Изобретение относится к области гражданского самолетостроения.
Широко известен плазово-шаблонный метод сборки (Абибов А.Л. Технология самолетостроения. М., Машиностроение, 1970, с.31-51, 355-357), при котором сборку самолетов, в частности сборку элементов интерьера, ведут по разметке с базированием за различные конструктивные элементы собранного в стапеле каркаса фюзеляжа с использованием многочисленных шаблонов. Известный способ не обеспечивает точность взаимной увязки элементов конструкции, достаточную для устранения подгоночных работ при сборке. Форму и размеры деталей приходится согласовывать непосредственно в процессе сборки. Способ крайне зависим от погрешностей собранного каркаса фюзеляжа. Взаимозаменяемость элементов интерьера при сборке с разметкой невозможна, что делает данный способ практически не пригодным для крупносерийного производства пассажирских самолетов.
Наиболее близким к изобретению по техническому решению и достигаемому результату является способ изготовления и монтажа элементов интерьера в салоне самолета Ил-114 (журнал "Авиационная промышленность”, №11, 1991, с.3-6). При этом способе панели отделки интерьера устанавливают внутри собранного в стапеле каркаса фюзеляжа при помощи узлов крепления. Узлы крепления выставляют по рабочим макетам панелей интерьера и крепят за шпангоуты каркаса фюзеляжа с использованием для контроля лазерно-оптической системы и с базированием при сборке по координатно-фиксирующим отверстиям, воспроизведенным в силовом поперечном наборе каркаса фюзеляжа еще в процессе его изготовления и сборки. Данный способ сборки интерьера оснащен большим количеством различного вида специальной оснастки - это рабочие макеты панелей отделки и пола пассажирского салона, вестибюлей и кабины экипажа, контр-макеты, инструментальные эталоны, лазерная система, объемный плаз фюзеляжа, в котором отрабатывается вся оснастка.
Основным недостатком этого способа сборки является то, что сборку интерьера ведут по-прежнему, как и в первом примере, с базированием от различных конструктивных элементов собранного каркаса фюзеляжа, то есть в решающей зависимости от достигнутой общей точности его исполнения. Например, элементы интерьера при монтаже базируют по координатно-фиксирующим отверстиям, которые выполняют в поперечном силовом наборе самого фюзеляжа на станочном оборудовании еще до поступления элементов поперечного набора в стапель сборки каркаса фюзеляжа. При этом из-за различного рода погрешностей в сборке идентичные координатно-фиксирующие отверстия после сборки каркаса фюзеляжа приходят в рассогласование друг с другом и относительно единой координатной сетки, что приводит к образованию ступенек, нестыковок и прочих дефектов при монтаже уже самого ряда однотипных элементов интерьера, базирующегося за эти координатно-фиксирующие отверстия. Описываем в прототипе способ сборки требует для обеспечения взаимозаменяемости панелей отделки и других элементов интерьера как основного показателя качества сборки повышенных затрат и усилий, направленных на достижение строгой увязки многообразной оснастки для сборки отсеков самого фюзеляжа с оснасткой для изготовления и монтажа элементов интерьера. При этом доля индивидуальной подгонки панелей отделки, несмотря на обилие согласуемой оснастки, остается значительной.
Задачей настоящего изобретения является повышение степени взаимозаменяемости элементов интерьера путем уменьшения влияния нестабильных отклонений и погрешностей собранного в стапеле каркаса фюзеляжа на качество и точность монтажа в нем интерьера.
