Изобретение относится к способу изготовления стальной полосы посредством непрерывного литья полосы согласно ограничительной части п.1, а также к устройству по п.10 формулы изобретения.
Способ такого рода, служащий для изготовления стальной полосы посредством непрерывного литья, известен (Steel Research 74(2003), No.11/12, стр.724-731). В частности, этот способ изготовления, известный как способ прямого литья полосы (DSC, direct strip casting), подходит для изготовления горячекатаной полосы из стали для легких конструкций.
В известном способе расплав из питающей емкости через разливочный желоб и выпускную область, выполненную в виде сопла сифонного типа, подается на циркулирующую разливочную ленту горизонтальной установки непрерывного литья полосы. Вследствие интенсивного охлаждения разливочной ленты подаваемый расплав затвердевает с образованием черновой полосы с толщиной в диапазоне от 6 до 20 мм. После сквозного затвердевания черновую полосу подвергают процессу горячей прокатки.
Для выравнивания распределения расплава на разливочной ленте в области подачи несколько струй инертного газа в форме гребенки, распределенной по ширине, направлены на ванну расплава против направления транспортировки.
Недостатком этой установки непрерывного литья полосы является то, что во время эксплуатации в расположенной на выходе области разливочного сопла могут происходить налипания, которые значительно уменьшают поперечное сечение для выхода расплава. Это приводит к неравномерной подаче жидкой стали на ленту и, как следствие, к дефектам разливки.
Исследования причин налипания показало, что, с одной стороны, образование налипания становится возможным только из-за более низкой по сравнению с расплавом температуры у разливочного сопла, с другой стороны, состоящее из керамики разливочное сопло при выходе расплава смачивается образующимися на поверхности ванны расплава оксидами, которые пристают к нему и затем образуют идеальную поверхность для последующего нарастания отложений.
Налипания образуются особенно в критической тройной точке керамического разливочного сопла, циркулирующей охлаждаемой разливочной ленты и жидкого металлического расплава и областях с неблагоприятными условиями течения.
Задачей изобретения является создание способа производства стальной полосы посредством непрерывного литья полосы, при котором предотвращаются, по меньшей мере значительно сокращаются изложенные выше проблемы. Другая задача заключается в создании устройства, служащего для осуществления этого способа.
Эта задача решается на основании ограничительной части в сочетании с отличительными признаками п.1 формулы изобретения. Предпочтительные усовершенствования, а также устройство, служащее для производства горячекатаной полосы, являются объектом других пунктов формулы изобретения.
Согласно идее изобретения, на расположенную на выходе область разливочного сопла и на выходящий из него расплав по меньшей мере во время процесса литья воздействует по меньшей мере одна плазменная струя, инертизирующая (создающая инертные условия) и нагревающая область воздействия.
Предлагаемый изобретением способ в целом подходит для производства горячекатаной полосы из самых разных металлических материалов, в частности, также для сталей для легких конструкций, таких как, например, высокомарганцевые стали HSD®.
При испытаниях выяснилось, что при воздействии плазменной струи на выходную область разливочного сопла и на поверхность выходящего металлического расплава, в результате большой химической активности, высокоэффективной инертизации и нагрева, возникновение налипаний эффективно предотвращается.
Сроки эксплуатации и вместе с тем рентабельность установки непрерывного литья полосы, а также качество литой полосы благодаря этому могут быть значительно повышены.
Плазма собственно известным образом за счет высокого напряжения или с высокой частотой зажигается индуктивным или емкостным способом в самой горелке или от металлического расплава и поддерживается постоянным током или переменным током. Сила (интенсивность) плазмы при этом предпочтительно задается посредством регулировочного комплекта, состоящего из регуляторов газовой смеси, давления и количества и из устройства для регулировки электрических параметров.
Благодаря точно управляемой мощности плазмы и высокой температуре плазмы может обеспечиваться предпочтительно определенное повышение температуры в области разливочного сопла, чтобы, например, компенсировать профиль температуры в разливочном ковше или, соответственно, перепад температуры при литье.
Чтобы достичь инертизации и вместе с тем избежать образования оксидов на поверхности расплава, которые впоследствии могли бы привести к налипаниям на разливочном сопле, в качестве технологического газа для плазмы предпочтительно применяется инертный газ, такой как, например, аргон или азот.
