Изобретение относится к целлюлозно-бумажной промышленности и более точно касается вертикального котла для непрерывной варки волокнистого материала при повышенных давлении и температуре.
Службы, занимающиеся охраной окружающей среды, предъявляют все более строгие требования к применению к целлюлозно-бумажному производству реагентов, способных нанести вред окружающей среде, таких как, например, хлор. Так, допустимые концентрации органических соединений хлора в отработанных водах из отбеливающих установок, применяемых после процесса варки, постоянно снижались, и в настоящее время находятся на таком низком уровне, что многие целлюлозно-бумажные фабрики прекратили применять в качестве отбеливающих средств органические соединения хлора. Кроме того, требования рынка проявляются во все увеличивающейся тенденции роста спроса на бумажные изделия, не подвергавшиеся отбеливанию хлором.
Таким образом, работники целлюлознобумажного производства заняты поисками способов, позволяющих отбеливать целлюлозу без применения указанных химикатов. В качестве примера такого способа можно указать способ под названием "лигнокс" (см. SE-A 8902058), в котором отбеливание проводят перекисью водорода. Еще одним интересным химикатом, находящим все большее применение для отбеливания, является озон. Таким образом, применением отбеливающих химикатов указанной природы возможно достижение той степени белизны, которая предъявляется к поступающей на рынок целлюлозе, например в стандарте 89 1SO или еще выше, без применения хлорсодержащих отбеливающих средств.
Тем не менее, применение известных в настоящее время методик отбеливания указанными химикатами, не содержащими хлора, связано с затруднениями, а именно то, что эти химикаты оказывают сравнительно большое воздействие на снижение качества волокон целлюлозы.
Наиболее близким аналогом заявленного изобретения является варочный вертикальный котел для непрерывной варки при повышенных давлении и температуре волокнистого материала, имеющий в верхней части патрубок для подачи в котел волокнистого материала и варочной жидкости, по меньшей мере одно фильтрующее устройство для удаления отработанной варочной жидкости, расположенное между верхом и дном котла, отвод для отвода волокнистого материала в нижней части котла и по меньшей мере одно фильтрующее устройство в нижней половине варочного котла (EP N 0476230 A2, D 21 C 3/02; 25.03.92).
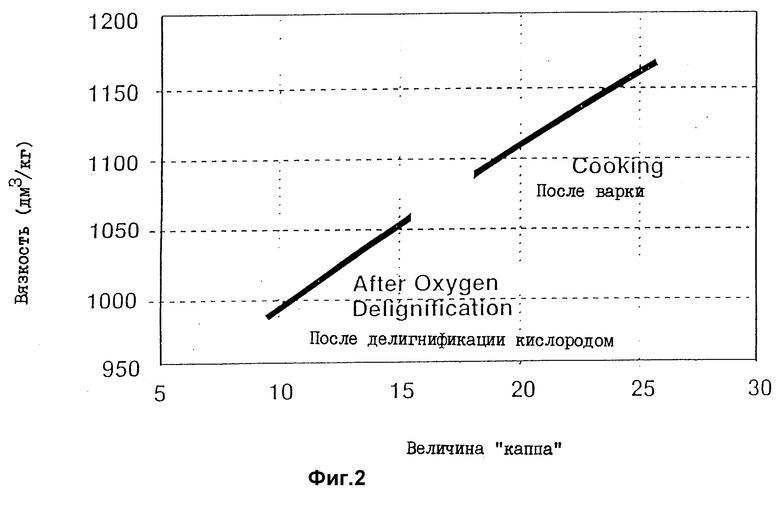
В результате экспериментов, проведенных при содействии фирмы Камир АБ, было обнаружено, что чрезвычайно хорошие результаты (с точки зрения делигнификации и прочностных свойств) могут быть получены, если целлюлозу вываривать при одной и той же температуре практически по всему объему варочного котла, т. е. если во всех зонах варки поддерживать одинаковую температуру и если к тому же в самую нижнюю зону котла, используемую для противоточной промывки, подавать определенное количество щелочи. Вследствие того что, по существу, по всему объему котла поддерживается одинаковый температурный уровень, очень интенсивной делигнификации можно достигнуть при сравнительно низкой температуре. Кроме того, обнаружено также, что прочностные свойства меняются самым благоприятным образом, что волокнистый продукт образуется с высокими выходами и что количество отходов уменьшается. Указанные преимущества наиболее очевидны из диаграмм, приведенных на фиг. 1 и 2, на которых приведены сравнительные величины между целлюлозой (из древесины мягких пород), вываренной применением обычного модифицированного способа варки, и целлюлозой, вываренной применением способа по изобретению (в аналогичном котле, т. е. в варочном котле с верхней зоной варки, с совпадающим направлением потоков, центральной противоточной зоной варки и нижней противоточной зоной промывки), в котором во всем объеме котла поддерживается постоянный температурный уровень около +155oC.
Изобретение особенно применимо к тем (но не исключительно) перспективным технологическим схемам, которые предназначены для варки новым способом, в частности к котлам, сконструированным по старому принципу и включающим верхнюю зону варки с совпадающим направлением потоков и нижнюю противоточную зону промывки. Такая схема необходима в связи с тем, что как следствие изотермического способа варки возникает ряд практических проблем. Первая такая проблема заключается в трудности эффективного достижения и поддержания температуры в самой нижней части котла, т.е. той части, которая обычно используется для промывки.
