Изобретение относится к металлургии, в частности, к технологии изготовления цельнокатаных железнодорожных колес.
Известны способы изготовления цельнокатаных железнодорожных колес, направленные на повышение эффективности процесса и формирования структуры в процессе горячей пластической деформации [1, 2]. Суть изобретений заключается в том, что формирование структуры диска перед упрочнением с прокатного нагрева достигается путем дополнительной деформации диска со степенью 5-15%. Формирование структуры обода осуществляют в процессе деформирования с окончанием деформации при температуре 1050-1000oC.
Недостатками известных способов являются:
1. Высокая температура окончания деформации перед упрочнением, что не позволяет сформировать структуру, пригодную к упрочнению с прокатного нагрева. С этим связаны низкие значения пластичности и ударной вязкости [2].
2. Дополнительная деформация диска после завершения технологической операции по формообразованию в колесопрокатном стане обуславливает увеличение времени цикла, что приводит к снижению производительности прессопрокатной линии, а также не обеспечивает получение необходимой структуры в ободе колеса [1].
В качестве прототипа принят способ изготовления железнодорожных колес, суть которого заключается в том, что формирование структуры обода колеса перед упрочнением с прокатного нагрева обеспечивается путем снижения температуры выгибки и калибровки обода в течение 20-50 сек до 880-900oC, а структура обода обеспечивается за счет обжатия со степенью 25-30% при температуре 1130-1080oC [3].
К недостаткам прототипа следует отнести следующее. Деформация на выгибном прессе в течение 20-50 сек при снижающейся температуре до 880-900oC со степенью 3-4% (технологически достигаемая степень деформации обода в процессе выгибки колеса) не позволяет измельчить зерно и тем самым достичь необходимого уровня пластичности и вязкости при упрочнении колеса с прокатного нагрева. Обжатие обода колеса на стане со степенью 25-30% при температуре 1130-1080oC (согласно прототипу температура окончания деформации на выгибном прессе после охлаждения в течение 20-50 сек достигает 880-900oC, соответственно температура предшествующей деформации на колесопрокатном стане составляет 1130-1080oC, что также не позволяет обеспечить необходимую дисперсность горячекатаной структуры.
Таким образом, основные недостатки способа заключаются в следующем.
Известный способ деформирования не позволяет обеспечить необходимую дисперсность горячекатаной структуры перед упрочнением с прокатного нагрева и, как следствие, не позволяет обеспечить высокий уровень пластичности и вязкости. Отсутствие сведений о характере упрочнения (горизонтальный, вертикальный) не позволяет судить о возможности регулирования процессом упрочнения по ширине обода.
Задача изобретения заключается в создании способа изготовления цельнокатаных железнодорожных колес, направленного на повышение эффективности процесса за счет разработки температурных параметров нагрева и деформирования перед упрочнением с прокатного нагрева и последующего отпуска, совмещенного с изотермической выдержкой, что позволит устранить ряд технологических операций, в частности, отдельный нагрев колес под закалку и последующий отпуск.
Технический результат достигается тем, что температуру нагрева под деформацию поддерживают в интервале 1240-1200oC, а температуру окончания пластической деформации - в интервале 950-850oC, при этом термическое упрочнение с температуры окончания пластической деформации производят путем вертикальной прерывистой закалки, а операцию отпуска совмещают с противофлокенной обработкой и производят в температурном интервале 450-600oC, причем операцию формовки заготовки осуществляют в интервале температур 1100-1060oC, а операцию раскатки колеса в стане - при падении температуры с 1070-1030oC до 980-880oC.
Выбранный интервал значений температур нагрева под деформирование и окончания деформации в сочетании с упрочнением с прокатного нагрева и последующим отпуском, совмещенным с противофлокенной обработкой, позволяет получить стабильно высокий уровень прочности и износостойкости при удовлетворительных значениях пластичности (обод) и ударной вязкости (диск) независимо от углеродного эквивалента стали (С + 1/4 Мп) в пределах ее марки.
Предельные значения температур нагрева под деформирование и окончания деформации в соответствии с предлагаемым способом имеют следующие объяснения.
При нагреве под деформирование до температуры более 1240oC и окончания деформации более 950oC положительный эффект формирования горячекатаной структуры под упрочнение с прокатного нагрева снижается вследствие устранения структурных изменений, связанных с понижением температуры нагрева под деформирование и окончания деформации и закалку, а именно измельчения зерна перлита, повышения дисперсности перлитных колоний, увеличения количества структурносвободного феррита.
При нагреве под деформирование до температуры менее 1200oC и окончания деформации 850oC реализации способа на прессопрокатной линии затрудняется вследствие невыполнения геометрических размеров колес.
Согласно предлагаемому способу основные деформирующие операции выполняются в следующем интервале температур: формовка - 1100-1060oC и раскатка колес в стане при падении температуры с 980oC до 880oC. Заданный интервал выбран исходя из необходимости получения основных геометрических размеров в условиях пониженных на 30-70oC температур деформирования, а также с целью измельчения горячекатаной структуры под упрочнение с прокатного нагрева, поскольку раскатка обода и диска в стане является основной технологической операцией, ответственной за формирование горячекатаной структуры.
