Изобретение относится к легкой промьшленности, а именно к швейному производству, и может быть использо вано для отделки деталей, шнейных изделий, например эмблемами, ф1рменными знаками, декоративными элементами. Целью изобретения является повышение качества швейных изделий. На чертеже изображено устройство работающее по данному способу. Над столом 1 находится подвижный в вертикальном направлении пуансон с гладкой рабочей поверхностью 3. Для подъема и опускания пуансона 2 служит пневматический привод (не показан). Прикрепленные к столу 1 направляющие 4 и 5 являются опорой для основания 6, на котором винтами 7 и 8 закреплен шаблон 9 с отверстием, в которое вставлена полая матрица, 10, рабочая поверхность 11 которой несколько выступает над шаблоном 9. Под .матрицей 10 в основании 6 имеется отверстие, в которое вставлена .трубка 12, соединяющая полость 13 матрицы 10 с.эжектором 14, к соп лу 15 которого по трубке 16, на которой имеется кран 17, подведен сжатый воздух от воздухопровода 18. Для пр охода трубки 12 в столе 1 име ется продолговатый вырез 19,i выполненный с учетом перемещений основания 6 по направляющим 4 и 5 в напра лении, перпендикулярном плоскости чертежа.. Прикрепление аппликации к детали швейного изделия по предлагаемому способу с помощью предлагаемого уст ройства осуществляют следующим обра зом. Вьщвигают основание 6. В этом положении основание 6 с установленными на нем матрицей 10 и шаблоном находится вне зоны действия пуансона 2, что обеспечивает безопасность и удобство при укладке элементов заготовки. Перед выполнением дальнейших one раций открывают кран 17, в результа те чего из воздухопровода 18 по трубке 16 в сопло 15 поступает сжатый воздух. Истекая из сопла 15 в суженную часть 20 эжектора 14, он подсасьюает окружающий атмосферный воздух, вследствие чего в полости эжектора 14, в трубке 12 и в полости 13 матрицы 10 создается разрежение, величину которого регулируют краном 17 так, чтобы уложенная на матрицу 10 аппликация il со своим пленочным покрытием 22, обращенным кверху, присасывалась к рабочей поверхности 11 матрицы 10, но не втягивалась в ее полость 13. При этом расход сжатого воздуха, истекающего из сопла 15, оказывается незначительным, и поэтому кран 17 оставляют открытым на все время работы по прикреплению аппликаций 21 к деталям 23 После того, как отрегулировано разрежение в полости 13, на матрицу 10 укладывают аппликацию 21 пленкой 22 кверху. Благодаря разрежению одновременно с укладкой аппликации 21 происходит ее фиксация на рабочей поверхности 11 матрицы 10. Это обстоятельство, а также то, что поверхность 11 несколько возвьшается над окружающим матрицу 10 шаблоном 9, способствует быстрой и точной укладке аппликации 21 на матрицу 10 и предохраняет аппликацию 21 от смешений под влиянием, например, воздушных потоков в помещении цеха или при укладке детали 23 поверх уложенной аппликации 21. Когда аппликация 21 уложена и зафиксирована на матрице 20, поверх аппликации 21 укладывают деталь 23 изнаночной стороной кверху. При этом соответствующие кромки детали 23 совмещают с кромками шаблона 9. Затем основание 6 с находящимися на нем матрицей 10 и шаблоном 9 с зафиксированной на матрице 10 аппликацией 21 и с деталью 23, покрывакмцей аппликацию 21 и шаблон 9, вдвигают в стол 1 до упоров.; В ЭТОМ положении матрица 10 находится под пуансоном 2. Включают привод пуансона 2. При этом нагретый до заданной температуры пуансон 2 опускается на матрицу 10 и- с заданным усилием в течение заданного времени прижимает к матрице 10 заготовку, состоящую из аппликаций 21 с пленочным покрытием 22 и детали ,23. По истечении заданного времени пуансон автоматически возвращается в исходное поднятие положение. После этого основание 6 выдвигают из стола 1 и снимают с шаблона 9 и матрицы 10 деталь 23 с прикрепленной к ней аппликацией 21,
3 11695964
Пример, Деталь швейного из-лицевая сторона детали прибегла к
делил из шерстяного полотна требо-термопластичной пленке айппикации.
велось отделать аппликацией из тогоПри укладке детали ее соорентироваже материала.ли относительно матрицы по шаблону.
