Настоящее изобретение относится к устройству для смешения/экструдирования пластичного полимера, в частности смолы.
Устройство для смешения/экструдирования пластичного полимера определяется наличием экструдера, вспомогательного оборудования и проводимыми в них операциями.
Экструдер состоит из цилиндра с загрузочным отверстием и шнека для смешения/экструдирования смолы. Экструдер выполняет операцию смешения/экструдирования в зоне экструдирования и подвергается очистке в зоне очистки.
Вспомогательное оборудование в основном состоит из бункера и привода. Из загрузочного бункера смола подается в экструдер, а привод приводит в движение шнек.
Операции непрерывно последовательно повторяются: зона экструдирования, зона очистки и зона экструдирования. Однако в известной системе экструдер и участок экструдирования выполнены заодно целое.
Хотя операция экструдирования должна быть основной, ее приходится прерывать стадией очистки. Недостатком вышеописанного устройства является необходимость его останова для очистки, что приводит к падению эффективности экструдирования.
В японском патенте N 3-143625 раскрыта формовочная машина для производства резиновых лент, в которой металлические элементы выполнены сменными. Однако не показана замена механизма для подачи материала в форму.
В японском патенте N 55-29246 раскрыт механизм соединения/отделения цилиндра от установки для горячей штамповки выдавливанием. Однако не показана конструкция, в которой экструдер, состоящий из цилиндра и шнека внутри цилиндра, был бы сменным.
В японском патенте N 61-274233 раскрыта система смены инструмента металлорежущего станка. Инструменты заменяются путем вращения в системе. Однако в этом патенте не показано средство для замены цилиндра и шнека в цилиндре путем вращения.
Наиболее близким по технической сущности и достигаемому эффекту является устройство для смешения/экструдирования пластичного полимера, содержащее несколько экструдеров, каждый из которых включает цилиндр с загрузочным отверстием и шнек, и вспомогательное оборудование, включающее привод шнека и бункер для подачи полимера (см. патент США N 4832590, кл. B 29 C 47/08, 1989). Однако ему присущи вышеописанные недостатки, а именно необходимость останова устройства для его очистки.
Основной концепцией настоящего изобретения является исключение такого перерыва стадии экструдирования сочетанием нескольких экструдеров с одним вспомогательным оборудованием.
Технический результат заключается в создании устройства для смешения/экструдирования пластичного полимера, которое позволяет исключить недостаток предшествующего уровня техники, и достижении высокой эффективности экструдирования за счет высокой искусственной возможности непрерывания операций экструдирования.
Технический результат достигается за счет того, что в устройстве для смешения/экструдирования пластичного полимера, содержащем несколько экструдеров, каждый из которых включает цилиндр с загрузочным отверстием и шнек, и вспомогательное оборудование, включающее привод шнека и бункер для подачи полимера, согласно изобретению, использовано одно вспомогательное оборудование для поочередного подключения к нему экструдеров, причем экструдеры установлены с возможностью перемены их местами, при этом один из экструдеров расположен в рабочем положении для использования его в качестве действующего экструдера, а другой - на стадии очистки.
Предлагается экструдеры разместить друг относительно друга, так, чтобы при перемене местами их загрузочные отверстия всегда были обращены вверх.
Экструдеры относительно друг друга размещены таким образом, чтобы быть взаимозаменяемыми, причем их загрузочные отверстия всегда направлены вверх. Экструдеры относительно друг друга расположены так, что, когда один из них устанавливают в рабочем положении для стадии экструдирования и используют в качестве действующего экструдера, оставшийся экструдер (нерабочий) переводят в положение для очистки на стадии очистки, где он служит очищаемой установкой. Действующий экструдер, когда он должен быть очищен, меняют местами с агрегатом очистки.
