Предлагаемое изобретение относится к машиностроению и может быть использовано для обеспечения герметичности при сборке деталей соединяемых с натягом из различных материалов. Сборка осуществляется под действием пресса.
Известно неразъемное соединение, состоящее из сопряженных деталей замкнутого контура, и способ получения такого соединения (патент RU 2120846, МПК B23P 11/02, F16L 13/00, опубл. 27.10.1998), где соединение происходит за счёт затекания материала в канавки одной из них, причём канавки выполняют по всему примеру сопряжения на расстоянии друг от друга. Деталь меньшего сечения вводят в деталь большего расплава. На второй детали могут быть сделаны буртики на расстоянии, равном расстоянию между канавками первой, а площадь поперечного сечения которых, равна площади поперечного сечения канавок.
Недостатком известного способа и устройства является то, что соединения сопряжённых деталей замкнутого контура происходит за счёт расплава или приложения усилия обжатия с последующим затеканием материала в канавки одной из них. Данное действие является технологически сложным и затратным.
Кроме того, при обжатии не учитывается разность деформации по длине соединения, что приводит к изменению условий контактного взаимодействия, неполному затеканию материала выступов в канавки и, как следствие, нарушению эксплуатационных свойств, в частности герметичности.
Известен способ соединения деталей с натягом (авторское свидетельство SU 740470, МПК B23P 11/02, опубл. 15.06.1980), где перед сборкой на одной из деталей выполняют углубление и производят сборку соединения с заранее заданным натягом. После сборки соединение нагревают и выдерживают при повышенной температуре. Углубления выполняются на той детали, предел текучести которой наибольший. Если предел текучести одинаков, то углубления выполняют на охватываемой детали, так как при этом сокращается время на затекание металла в эти углубления шириной 1,5 мм и глубиной 0,15 мм в виде кольцевых канавок. Деталь запрессовывается одна в другую, и нагреваются до температуры пластического состояния контактирующей поверхности одной детали с последующим охлаждением.
Недостатком данного способа является необходимость использования материалов с различными коэффициентами температурного расширения или повышенной теплопроводностью, значительные энергетические временные затраты на нагрев и охлаждение соединения.
Наиболее близкими по технической сущности к предлагаемому изобретению является известное соединение с натягом (патент RU 2106544, МПК F16B 4/00, опубл. 10.03.1998), в котором на детали с большей поверхностной и твердостью выполняются канавки с криволинейным профилем и переменной глубиной по длине канавки. Сборка осуществляется с нагревом охватывающей детали с последующим охлаждением до стадии выравнивания температур в соединении. При назначении максимальной глубины канавок учитывается напряжённое состояние контактирующих поверхностей. Канавки могут быть выполнены параллельно образующей поверхности детали, образующие канавок могут быть криволинейные, форма канавок соответствует части торообразной поверхности, образующие канавок выполнены по винтовым линиям, расположены с переменным шагом.
Недостатки данного технического решения заключаются в том, что запрессовка осуществляется только с нагревом охватывающей детали, но не реализуемо при сборке с помощью пресса. h min, h max не увязана геометрическими размерами соединения, а так же не принимается во внимание неравномерность напряжений по длине соединения, что приводит к неполному заполнению канавок по длине.
Задача, на решение которой направлено заявленное изобретение является обеспечение герметичности соединения с натягом, собираемого под действием пресса.
Технический результат достигается тем, что соединение с натягом охватывающей и охватываемой деталей осуществляют под действием пресса, при этом на охватываемой детали выполняют две группы по 3-4 полукруглых кольцевых выступа, расположенных на расстоянии l1=1/3-1/5 от концов соединения, а высота выступов h равна максимальному натягу плюс 10-50%, расстояние между выступами b и ширина выступов a равны двукратной величине высоты выступа 2h.
Выполнение менее 3-х выступов не обеспечивает герметичность соединения, а выполнение 4-х выступов усложнят обработку охватываемой детали.
Высота выступов h равна максимальному натягу плюс 10-50% в зависимости от степени относительного удлинения охватываемой детали (например, Сталь 20, Ψ=65% , Δ =10-20%; БрОФ 8,0-0,3 , Ψ=35-37%, Δ = 25-35; СЧ20, Ψ = 20-30%, Δ = 40-50%).
Расстояние l1=1/3-1/5 от концов соединения выбирается в зависимости от величины неравномерного напряжения по длине соединения.