Сущность изобретения заключается в следующем. Для достижения указанного технического результата в предлагаемом способе сборки, как и в прототипе, производят установку на готовый каркас фюзеляжа узлов крепления для элементов интерьера при помощи лазерно-оптической системы и рабочих макетов. Точность расположения узлов крепления определяет качество монтажа всего интерьера в целом. Однако монтаж ведут с существенными отличиями от прототипа. Основным отличительным признаком является то, что установку и монтаж элементов интерьера выполняют внутри собранного каркаса фюзеляжа независимо от накопленных погрешностей в сборке каркаса фюзеляжа, с базированием за теоретическую ось симметрии самолета. Это осуществляют посредством физически базирующейся за рельсы пола фюзеляжа лазерно-оптической системы и координатно-фиксирующих отверстий, выполняемых дополнительно только для монтажа интерьера на каждом шпангоуте уже после сборки каркаса при помощи передвижного кондуктора, встроенного в лазерно-оптическую систему. При этом оси выполняемых на шпангоутах координатно-фиксирующих отверстий в рядной совокупности фактически образуют вдоль всего салона самолета группу попарных взаимно параллельных единых осей для ориентации каждого вида рабочих макетов панелей отделки. На выполненные таким образом координатно-фиксирующие отверстия теоретически ориентированно по осям "Y,Z" самолета по базовым отверстиям, которые согласованы с координатно-фиксирующими отверстиями на шпангоутах, фиксируют осями-фиксаторами рабочие макеты панелей отделки с собранными на них крепежными узлами. После чего выставляют полученную сборку по оси “X” самолета путем контролируемого перемещения по осям-фиксаторам. После выставления макетов отделки интерьера вместе с крепежными узлами переводят на шпангоуты центры крепежных отверстий этих узлов, при этом с доступом через имеющиеся в рабочих макетах панелей отделки технологические окна оценивают величину и характер возможных подгонок конструктивно-технологических размерных компенсаторов, имеющихся на узлах в плоскости контакта со шпангоутом. Далее рабочие макеты панелей отделки снимают с осей-фиксаторов, выполняют сверление переведенных на шпангоут крепежных отверстий. По результатам оценки, при необходимости, подгоняют на крепежных узлах компенсаторы. Далее переставляют крепежные узлы с рабочих макетов на шпангоуты каркаса фюзеляжа с их окончательным креплением и с последующим монтажом на них готовых панелей отделки интерьера. При этом лазерно-оптическая система, предназначенная для выполнения координатно-фиксирующих отверстий, в отличие от прототипа оснащена кондуктором, конструктивно встроенным в систему с возможностью базированной ориентации по ее лазерным лучам, с возможностью также перемещения и фиксации кондуктора по оси "X" и с возможностью его перенастройки для сверления КФО в назначенных местах каждого шпангоута. Для более точной оценки ориентации кондуктора, а через него и для контроля выставления рабочих макетов панелей отделки интерьера по оси "X" лазерно-оптическую систему оснащают оптическим устройством - сканером, предназначенным для перпендикулярного перевода одного из лазерных лучей системы с осевого направления на мерительную сборно-разборную линейку. Мерительную сборно-разборную линейку монтируют на полу салона, вдоль рельсов с привязкой к поперечному набору каркаса фюзеляжа.
Для сохранения прочностных характеристик поперечного силового набора каркаса фюзеляжа координатно-фиксирующие отверстия в отличие от прототипа после выставления на фюзеляж узлов крепления элементов интерьера подвергают глушению болтовыми соединениями с увеличенными шайбами. На узлах крепления в качестве конструктивно-технологических компенсаторов, предназначенных для подгонки контакта узлов со шпангоутом в направлении оси “X” самолета, применяют в данном способе монтажа при зазорах специальные прокладки из твердеющей массы, а при натягах припиливают бонки, имеющиеся на крепежных узлах панелей отделки интерьера в плоскости контакта со шпангоутом.
Таким образом, при данном способе и каркас фюзеляжа, и интерьер собирают независимо друг от друга от единой базы, каковой является теоретическая ось симметрии самолета.
Использование предлагаемого изобретения, в сравнении с прототипом, позволяет исключить перенос накопленных при сборке физических погрешностей самого каркаса фюзеляжа на интерьер, собираемый внутри фюзеляжа, и исключить их влияние на качество сборки и монтажа интерьера. Тем самым повышается точность сборки интерьера и достигается поставленная техническая задача - повышение степени взаимозаменяемости элементов интерьера.
