Изобретение относится к области металлургии, конкретнее к устройствам для многоручьевого непрерывного литья сортовых заготовок.
Известно устройство для многоручьевого непрерывного литья сортовых заготовок, содержащее кристаллизатор, в котором ролики зоны вторичного охлаждения выполнены профильными для формирования соединенных между собой заготовок (DE N 1458123, кл. B 22 D 11/12, 1972 г.).
Недостатком известного устройства является сложная конструкция из-за необходимости индивидуального профиля для каждой пары роликов и низкая стойкость из-за износа роликов при прокатке заготовок.
Наиболее близким по технической сущности и достигаемому результату является устройство для реализации способа многоручьевого литья сортовых заготовок, содержащее установленные между собой с зазором вращающиеся валковые кристаллизаторы и боковые стенки, при этом валковые кристаллизаторы выполнены с по меньшей мере двумя профилями на их поверхности для формирования соединенных между собой заготовок, в котором валковые кристаллизаторы выполнены с симметричными и кососимметричными профилями на их поверхности для формирования заготовок круглого, квадратного и многогранного сечения, а боковые стенки выполнены в виде пластин, рабочая поверхность которых выполнена с возможностью удержания металла в профилях валковых кристаллизаторов (патент РФ N 20941681, кл. B 22 D 11/06, 1996 г.).
Недостатками прототипа являются его узкие технологические возможности из-за необходимости замены кристаллизаторов при изменении числа отливаемых заготовок.
Технический результат изобретения заключается в расширении технологических возможностей устройства - обеспечении изменения количества отливаемых заготовок.
Результат достигается тем, что в известном устройстве для многоручьевого непрерывного литья сортовых заготовок, содержащем установленные между собой с зазором вращающиеся валковые кристаллизаторы и боковые стенки, при этом валковые кристаллизаторы выполнены с по меньшей мере двумя профилями на их поверхности для формирования соединенных между собой заготовок, согласно изобретению на поверхности валковых кристаллизаторов у их торцев дополнительно выполнены полупрофили, а боковые стенки - в виде перемещаемых по ширине валковых кристаллизаторов пластин, рабочая поверхность которых выполнена с возможностью удержания металла в профилях валковых кристаллизаторов. При кососимметричном расположении профилей на валковых кристаллизаторах одна из рабочих поверхностей пластин выполнена цилиндрической, а при симметричном - рабочие поверхности пластин выполнены коническими.
Заявленная совокупность признаков, а именно полупрофили на поверхности валковых кристаллизаторов у их торцев, вид боковых стенок (перемещаемые пластины) и форма рабочей поверхности пластин обеспечивают расширение технологических возможностей устройства за счет изменения количества одновременно отливаемых заготовок.
Цилиндрическая поверхность с одной из сторон пластин при кососимметричном расположении профилей на валковых кристаллизаторах и коническая поверхность пластин при симметричном расположении профилей обеспечивают надежную работу устройства за счет соответствия формы контактирующей поверхности пластин и валковых кристаллизаторов.
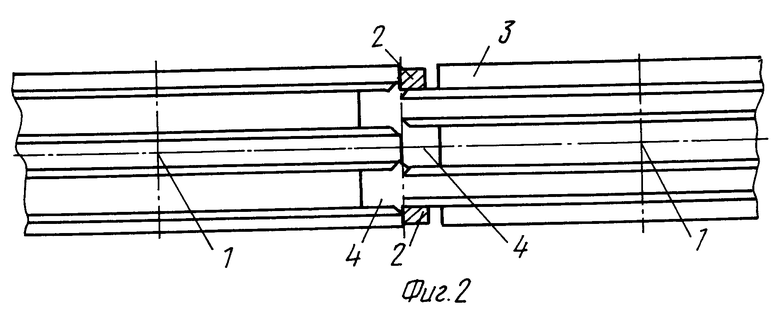
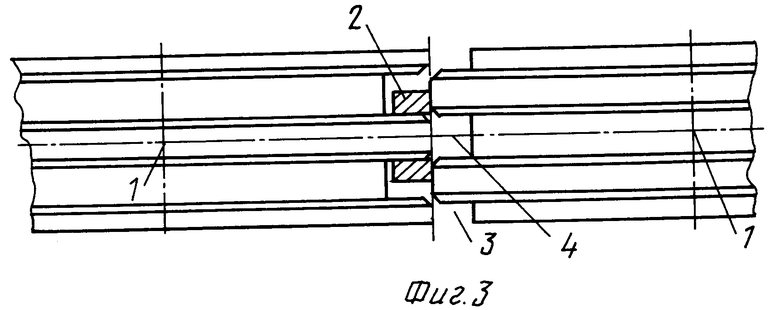
На фиг.1 показано устройство для непрерывного литья до 3-х сортовых заготовок квадратного сечения с кососимметричным расположением профилей на поверхности валковых кристаллизаторов; на фиг.2 - то же, разрез по А-А для литья всех трех заготовок; на фиг. 3 - разрез по А-А для одноручьевого литья.