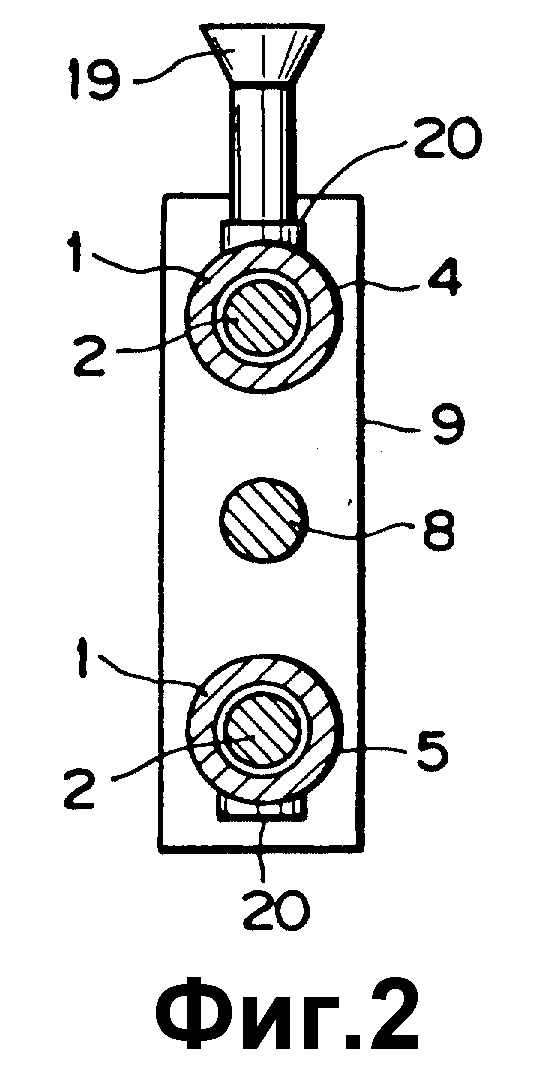
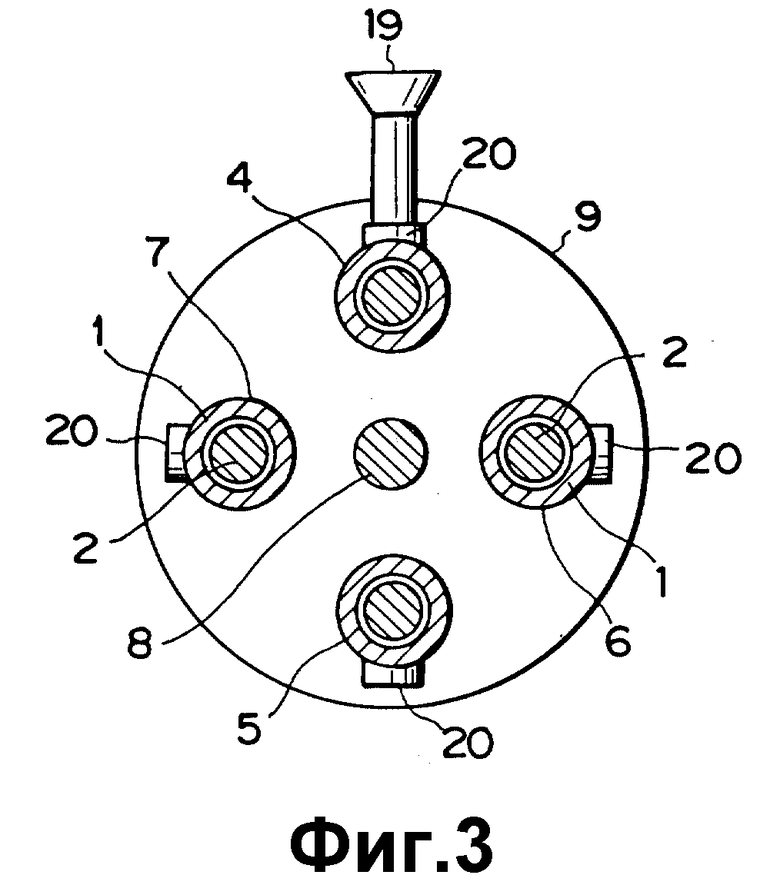
На фиг. 1 и 2 показан вид сбоку и поперечный разрез варианта с двумя экструдерами; на фиг. 3 - поперечный разрез варианта с четырьмя экструдерами; на фиг.4 - вид сбоку варианта, в котором загрузочное отверстие обращено вверх; на фиг. 5, 6 и 8 - поперечные разрезы того же варианта; на фиг. 7 - вид сбоку этого варианта.