Задача изобретения состоит в создании более эффективных фильтрующих средств с целью улучшить циркуляцию и, как следствие, распределение температуры в вертикальном варочном котле. В данном контексте обнаружено, что преимущества можно достигнуть применением в вертикальном варочном котле схемы сортировки, включающей фильтрующие устройства кольцевой конфигурации, особенно если речь идет о переоборудовании существующих вертикальных варочных котлов как модифицированного типа, так и более старого типа для работы по новому способу, но также и в связи с конструированием новых вертикальных варочных котлов.
Поставленная задача решается за счет того, что у вертикального варочного котла для непрерывной варки при повышенных давлении и температуре волокнистого материала, имеющего в верхней части патрубок для подачи в котел волокнистого материала и варочной жидкости, по меньшей мере одно фильтрующее устройство для удаления отработанной варочной жидкости, расположенное между верхом и дном котла, отвод для отвода волокнистого материала в нижней части котла и по меньшей мере одно фильтрующее устройство в нижней половине варочного котла, согласно изобретению в по меньшей мере одном фильтрующем устройстве предусмотрен по меньшей мере один фильтрующий элемент, имеющий, по существу, кольцевую конфигурацию, включающий детали, образующие лицевую сторону фильтрующего элемента и поддерживаемый направленными вовнутрь кромками полого элемента кольцевой конфигурации, при этом фильтрующий элемент смонтирован предпочтительно с помощью сварки и установлен в кожухе варочного котла с помощью сварки. Кромки выполнены за одно целое с полым элементом. Детали, образующие лицевую сторону фильтрующего элемента, закреплены сваркой внутри полого элемента. Полый элемент смонтирован с герметизирующей пластиной, через которую проходят впускная и выпускная трубы.
Сварные элементы расположены с учетом исключения возможности застревания целлюлозы. Котел имеет по меньшей мере два (сварных элемента) сварных шва, ориентированных, по существу, вертикально. Фильтрующее устройство состоит из ряда фильтрующих элементов, предназначенных для удаления вытесняемой жидкости и подачи ее в центральную трубу, предпочтительно отходящую сверху фильтрующего элемента.
