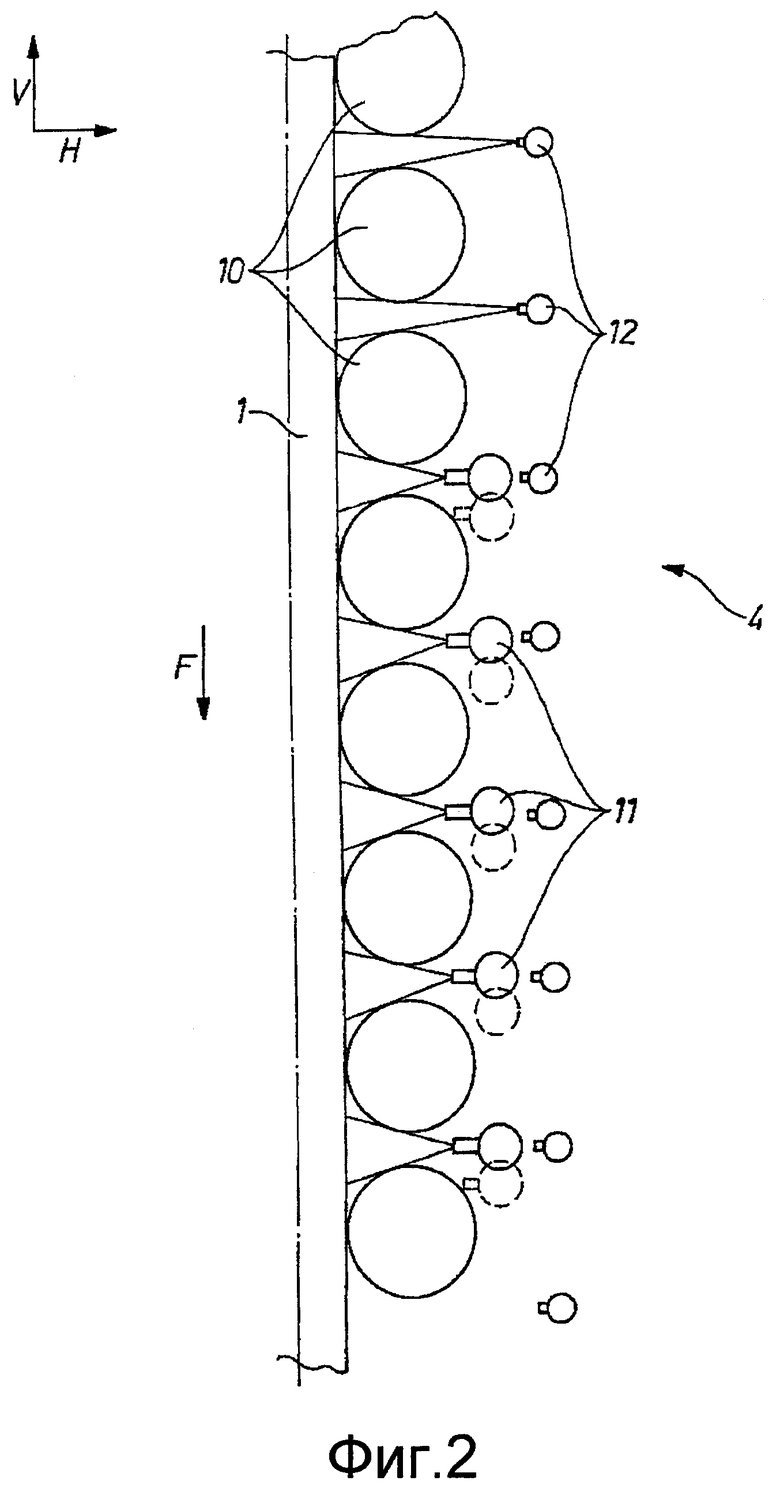
- фиг.2: увеличенный фрагмент из фиг.1, а именно с правой ветвью вертикальной проводки с первыми и вторыми охлаждающими средствами;
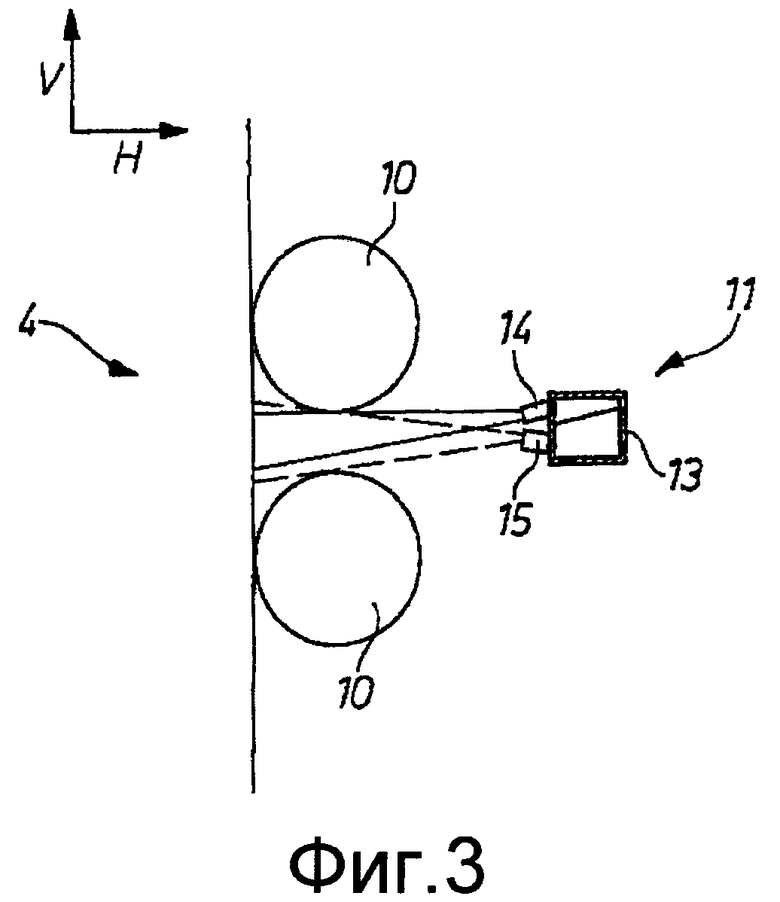
- фиг.3: увеличенный фрагмент из фиг.2 с двумя роликами и расположенным между ними охлаждающим средством;
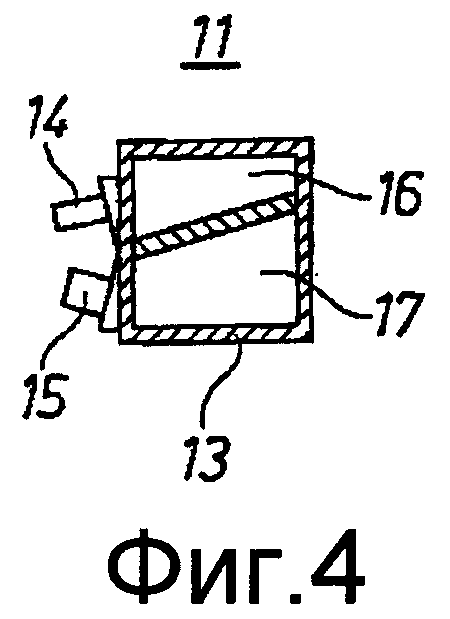
- фиг.4: охлаждающее средство из фиг.3 подробно.
На фиг.1 схематично изображена установка 2 непрерывной разливки. Жидкий металл в виде заготовки или полосы 1 выходит вертикально вниз из кристаллизатора 3 в направлении F транспортировки и вдоль криволинейного рольганга постепенно отклоняется из вертикального направления V в горизонтальное направление Н. Непосредственно под кристаллизатором 3 находится вертикальная проводка 4, содержащая ролики 10, направляющие полосу 1 вниз. Ролики 9 служат средствами для отклонения полосы 1 из вертикального направления V в горизонтальное направление Н. После отклонения полоса 1 попадает в средства 5 для механической деформации. В данном случае речь идет о правильно-тянущем устройстве, которое подвергает полосу 1 процессу правки посредством механической деформации. Может быть предусмотрен также процесс правки, в большинстве случаев следующий за ним.