Настоящее изобретение более подробно описано со ссылкой на сопровождающие чертежи.
Предусмотрено одно вспомогательное оборудование, которое включает в себя привод 18 шнека и бункер 19 для подачи смолы. Имеется несколько экструдеров, каждый из которых включает в себя цилиндр 1 с загрузочным отверстием и шнеком 2. Позициями 3, 4, 5 и 6, 7 обозначены экструдеры. Экструдеры 4 и 5 опираются на поворотный вал 8 с помощью опорных рычагов 9 симметрично относительно поворотного вала 8. Подобным же образом в варианте, показанном на фиг. 3, экструдеры 4, 5, 6 и 7 смонтированы относительно друг друга так, что при вращении поворотного вала 8 они меняются местами. Эти экструдеры расположены на общей окружности вокруг поворотного вала 8; их число может быть два или более.
Поворотный вал 8 вращают с помощью поворотного механизма 10.
Один из экструдеров используется в качестве действующего экструдера 4 в положении экструдирования на стадии экструдирования. Остальные экструдеры помимо действующего экструдера 4 являются очищаемыми установками 5, 6 и 7 на стадии очистки. Действующий экструдер 4 удаляют, когда он должен быть очищен, чтобы его место заняла любая из очищаемых установок 5, 6 и 7. Экструдер перемещается на стадии экструдирования, когда он приходит в рабочее состояние. Когда экструдер перемещается в положение очистки, стадия его очистки завершается последующим поворотом. Этот поворот может быть осуществлен в течение короткого промежутка времени. Изменение положения производят вращением. Однако данный метод смены положения не следует считать ограничивающим; например, смену положения можно произвести другим путем, например, параллельным горизонтальным перемещением.
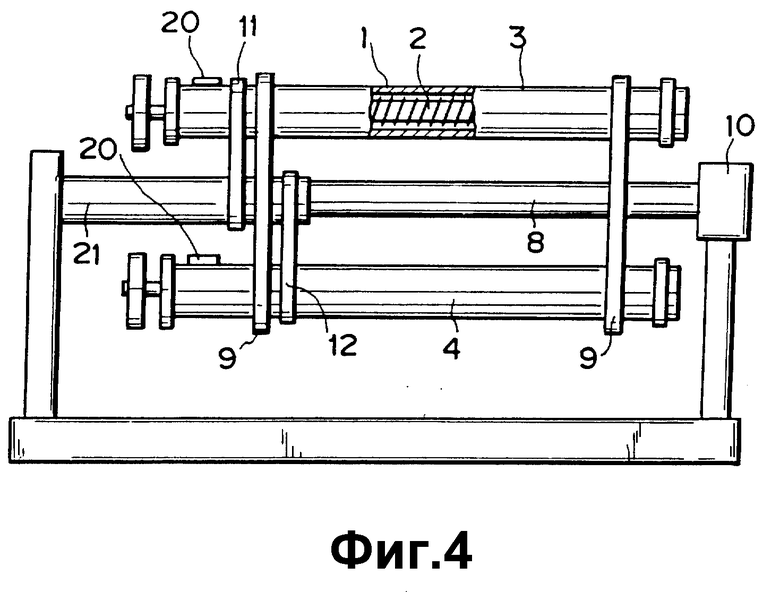
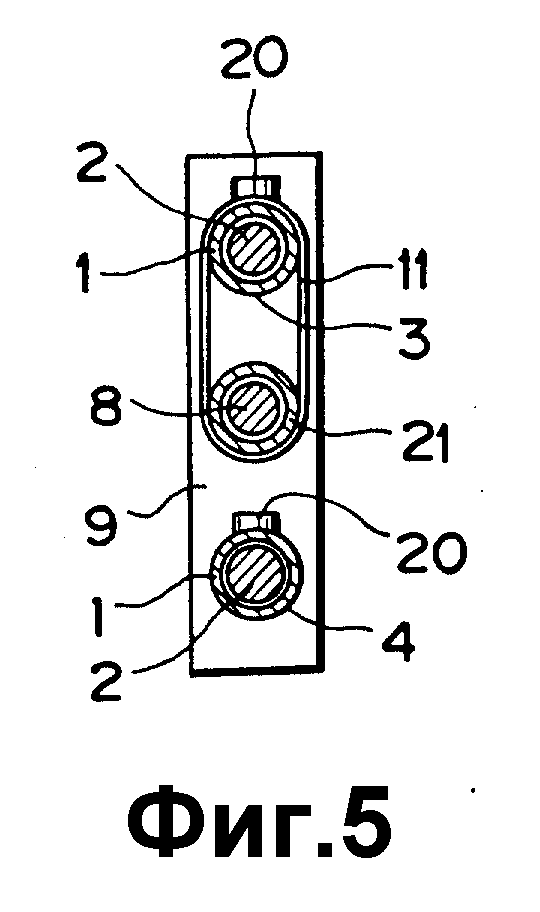
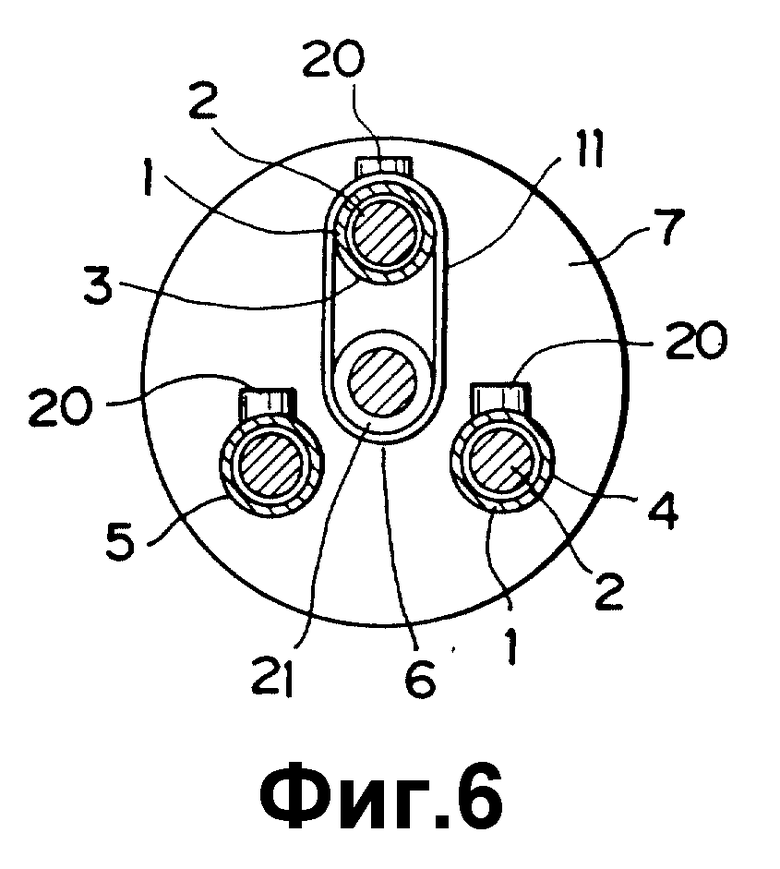
В этом описании на фиг. 4-8 представлен вариант, в котором на смене экструдера своих положений их загрузочные отверстия всегда обращены вверх.
