Изобретение относится к машиностроению, а именно к неразъемным соединениям деталей из различных несвариваемых материалов, например металл-керамика, алюминий-сталь, титан-нержавеющая сталь и т.п., и может найти применение в любой отрасли (авиастроение, космос, велостроение и т.д.).
Из патентной литературы известно неразъемное соединение деталей за счет пластической деформации при сжатии одной из деталей, обеспечивающей затекание металла в канавки, выполненные на другой детали, а. с. N 195259, F 16 L 13/00. Это соединение состоит из двух концентрично соединяемых деталей с вытачками на наружной поверхности одной и внутренней другой детали, и вкладыша из пластичного материала. Вкладыш помещают между соединяемыми деталями, их сдавливают, и материал вкладыша затекает в вытачки деталей, соединяя их.
Это соединение имеет ряд существенных недостатков: лишние элементы, нет надежного контроля затекания материала вкладыша в вытачки соединяемого элемента, что в свою очередь влияет на надежность самого соединения. Кроме того необходимо дорогостоящее оборудование и оснастка.
Наиболее близким к предлагаемому способу является способ соединения деталей вал-втулка, а. с. N 740470 B 23 P 11/02, заключающийся в том, что перед сборкой на контактирующих поверхностях выполняют углубления и соединяют детали путем пластической деформации другой детали.
Недостаток вышеназванного способа в том, что нет надежного контроля затекания материала одной детали в углубления другой, и кроме того, этим способом можно соединять детали одинаковой пластичности, что сужает область его применения.
Задача, решаемая предлагаемым изобретением, - создание такого способа, при котором появилась бы возможность соединять детали, различные по материалу, и делать это надежно, за счет гарантированного визуального контроля качества соединения.
Эта задача решается тем, что в способе получения неразъемного соединения сопряженных деталей замкнутого контура за счет затекания материала одной из них в канавки другой, включающем выполнение канавок по всему периметру сопряжения, введения детали меньшего сечения в деталь большего сечения, осуществляют соединение сопряженных деталей путем расплава или приложения усилия соосно канавкам.