Устройство содержит валковые кристаллизаторы 1 и боковые стенки 2, при этом один из кристаллизаторов выполнен с двумя профилями, а другой - с одним профилем. На поверхности валковых кристаллизаторов у их торцев дополнительно выполнены полупрофили 3, а боковые стенки выполнены в виде перемещаемых по ширине валковых кристаллизаторов пластин, рабочая поверхность которых выполнена с возможностью удержания металла в профилях 4, причем одна из поверхностей 5 пластин 2 выполнена цилиндрической.
Устройство работает следующим образом. В профили 4, образованные кристаллизаторами 1 и пластинами 2, расположенными у торцев кристаллизаторов (фиг.2), подается металл. Затвердевающий на стенках кристаллизаторов 1 металл вытягивается из них в виде 3-х соединенных между собой заготовок.
В случае промежуточного по ширине кристаллизаторов 1 положения пластин 2 получают одну сортовую заготовку (фиг.3).
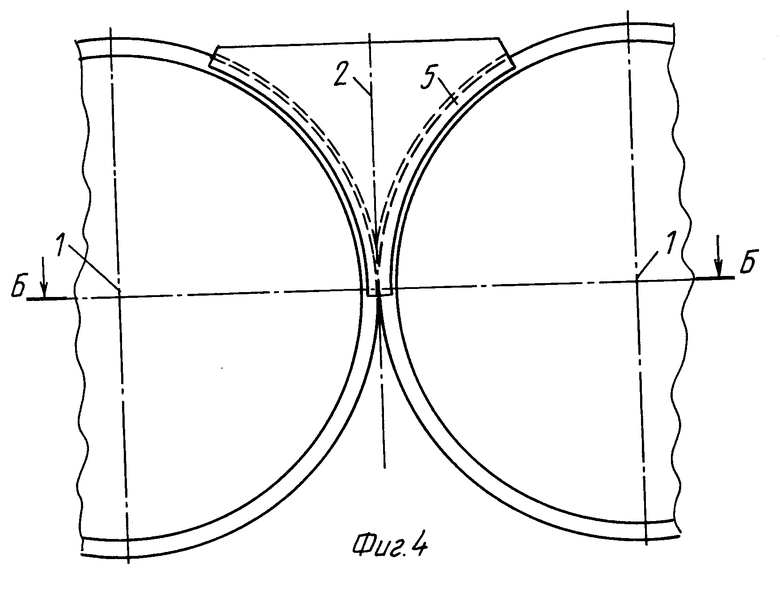
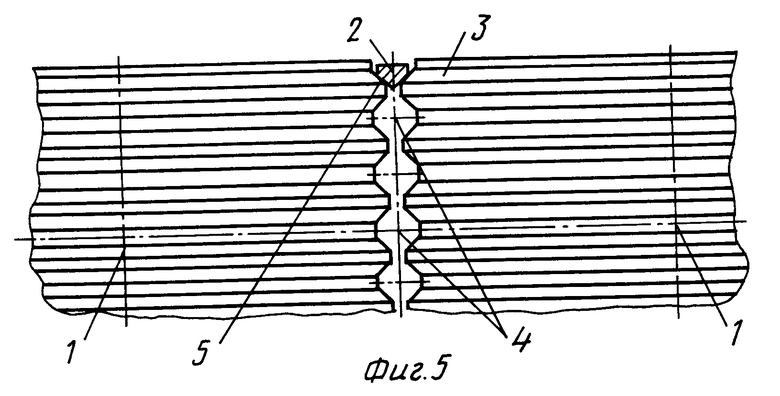
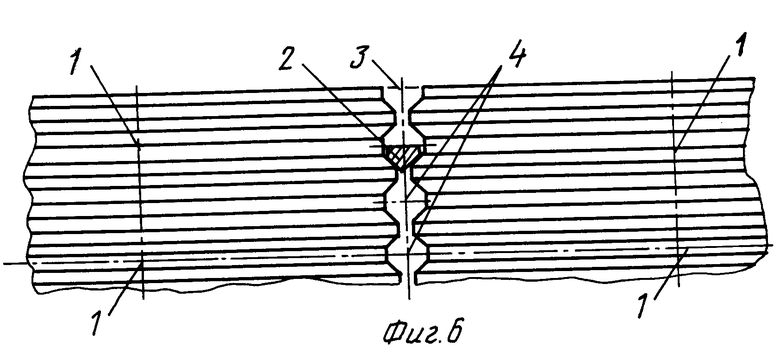
На фиг.4 показано устройство для непрерывного литья до 5-ти сортовых заготовок шестигранного сечения с симметричным расположением профилей на поверхностях валковых кристаллизаторов, на фиг.5 - то же, разрез по Б-Б для литья всех пяти заготовок, а на фиг.6 - разрез по Б-Б для литья 3-х заготовок. Обозначения здесь те же, что и выше. Рабочие поверхности 5 пластин 2 выполнены коническими.
