Изобретение относится к области обработки металлов давления, а именно к получению многослойных лент совместной холодной прокаткой.
Известен способ получения биметаллической ленты томпак-сталь-томпак, включающий подготовку поверхности составляющих биметалла к плакированию, совместную прокатку с обжатием за один проход не менее 55%, промежуточную термообработку (1. П.Ф.Засуха и др. Биметаллический прокат. -М.: Металлургия, 1970, с. 204-210, 228-234. 2. Л.Н.Дмитров и др. Биметаллы. -Пермское книжное изд., 1991, с.188-200, 254-276).
Недостатком данного способа следует считать то обстоятельство, что для обеспечения требуемой чистоты поверхности проката после каждого отжига необходимо производить операцию травления, что приводит к увеличению дефектов типа "прокол" плакирующего слоя.
Наиболее близким к предложенному является способ получения биметалла сталь-латунь холодным плакированием, включающий совместную деформацию материала основы и покрытия с применением смазки, охлаждение подката на окончательный размер (Лебедев А. М. , Шкляев В.Е., Рудаков В.А. - Передовой опыт, 1990, N9, с.47-48).
Недостатком данного способа является необходимость получения заданной температуры подкатки в узком интервале, обеспечивающей снятие в металле напряжений, способствующих растрескиванию боковых кромок биметалла при последующей прокатке.
Предложенный способ отличается от известного тем, что холодное плакирование осуществляют по режимам, обеспечивающим в процессе деформации разогрев подката до гомологической температуры не более 50oC, причем при плакировании используют смазку, имеющую кинематическую вязкость при 100oC не менее 20 мм2/с, кислотным числом не более 0,03, зольностью не более 0,003% и температурой вспышки не ниже 200oC.
Основным результатом операции "холодного плакирования" является обеспечение прочности сцепления слоев, достаточной для дальнейшей обработки без расслоения на составляющие. Степень деформации при этом зависит от исходного соотношения пластических свойств материалов σт/σст, исходного соотношения толщин Hт/ Hст и их абсолютных величин σт, σст, Нт, Hст. Следовательно в процессе плакирования необходимо выбрать такую степень деформации и исходные материалы с такими характеристиками, чтобы обеспечить в процессе достаточную прочность сцепления слоев, а также тепловой режим, который бы привел в последствии к снижению возникших в металле напряжений.
С целью определения таких параметров были проведены экспериментальные исследования, результаты которых представлены на графике. Полученные согласно графику значения параметров позволяют разогреть металл в процессе плакирования до температуры 200 - 250oC. При охлаждении металла с гомологичной температуры ниже 0,2 Tпл до комнатной в нем протекает первая стадия операции "возврат" - отдых. При этом механические свойства металла не изменяются, но происходит заметное снижение прочности и повышение пластичности (Ю.М.Лахтин. Металловедение и термическая обработка металлов. Изд.2-е, перераб. и дополнен. М7, Металлургия, 1976, с. 74-76).
Экспериментально установлено, что с целью предотвращения образования на поверхности плакирующего слоя окисных пленок, снижения коэффициента трения и обеспечения качества поверхности биметалла, плакирование необходимо производить с применением смазки, имеющей кинематическую вязкость при 100oC не менее 20 мм2/с, кислотное число не более 0,03, зольность не более 0,003% и температуру вспышки не ниже 200oC.
Пример осуществления способа.
Изготовляется биметалл томпак Л90 - сталь 11 кп - томпак Л90. Исходные материалы согласно графику должны иметь следующие характеристики:
томпак Л90 - толщина 0,22 мм;
предел текучести 220 H/мм2.
сталь 11 кп - толщина 4,4 мм;
предел текучести 282 H/мм2.
Плакирование осуществляется в один пропуск по маршруту: Hб -> hб : (4,4 + 0,22 • 2) 2,1 ± 0,05 мм
Температура биметалла на выходе из валков составляет 160 oC 350oC. В качестве технологической смазки используется масло авиационное МС-20, ПС-28.
Окончательная холодная прокатка производилась после естественного охлаждения рулонов на воздухе до температуры окружающей среды по следующим схемам:
2,1 -> 1,65 -> 1,45 -> 1,37 - 0,07 мм
2,1 -> 1,70 -> 1,45 -> 1,25 -> 1,10 -> 0,99 - 0,07 мм.