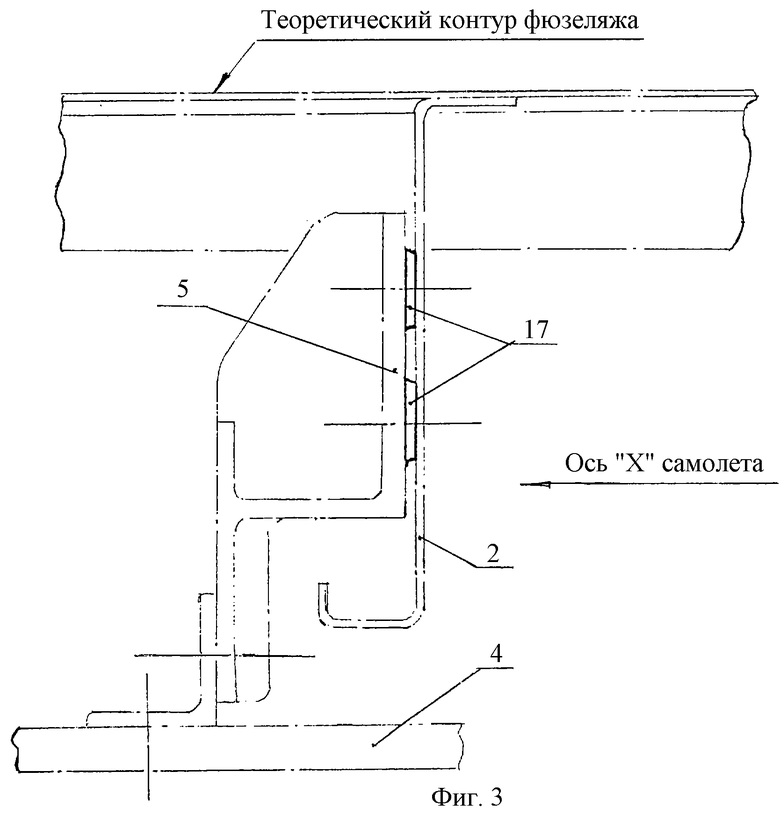
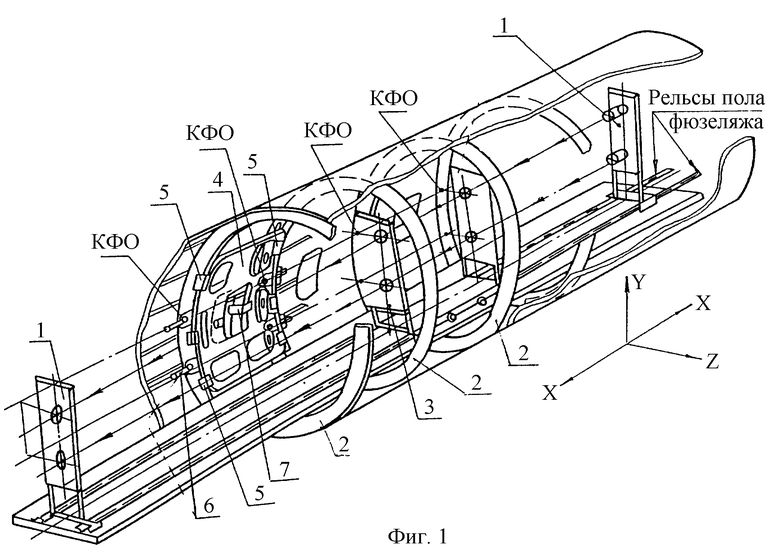
Сущность изобретения поясняется чертежами. На фиг.1 представлена принципиальная конструктивно-технологическая схема установки на фюзеляж узлов крепления панелей отделки интерьера для последующего монтажа на них самих панелей (в качестве примера представлена установка узлов крепления и монтаж оконных панелей). На фиг.2 - с большей детализацией представлена принципиальная конструктивная схема лазерно-оптической системы для выполнения координатно-фиксирующих отверстий. На фиг.3 - конструктивно-технологический компенсатор узла крепления элемента интерьера.
На фиг.1, 2 и 3 изображены лазерно-оптическая система 1, шпангоут 2 каркаса фюзеляжа, кондуктор 3, рабочий макет 4 боковой оконной панели отделки интерьера, узел крепления 5 панели, ось-фиксатор 6, откидной упор 7, кондукторная тележка 8, вертикальная кондукторная плита 9, целевой щит 10, кондукторная рамка 11, целевой знак 12, ролик 13 с эксцентриковой осью, узлы фиксации 14, мерительная линейка 15, оптическое устройство - сканер 16, бонки 17.