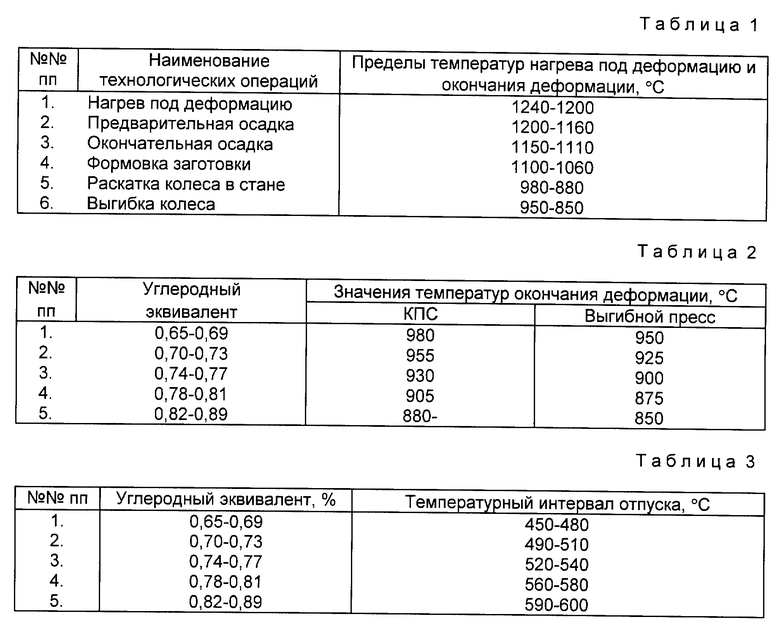
В соответствии с предлагаемым способом температуры нагрева и окончания деформации на прессопрокатной линии (с учетом естественной потери тепла при транспортировке заготовки) приведены в табл. 1.
Температура окончания деформации в колесопрокатном стане и на выгибном прессе выбирается дифференцированно в зависимости от величины углеродного эквивалента. Значения температур представлены в табл. 2.
Дифференцированная температура окончания деформации в колесопрокатном стане и на выгибном прессе связана с необходимостью повышения пластических характеристик и ударной вязкости для плавок с максимальным углеродным эквивалентом и, наоборот, повышения прочности и твердости для плавок с минимальным углеродным эквивалентом.
Использование вертикальной прерывистой закалки в сочетании с дисперсной горячекатаной структурой, обеспечиваемой понижением температуры нагрева под деформирование и окончания деформации при последовательном деформировании на прессах и стане, позволяет повысить износостойкость и временное сопротивление металла обода.
Выбор вертикальной прерывистой закалки связан с тем, что она позволяет реализовать возможность упрочнения не только поверхности катания колеса, но и боковых поверхностей обода, что в конечном счете определяет характеристики не только обода, но и диска колеса.
Предлагаемый интервал совмещенной операции отпуска и противофлокенной обработки позволит получить стабильный уровень прочностных и пластических характеристик обода независимо от величины углеродного эквивалента. Температурный интервал отпуска в зависимости от величины углеродного эквивалента приведен в табл. 3.
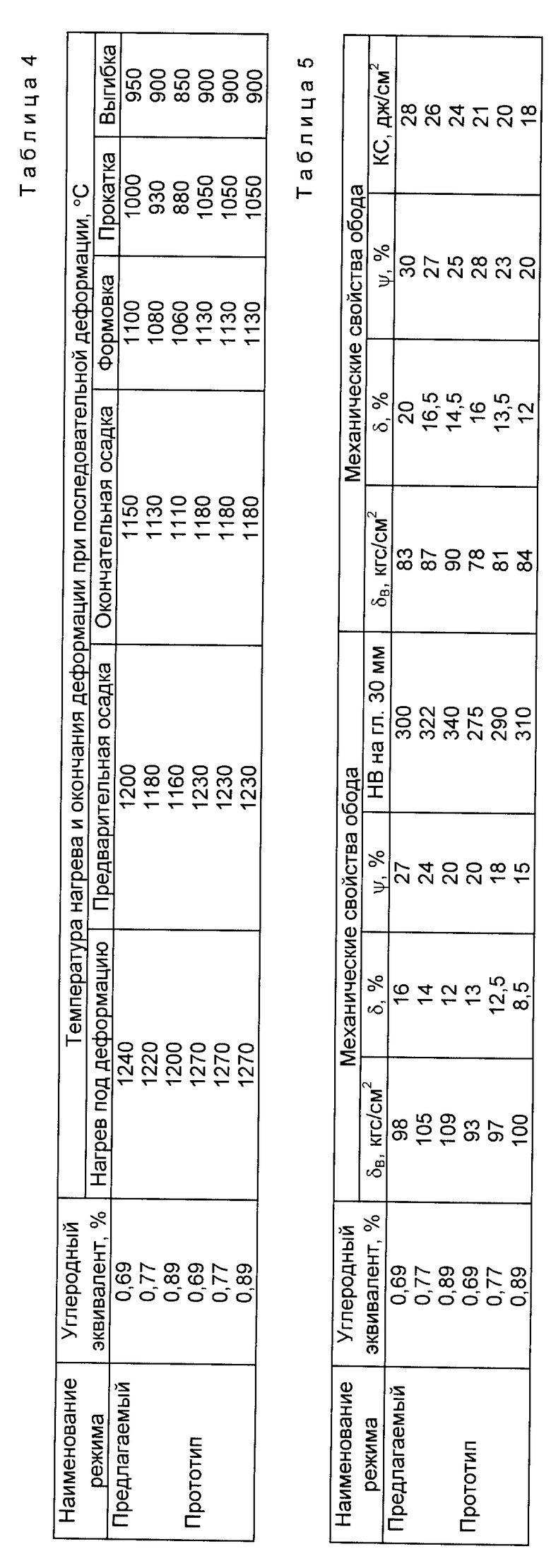
Пример конкретной реализации способа изготовления цельнокатаных железнодорожных колес в условиях колесопрокатного цеха АО Выксунский металлургический завод. Для опробирования способа были отобраны головные заготовки с углеродным эквивалентом 0,69; 0,77 и 0,89%. Нагрев заготовок под деформирование осуществляли в кольцевой печи. Деформирование осуществляли по следующей схеме: предварительная осадка на прессе 2000 т.с., окончательная осадка и разгонка на прессе 5000 т.с., формовка на прессе 10000 т.с., раскатка в колесопрокатном стане диска и обода, выгибка диска и калибровка обода на прессе 3500 т.с.
Температура нагрева заготовок под деформирование и окончания деформации в соответствии с предлагаемым способом приведены в табл. 4.
После завершения деформирующих операций в соответствии с предлагаемым способом колеса подвергали вертикальной прерывистой закалке при вращении колеса в закалочной машине. Время закалки было скорректировано в связи с закалкой черновых колес с увеличенной толщиной обода и составило соответственно: 264, 192 и 120 сек для колес с углеродным эквивалентом 0,69; 0,77 и 0,89% соответственно. Давление воды перед спрейерами составило 0,9-1,0 кгс/см2.
После закалки осуществляли отпуск колес, совмещенный с изотермической выдержкой, в проходных конвейерных печах. Температурный интервал отпуска составил соответственно: 450-480oC, 520-540oC, 590-600oC для колес с углеродным эквивалентом 0,69; 0,77 и 0,89%.
