Изобретение относится к области строительства, а именно к способам формования длинномерных железобетонных строительных изделий, например балок пролетных строений автодорожных мостов.
Известен способ формования железобетонных длинномерных изделий с применением пакета глубинных вибраторов, который включает операции подготовки формы, армирования, укладки и уплотнения бетонной смеси наклонными слоями с шагом перестановки пакета глубинных вибраторов в ребре балки, и операцию формования верхней плиты с помощью виброрейки (О.А. Савинов, Е.В. Лавринович. Вибрационная техника уплотнения и формования бетонных смесей. 1986, Ленинград, Стройиздат, с. 112-113, с. 145-152).
Однако известный способ формования не обеспечивает высокого качества формования изделий, кроме того, он трудоемок, так как при реализации способа применяется пакет вибраторов, что связано со сложностью установки, необходимостью дополнительных механизмов.
В качестве ближайшего аналога выбран способ формования длинномерных железобетонных изделий с помощью подвижного вибропоршня, который включает операции подготовки формы, армирования, укладки и уплотнения бетонной смеси, при этом смесь уплотняют посредством вибровала, расположенного под днищем формы, действующего на всю длину изделия, а смесь укладывают слоями по всей длине формы (авторское свидетельство N 1220800).
Однако при формовании известным способом необходимо более длительное вибрирование нижних слоев смеси из-за затруднения выхода пузырьков воздуха сквозь толщину изделия, кроме того, возможно смещение и частичное повреждение арматурного каркаса изделия при воздействии на него вибропоршня во время уплотнения бетонной смеси.
Технической задачей, на решение которой направлено изобретение, является устранение указанных недостатков, улучшение качества, эффективности и повышение производительности процесса формования.
Указанная задача решается тем, что в способе формования железобетонных изделий, включающем подготовку формы, армирование, укладку и уплотнение бетонной смеси путем вибрации, согласно изобретению укладку и уплотнение бетонной смеси осуществляют с верхней стороны через стенку нижнего пояса формы изделий с одновременным уплотнением виброштампом с наружной поверхности изделия, при этом формование осуществляют за один проход вибраторов и виброштампа.
Одновременное воздействие на бетонную смесь виброштампа и вибраторов ударного действия, имеющих возможность перемещения, улучшает качество, эффективность процесса формования и повышает производительность.