Дополнительно включает самое нижнее фильтрующее устройство и расстояние между верхней кромкой самого нижнего фильтрующего устройства и нижней кромкой второго фильтрующего устройства, расположенного в нижней половине варочного котла, меньше 5 м, предпочтительно меньше 2 м и наиболее предпочтительно меньше 1 м. Он выполнен с возможностью поддержания температуры волокнистого материала и протекающей вверх жидкости, находящейся у или выше верхней кромки верхнего фильтрующего устройства варочного котла, отличающейся от температуры в остальной варочной зоне или зонах не более чем на 4oC, предпочтительно не более чем на 2oC, наиболее предпочтительно не более чем на 1oC.
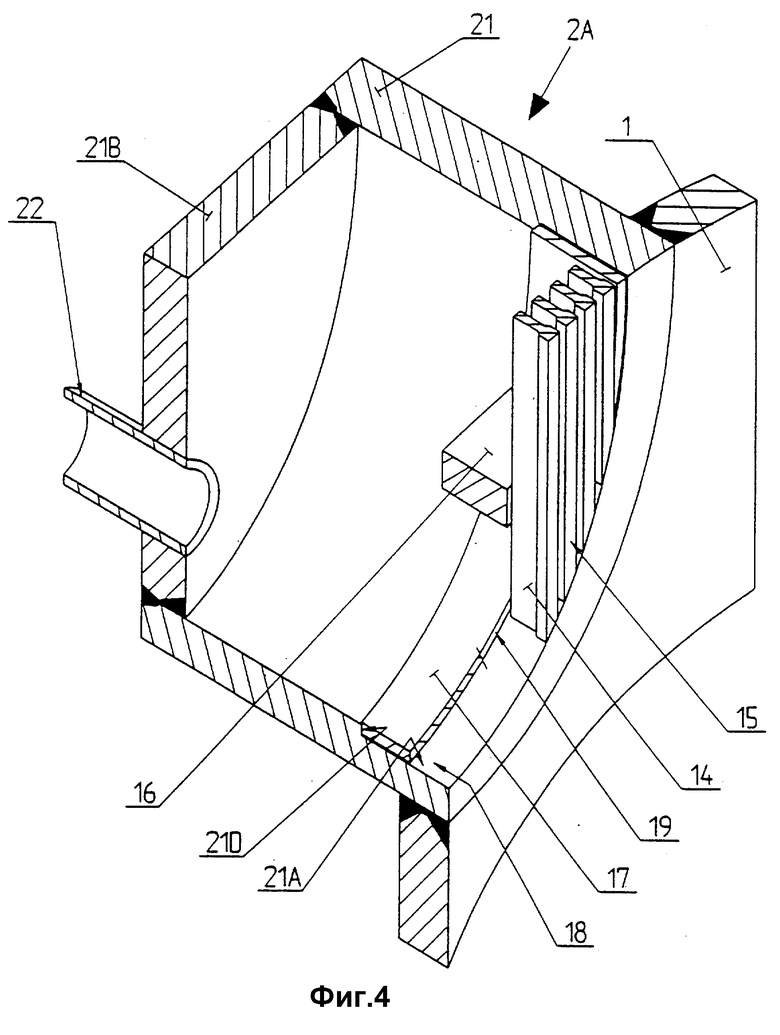
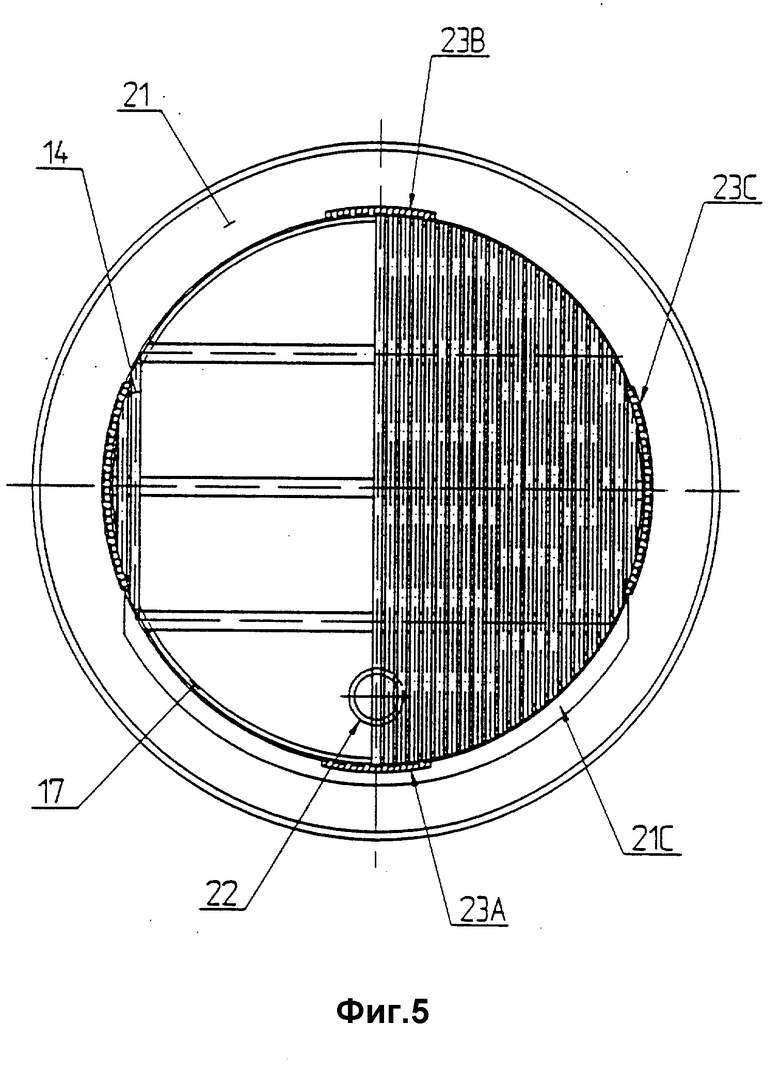
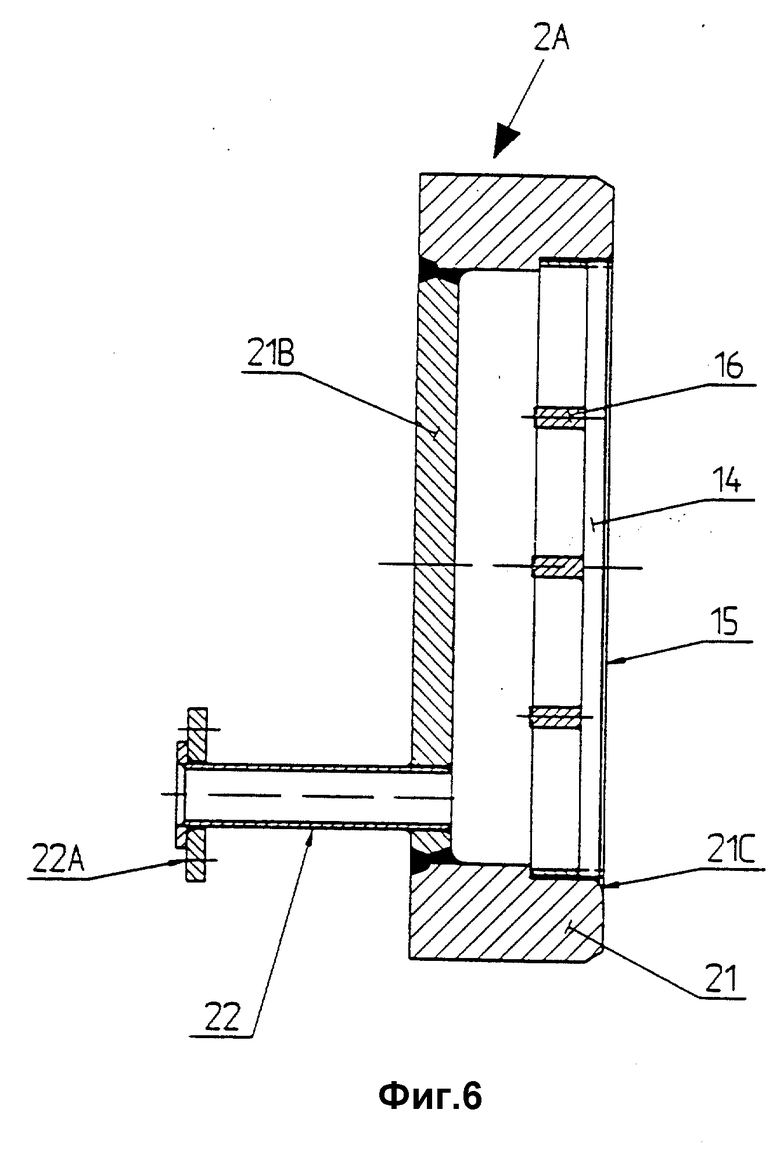
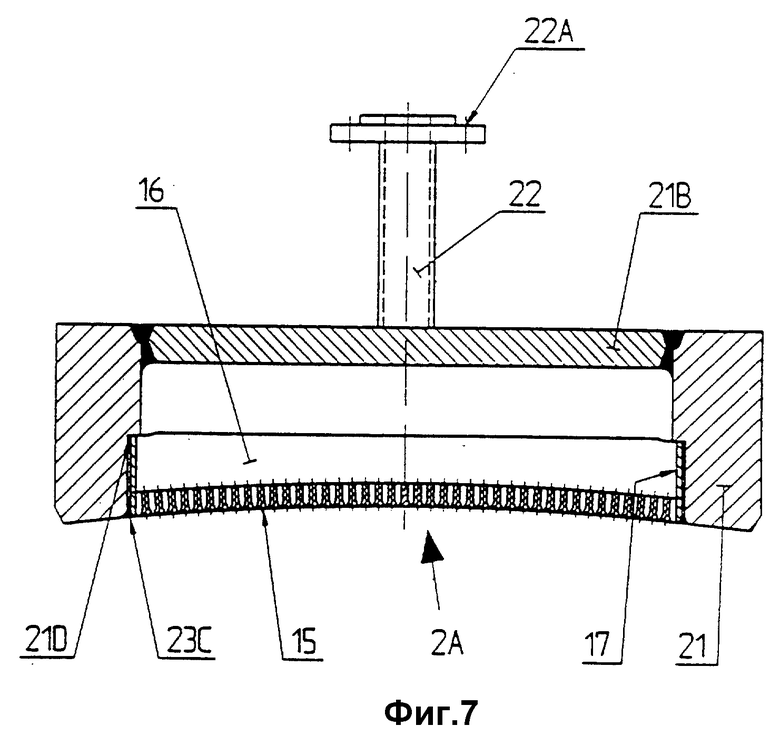
На фиг. 1 для сравнения представлены диаграммы, соответствующие изотермической варке и так называемой модифицированной обычной варке (МОВ); на фиг. 2 приведена диаграмма, иллюстрирующая степень делигнификации и вязкость (вязкость обычно считается показателем прочностных свойств целлюлозы); на фиг. 3 (а, б, в) показано, как существующий вертикальный варочный котел может быть предпочтительным путем с помощью фильтрующих устройств кольцевой конфигурации перестроен для работы по изобретению; на фиг. 4 показано поперечное сечение вида в перспективе варианта фильтрующего устройства кольцевой конфигурации по изобретению; на фиг. 5 показано фильтрующее устройство по фиг. 4 в виде, если смотреть изнутри варочного котла; на фиг. 6 показано поперечное сечение фильтрующего устройства по вертикали; на фиг. 7 показано поперечное сечение по горизонтали того же фильтрующего устройства.
