Изобретение относится к области строительства, а именно к производству сборных железобетонных изделий в кассетных установках.
Известны конструкции кассетных установок, включающие паровые отсеки, формовочные отсеки, разделительные листы, поддон, подвижную и неподвижную опоры. Вибрирование бетонной смеси в таких установках производится в основном пакетом глубинных вибраторов (Ю.Г. Граник "Заводское производство элементов полносборных домов". М.: Стройиздат, 1984, с. 68 - 71).
Недостатками известных установок являются: трудность пробетонирования густоармированных и тонкостенных конструкций; вредное действие вибрации на человека; трудоемкость, энергоемкость, сложный процесс укладки бетонной смеси.
Наиболее близкой по технической сущности к заявляемому решению является конструкция установки, содержащая паровые отсеки, формовочные отсеки, разделительные листы, поддон, подвижную и неподвижную опоры, в которой уплотнение осуществляется навесными вибраторами, закрепляемыми на разделительных листах. (Ю.Г. Граник "Заводское производство элементов полносборных домов". М.: Стройиздат, 1984, с. 68 - 71).
Недостатками известной конструкции являются: значительное снижение амплитуды колебаний в центре формовочного отсека, малая амплитуда колебаний по площади листа, потеря энергии уплотнения в жестких зажимах разделительных листов, неоднородность уплотнения бетонной смеси.
Целью изобретения является устранение указанных недостатков, повышение эффективности уплотнения бетонной смеси.
Поставленная цель достигается тем, что в кассетной установке, включающей паровые отсеки, металлические разделительные листы, формовочные отсеки, поддон, подвижную и неподвижную опоры, согласно изобретению, разделительные листы выполнены с каналами клиновидного очертания, в которых размещены вибраторы в несколько ярусов с шагом, равным двойному радиусу действия вибратора, закрепленные с возможностью поэтапного включения и извлечения.
Разделительные листы выполнены с каналами, в которых размещены вибраторы, что позволяет снизить вредное воздействие вибрации на человека, а также повысить устойчивость и жесткость разделительных листов без увеличения расхода металла.
Вибраторы размещены в каналах клиновидного очертания, что позволяет упростить обслуживание вибраторов, их извлечение и постановку при заменах или при перестановке по кассетам, отсекам, ярусам, что экономит затраты на виброоборудование и повышает коэффициент использования вибраторов.
Вибраторы размещены в разделительных листах в несколько ярусов с шагом, равным двойному радиусу действия вибратора, что позволяет разместить источники вибрации равномерно по площади формуемого изделия, снизить потребную единичную мощности виброорганов. Кроме того, появляется возможность формования более жестких смесей или густоармированных конструкций в связи с созданием равномерной расчетной амплитуды, снижается дефектность изделий в связи с одновременным тиксотропным разжижением бетонной смеси и выходом избыточной воды и воздуха, дефектность снижается из-за увеличения вязкости смеси и снижения расхода воды.
Вибраторы закреплены с возможностью поэтапного включения и извлечения, что позволяет уменьшить время работы вибраторов, увеличить время эксплуатации вибраторов и сокращает расход энергии на 20-40%.