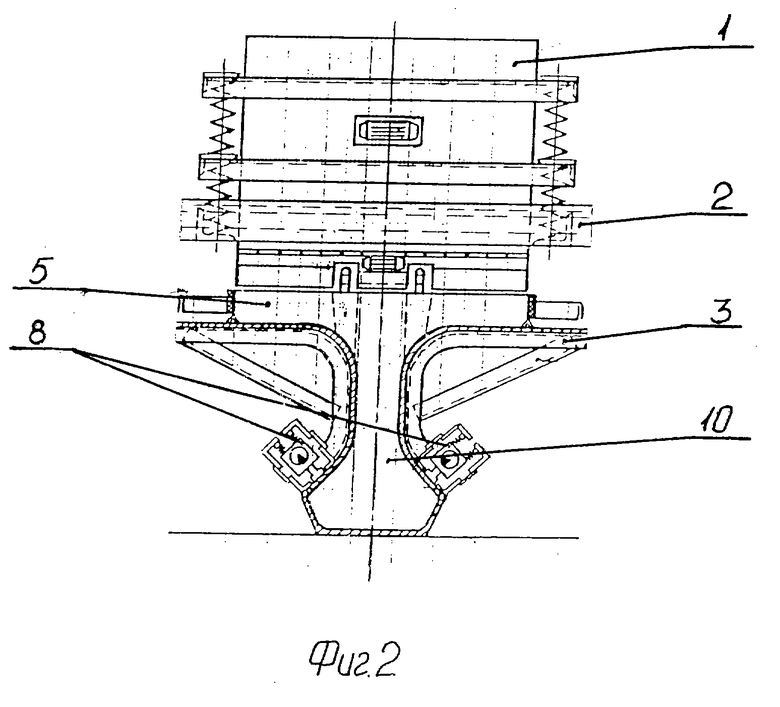
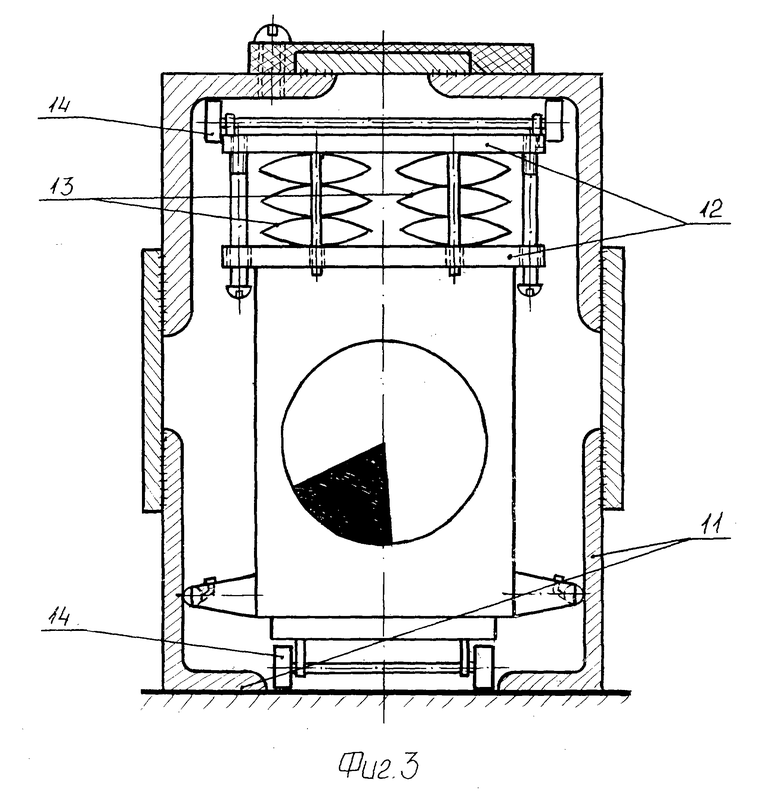
На фиг. 1 изображена схема формования железобетонных изделий с помощью виброштампа и подвижных вибраторов; на фиг. 2 - сечение формы в процессе формования железобетонного изделия; на фиг. 3 - схема установки вибратора ударного действия в направляющей.
Пример реализации способа.
Способ формования бетонной смеси в форму длинномерного сильноармированного изделия с помощью виброштампа и двух вибраторов ударного действия, имеющих возможность перемещения, реализуют в следующей последовательности.
После выполнения операций по подготовке формы и армирования форму приводят в рабочее положение и производят укладку и уплотнение бетонной смеси путем вибрации. При этом виброштамп 1 типовой конструкции, опираясь на опорную раму 2, перемещается и заполняет форму изделия 3 бетонной смесью. Заполнение формы бетонной смесью происходит одновременно по всей высоте изделия дискретными слоями 4 под углом 30-60o по отношению к оси движения вибратора ударного действия. Прохождение бетонной смеси по высоте балки 5 обеспечивается вибрирующей рейкой 6 в верхнем поясе и ребре балки, а заглаживание поверхности свежеотформованного изделия осуществляется с помощью фальштампа 7. Виброштамп по окончании формования изделия выходит за торец формы.
Для реализации способа используют вибраторы ударного действия 8 типовой конструкции, которые прикреплены на боковых сторонах формы с возможностью перемещения с помощью лебедок 9 и роликовых опор в направляющих 11, и удерживаемых на опорной раме 12 с пакетом тарельчатых пружин 13. Перемещение сопровождается давлением роликовых опор 14 на поверхность формы изделия под действием сжатия пружин. Величина давления рассчитывается в зависимости от режима уплотнения. При ударном режиме давление пружин снижают, что позволяет получить отрывные колебания. При безударном уплотнении давление прижима больше, чем сила отрыва. Вибраторы 8 перемещаются синхронно с опережением виброштампа 1 по линии уплотнения, расположенной под углом 30-60o от переднего края уплотняющей виброрейки 6 виброштампа, и в ударном или вибрационном режиме непосредственно воздействуют на поверхность формы изделия, обеспечивая укладку и уплотнение бетонной смеси в несущем ребре 10 балки. После завершения формования вибраторы отключаются и могут выходить за пределы формы.