Зона полосы 1 от выхода из кристаллизатора 3 до механической деформации разделена на три участка: на первом участке 6 происходит интенсивное охлаждение горячей металлической полосы 1, на втором участке 7 охлаждение практически больше не осуществляется, а имеющееся в полосе 1 тепло снова нагревает ее охлажденную поверхность преимущественно на третьем участке 8, однако уже на втором участке 7 происходит, наконец, механическая деформация. Этот пример показывает, что первый участок 6 разделен на два отрезка 6А, 6 В. Это более простым образом обеспечивает периодическое охлаждение на первом участке 6, а именно интенсивное охлаждение на отрезке 6А и более слабое или уменьшенное охлаждение или даже его отсутствие на, по меньшей мере, одном последующем отрезке 6 В, к которому, в свою очередь, может примыкать участок интенсивного охлаждения, и так далее.
Охлаждение металлической полосы 1 происходит с помощью первых 11 и вторых 12 охлаждающих средств, как это лучше всего видно на фиг.2. Охлаждающие средства 11 действуют настольно интенсивно, что имеет место сильное охлаждение. В случае охлаждающих средств 12 речь идет об обычных и известных самих по себе охлаждающих средствах, используемых в известных установках непрерывной разливки. Охлаждающие средства 11 рассчитываются так, чтобы охлаждение полосы 1 на первом участке 6, в частности на непосредственно примыкающем к кристаллизатору 3 отрезке 6А, самые верхние или самые передние в направлении F вытягивания охлаждающие средства которого могут переключаться на высокое давление для удаления окалины и тем самым для очистки поверхностей полосы 1, происходило с коэффициентом теплопередачи 2500-20000 Вт/м2·К. При этом преобладающая доля охлаждения приходится на охлаждающие средства 11.
В отношении названного коэффициента теплопередачи необходимо заметить следующее. Коэффициент теплопередачи (α), называемый также коэффициентом теплопереноса, является коэффициентом пропорциональности, который определяет интенсивность теплопередачи на поверхности. Коэффициент теплопередачи описывает при этом способность газа или жидкости отводить энергию от поверхности вещества или отдавать ее поверхности. Она зависит, в том числе, от удельной теплоты, плотности и коэффициента теплопроводности теплоотводящей или теплоподающей среды. Расчет коэффициента теплопроводности осуществляется в большинстве случаев посредством разности температур участвующих сред. Названные факторы влияния позволяют сразу же обнаружить, что расчет интенсивности охлаждения непосредственно сказывается на коэффициенте теплопередачи. На охлаждающую способность может оказывать влияние, например, изменение горизонтального расстояния между охлаждающими средствами 11 или 12 и полосой 1; чем больше расстояние, тем она ниже.
После охлаждения на участке 6 или на отрезках 6А, 6В на втором участке 7 за счет тепловой компенсации в полосе 1 без дальнейшего охлаждения ее поверхности происходит нагрев последней за счет тепловой компенсации до температуры выше Ас3 или Ar3. Только после этого происходит механическая деформация 5 на участке 7 (посредством загибания) и на участке 8, прежде всего посредством правки на участке 8.
Названные охлаждающие средства 11 требуются не для каждого случая применения. Поэтому они, как следует из фиг.2, установлены с возможностью перемещения в вертикальном направлении, причем соответствующие средства перемещения не показаны. Охлаждающие средства 11 обозначены в своем активном положении сплошными линиями, причем выброшенная струя охлаждающей воды обозначена в общих чертах.
Если интенсивного охлаждения не требуется, то охлаждающие средства 11 могут быть вертикально перемещены в обозначенное штриховыми линиями положение, так что охлаждающими средствами 12 осуществляется классическое, уменьшенное, т.е. менее интенсивное охлаждение.
Другие меры по оказанию влияния (снижению или повышению) охлаждающей способности состоят в изменении расстояния между охлаждающими средствами 11, 12 и полосой 1 за счет горизонтального перемещения и/или осциллирующего перемещения охлаждающих средств 11, 12.
Не показаны соответствующие магистрали с клапанами, так что можно регулировать или включать соответственно необходимый поток охлаждающей воды.