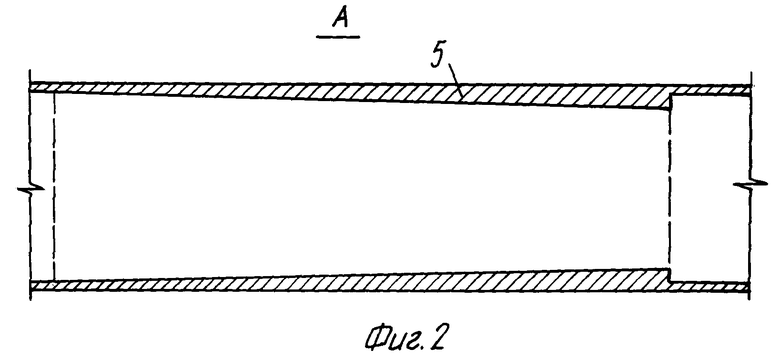
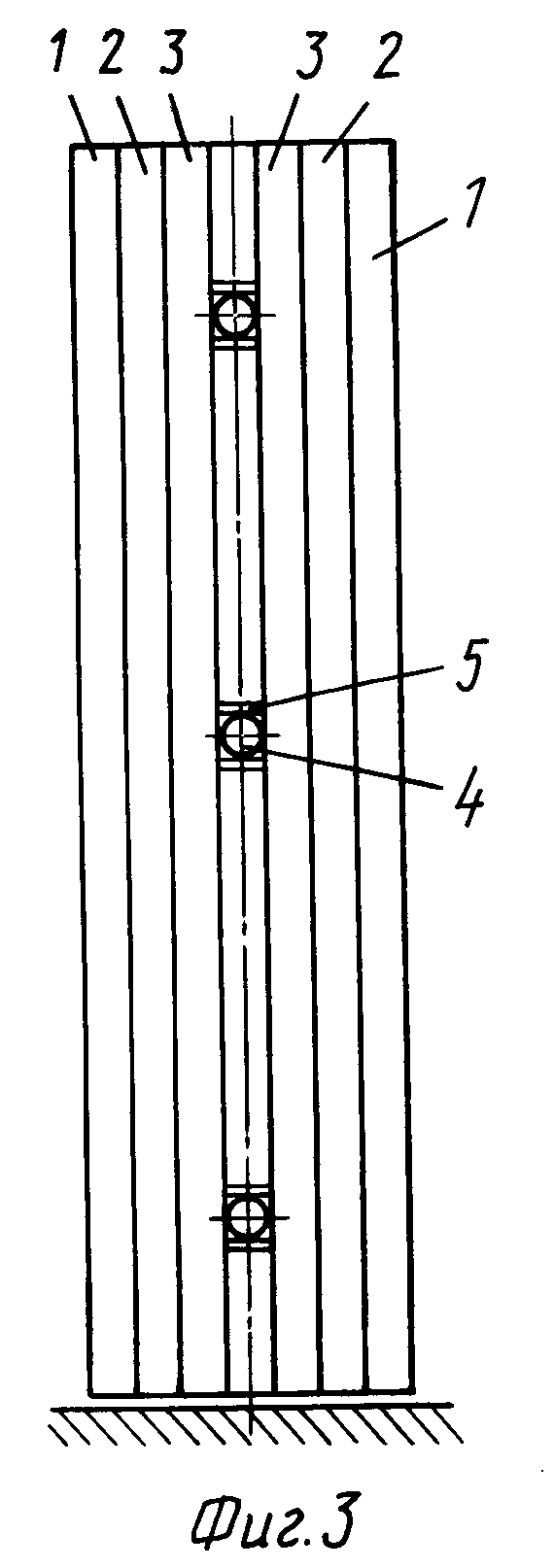
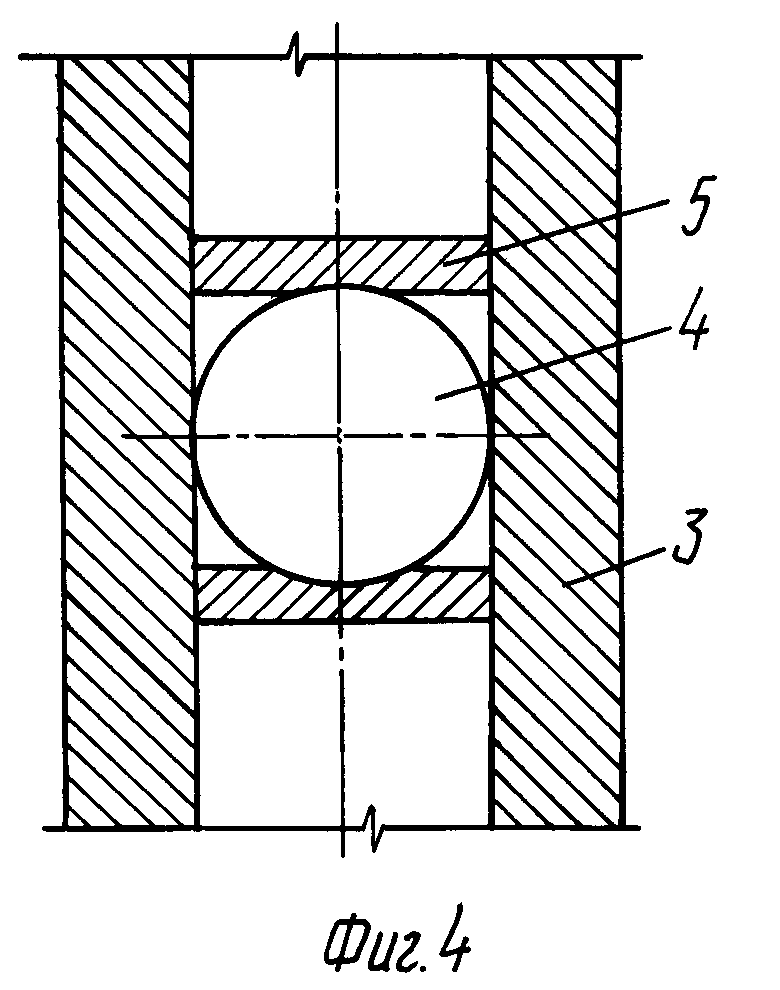
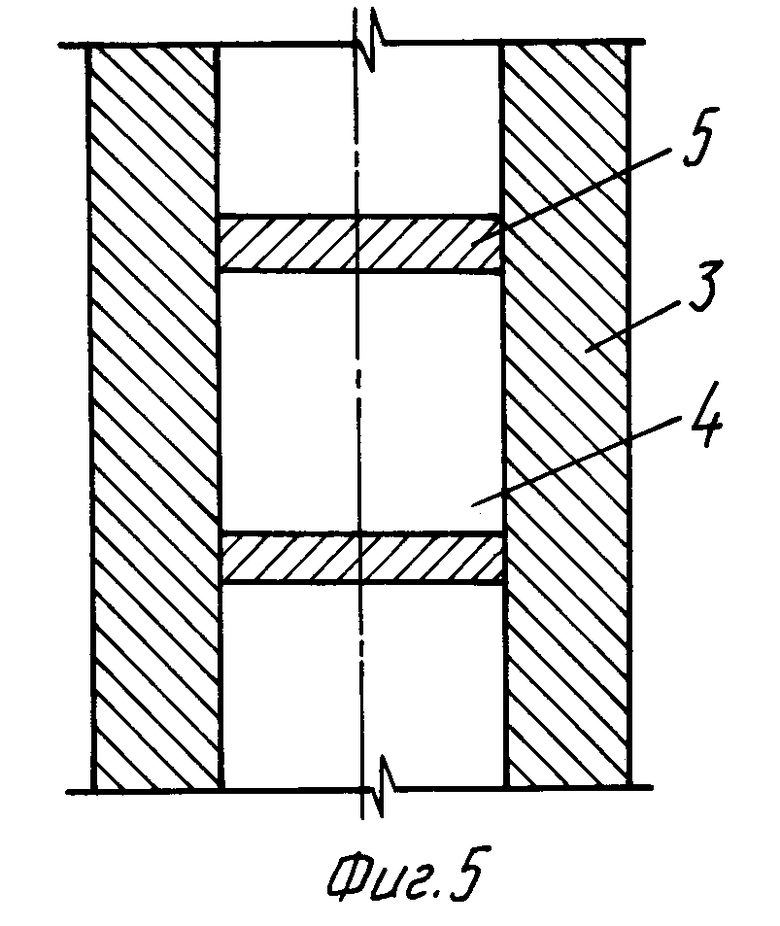
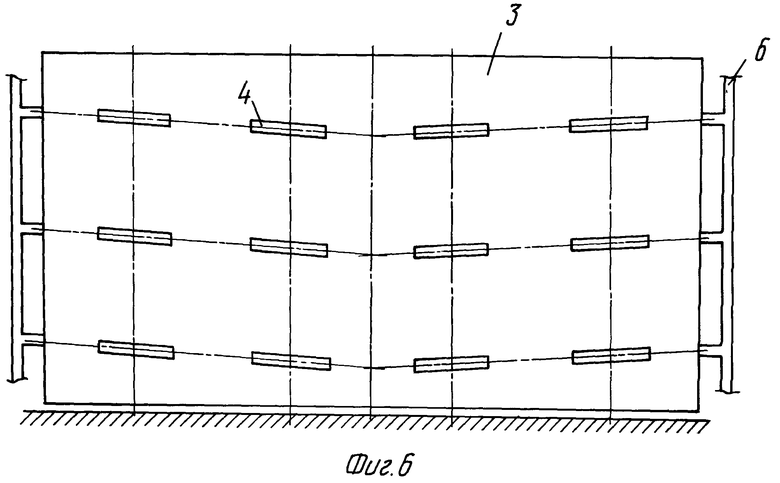
Сущность изобретения поясняется чертежами, где на фиг. 1 - схема размещения вибраторов в разделительном листе; на фиг. 2 - вид крепления вибратора; на фиг. 3 - общий вид кассетной установки; на фиг. 4 - узел крепления вибратора круглого сечения в разделительном листе; на фиг. 5 - узел крепления вибратора прямоугольного сечения в разделительном листе; на фиг. 6 - схема размещения вибраторов под углом к оси разделительного листа.
Конструкция кассетной установки для производства сборных железобетонных изделий содержит паровые отсеки 1, формовочные отсеки 2, металлические разделительные листы 3. Разделительные листы 3 выполнены в виде отсеков из металлических листов, установленных с зазором на толщину вибраторов 4.