Изобретение иллюстрируется изображениями:
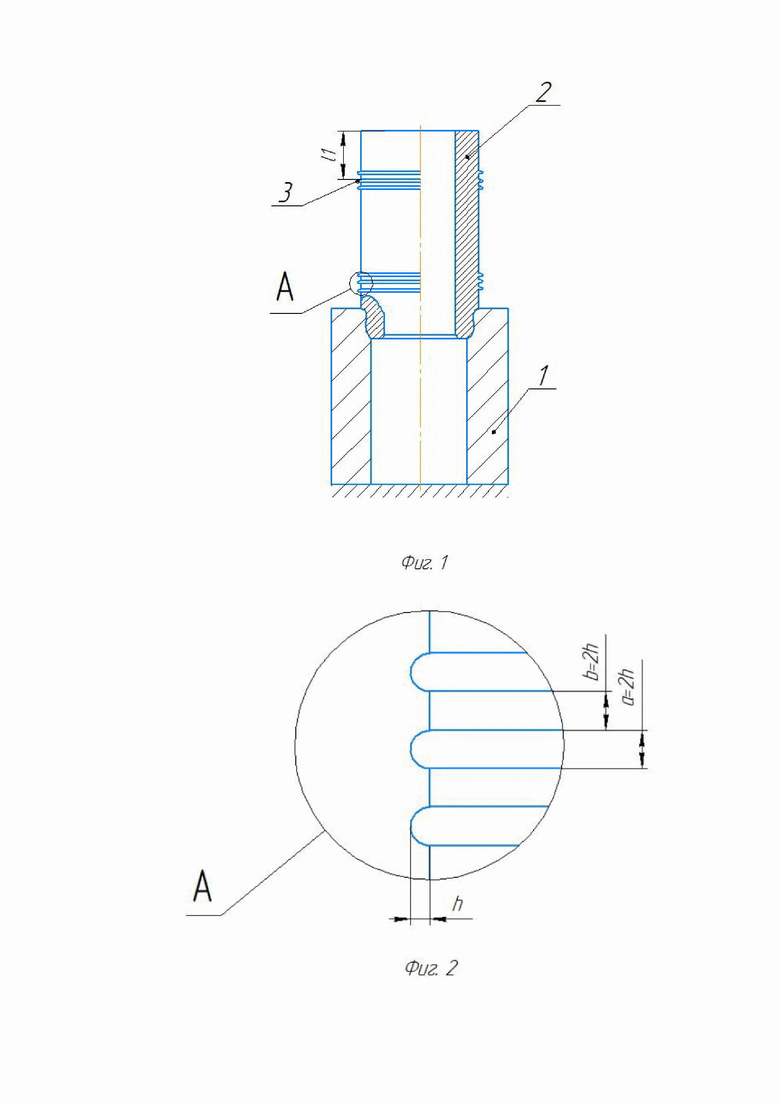
Фиг.1 - Схема сборки соединения с натягом под воздействием пресса.
Фиг. 2 - Выступы на охватываемой детали.
Согласно изобретению, при сборке соединения с натягом под воздействием пресса происходит упругопластическая деформация выступов 3 охватываемой детали 2. Выступы на охватываемой детали 2 деформируются и наклоняются в сторону, противоположную усилию запрессовки. По мере движения охватываемой детали 2 происходит заполнение пространства между выступами 3. Заполненное пространство между охватывающей 1 и охватываемой 2 деталями обеспечивает герметичность соединения с натягом.