На фиг.3 и 4 более подробно изображен вариант выполнения первых охлаждающих средств 11. Они содержат корпус 13, на обращенной к полосе 1 стороне которого расположены два сопла 14, 15 или проходящие перпендикулярно плоскости чертежа поперек полосы 1 ряды сопел. Внутри корпуса 13 выполнены соответственно две камеры 16, 17, связанные с линиями водоснабжения. При этом сопла 14, 15 выполнены по-разному, так что на полосу 1 могут направляться водяные потоки разной силы в зависимости от технологической необходимости для достижения максимально свободной от окалины и тем самым очищенной поверхности полосы 1.
Сопла могут быть выполнены также в виде соплового бруса, т.е. бруса, проходящего поперек по ширине полосы 1 и направляющего охлаждающую воду на поверхность полосы из сопловых отверстий.
Предложенное устройство для интенсивного охлаждения содержит, следовательно, корпус 13, который может перемещаться на небольшом расстоянии между направляющими роликами 10 и образует охлаждающий канал. Корпус 13 может быть защищен щитком (не показан) от разрушения при возможном прорыве, так что в этом случае он может быть использован повторно. Изменяя расстояние между поверхностью заготовки и корпусом 13, можно влиять на охлаждающую способность. Другие возможности оказания влияния на охлаждающее действие могут быть достигнуты за счет конструкции корпуса 13 и сопел 14, 15.
Так, существует возможность разделить сопла на несколько групп и предусмотреть для отдельных групп сопел собственное водоснабжение. За счет подключения или отключения отдельных групп сопел и/или за счет изменения расхода или напора можно варьировать охлаждающее действие. В случае стандартного охлаждения, т.е. в случае сталей, интенсивное охлаждение которых нецелесообразно, может быть подключено меньшее число сопел. Другой возможностью является откидывание или отвод устройства интенсивного охлаждения из зоны распыления устройства стандартного охлаждения.
Переохлаждения кромочной зоны металлической полосы можно избежать также за счет подключения или отключения групп сопел.
Для интенсивного охлаждения могут использоваться также распылительные сопла. Они должны быть распределены близко друг к другу по ширине металлической полосы для достижения необходимого охлаждения и связанных с этим измельчения зерна и окалиноудаляющего действия. За счет подключения и отключения этих групп можно и в этом случае избежать переохлаждения кромок. Для разливки, при которой интенсивное охлаждение неблагоприятно, сопла могут быть дезактивированы, откинуты, отведены, или может быть снижен расход охлаждающей среды (воды), чтобы обеспечить стандартное охлаждение.
Может быть также предусмотрено использование помимо вторичного охлаждения дополнительного устройства охлаждения, состоящего из снабженных несколькими распылительными соплами распылительных брусьев с отдельным водоснабжением. Дополнительные распылительные брусья включаются при этом только при необходимости. Точно так же за счет подключения и отключения групп сопел можно и в этом случае избежать переохлаждения кромок.
В уровне техники известны специальные сопла для гидросбива окалины, достигающие коэффициентов теплопередачи более 20000 Вт/м2·К. Из-за своего слишком интенсивного охлаждающего действия и связанной с этим низкой температуры поверхности металлической полосы такие сопла в данном изобретении не используются, или они здесь непригодны.
Основную идею изобретения можно усматривать, следовательно, в том, что интенсивное охлаждение в зоне вторичного охлаждения происходит, в частности, в установках для отливки тонких слябов, чтобы достичь очистки поверхности сляба, при которой интенсивное охлаждение начинается сразу после кристаллизатора, если смотреть в направлении транспортировки. Правда, далее предусмотрено, что охлаждение заканчивается настолько заблаговременно, что может произойти повторный нагрев выше температуры Ас3 или Ar3, прежде чем возникнут механические нагрузки, как, например, в изгибно-тянущем устройстве. Целью при этом является недопущение или лишь небольшое выделение фаз на границах зерен.
Предложенное устройство для интенсивного охлаждения обладает заметно более высоким охлаждающим действием, чем это обычно бывает при вторичном охлаждении в установке непрерывной разливки. В известных установках обычные коэффициенты теплопередачи составляют 500-2500 Вт/м2·К. С другой стороны, известны установки для удаления окалины, в которых используется охлаждающее устройство, реализующее коэффициенты теплопередачи более 20000 Вт/м2·К.