Экструдеры 3 и 4 смонтированы на поворотном валу с помощью опорных рычагов 9 симметрично относительно поворотного вала 8. Эти экструдеры 3 и 4 удерживаются так, что при повороте или вращении поворотного вала 8 они меняются положениями. Поворотный вал 8 приводится от поворотного механизма 10. Один из экструдеров используют в качестве действующего экструдера 3 в положении экструдирования на стадии экструдирования. Оставшийся экструдер (помимо действующего экструдера 3) представляет собой очищаемую установку 4 на стадии очистки. Действующий экструдер 3 удаляют, когда он должен быть очищен, чтобы его место заняла очищаемая установка 4. Когда экструдер приходит в рабочее состояние, его перемещают на стадию экструзии. Очищаемую установку, достигшую положения очистки, очищают после следующего поворота. Полимер подают через загрузочное отверстие 20. При смене положения загрузочное отверстие 20 всегда обращено вверх. Однако этот механизм является приемлемым, но неограничивающим. Один вариант воплощения этого механизма описан со ссылкой на чертежи.
Передний конец поворотного вала 8 опирается на неподвижный цилиндр 21. Один опорный рычаг 9 закреплен на поворотном валу 8, в то время как другой опорный рычаг 9 не закреплен на неподвижном цилиндре 21. Между неподвижным цилиндром 21 и экструдером 3 приводят в движение бесконечную ленту 11, например, ремень или цепь. Диаметры участков неподвижного цилиндра 21 и экструдеров, находящихся в контакте с подвижной бесконечной лентой одинаковы. Экструдеры 3 и 4 отдельно смонтированы с помощью опорных рычагов 9 с возможностью вращения. Между неподвижным цилиндром 21 и экструдером 4 движется бесконечная лента 12. Диаметры участков неподвижного цилиндра 