Способ предназначен для формования длинномерных железобетонных строительных изделий, например балок пролетных строений автодорожных мостов. Способ позволяет улучшить качество, эффективность и повысить производительность процесса формования. Особенность способа заключается в том, что укладку и уплотнение бетонной смеси осуществляют с верхней стороны через стенку нижнего пояса формы изделия с одновременным уплотнением виброштампом с наружной поверхности изделия, при этом формование осуществляют за один проход вибратора и виброштампа. Одновременное воздействие на бетонную смесь виброштампа и вибраторов ударного действия улучшает качество, эффективность и производительность процесса формования. После подготовки формы и армирования форму приводят в рабочее положение, производят укладку и уплотнение бетонной смеси вибрацией. Виброштамп типовой конструкции, опираясь на опорную раму, перемещается и заполняет форму по высоте изделия дискретными слоями. Прохождение бетонной смеси по высоте изделия обеспечивается вибрирующей рейкой в верхнем поясе и ребре, например, балки, а заглаживание поверхности свежеотформованного изделия осуществляется с помощью фальштампа. Для реализации способа используют вибраторы ударного действия типовой конструкции, которые прикреплены на боковых сторонах формы. Вибраторы перемещаются синхронно с опережением виброштампа по линии уплотнения, расположенной под углом 30-60o от переднего края уплотняющей виброрейки виброштампа, и в ударном или вибрационном режиме непосредственно воздействуют на поверхность формы изделия, обеспечивая укладку и уплотнение бетонной смеси. После завершения формования вибраторы отключаются и могут выходить за пределы формы. Изобретение позволит повысить качество формования железобетонных изделий, повысить производительность процесса формования. 3 ил.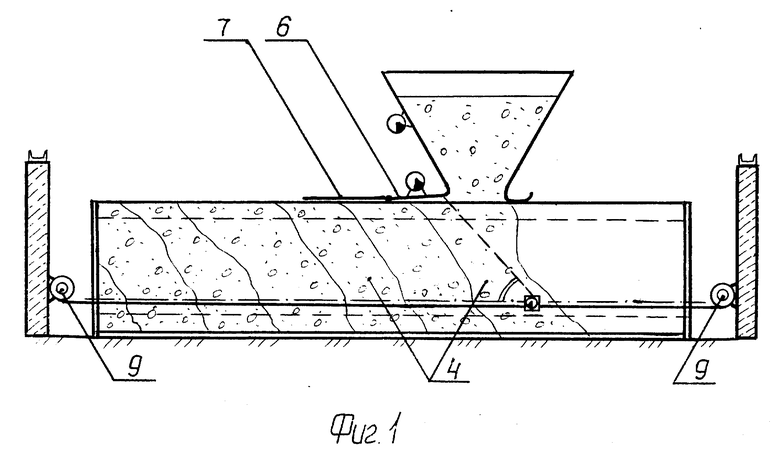
Способ формования железобетонных изделий, включающий подготовку формы, армирование, укладку и уплотнение бетонной смеси путем вибрации, отличающийся тем, что укладку и уплотнение бетонной смеси осуществляют с верхней стороны через стенку нижнего пояса формы изделия с одновременным уплотнением бетонной смеси виброштампом с наружной поверхности изделия.
| Виброплощадка | 1984 |
|
SU1220800A1 |
| Виброплощадка | 1986 |
|
SU1315314A2 |
| Виброплощадка | 1978 |
|
SU694377A1 |
| 0 |
|
SU305999A1 | |
| Устройство для формования длинномерных изделий из бетонных смесей | 1982 |
|
SU1074723A1 |
| Подвижная установка для изготовления железобетонных изделий | 1955 |
|
SU112911A1 |
| Устройство для формования криволинейных выпуклых изделий из бетонных смесей | 1981 |
|
SU1206103A1 |
| НОВАЯ КРИСТАЛЛИЧЕСКАЯ СОЛЕВАЯ ФОРМА 2,2-ДИМЕТИЛ-6-((4-((3,4,5-ТРИМЕТОКСИФЕНИЛ)АМИНО)-1,3,5-ТРИАЗИН-2-ИЛ)АМИНО)-2Н-ПИРИДО[3,2-В][1,4]ОКСАЗИН-3(4Н)-ОНА ДЛЯ МЕДИЦИНСКОГО ПРИМЕНЕНИЯ | 2016 |
|
RU2621187C1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Савинов О.А | |||
| и др | |||
| Вибрационная техника уплотнения и формования бетонных смесей | |||
| - Л.: Стройиздат, 1986, с.112-113, 145-152 | |||
| Обзорная информация ЦНИИТЭСТРОЙМАШ | |||
| Зарубежное оборудование для непрерывного формования железобетонных конструкций | |||
| - М., 1978, с.6-14, 47-48. | |||