Кроме того, для достижения поставленной цели прикладываемое усилие может быть усилием обжатия, а также перед сопряжением деталей, по периметру одной из них на расстоянии, равном расстоянию между канавками другой, делают буртики, площадь поперечного сечения которых равна площади поперечного сечения канавок, причем последние располагают против буртиков, а контроль соединения ведут по наружной поверхности детали, имеющей буртики.
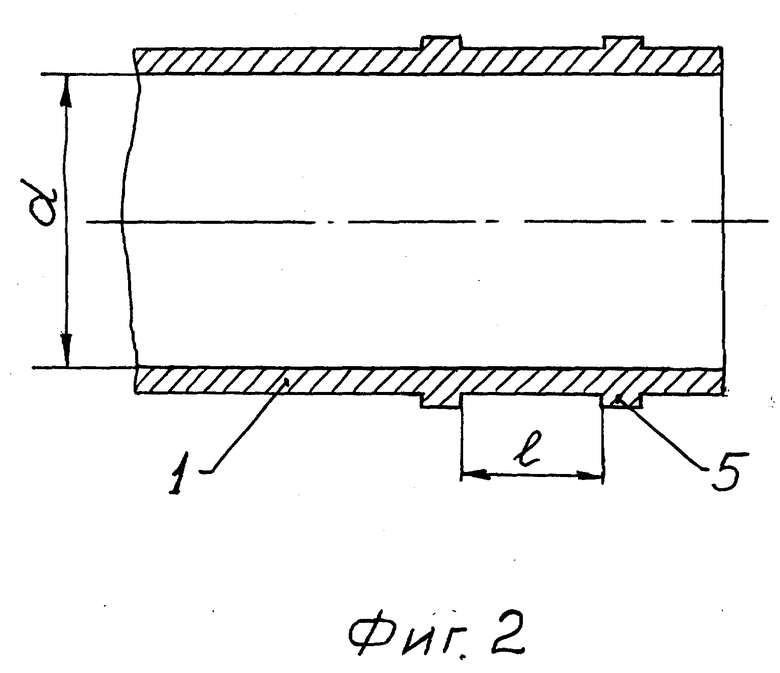
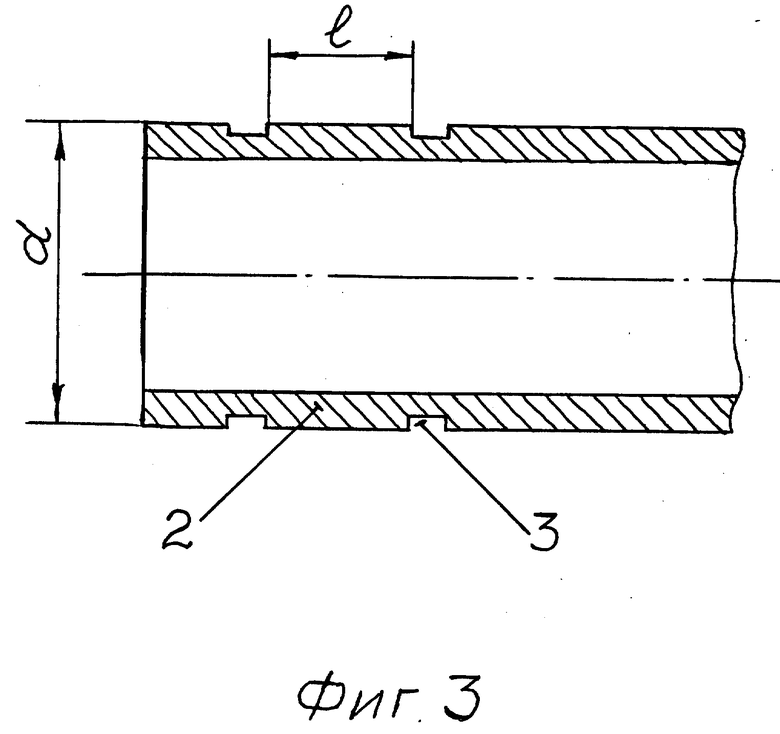
На фиг. 1 изображен общий вид неразъемного соединения, полученного предлагаемым способом, на фиг. 2 и фиг. 3 - соединяемые детали.
Неразъемное соединение состоит из двух деталей замкнутого контура 1 и 2. На детали 2 выполнены канавки 3, расположенные по всему периметру сопряжения деталей 1 и 2. На детали 1 выполнены буртики 5 на расстоянии, равном расстоянию между канавками 3. Материал 4, затекающий в канавки 3, является "соединительным элементом".
Способ получения неразъемного соединения сопряженных деталей замкнутого контура 1 и 2 происходит за счет затекания материала 4 одной из них в канавки другой. После введения детали меньшего сечения 2 в деталь большего сечения 1 осуществляют соединение путем расплава или приложенного усилия соосно канавкам 3. Это может быть в результате обжатия детали 1 над канавками 3 детали 2 обкатными роликами на токарном станке или обжатием ножами штампа на прессе.
В том случае, когда важно на поверхности соединяемых деталей не иметь следов деформации и получить соединение не только прочное, но и герметичное, на поверхности детали 1 выполняют буртики 5, площадь поперечного сечения которых равна площади поперечного сечения канавок 3. При введении деталей друг в друга производят совмещение буртиков 5 с канавками 3. Соединение деталей производят, например, в сварочном приспособлении, неплавящимся электродом без присадочного материала. При этом происходит местный расплав буртика 5 и материала детали 1, который затекает в канавку 3 детали 2, заполняя ее, качество заполнения канавки 3 легко и надежно контролируется визуально полным расплавом буртика 5, а следовательно, ровной наружной поверхности детали 1.