При подаче металла в профили, образованные кристаллизаторами 1 и пластинами 2, расположенными у торцев в полупрофилях 3 (фиг.5) получают пять соединенных между собой сортовых заготовок.
При подаче металла в профили, образованные кристаллизаторами 1 и пластинами 2, расположенными посредине кристаллизаторов, получают 3-и сортовые заготовки.
Предложенное устройство обеспечивает расширение диапазона реализуемых с его помощью способов и приемов, направленных на расширение сортамента продукции, варьирование производительности и упрощение операции управления. Так, при производстве сортовых заготовок сечением 30х30 мм можно изменять количество одновременно работающих ручьев от 1 до 10, что обеспечивает разливку плавок весом от 2 до 25 т. Наряду с сортовыми устройство позволяет отливать широкую сортовую заготовку - до 500 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНО- И МНОГОРУЧЬЕВОГО НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2120835C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРТОВОГО ПРОКАТА | 1996 |
|
RU2094168C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 1999 |
|
RU2140830C1 |
| ОГНЕУПОРНЫЙ СТАКАН | 2001 |
|
RU2188099C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ-ПРОКАТКИ СТАЛЬНОЙ ПОЛОСЫ | 1999 |
|
RU2147260C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ КВАДРАТНЫХ ЗАГОТОВОК | 1994 |
|
RU2054984C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048242C1 |
| Способ производства профилей и пластина для локализации ликвационных зон | 1980 |
|
SU900882A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1996 |
|
RU2112625C1 |
| МЕХАНИЗМ КАЧАНИЯ КРИСТАЛЛИЗАТОРА СОРТОВЫХ И БЛЮМОВЫХ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ | 2001 |
|
RU2197357C2 |
Изобретение относится к области металлургии, конкретнее к устройствам для многоручьевого непрерывного литья сортовых заготовок. Технический результат изобретения заключается в расширении технологических возможностей - обеспечении изменения количества отливаемых заготовок. Устройство для многоручьевого непрерывного литья сортовых заготовок содержит установленные между собой с зазором вращающиеся кристаллизаторы и боковые стенки, при этом валковые кристаллизаторы выполнены с по меньшей мере двумя профилями на их поверхности для формирования соединенных между собой заготовок. На поверхности валковых кристаллизаторов у их торцев дополнительно выполнены полупрофили, а боковые стенки - в виде перемещаемых по ширине валковых кристаллизаторов пластин, рабочая поверхность которых выполнена с возможностью удержания металла в профилях валковых кристаллизаторов. При кососимметричном расположении профилей на валковых кристаллизаторах одна из рабочих поверхностей пластин выполнена цилиндрической, а при симметричном - рабочие поверхности выполнены коническими. Использование изобретения позволяет расширять сортамент заготовок, изменять количество одновременно отливаемых заготовок и вес разливаемого металла. 2 з.п. ф-лы, 6 ил.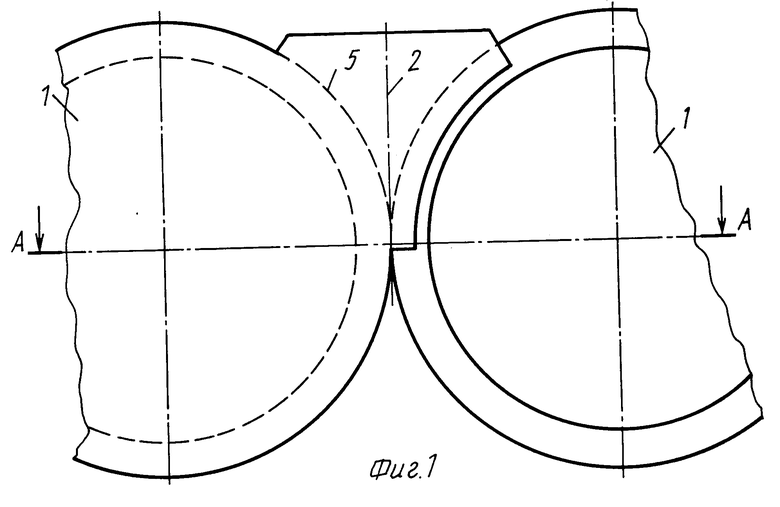
| RU 20941681 C1, 27.10.97 | |||
| Шихта порошковой проволоки | 1987 |
|
SU1458123A1 |
| JP 6326241 A, 03.02.88 | |||
| JP 6483342 A1, 29.03.89 | |||
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ РЫБЫ В РЫБООБРАБАТЫВАЮЩИЕ МАШИНЫ | 2017 |
|
RU2649340C1 |
| Способ непрерывного литья ленты и устройство для его осуществления | 1987 |
|
SU1528606A1 |