Как уже сказано, требуемые в данном случае коэффициенты теплопереноса зависят от материала и скорости разливки. Они вытекают из максимальной скорости охлаждения, при которой еще не образуется мартенсит или бейнит. Для низкоуглеродистых сталей скорость охлаждения составляет около 2500°С/мин, что при скорости разливки 5 м/мин соответствует коэффициенту теплопередачи около 5500 Вт/м2·К.
За счет быстрого переключения между стандартным и интенсивным охлаждением предложенная установка непрерывной разливки может использоваться очень индивидуально и гибко.
Если предложенные системы используются с описанными охлаждающими соплами, то вследствие возникающей высокой турбулентности воды между корпусом охлаждающих средств и металлической полосой при относительно малом количестве воды достигаются более высокие коэффициенты теплопередачи, чем при традиционном распылительном охлаждении.
Интенсивность охлаждения можно варьировать за счет числа расположенных рядом друг с другом сопел. Кроме того, помимо традиционных устройств для распылительного охлаждения можно использовать дополнительные сопловые брусья.
Длина интенсивного охлаждения, если смотреть в направлении F транспортировки, определяется структурой кристаллизации до 2 мм под поверхностью металлической полосы. При дендритной кристаллизации длина интенсивного охлаждения увеличивается на коэффициент 2-3 по сравнению с длиной при глобулярной кристаллизации.
Коэффициент теплопередачи возникает из конструкции охлаждающих средств, в данном случае, в частности, первых охлаждающих средств 11. Этот коэффициент выбирается целенаправленно в заявленном диапазоне, поскольку здесь условия для интенсивного охлаждения полученной металлической полосы 1 оптимальны, и одновременно можно достичь в значительной степени свободной от окалины поверхности полосы.
Перечень ссылочных позиций
1 - металлическая полоса
2 - установка непрерывной разливки
3 - кристаллизатор
4 - вертикальная роликовая проводка
5 - механическая деформация
6 - первый участок
6А - отрезок
6В - последующий отрезок
7 - второй участок
8 - третий участок
9 - средства для отклонения металлической полосы
10 - ролики
11 - первые охлаждающие средства
12 - вторые охлаждающие средства
13 - корпус
14 - сопло
15 - сопло
16 - камера
17 - камера
V - вертикальное направление
H - горизонтальное направление
F - направление транспортировки или вытягивания
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ТОЛСТЫХ СЛЯБОВ | 2009 |
|
RU2476290C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАСПЫЛИТЕЛЬНЫХ СОПЕЛ | 2007 |
|
RU2431542C2 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2003 |
|
RU2324570C2 |
| ТЕХНОЛОГИЧЕСКИЕ МЕРЫ В УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ В НАЧАЛЕ РАЗЛИВКИ, В КОНЦЕ И ПРИ ИЗГОТОВЛЕНИИ ПЕРЕХОДНОГО УЧАСТКА | 2012 |
|
RU2620320C2 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТВОДА СТОЧНОЙ ВОДЫ ИЗ ВНУТРЕННЕЙ ДУГИ МАШИНЫ ДЛЯ ЛИТЬЯ ДВУТАВРОВЫХ БАЛОЧНЫХ ЗАГОТОВОК | 2002 |
|
RU2293623C2 |
| СПОСОБ НАПРАВЛЕНИЯ НЕПРЕРЫВНЫХ ЗАГОТОВОК В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2147262C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2008 |
|
RU2453393C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198064C2 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 1993 |
|
RU2120482C1 |
Изобретение относится к металлургии. После выхода металлической полосы из кристаллизатора ее направляют вертикально вниз и отклоняют в горизонтальное направление для ее механической деформации. На первом участке осуществляется охлаждение металлической полосы с коэффициентом теплопередачи 2500-20000 Вт/(м2·К) с помощью охлаждающих средств, имеющих возможность перемещения в вертикальном и/или горизонтальном направлении. На втором участке в направлении транспортировки осуществляется нагрев поверхности металлической полосы до температуры выше Ас3 или Ar3 посредством тепловой компенсации в металлической полосе без уменьшения охлаждения ее поверхности или вместе с ним. На третьем участке осуществляется механическая деформация. Изобретение обеспечивает получение максимально свободной от окалины поверхности, уменьшает красноломкость. 2 н. и 10 з.п. ф-лы, 4 ил.