Но в качестве плазменного газа, наряду с аргоном и азотом, могут также применяться и другие отдельные газы или же газовые смеси с добавками H2, CO, CO2 или CH4, или же другие комбинации.
Путем регулируемой определенным образом инертизации можно очень положительно воздействовать на поверхность (поверхностное напряжение) металлической пленки. Например, наличие водорода очень хорошо препятствует оксидации поверхности расплава.
С помощью инертизации выходной области и целенаправленного управления температурой поверхности ванны расплава можно предпочтительно воздействовать на текучие свойства металлической пленки и вместе с тем на смачиваемость керамики с точки зрения предотвращения налипаний.
Зарастания в особенно критической тройной точке керамического разливочного сопла, разливочной ленты и жидкого металлического расплава могут предпочтительно предотвращаться предлагаемым изобретением способом.
Как уже известно из уровня техники, перед разливочным соплом расположен выполненный в виде аргоновой гребенки сопловой элемент, который равномерно распределяет жидкую сталь по разливочному соплу.
В первом предпочтительном варианте осуществления изобретения аргоновая гребенка модифицирована таким образом, что одна или несколько плазменных горелок могут быть интегрированы в систему параллельно друг другу или, если смотреть в направлении течения расплава, последовательно, так что образуется один конструктивный узел. Плазменные горелки при этом расположены так, что они могут воздействовать по всей ширине разливочных сопел, в частности, также на область кромок. Применение нескольких горелок является предпочтительным, потому что при этом может быть повышена эффективность инертизации и нагрева.
Во втором предпочтительном варианте осуществления плазменные горелки посекторно воздействуют на расположенную на выходе область разливочного сопла, при этом путем целенаправленного отдельного управления температурой отдельных горелок может осуществляться оптимальный нагрев разливочного сопла по его ширине или, соответственно, по ширине выходящей ванны расплава.
Конструктивный узел в соответствии с изобретением изготовлен из хорошо проводящего тепло материала, такого как, например, медь, и интенсивно охлаждается водой.
Однако можно также расположить плазменные горелки независимо от аргоновых гребенок, если для соответствующей цели применения это кажется более целесообразным.
Направление струи плазменных горелок против направления разливки предпочтительно слегка наклонено вниз в направлении жидкой стали, чтобы можно было также целенаправленно воздействовать на поверхность ванны расплава. В областях кромок разливочного сопла плазменные горелки для этого также слегка ориентированы в направлении кромочной области выходящего расплава.
На чертежах предлагаемый изобретением способ поясняется более подробно. Показано:
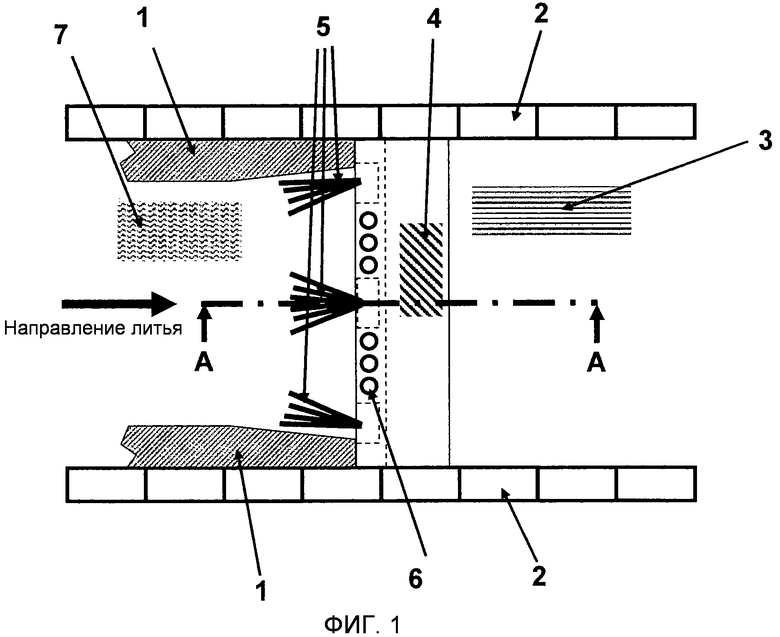
фиг.1: на виде сверху, схематичное изображение области разливочного сопла предлагаемой изобретением установки непрерывного литья полосы,
фиг.2: изображение как фиг.1, на виде сбоку.