Приведенные на фиг. 1 три диаграммы позволяют провести сравнение различных результатов, полученных при изотермической варке и при обычной модифицированной варке (МОВ). Эти результаты показывают (см. верхнюю диаграмму), что при данном количестве добавленной щелочи в случае изотермической варки получают существенно более низкие значения величины Каппа. Более того, как следует из второй диаграммы, достигается заметное улучшение прочностных свойств, когда варка продолжается до тех же значений величины Каппа. Кроме того, из третьей диаграммы очевидно и третье преимущество, заключающееся в снижении количества древесных отходов (кострики). Если принять во внимание и тот факт, что поддержанием температуры на постоянном уровне достигается значительное энергосбережение, полученные результаты могут с уверенностью считаться положительными. Фиг. 2 дополнительно иллюстрирует, что применение изобретения обеспечивает достижение очень низких значений величины каппа с сохранением в то же время хорошей прочности целлюлозы (вязкость примерно 1000) после делигнификации кислородом. Таким образом, применением способа согласно изобретению на последующих стадиях отбеливания могут быть использованы так называемые "благоприятные" для окружающей среды отбеливающие химикаты, например: перекись и озон без риска слишком снизить прочность для отбеливания вплоть до уровня прозрачности и вместе с тем снизить чистоту продукта ниже уровня, предъявляемого рынком.
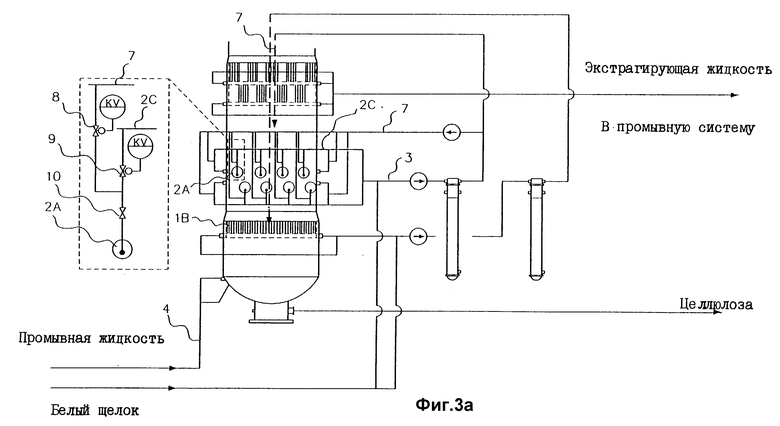
На фиг. 3а показана нижняя часть вертикального варочного котла 1, содержащего кожух варочного котла, на котором смонтирована схема фильтрующего устройства 2 котла с целью иметь возможность повысить температуру в противоточной зоне. Варочный котел относится к типу, имеющему верхнюю зону с совпадающим направлением потоков и нижнюю противоточную зону. В таком вертикальном варочном котле полная температура варки обычно выдерживается в зоне с совпадающим направлением потоков (около 162oC для твердых пород древесины и 168oC для древесины мягких пород), в то время как в нижней части, которая в основном используется как промывная зона, температура на уровне нижнего фильтрующего устройства равна 135oC.