Последовательность технологических операций при деформировании по технологии прототипа была идентичной. Режим нагрева и окончания деформации по технологии прототипа приведен в табл. 5.
После завершения деформирующих операций колеса подвергали закалке на горизонтальной закалочной машине. Время закалки колес в зависимости от углеродного эквивалента (0,69; 0,77 и 0,89%) соответственно составило 220, 160 и 200 сек, давление воды перед спрейерами - 0,9 - 1,0 кгс/см2.
После закалки осуществляли отпуск в конвейерных печах при температуре 500oC.
Результаты испытаний механических свойств колес, обработанных по технологии прототипа, приведены в табл. 5.
Как следует из приведенных данных, увеличение прочности и твердости, в соответствии с предлагаемым способом, составило 5-10%, пластических характеристик - от 10 до 30% и ударной вязкости - до 30%.
Реализации предлагаемого способа позволит повысить эффективность технологического процесса за счет сокращения технологических операций - отдельного нагрева под закалку и последующего отпуска колес. Ожидаемое снижение себестоимости при этом составит около 30%.
Литература
1. Авторское свидетельство СССР N 829697.
2. Авторское свидетельство СССР N 1032031.
3. Авторское свидетельство СССР N 1211313.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1998 |
|
RU2137850C1 |
| Способ изготовления цельнокатаныхжЕлЕзНОдОРОжНыХ КОлЕС | 1979 |
|
SU829697A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1998 |
|
RU2138565C1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1977 |
|
SU724583A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2355502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1993 |
|
RU2049588C1 |
| Способ обработки цельнокатаных колес | 1977 |
|
SU720034A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1997 |
|
RU2133286C1 |
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2259279C1 |
Изобретение относится к металлургии, в частности к технологии изготовления цельнокатаных железнодорожных колес. Способ включает нагрев заготовки, ее осадку, разгонку, формовку, раскатку обода и диска, выгибку диска и калибровку обода, упрочнение обода и отпуск. Температуру нагрева под деформацию поддерживают в интервале 1240-1200oC, а температуру окончания пластической деформации - в интервале 950-850oC, при этом термическое упрочнение с температуры окончания пластической деформации производят путем вертикальной прерывистой закалки, а операцию отпуска совмещают с противофлокенной обработкой и производят в температурном интервале 450-600oC, причем операцию формовки заготовки осуществляют в интервале 1100-1060oC, а операцию раскатки колеса в стане - при падении температуры с 1070-1030oC до 980-880oС. Способ позволяет устранить ряд технологических операций, что повышает эффективность процесса. 1 з.п. ф-лы, 5 табл.
| SU, авторское свидетельство, 1211313, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