Указанный способ был опробован на заводе при сварке труб из титана и нержавеющей стали для изготовления рам горного велосипеда. Испытания этих узлов показали отличные результаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение с натягом | 2024 |
|
RU2835085C1 |
| Неразъёмное соединение деталей замкнутого контура и способ его осуществления | 2016 |
|
RU2631043C1 |
| ТОКОПРОВОДЯЩЕЕ СОЕДИНЕНИЕ | 1998 |
|
RU2134004C1 |
| Способ получения неразъемного соединения осесимметричных полых деталей из разнородных материалов | 2016 |
|
RU2636962C1 |
| УЗЕЛ РАЗЪЕДИНЕНИЯ ЧАСТЕЙ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2150665C1 |
| УСТРОЙСТВО ДЛЯ ДОРАБОТКИ И РЕМОНТА ПАЗОВ, КАНАВОК, ФАСОК И ДРУГИХ ТОМУ ПОДОБНЫХ ЭЛЕМЕНТОВ ПРОФИЛЯ ВО ФЛАНЦАХ ИЗДЕЛИЙ | 1997 |
|
RU2110373C1 |
| УНИВЕРСАЛЬНАЯ ЛЕСТНИЦА | 1995 |
|
RU2101453C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫПУКЛЫХ И ВОГНУТЫХ ПОЯСОВ НА ТРУБЧАТЫХ ЗАГОТОВКАХ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1996 |
|
RU2095175C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1997 |
|
RU2110381C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ | 2011 |
|
RU2469237C2 |
Изобретение относится к машиностроению и может найти применение при соединении деталей из различных несвариваемых материалов, например металл-керамика, алюминий-сталь, титан-нержавеющая сталь и т.п. Соединение сопряженных деталей замкнутого контура происходит за счет затекания материала в канавки одной из них, причем канавки выполняют по всему периметру сопряжения на расстоянии друг от друга. Деталь меньшего сечения вводят в деталь большего расплава. На второй детали могут быть сделаны буртики на расстоянии, равном расстоянию между канавками первой, а площадь поперечного сечения которых равна площади поперечного сечения канавок. Технический эффект - возможность соединения деталей из несвариваемых материалов. 3 ил.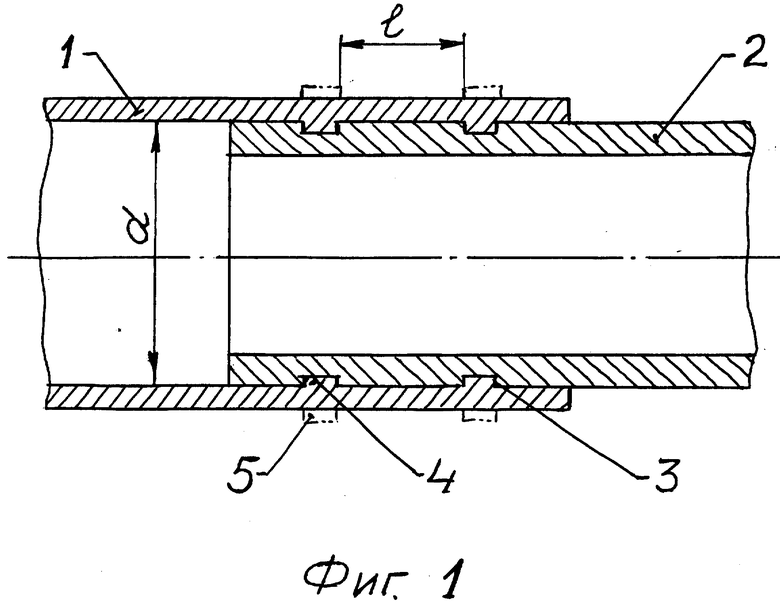
Способ получения неразъемного соединения сопряженных деталей замкнутого контура за счет затекания в канавки одной детали материала другой, при котором выполняют канавки по всему периметру сопряжения, вводят деталь меньшего сечения в деталь большего сечения и осуществляют соединение сопряженных деталей путем расплава, отличающийся тем, что в качестве материала соединяемых деталей используются не свариваемые между собой материалы, при этом на другой предварительно выполняют буртики на расстоянии, равном расстоянию между указанными канавками детали, площадь поперечного сечения которых равна площади поперечного сечения канавок, канавки располагают против буртиков, а контроль соединения ведут по наружной поверхности соединения.
| Способ соединения деталей с натягом | 1978 |
|
SU740470A1 |
| Огнетушитель | 0 |
|
SU91A1 |