В последующем тексте противоточная зона варочного котла, снабженная дополнительным фильтрующим устройством, называется варочной зоной, даже если согласно обычной операции ее следует рассматривать как промывную зону.
Новое фильтрующее устройство 2 варочного котла (см. фиг. 3а) состоит из ряда фильтрующих устройств кольцевых элементов 2A для удаления 3 варочной жидкости в нижней части варочного котла и расположено непосредственно выше самого нижнего фильтрующего устройства, расстояние между верхней кромкой самого нижнего фильтрующего устройства и нижней кромкой второго фильтрующего устройства, расположенного в нижней половине варочного котла, меньше 5 м, предпочтительно меньше 2 м, наиболее предпочтительно меньше 1 м. Промывной щелок подается в нижней части варочного котла через впускную трубу 4, расположенную вблизи дна 1A варочного котла, а варочная жидкость (добавляемая щелочь) поступает через патрубок и центральные трубы 5A, 5B. Вываренная целлюлоза отводится из нижней части варочного котла через ствол по трубопроводу 1E.
Одна из центральных труб (5A), принадлежащая к первоначальной системе варочного котла, проходит вплоть до нижнего сортировочного устройства 1B котла, после которого жидкость, нагретая в первом теплообменнике, отводится по той же трубе на уровень самого нижнего фильтрующего устройства котла. После этого часть варочной жидкости поступает противотоком вверх во вновь установленное фильтрующее устройство 2 варочного котла. Жидкость, отведенная из этой системы, проходит по трубопроводу 3, нагревается до необходимой температуры в теплообменнике 6B и отводится по второй вновь смонтированной центральной трубе в точке, расположенной выше нового фильтрующего устройства 2 варочного котла. Часть варочной жидкости, подаваемая таким путем и достигшая необходимой температуры (например, 158oC), химической силы и распределения (распространения) по всему поперечному сечению варочного котла, продолжает поступать в верхнюю часть варочного котла. В центральном фильтрующем устройстве ID варочного котла отработанная варочная жидкость вместе с нерастворенным древесным продуктом отводится для дополнительной обработки.
Каждый фильтрующий элемент 2A имеет сравнительно небольшую поверхность, предпочтительно менее 0,3 м2. Преимущества фильтрующих элементов небольшой поверхности заключаются в том, что позволяют осуществить эффективную промывку обратной струей (обратную промывку), что часто имеет большое значение, если необходимо добиться эффективного функционирования циркулирующего потока. Новое фильтрующее устройство 2 предпочтительно снабжено кольцевыми трубами 2C, от которых ко всем и каждому фильтрующему элементу 2A отходят отдельные трубопроводы. С помощью подобной конструкции, а также сопутствующей ей системы вентилей можно подвергать эффективной промывке ограниченное число фильтрующих элементов 2A (например, 4) одновременно. Благодаря сравнительно небольшой общей поверхности фильтрующего устройства (например, 0,5 - 1 м2) достигается очень эффективная обратная промывка, очищающая ее, что гарантирует высокоэффективную циркуляцию.
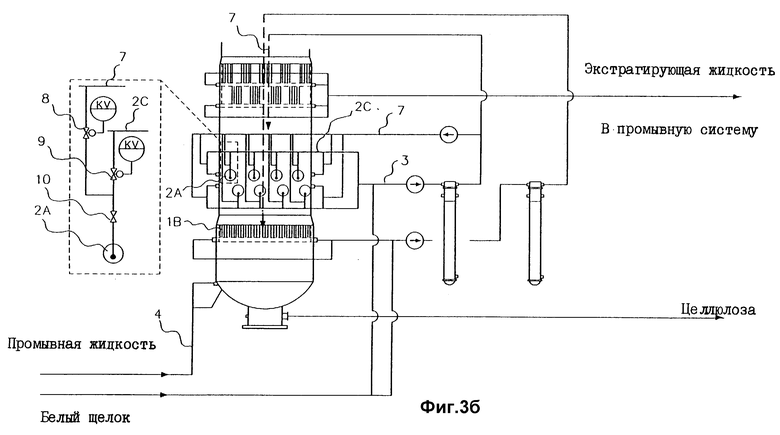
На фиг. 3б представлен первый вариант устройства с обеспечением такой системы обратной промывки. Жидкость для обратной промывки отбирается в боковом трубопроводе 7 (основной трубопровод для обратной промывки) из жидкости, поступающей из фильтрующего устройства кольцевого 2A по трубопроводу 3 и из центральной трубы 5B. Жидкость, подаваемая в основной для обратной промывки трубопровод 7, из него последовательно поступает с помощью ряда вентилей 8, 9 (см. часть фиг. 3б в увеличенном виде) в различные фильтрующие элементы 2A. Помимо двух вентилей, необходимых для обратной промывки каждого фильтрующего устройства, предусмотрен также главный вентиль 10, обеспечивающий возможность полного перекрытия поступления жидкости фильтрующему устройству и от нее. Жидкость отводится из фильтрующего элемента 2A по кольцевой трубе 2C (и затем по основной трубе 3), и соответственно главный вентиль 10 и затем вентиль 9 для удаляемой жидкости будут открыты, в то время как вентиль 8 для обратной промывки будет затем открыт.