21 и экструдера 4, находящихся в контакте с бесконечной лентой 12, одинаковы. Когда за счет вращения поворотного вала 8 меняются местами экструдеры 3 и 4, загрузочные отверстия 30 благодаря действиям бесконечных лент 11 и 12 всегда остаются обращенными вверх. Подобный же эффект может быть достигнут, если даже число экструдеров равно четырем или более.
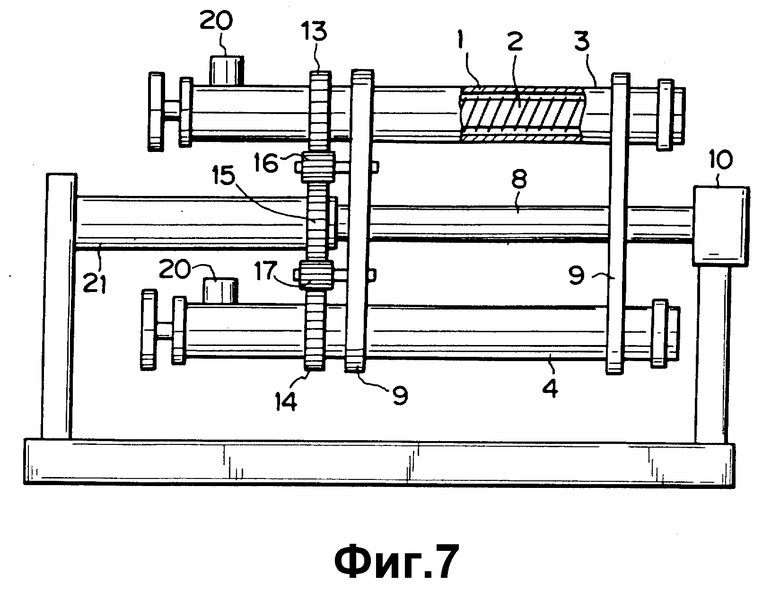
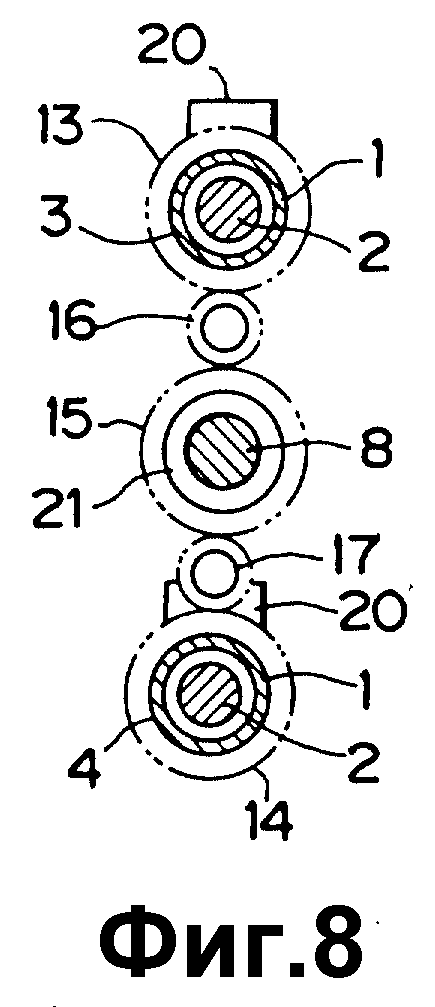
На фиг. 7 и 8 показан другой вариант воплощения. На неподвижном цилиндре 21 закреплено неподвижное колесо 15. На экструдерах 3 и 4 неподвижно смонтированы экструдерные колеса, соответственно 13 и 14. Примерами экструдерных колес 13 и 14 могут служить фрикционные ролики или шестерни. Их наружные диаметры делают равными в случае фрикционных роликов, а в случае шестерен делают равными диаметры начальных окружностей. Экструдерное колесо 13 входит в зацепление с промежуточным колесом 16, которое входит в зацепление и с неподвижным колесом 15, опираясь осью на опорный рычаг 9. Экструдерное колесо 14 входит в зацепление с промежуточным колесом 17, которое входит в зацепление и с неподвижным колесом 15, опираясь осью на опорный рычаг 9. Когда при вращении поворотного вала 8 экструдеры 3 и 4 меняются местами, благодаря взаимодействию экструдерных колес 13 и 14, неподвижного колеса 15 и промежуточных колес 16 и 17 загрузочные отверстия 20 всегда остаются обращенными вверх. Когда опорный рычаг 9 приводится во вращение с помощью поворотного вала 8, действующий экструдер 3 на стадии экструдирования заменяется очищаемой установкой 4 и очищается, оставаясь в этом положении до тех пор, пока его положение в результате следующего поворота займет действующий экструдер 3.