Указанное техническое решение было апробировано при сборке деталей, выполненных из марки стали - Сталь 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей с натягом | 1978 |
|
SU740470A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ, СОСТОЯЩЕЕ ИЗ СОПРЯЖЕННЫХ ДЕТАЛЕЙ ЗАМКНУТОГО КОНТУРА, И СПОСОБ ПОЛУЧЕНИЯ ТАКОГО СОЕДИНЕНИЯ | 1996 |
|
RU2120846C1 |
| ТОКОПРОВОДЯЩЕЕ СОЕДИНЕНИЕ | 1998 |
|
RU2134004C1 |
| Способ соединения деталей | 1979 |
|
SU967766A1 |
| Неразъемное соединение с натягом | 1985 |
|
SU1296754A1 |
| Способ изготовления тонкостенных осесимметричных оболочек | 2016 |
|
RU2635980C1 |
| Способ соединения с натягом деталей типа вал-втулка | 1983 |
|
SU1199558A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2009 |
|
RU2450904C2 |
| Способ изготовления тонкостенных осесимметричных оболочек | 2016 |
|
RU2649477C1 |
| СОЕДИНЕНИЕ С НАТЯГОМ | 1995 |
|
RU2106544C1 |
Изобретение относится к машиностроению и может быть использовано для обеспечения герметичности при сборке деталей, соединяемых с натягом из различных материалов. Сборка осуществляется под действием пресса. Сущность: соединение с натягом охватывающей и охватываемой деталей осуществляют под действием пресса, при этом на охватываемой детали выполняют две группы по 3-4 полукруглых кольцевых выступа, расположенных на расстоянии l1=1/3-1/5 от концов соединения, а высота выступов h равна максимальному натягу плюс 10-50%. Расстояние между выступами b и ширина выступов a равны двукратной величине высоты выступа 2h. Технический результат: обеспечение герметичности соединения с натягом, собираемого под действием пресса. 2 ил. 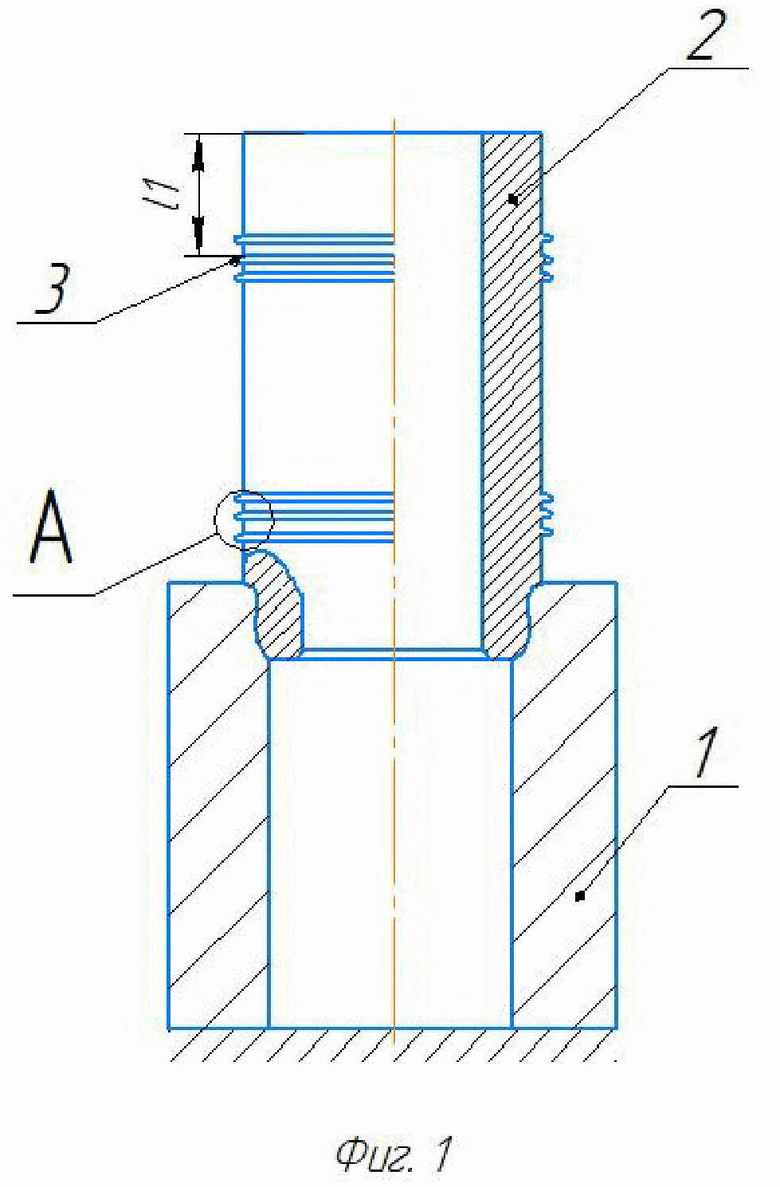
Соединение с натягом охватывающей и охватываемой деталей для их соединения по цилиндрическим и коническим поверхностям, отличающееся тем, что осуществляется под действием пресса, при этом на охватываемой детали выполняют две группы по 3-4 полукруглых кольцевых выступа, расположенных на расстоянии l1=1/3-1/5 от концов соединения, а высота выступов h равна максимальному натягу плюс 10-50%, расстояние между выступами b и ширина выступов a равны двукратной величине высоты выступа 2h.
| Неразъемное соединение с натягом | 1985 |
|
SU1296754A1 |
| Неразъемное соединение с натягом | 1976 |
|
SU596746A1 |
| Устройство для управления подачей нити на трикотажной машине | 1988 |
|
SU1548297A1 |
| US 5307708 A1, 03.05.1994. | |||