В ходе обратной промывки главный вентиль 10 открыт, вентиль 9 для удаляемой жидкости закрыт и вентиль 8 для обратной промывки открыт. Эту операцию рекомендуют проводить последовательным путем с тем, чтобы четыре фильтрующих элемента были закрыты для обратной промывки (например все четыре одновременно), и в этот момент из остальных (например, 20) происходит удаление жидкости. Поэтому давление в главном для обратной промывки трубопроводе 7 должно быть, по существу, одинаковым. Вместо одновременной промывки всех четырех фильтрующих элементов для увеличения потока через каждую сортировку возможна их промывка попарно и поочередно.
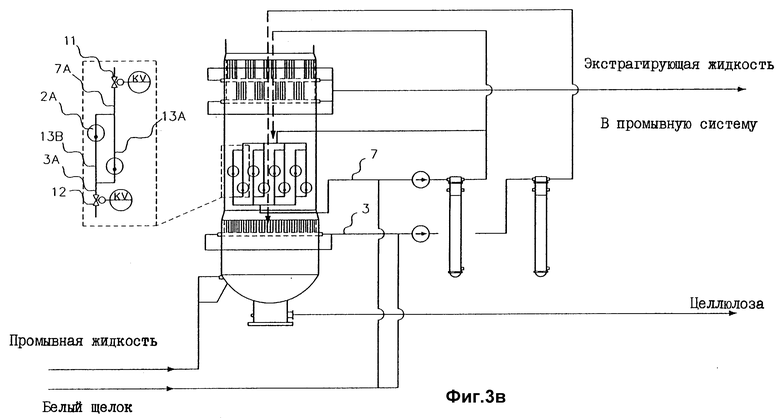
Фиг. 3в иллюстрирует рекомендуемый вариант реализации системы промывки обратной струей. И в этом случае предусмотрен основной трубопровод для удаления жидкости и основная труба 7 для подачи обратной струи жидкости. Два фильтрующих элемента 2A взаимосвязаны друг с другом трубопроводом, образующим петлю. Эта петля в своей верхней части 13A связана с задней частью промывочного трубопровода 7 боковым трубопроводом 7A. В этот боковой трубопровод 7A встроен вентиль 11. В своей нижней части 13b петля связана с боковым трубопроводом 3A, соединенным с отводным трубопроводом 3. В отводной боковой трубопровод 3A встроен вентиль 12. В ходе отвода жидкости вентиль 11 в верхнем боковом трубопроводе 7A должен находиться в закрытом положении, а отводной вентиль 12 должен быть открыт. Жидкость в этот момент будет отводиться из обоих фильтрующих элементов 2A по нижней части петли 13B и боковому трубопроводу 3A и затем по отводному трубопроводу 3. В ходе обратной промывки, которую проводят последовательно, верхний вентиль 11 открыт, нижний вентиль 12 закрыт, при этом жидкость для обратной промывки попадает по боковой трубе 7A из верхней части 13A петли в оба фильтрующих элемента 2A с целью омывания их поверхностей. Преимущества вышеописанного варианта заключаются в уменьшении числа необходимых вентилей по сравнению с обычной схемой.
На фиг. 4 - 7 приведена точная конструкция рекомендуемого фильтрующего элемента 2A. Фильтрующий элемент 2A, как показано, связан со стенкой 1 варочного котла. Фильтрующий элемент принадлежит к стержневому типу, в котором стержни 14 применяют для создания лицевой стороны 15 фильтрующего элемента. Стержни поддерживаются предпочтительно горизонтальными брусьями 16, которые рекомендуется изготовлять из нержавеющей стали очень высокого качества, предпочтительно со значением RP, превышающим 200 МПа (более предпочтительно 300 МПа). Стержни 14 сварены с брусьями 16. Кроме того, конструкция фильтрующего элемента 2A включает кольцо 17, которое предпочтительно представляет собой изогнутую и сваренную пластину. Сверху и снизу кольца 17 имеются щелевые прорези 18, образующие направленную вовнутрь лицевую грань 19, относительно которой могут быть зафиксированы соответственно верхняя и нижняя части стержня 14. Брусья 16 (предпочтительно по меньшей мере два или три) сварены внутри кольца 17 таким образом, что их направленная вовнутрь лицевая грань уравнена с лицевой гранью 19 кольца 17. Соответственно стержни 14 поддерживаются не только брусьями 16, но также и гранью 19 кольца 17. Преимущество такой компоновки заключается в том, что лицевые стороны фильтрующих элементов могут быть смонтированы путем, позволяющим избежать образования граней, способных вызвать застревание целлюлозы при ее движении вниз. Кольцо вместе со стержнем 14 и брусом 16 вмонтировано в полый элемент 21, предпочтительно представляющий собой кованый цилиндр 21. В цилиндре 21 имеется паз 21A (предпочтительно изогнутый), предназначенный для приема кольца 17 таким образом, что кольцо 17 будет опираться на направленную вовнутрь лицевую кромку 21 паза 21A. Кроме того, цилиндр 21 снабжен герметизирующей пластиной 21B, через которую проходит впускная и выпускная труба 22. В нижней внутренней части цилиндра 21 предусмотрена большая конусная часть 21C, имеющая целью дополнительно исключить возможный риск застревания целлюлозы. Другое назначение конусной части 21C состоит в обеспечении средств монтажа кольца 17 внутри цилиндра 21 с помощью сварного шва 23 в нижней части, расположенной вдали от лицевой стороны 15 фильтрующего элемента, без образования каких-либо кромок, способных вызвать застревание. Такой сварной элемент 23A может быть изготовлен в виде одного куска благодаря расположению стержней 14 в пазах 18 кольца 17.