Способ осуществляют следующим образом.
С базированием за рельсы пола фюзеляжа выставляют лазерно-оптическую систему 1, состоящую из двух стационарных штативов (штатив-излучатель, штатив - целевой щит). Перемещают встроенный в лазерно-оптическую систему кондуктор 3 на тележке 8 по рельсам пола фюзеляжа и устанавливают его с ориентацией по лучам лазерно-оптической системы поочередно в районе каждого шпангоута с фиксацией в расчетных точках по оси X самолета. Для контроля точности выставления используют мерительную сборно-разборную линейку 15, смонтированную на полу салона вдоль рельсов фюзеляжа с привязкой к поперечному набору фюзеляжа, и сканер 16 для перевода лазерного луча на эту линейку. По кондукторной рамке 11 кондуктора 3, расположенной на вертикальной кондукторной плите 9, на всех шпангоутах 2 выполняют по два координатно-фиксирующих отверстия. При этом каждое из отверстий располагается на своей оси, соосно с идентичными отверстиями своего ряда. Конструкция лазерно-оптической системы допускает использование одной и той же кондукторной рамки 11 для сверления координатно-фиксирующих отверстий как по бортам, так и для потолочной оснастки путем перестановки крепежных лапок рамки 11 на другую группу отверстий в вертикальной плите 9 кондукторной тележки 8. На рабочем макете 4 боковой панели интерьера монтируют рабочие (штатные) узлы 5 крепления боковой панели интерьера к шпангоутам фюзеляжа. Монтаж выполняют вне фюзеляжа. Макет 4 вместе с узлами 5 выставляют на фюзеляж и по базовым отверстиям, имеющимся в макете, фиксируют осями-фиксаторами 6 за координатно-фиксирующие отверстия в шпангоуте, ранее выполненные по кондуктору 3 лазерно-оптической системы. Оси-фиксаторы служат для ориентированного перемещения макета вдоль оси "X" самолета. Далее следует операция выставления макета 4 по оси "X" самолета путем перемещения по осям-фиксаторам 6. Макеты боковых оконных панелей отделки выставляют по дистанции с использованием откидных упоров 7 для ориентации за оконные проемы в обшивке фюзеляжа, точность выполнения которых должна гарантироваться стапелем сборки каркаса фюзеляжа в пределах допуска. Выставление дополнительно контролируют мерительной линейкой 15, встроенной в лазерно-оптическую систему. После выставления макета по осям X, Y и Z фюзеляжа самолета делают перевод центров крепежных отверстий с узлов 5 на шпангоуты 2 фюзеляжа, например, при помощи диаметрально подобранных по отверстию кернов. Оценивают при этом прилегание узлов 5 к шпангоутам 2 и выполняют при необходимости подгонку конструктивно-технологических компенсаторов, имеющихся на узлах в плоскости контакта со шпангоутом в виде бонок 17, которые припиливают при натяге, либо ставят компенсационные прокладки, например, из твердеющей массы при зазоре с плоскостью шпангоута. Для доступа в зоны крепления узлов используют технологические окна в рабочем макете панели отделки. На переведенные и выполненные отверстия с помощью штатного крепежа окончательно устанавливают узлы 5 крепления панели. В обозначенной последовательности далее ставят на фюзеляж весь ряд крепежных узлов для боковых панелей отделки. Для сохранения прочностных характеристик поперечного набора фюзеляжа координатно-фиксирующие отверстия подвергают глушению болтовыми соединениями с увеличенными шайбами. Далее на установленные крепежные узлы окончательно монтируют боковые оконные панели отделки интерьера всего ряда.
Представленную конструктивно-технологическую схему в аналогичной технологической последовательности применяют для монтажа других элементов интерьера салона пассажирского самолета: потолочных панелей, багажных полок и прочее.
Использование предлагаемого в изобретении способа сборки интерьера позволяет в сравнении с прототипом в значительной мере сократить уровень материальных затрат, необходимых для строгой увязки многочисленной фюзеляжной оснастки с оснасткой для изготовления элементов интерьера и для установки узлов крепления панелей отделки интерьера на фюзеляж.