Полотно для изготовления аппликаций 5 Затем был включен привод заранее
предварительно продублировали поли-нагретого пуансона и проведено горяэтиленовой пленкой низкого давлениячее прессование при следующем режитолщиной 0,4 мм. Затем была выруб-ме: давление 3 кг/см , температура
ленч аппликация заданной формы. Ап-., время прессования 20 с. Капликация была уложена и зафиксиро- чество прикрепления аппликации хорована на соответствующей матрице ишее. Кромка аппликации точно совпапокрыта деталью таким образом, что ла с наружной границей зойы прессования,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделки аппликациями деталей швейных изделий | 1985 |
|
SU1306559A1 |
| СПОСОБ РЕМОНТА И ОТДЕЛКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123272C1 |
| Способ фальцевания деталей швейных изделий | 1981 |
|
SU971238A1 |
| Способ обработки и сборки деталей одежды и пресс для его осуществления | 1954 |
|
SU108761A1 |
| ПДТПЭТИО- -f ^ 1^^ танй^:2(:;:АЯ '^БИКЛЙСТЕКЛ | 1969 |
|
SU235728A1 |
| Полуавтомат для обработки, сборки и клеевого соединения деталей | 1959 |
|
SU125233A1 |
| Способ фальцевания деталей швейных изделий | 1979 |
|
SU1117042A1 |
| Пресс для загибки и прессования краев деталей швейных изделий | 1984 |
|
SU1240808A1 |
| СПОСОБ ПРИДАНИЯ ОБЪЕМНЫХ ЭФФЕКТОВ ТРИКОТАЖНЫМ ИЗДЕЛИЯМ | 1999 |
|
RU2178032C2 |
| Способ фальцевания деталей швейных изделий | 1976 |
|
SU618099A1 |
СПОСОБ ОТДЕЛКИ АППЛИКАЦИЯМИ ДЕТАЛЕЙ ШВЕЙШЛХ ИЗДЕЛИЙ, заключающий.ся в вьфубке аппликаций из дублировайного термопластичной пленкой полотна, взаимном совмещении обрабатываемой детали и аппликации на матрице, нагревании их пуансоном и термосоединении, отличающийся тем, что, с целью повьшения качества швейных изделий, взаимное совмещение обрабатываемой детали и аппликации осуществляют путем размещения сначала аппликации на матрице, а затем детали на аппликации, причем нагревание производится с изнаночной стороны детали. СО ел СО 05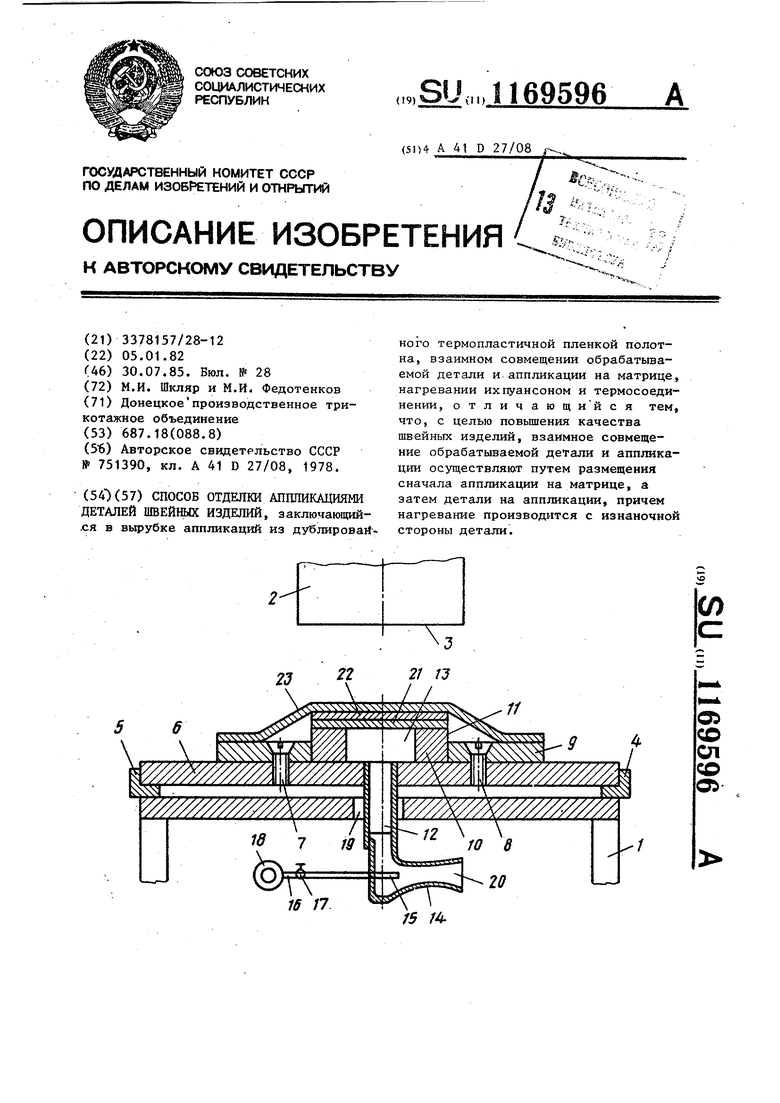
| Способ прикрепления отделочных элементов к деталям швейных изделий | 1978 |
|
SU751390A2 |
| Механический грохот | 1922 |
|
SU41A1 |