На фиг. 5 показано, что фильтрующий элемент рекомендуется монтировать внутри цилиндра 21 с помощью сварочных швов 23, предпочтительно четырех элементов 23. Один сварочный элемент 23A снизу и один элемент 23B сверху, два других элемента 23C с каждой стороны. Необходимо отметить, что сварочный элемент 23B не обязательно должен быть сварен внутри большой конусной части (но возможно в пришлифованной канавке), поскольку возможные мешающие кромки, созданные этим элементом, могут быть удалены именно с помощью шлифовки. Два сварных элемента по бокам не оказывают или оказывают незначительное влияние на движение целлюлозы, поскольку они расположены вдоль части круга, т.е. почти вертикально. Это важно, поскольку в противном случае фильтрующий элемент мог бы вызвать застревание целлюлозы.
Приведенное на фиг. 6 поперечное сечение вдоль вертикальной оси показывает, что фильтрующий элемент 2A имеет впускное и выпускное устройство 22 с крепежом 22A, позволяющее удалять жидкость, а также подавать жидкость для обратной промывки.
На фиг. 7 показано поперечное сечение вдоль горизонтальной оси рекомендуемого фильтрующего элемента 2A. Следует отметить, что на направленной вовнутрь кромке 21 паза 21A покоится не только кольцо 17. На той же кромке 21 покоятся также внешние части кромок брусьев 16. Соответственно важно, чтобы при монтаже различных частей 14, 16 и 17, образующих лицевую сторону фильтрующего элемента, внешняя периферия задней стороны была выравнена и покоилась вровень с кромкой 21. Для получения выравненной цилиндрической поверхности элемента 14, 16, 17 рекомендуется обрезать. Кроме того, необходимо отметить, что все крепления сделаны с помощью сварки. Как показано на фиг. 4 и цилиндр 21 закреплен на место в кожухе 1 варочного котла сваркой. Применение сварки (а не болтов) имеет то преимущество, что удается обойти проблему герметизации. Обычно монтаж фильтрующего элемента 2A изобретения начинают сваркой брусьев 16 с кольцом 17. Цилиндр 21 с его герметизирующей пластиной 21B рекомендуется тщательно монтировать таким образом, чтобы при этом и труба 22 с крепежом 22A также оказалась на месте. И наконец, внутри цилиндра 21 с помощью сварки создают лицевую сторону 15 фильтрующего элемента, предпочтительно вышеописанным способом. Если возникает необходимость в замене лицевой стороны фильтрующего элемента, это можно сделать изнутри варочного котла удалением (например, сошлифовкой) сварочных элементов 23 с последующим удалением образующих лицевую сторону фильтрующих элементов (части 14, 16, 17) и заменой их на новые. В ходе создания фильтрующих элементов цилиндрическая форма имеет то преимущество, что многие операции могут быть затем заменены в порядке их проведения и т.д., и т.д. Еще одно преимущество заключается в том, что отверстие и сварочный элемент в варочном котле будут кольцевой формы, придающей варочному котлу конструкционную прочность. При замене частей лицевой стороны фильтрующего элемента еще одно важное преимущество возникает из того факта, что нет необходимости в демонтаже системы труб (с внешней стороны).
Изобретение не ограничено вышеприведенным текстом, но может меняться в объеме, охватываемом формулой изобретения. Так известный вертикальный варочный котел MOB типа может быть также изменен в соответствии с изобретением, при этом такой варочный котел состоит из верхней части с совпадающим направлением движения потоков, центральной в основном противоточной части и нижней противоточной части, причем введение части варочной жидкости происходит в нижней противоточной части, в так называемой высокотемпературной зоне. Варочный котел так называемого гидравлического типа с самой низкой температурой в верхней части (зона пропитки) также может быть с успехом снабжен фильтрующим устройством по изобретению для варки способом изобретения в так называемом изотермическом режиме.
Кроме того, заявленный способ может быть использован для варочных жидкостей всех типов, даже если способ в принципе предназначен для получения сульфатной целлюлозы. И для специалистов очевидно, что изобретение не ограничено приведенными выше в виде примеров температурными уровнями. В этой связи однако важно то, что средний температурный уровень в варочном котле предпочтительно превышает +150oC, но ниже 165oC, и предпочтительно охватывается интервалом 150 - 155oC для древесины твердых пород и интервалом 160 - 165oC для древесины мягких пород, более того средняя температура в зоне/зонах варки предпочтительно 151±1oC, если древесина относится к твердым породам, и средняя температура в варочном котле 159±1oC, если древесина относится к мягким породам. Также очевидно, что могут быть использованы фильтрующие элементы, отличающиеся по форме от чисто кольцевых, например овальные фильтрующие элементы, причем по техническим соображениям, связанным с конструкцией варочного котла, наименьший радиус кривизны предпочтительно не должен быть ниже 0,2 м. И еще раз подчеркиваем, что фильтрующие элементы изобретения могут быть смонтированы как в старых, так и новых варочных котлах. Необходимо также отметить, что основная концепция конструкции может быть использована и с другими элементами лицевой стороны фильтрующего элемента, отличными от стержневого типа, например желобковыми элементами лицевой стороны. Более того, не следует исключать того, что всем фильтрующим элементам будет придана кольцевая форма указанного типа. И наконец, возможен вариант придания кольцевой формы только внешнему кожуху 21, а компоновка элементов лицевой стороны фильтрующего элемента, расположенной в кожухе, будет угловой (например, прямоугольной). Вместо установки элементов лицевой стороны фильтрующего элемента на кромке, образованной желобком 21A, эти элементы располагаются и на отдельных частях, например винтах и т.д.