На фиг.1 представлено схематичное изображение на виде сверху области разливочного сопла предлагаемой изобретением установки для непрерывной разливки в полосу.
Металлический расплав 7 проходит на этом изображении слева направо и обозначен стрелкой.
В области выхода металлического расплава 7 из разливочного сопла изображен предлагаемый изобретением конструктивный узел 4 из меди, состоящий из аргоновой гребенки, служащей для равномерного распределения расплава по поверхности разливочной ленты 3, и плазменных горелок 9 (фиг.2).
Плазменные горелки 9 расположены так, что их плазменные струи 5 полностью инертизируют область выхода металлического расплава 7 из разливочного сопла и поверхность расплава и могут управлять температурой расплава.
Для выравнивания распределения расплава на разливочной ленте 3 сопла 6 аргоновой гребенки направлены наклонно вниз на металлический расплав 7.
На фиг.2 изображена область разливочного сопла на виде сбоку согласно сечению A-A, указанному на фиг.1. На этом виде показаны также состоящая из керамики верхняя часть 8 и нижняя часть 8' разливочного сопла.
Конструктивный узел 4, включающий в себя аргоновую гребенку и плазменные горелки 9, в области выхода металлического расплава 7 из разливочного сопла расположен так, что, с одной стороны, сопла 6 (фиг.1) аргоновой гребенки равномерно распределяют выходящий металлический расплав по разливочной ленте 3, а с другой стороны, плазменные струи 5 плазменных горелок 9 могут полностью инертизировать область выхода.
Для целенаправленного управления температурой металлического расплава 7 плазменные горелки 9 в соответствии с изобретением наклонены в направлении выходящего расплава.
Плазменные горелки 9 охлаждаются водой через отверстия 10 для охлаждающей воды и снабжаются плазмообразующим газом через подвод 11 плазмообразующего газа.
Не изображены подводящие провода электроснабжения плазменных горелок, которые интегрированы в конструктивный узел 4.
Изобретение относится к металлургии. Металлический расплав из питающей емкости через разливочный желоб и сопло 8, 8' сифонного типа подают на циркулирующую разливочную ленту 3 горизонтальной установки для непрерывной разливки в среде защитного газа. В установке предусмотрен узел 4, состоящий из аргоновой гребенки и плазменных горелок 9. Аргоновая гребенка служит для равномерного распределения расплава по поверхности разливочной ленты 3. На выходную область разливочного сопла, по меньшей мере, во время процесса разливки воздействуют плазменными струями 5, которые инертизируют и нагревают область выхода металлического расплава из сопла 6. Струи 5 плазменных горелок направлены на выпускную область разливочного сопла против направления разливки. Предотвращается образование налипаний на разливочном сопле. 2 н. и 15 з.п. ф-лы, 2 ил.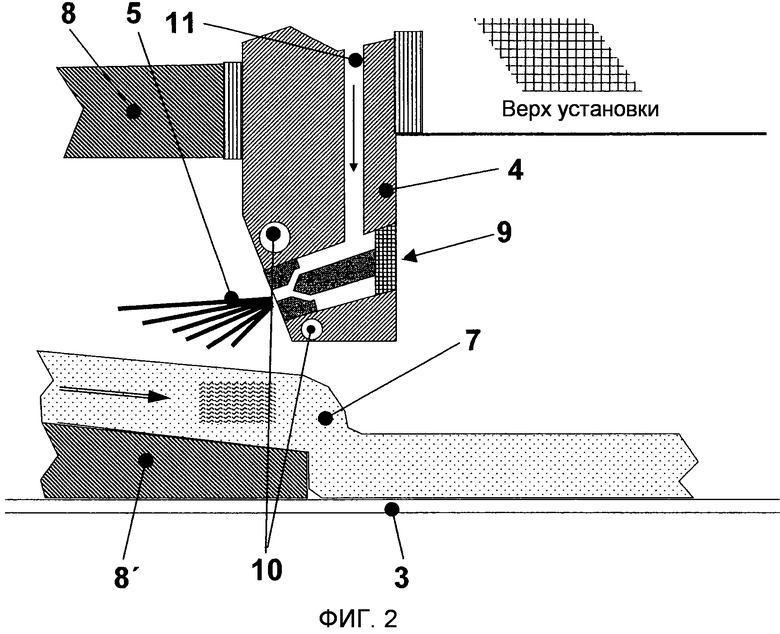
1. Способ изготовления стальной полосы посредством непрерывного литья полосы, включающий подачу металлического расплава (7) из питающей емкости через разливочный желоб и выпускную область, выполненную в виде сопла сифонного типа, на циркулирующую разливочную ленту (3) горизонтальной установки непрерывного литья полосы в атмосфере защитного газа, отличающийся тем, что на расположенную на выходе область разливочного сопла и на выходящий из нее металлический расплав (7) по меньшей мере во время процесса разливки воздействуют по меньшей мере одной плазменной струей (5), которая инертизирует и нагревает область воздействия.