В разделительных листах предусмотрены каналы клиновидного очертания 5, в которых размещены вибраторы в несколько ярусов с шагом, равным двойному радиусу действия вибраторов. Каналы расположены под углом с наклоном к оси кассеты. Угол наклона каналов по условию закрепления под собственным весом равен 15 - 30 градусов. Угол наклона меньше 15 градусов приводит к недостаточному сцеплению и к разуплотнению соединения вибратора и канала. Угол более 30 градусов создает трудности размещения вибраторов по плоскости отсека. Таким образом происходит самозаклинивание вибраторов в каналах.
Возможно использование вибраторов любого известного типа, но пневматические наиболее технологичны по геометрическим размерам и способу создания вибрации.
Шланги для подачи воздуха в вибраторы выводятся за пределы разделительного листа. Шланги от вибраторов каждого яруса соединяются в один общий шланг для подачи воздуха. Таким образом, осуществляется возможность послойного включения вибраторов. Также можно осуществить поотсечное подключение вибраторов, путем подсоединения поотсечных шлангов для подачи воздуха в магистральный шланг 6.
Отверстие канала может быть круглого или квадратного сечения 7. Здесь предлагаются для применения в качестве примера глубинные пневматические вибраторы диаметром 25 - 30 мм.
В процессе эксплуатации кассетную установку очищают, смазывают, армируют и собирают. Формование изделий может организовываться по двум схемам:
первая - вибраторы 4 установлены с возможностью поэтапного включения без извлечения и перестановки;
вторая - вибраторы 4 установлены с возможностью поэтапного включения, извлечения и перестановки.
При работе по первой схеме формование осуществляется с заполнением отсека 2 или отсеков на высоту эффективного уплотнения и соответственно числу заполняемых отсеков включаются поочередно, поотсечно вибраторы 4 на время уплотнения бетонной смеси. Затем производится следующее заполнение отсека или отсеков на высоту эффективного уплотнения и осуществляется поотсечное включение вибраторов на период уплотнения. Этот технологический цикл повторяется необходимое число раз.