Изобретение относится к вертикальному варочному котлу для непрерывной варки при повышенных давлении и температуре волокнистого материала, в котором подачу волокнистого материала и варочной жидкости осуществляют в верхней части варочного котла. Отвод отработанной варочной жидкости осуществляют из по меньшей мере одного фильтрующего устройства (1D) котла, расположенного между верхом и дном варочного котла. Волокнистый материал отводят из нижней части (1С) варочного котла, причем в по меньшей мере одном фильтрующем устройстве (1, 2) предусмотрен по меньшей мере один фильтрующий элемент (2А), имеющий по существу кольцевую конфигурацию, включающий детали, образующие его лицевую сторону. Он поддерживаем направленными вовнутрь кромками полого элемента кольцевой конфигурации. Этот элемент смонтирован предпочтительно с помощью сварки и установлен в кожухе варочного котла также с помощью сварки. Заявленный котел позволяет улучшить циркуляцию и распределение температуры в котле. 8 з.п. ф-лы, 7 ил.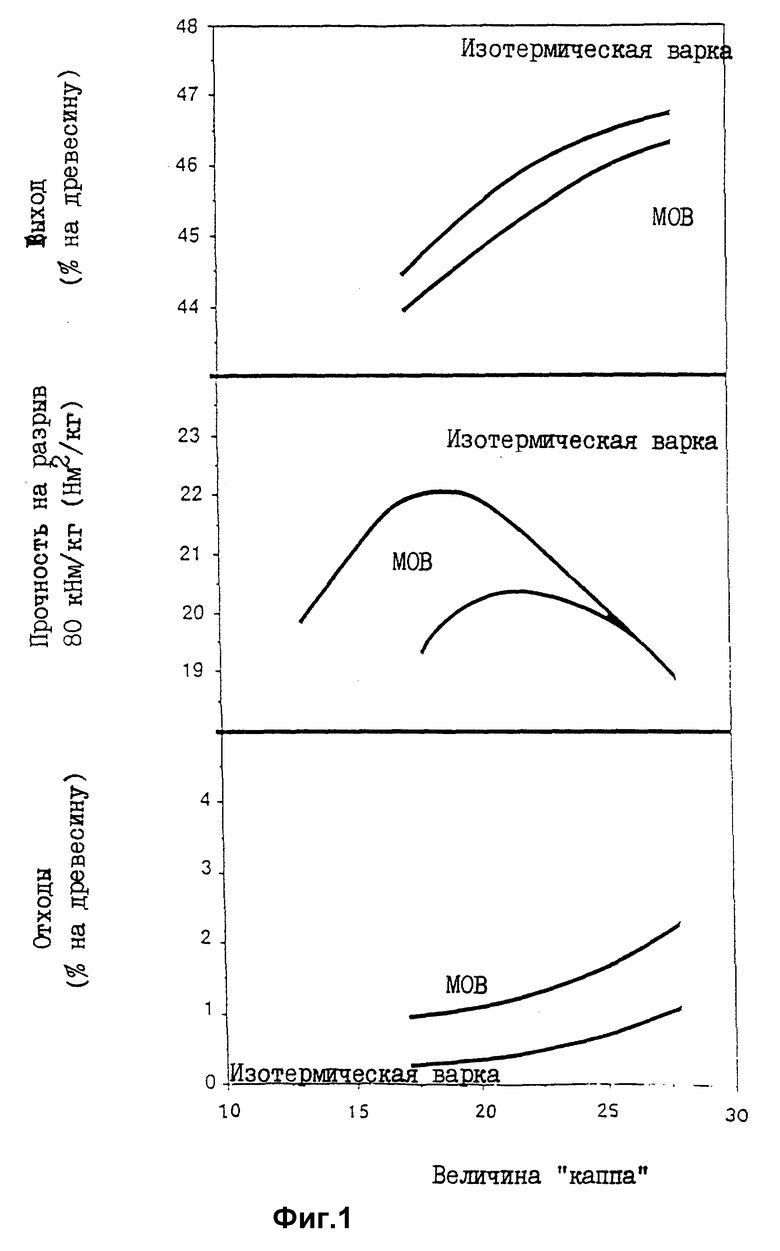
| Способ получения двойного вольфрамата серебра-индия | 1973 |
|
SU476230A1 |
| Оборудование целлюлозно-бумажного производства | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Оборудование для производства волокнистых полуфабрикатов под редакцией Чичаева В.А | |||
| - М.: Лесная промышленность, 1981, с.95 | |||
| Варочный котел периодического действия | 1990 |
|
SU1719506A1 |
| Упаковочная лента | 1972 |
|
SU455525A3 |
| СПОСОБ УМЯГЧЕНИЯ ВОДЫ | 1993 |
|
RU2106316C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ОТЛОЖЕНИЙ И КОРРОЗИИ | 1993 |
|
RU2065409C1 |
| US 4331509 A, 25.05.82. | |||