2. Способ по п.1, отличающийся тем, что посредством нескольких плазменных струй (5) посекторно воздействуют на расположенную на выходе область разливочного сопла и на выходящий из нее металлический расплав (7).
3. Способ по п.2, отличающийся тем, что осуществляют посекторное управление мощностью и температурой создаваемой плазменной струи (5).
4. Способ по любому из пп.1-3, отличающийся тем, что для получения плазмы используют инертный газ или газовую смесь, содержащую инертный газ.
5. Способ по п.4, отличающийся тем, что в качестве инертного газа используют аргон или азот.
6. Способ по п.4, отличающийся тем, что в качестве газовой смеси используют инертный газ с добавками Н2, СО, СО2 или СН4.
7. Способ по любому из пп.1-3, отличающийся тем, что с помощью воздействующей плазменной струи (5) осуществляют целенаправленное воздействие на температуру выходящего металлического расплава (7) и выравнивание возникающих перепадов температуры между питающей емкостью и выпускной областью разливочного сопла.
8. Способ по любому из пп.1-3, отличающийся тем, что осуществляют целенаправленное воздействие на поверхностное напряжение и вместе с тем на вязкость выходящего из разливочного сопла металлического расплава (7).
9. Способ по любому из пп.1-3, отличающийся тем, что до начала процесса разливки плазменной струей (5) воздействуют на выходную область разливочного сопла.
10. Устройство для изготовления стальной полосы посредством непрерывного литья полосы, содержащее питающую емкость с металлическим расплавом, у которой имеется горизонтально расположенный разливочный желоб и выпускная область, выполненная в виде сопла сифонного типа, первичную зону охлаждения, включающую в себя два направляющих ролика и циркулирующую охлаждаемую разливочную ленту (3), предназначенное для осуществления способа по любому из пп.1-9, в котором предусмотрена по меньшей мере одна направленная на выпускную область разливочного сопла плазменная горелка (9), создающая плазменную струю (5) в направлении, противоположном направлению разливки.
11. Устройство по п.10, отличающееся тем, что несколько распределенных по ширине разливочного сопла посекторно воздействующих на разливочное сопло плазменных горелок (9) расположены таким образом, что плазменные струи (5) охватывают всю ширину разливочного сопла.
12. Устройство по п.11, отличающееся тем, что плазменные горелки (9), если смотреть в направлении течения расплава, расположены друг за другом.
13. Устройство по любому из пп.10-12, в котором в области подачи металлического расплава на разливочную ленту (3) расположен по меньшей мере один выполненный в виде гребенки сопловой элемент (6), служащий для выхода нескольких струй инертного газа, предназначенных для выравнивания распределения расплава на разливочной ленте (3), причем плазменная горелка (9) и сопловой элемент (6) объединены в один конструктивный узел (4).
14. Устройство по п.13, отличающееся тем, что конструктивный узел (4) выполнен с охлаждением водой.
15. Устройство по любому из пп.10-12, отличающееся тем, что плазменная горелка (9) и сопловой элемент (6) расположены отдельно.
16. Устройство по п.15, отличающееся тем, что плазменная горелка (9) и сопловой элемент (6) выполнены с охлаждением водой.
17. Устройство по любому из пп.10-12, отличающееся тем, что направление струи плазменной горелки (9) на нижнюю выходную область разливочного сопла наклонено в направлении металлического расплава (7).
| SPITZER K-N et all | |||
| Direct strip casting (DAC) - an option for the production of new steel grades | |||
| Steel Research, 2003, vol.74, No | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| JP 62077155 A, 09.04.1987 | |||
| Установка для литья под давлением тугоплавких сплавов | 1977 |
|
SU740398A1 |
| US 4958057 A, 18.09.1990. | |||