При работе по второй схеме вибраторы 4 устанавливаются на серию отсеков, подлежащих формованию, а формование осуществляется с заполнением отсека или отсеков на высоту эффективного уплотнения, после чего производится уплотнение и последующий цикл формования, уплотнения. При этом освободившиеся вибраторы переставляются на следующую группу отсеков по мере завершения формования в первой группе отсеков.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2121916C1 |
| Установка для формования изделий из бетонных смесей | 1976 |
|
SU585978A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Кассетная установка для изготовления изделий из бетонных смесей | 1977 |
|
SU743878A1 |
| Кассетная установка для изготовления изделий из бетонных смесей | 1982 |
|
SU1033326A1 |
| Кассетная установка для изготовления изделий из бетонных смесей | 1977 |
|
SU715333A1 |
| Установка для формования железобетонных изделий | 1981 |
|
SU988561A1 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| Способ формования железобетонных изделий в кассетных установках | 1984 |
|
SU1331643A1 |
Изобретение относится к области строительства, а именно к производству сборных железобетонных изделий в кассетных установках. Целью изобретения является повышение эффективности уплотнения бетонной смеси. Конструкция кассетной установки содержит паровые отсеки 1, формовочные отсеки 2, металлические разделительные листы 3. Разделительные листы 3 выполнены в виде отсеков из металлических листов, установленных с зазором на толщину вибраторов 4. В разделительных листах предусмотрены каналы клиновидного очертания 5, в которых размещены вибраторы в несколько ярусов с шагом, равным двойному радиусу действия вибраторов. Каналы расположены под углом с наклоном к оси кассеты. Угол наклона меньше 15o приводит к недостаточному сцеплению и к разуплотнению соединения вибратора и канала. Угол более 30o создает трудности по размещению вибратора по плоскости отсека, таким образом происходит самозаклинивание вибраторов в каналах. 6 ил.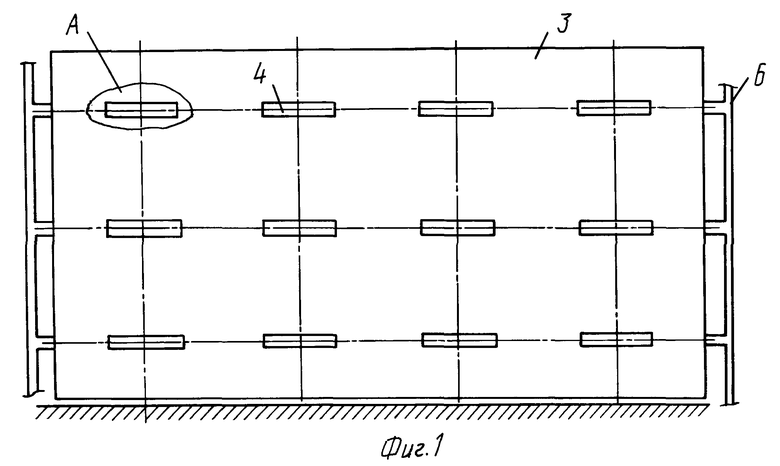
Кассетная установка для производства сборных железобетонных изделий, включающая паровые отсеки, металлические разделительные листы, формовочные отсеки, вибраторы, отличающаяся тем, что разделительные листы выполнены с каналами клиновидного очертания, а вибраторы закреплены в них с возможностью поэтапного включения и извлечения.
| Граник Ю.Г | |||
| Заводское производство элементов полносборных домов | |||
| - М.: Стройиздат, т1984, с.68 - 71 | |||
| РАЗДЕЛИТЕЛЬНАЯ СТЕНКА КАССЕТНОЙ УСТАНОВКИ | 0 |
|
SU185742A1 |
| Разделительная перегородка формы | 1980 |
|
SU910413A1 |
| Балатьев П.К | |||
| и др | |||
| Кассетный способ производства железобетонных изделий - М., 1972, с.96 - 111 | |||
| Кассетная форма | 1988 |
|
SU1614912A1 |