Таким образом, установку и монтаж элементов интерьера выполняют независимо от накопленных погрешностей в сборке каркаса фюзеляжа с базированием за теоретическую ось симметрии самолета.
Использование предлагаемого в изобретении способа сборки интерьера в салоне пассажирского самолета, в конечном счете, позволяет повысить степень взаимозаменяемости элементов интерьера, а в целом повысить качество изготовления пассажирских самолетов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА СБОРОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ОТСЕКОВ И АГРЕГАТОВ САМОЛЕТА | 2006 |
|
RU2318702C2 |
| СПОСОБ СБОРКИ ФЮЗЕЛЯЖА САМОЛЕТА | 1997 |
|
RU2121452C1 |
| СПОСОБ СБОРКИ ИЗДЕЛИЯ НА НЕСКОЛЬКИХ РАБОЧИХ ЭТАПАХ, КОМПЛЕКС СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ И ИСПОЛЬЗУЕМОЕ В НИХ ПЕРЕНОСНОЕ СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ | 2012 |
|
RU2517920C1 |
| КОМБИНИРОВАННЫЙ НЕСУЩИЙ ЭЛЕМЕНТ САЛОНА ТРАНСПОРТНОГО СРЕДСТВА | 2002 |
|
RU2224688C1 |
| СПОСОБ УВЯЗКИ И МОНТАЖА ОСНАСТКИ ДЛЯ СБОРКИ АГРЕГАТОВ | 1993 |
|
RU2079421C1 |
| НЕСУЩИЙ КАРКАС ПОЛА ФЮЗЕЛЯЖА И ЕГО ОПОРНАЯ БАЛКА | 2010 |
|
RU2440278C1 |
| ТРАНСФОРМИРУЕМЫЙ ПОСАДОЧНЫЙ МАКЕТ ИНТЕРЬЕРА АВТОМОБИЛЯ | 2001 |
|
RU2207633C2 |
| СТАПЕЛЬ ДЛЯ СБОРКИ АЭРОДИНАМИЧЕСКОГО ОРГАНА УПРАВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2509038C1 |
| САМОПОДДЕРЖИВАЮЩИЙСЯ ВНУТРЕННИЙ КОНСТРУКТИВНЫЙ БЛОК САЛОНА С ОБЪЕДИНЕННЫМИ С НИМ ЭЛЕМЕНТАМИ ОБОРУДОВАНИЯ САЛОНА | 2007 |
|
RU2463207C2 |
| СБОРНАЯ КОНСТРУКЦИЯ ДЛЯ КРЕПЛЕНИЯ КОМПОНЕНТОВ ОБОРУДОВАНИЯ ВНУТРИ ФЮЗЕЛЯЖА САМОЛЕТА | 2015 |
|
RU2582740C1 |

Изобретение относится к области гражданского самолетостроения. Сборку интерьера выполняют независимо от накопленных погрешностей в сборке самого каркаса фюзеляжа, базируя всю сборочную оснастку непосредственно за единую базу - ось самолета. При сборке используют базирующуюся за рельсы пола фюзеляжа лазерно-оптическую систему и кординатно-фиксирующие отверстия, выполняемые на каждом шпангоуте по два для каждого типа оснастки уже после сборки каркаса при помощи передвижного кондуктора, встроенного в лазерно-оптическую систему. При этом оси выполняемых на шпангоутах координатно-фиксирующих отверстий в рядной совокупности образуют вдоль всего салона самолета группу взаимно параллельных единых осей для ориентации каждого вида оснастки - рабочих макетов панелей отделки интерьера. На выполненные таким образом отверстия теоретически ориентированно по осям X, Y и Z самолета выставляют рабочие макеты панелей отделки, при помощи которых также ориентированно крепят на каркас фюзеляжа крепежные узлы этих панелей. На установленные крепежные узлы окончательно монтируют панели отделки интерьера. Технический результат - повышение степени взаимозаменяемости элементов интерьера путем повышения точности сборки и монтажа интерьера. 3 з.п. ф-лы, 3 ил.
| Авиационная промышленность, 1991, №11, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| RU 2058914 C1, 27.04.1996 | |||
| WO 9902404, 21.01.1999 | |||
| DE 4131569, 25.03.1993. | |||