1. Способ непрерывного литья заготовок из жидкого металла в установке (2) непрерывной разливки, включающий выпуск металла из вертикального кристаллизатора (3), направление металлической заготовки вертикально вниз в вертикальной роликовой проводке (4), охлаждение металлической заготовки после выпуска из кристаллизатора (3), отклонение металлической заготовки (1) из вертикального направления (V) в горизонтальное направление (Н) и механическую деформацию (5) в конце отклонения металлической заготовки в горизонтальное направление (Н) или после отклонения в горизонтальное направление (Н), отличающийся тем, что в направлении (F) движения металлической заготовки (1) на первом участке (6) осуществляют охлаждение металлической заготовки (1) с коэффициентом теплопередачи 2500-20000 Вт/м2К, на втором участке (7) без охлаждения или с уменьшением охлаждения осуществляют нагрев поверхности металлической заготовки (1) путем тепловой компенсации в металлической заготовке (1) до температуры выше Ас3 или Ar3, а механическую деформацию (5) осуществляют на третьем участке (8).
2. Способ по п.1, отличающийся тем, что на первом участке (6) охлаждение металлической заготовки (1) осуществляют с коэффициентом теплопередачи 3000-10000 Вт/м2К.
3. Способ по п.1 или 2, отличающийся тем, что поверхность металлической заготовки (1) до охлаждения очищают от окалины.
4. Способ по п.1 или 2, отличающийся тем, что на первом участке металлическую заготовку (1) охлаждают периодически, непосредственно за кристаллизатором (3) ее охлаждают интенсивно, а на, по меньшей мере, одном последующем отрезке охлаждение уменьшают, а затем снова охлаждают интенсивно.
5. Способ по п.1 или 2, отличающийся тем, что механическая деформация (5) на третьем участке (8) представляет собой процесс правки металлической заготовки (1) или включает в себя такой процесс.
6. Способ по п.1 или 2, отличающийся тем, что механическая деформация (5) на третьем участке (8) представляет собой процесс прокатки металлической заготовки (1) или включает в себя такой процесс.
7. Способ по п.1, отличающийся тем, что охлаждение на первом участке (6) осуществляют в зоне вертикальной роликовой проводки (4).
8. Установка непрерывного литья заготовок из жидкого металла, содержащая вертикальный кристаллизатор (3), вертикальную роликовую проводку (4), содержащую определенное число роликов (10), размещенных в направлении (F) движения металлической заготовки (1) с ее обеих сторон и расположенную под кристаллизатором (3), средства (11) для подачи охлаждающей жидкости на поверхность металлической заготовки (1), расположенные в зоне роликов (10), средства (9) для отклонения металлической заготовки (1) из вертикального направления (V) в горизонтальное направление (Н) и средства (5) для деформации металлической заготовки (1), расположенные на конечном участке отклонения металлической заготовки (1) в горизонтальное направление (Н) или после отклонения в горизонтальное направление (Н), отличающаяся тем, что охлаждающие средства (11) расположены с возможностью перемещения в вертикальном (V) и/или горизонтальном (Н) направлении.
9. Установка по п.8, отличающаяся тем, что охлаждающие средства (11) выполнены с возможностью осциллирования.
10. Установка по п.8 или 9, отличающаяся тем, что она снабжена дополнительными охлаждающими средствами (12), неподвижно установленными в зоне вертикальной роликовой проводки (4).
11. Установка по п.8, отличающаяся тем, что первые (11) и/или дополнительные (12) охлаждающие средства содержат корпус (13) и по меньшей мере одно сопло (14, 15) для подачи охлаждающей жидкости из корпуса(13).
12. Установка по п.11, отличающаяся тем, что охлаждающие средства (11, 12) содержат два сопла (14, 15) или ряд сопел для подачи охлаждающей жидкости из корпуса (13).
| JP 63112058 A, 17.05.1988 | |||
| Устройство для направления и поддержания сляба в зоне вторичного охлаждения установки непрерывной разливки металла | 1972 |
|
SU476733A3 |
| Способ непрерывной разливки | 1987 |
|
SU1458071A1 |
| Устройство для обработки дисковых кулачков | 1976 |
|
SU650790A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 6374901 B1, 23.04.2002. | |||