Рекристаллизационный отжиг и травление биметалла осуществляли по действующей технологии. Изготовленный биметалл соответствовал техническим требованиям по всем контактируемым параметрам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2119853C1 |
| БИМЕТАЛЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНЕТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1994 |
|
RU2071892C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕЛАТУННОЙ МНОГОСЛОЙНОЙ КОМПОЗИЦИИ | 2006 |
|
RU2347655C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| Способ изготовления биметаллических лент | 1984 |
|
SU1191232A1 |
| БИМЕТАЛЛИЧЕСКАЯ КОМПОЗИЦИЯ МЕДНО-НИКЕЛЕВЫЙ СПЛАВ - СТАЛЬ - МЕДНО-НИКЕЛЕВЫЙ СПЛАВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2188762C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| БИМЕТАЛЛИЧЕСКАЯ КОМПОЗИЦИЯ ЦВЕТНОЙ МЕТАЛЛ - ЦВЕТНОЙ МЕТАЛЛ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2122930C1 |
| Способ получения биметаллических лент для электротехнических устройств | 1989 |
|
SU1703335A1 |
| Способ получения многослойной ленты | 1989 |
|
SU1731534A1 |
Способ изготовления биметалла сталь-латунь холодным плакированием включает совместную деформацию материалов основы и покрытия с применением смазки, охлаждение подката, прокатку на окончательный размер, отжиг и травление. Плакирование осуществляют при режимах, обеспечивающих в процессе деформации разогрев подката до гомологической температуры не более 50 °С, при этом при плакировании используют смазку, имеющую кинематическую вязкость при 100oС не менее 20 мм2/с, кислотность числом не более 0,03, зольностью не более 0,003 и температурой вспышки не ниже 200oС. Способ позволяет снять напряжения в металле при прокатке. 1 ил.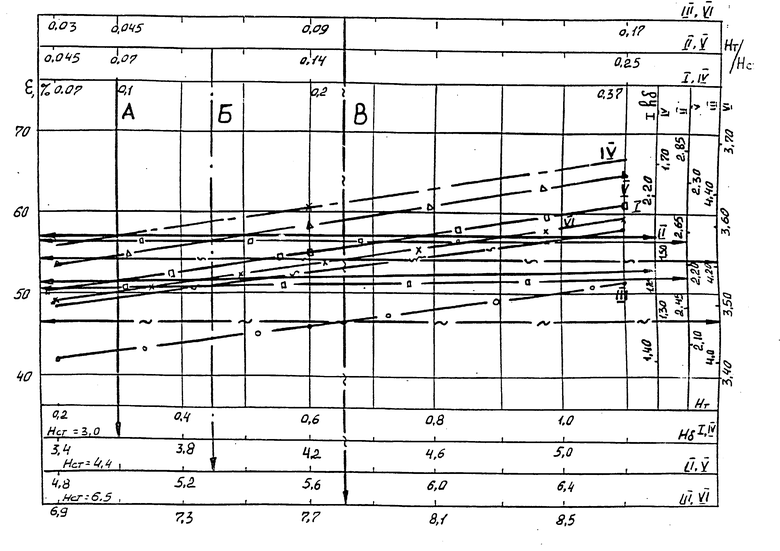
Способ изготовления биметалла сталь-латунь холодным плакированием, включающий совместную деформацию материалов основы и покрытия с применением смазки, охлаждение подката, прокатку на окончательный размер, отжиг и травление, отличающийся тем, что плакирование осуществляют при режимах, обеспечивающих в процессе деформации разогрев подката до гомологической температуры не более 50oC, при этом при плакировании используют смазку, имеющую кинематическую вязкость при 100oC не менее 20 мм2/с, кислотностью числом не более 0,03, зольностью не более 0,003 и температурой вспышки не ниже 200oC.
| Залуха П.В | |||
| и др | |||
| Биметаллический прокат | |||
| - М.: Металлургия, 1970, с.188-200 | |||
| СПОСОБ ПЛАКИРОВАНИЯ ДВУСЛОЙНОГО БИМЕТАЛЛА | 1991 |
|
RU2025237C1 |
| US 4467954 A, 28.08.84 | |||
| Клещевая подача для полосовых заготовок | 1960 |
|
SU132937A1 |
| Способ построения квантованной шкалы для преобразователей пространственных величии в цифровую форму | 1961 |
|
SU145803A1 |