Таким образом, прерывание процесса экструдирования для очистки экструдера может быть по существу исключено, и процесс экструдирования может быть практически непрерывным. Загрузочные отверстия всегда обращены вверх, что упрощает подачу смолы, операцию очистки, присоединение и отсоединение вспомогательного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСКУССТВЕННАЯ ДРЕВЕСНАЯ МУКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ, ПЛИТА, ПОЛУЧЕННАЯ НА ОСНОВЕ ИСКУССТВЕННОЙ ДРЕВЕСНОЙ МУКИ, СПОСОБ И УСТРОЙСТВО ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ТАКОЙ ПЛИТЫ (ВАРИАНТЫ) | 1995 |
|
RU2129485C1 |
| МОДУЛЬ СОКОВЫЖИМАЛКИ И СОКОВЫЖИМАЛКА С ВЕРТИКАЛЬНЫМ ШНЕКОМ | 2010 |
|
RU2448633C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2171744C1 |
| Мобильный экструдерный комплекс для изготовления полимерных погонажных изделий | 2024 |
|
RU2837918C1 |
| МОБИЛЬНЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ПРОИЗВОДСТВА ТВЕРДЫХ ПЕНОГЕНЕРИРУЮЩИХ СТЕРЖНЕЙ | 2020 |
|
RU2768253C1 |
| ОТВОДИМЫЙ ПЕРЕГРУЗОЧНЫЙ ТРАНСПОРТЕР | 2009 |
|
RU2518145C2 |
| Экструдер для дегазации полимерных материалов | 1976 |
|
SU700054A3 |
| ВИНТОВОЙ ПРЕСС И СПОСОБ УПРАВЛЕНИЯ ЕГО РАБОТОЙ | 1993 |
|
RU2098281C1 |
| КОМПЛЕКСНАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА И СПОСОБ ЭКОЛОГИЧНОГО ВОССТАНОВЛЕНИЯ И РЕГЕНЕРИРОВАНИЯ РЕЗИНОВЫХ ОТХОДОВ | 2017 |
|
RU2730327C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ГЛИНЫ | 1991 |
|
RU2008219C1 |
Изобретение относится к устройству для смешения/экструдирования пластичного полимера, в частности смолы. Устройство содержит несколько экструдеров. Каждый из экструдеров включает цилиндр с загрузочным отверстием и шнек. Устройство содержит также вспомогательное средство, включающее привод шнека и бункер для подачи полимера. В устройство использовано одно вспомогательное средство для поочередного подключения к нему экструдеров. Экструдеры установлены с возможностью перемены их местами. При этом один их экструдеров расположен в рабочем положении для использования его в качестве действующего экструдера, а другой - на стадии очистки. Кроме того экструдеры размещены относительно друг друга так, что при перемене местами их загрузочные отверстия всегда обращены вверх. Изобретение позволяет исключить перерыв стадии экструдирования сочетанием нескольких экструдеров с одним вспомогательным оборудованием и достичь высокой эффективности экструдирования за счет непрерывания операций экструдирования. 1 з.п. ф-лы, 8 ил.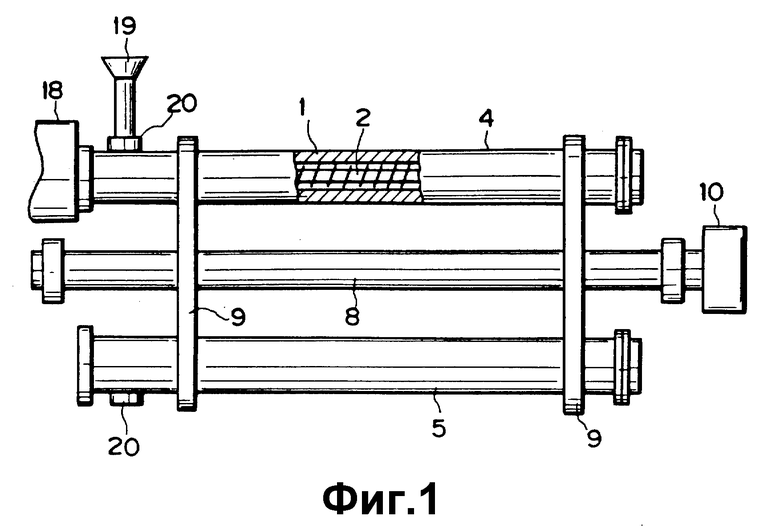
Приоритет по пунктам:
10.08.92 по п.1; 25.01.93 по п.2;
Приоритет от 15.04.93 не указан, ввиду исключения из первоначальной формулы признака, относящегося к способу.
| US 4832590 A, 23.05.89 | |||
| Устройство для обслуживания экструзионной головки | 1988 |
|
SU1554757A3 |
| Устройство для экструдирования и формования заготовок из текучего материала | 1988 |
|
SU1729283A3 |
