Изобретение относится к обработке металлов давлением и может быть использовано при производстве цельнокатаных железнодорожных колес для вагонов, электровозов и тепловозов с различными по величине наружными диаметрами.
Известна автоматизированная поточная линия для изготовления колес, содержащая кольцевую нагревательную печь с вращающимся подом и оборудование для горячей деформации заготовок, связанное транспортными средствами [1]
Известно расположение оборудования колесопрокатного цеха, где закалка колес производится с прокатного нагрева [2]
Однако здесь же отмечается тенденция к закалке со специального нагрева в отдельных печах.
Недостатком этой линии является невозможность применения противофлокенной термообработки (изотермической выдержки), которая производится после прессопрокатного передела, до закалки. Отсутствие противофлокенной термообработки приводит к снижению надежности и долговечности ж/д колес. Кроме того, колеса, закаленные с прокатного пeредела, при последующей механической обработке обода теряют наиболее упрочненный при закалке слой, что резко сокращает их пробег при эксплуатации.
Известна автоматизированная поточная линия для изготовления колес, содержащая две нагревательные печи с вращающимся подом с загрузочными и выгрузочными машинами, прессопрокатный участок, который имеет заготовочный, формовочный, выгибной прессы и колесопрокатный стан [3] Каждая печь имеет одно загрузочное и одно выгрузочное окно, оборудование линии связано между собой транспортными средствами.
Известны поточные автоматизированные линии для закалки колес, включающие кольцевые печи с механизацией [4]
Недостатком известных поточных линий колесопрокатного цеха при работе с требуемой производительностью, которая обеспечивается оборудованием цеха в одну или две смены, является необходимость повышенных капитальных затрат при строительстве печей и затрат энергии при их эксплуатации за счет изменения теплового режима.
Известна автоматизированная поточная линия для производства колес, содержащая кольцевую печь с вращающимся подом, с окнами для загрузки и выгрузки заготовок, машины для выполнения операций загрузки и выгрузки заготовок и участок закалки черновых колес, включающий отдельную печь для нагрева колес под закалку. Кольцевая закалочная печь с вращающимся подом имеет окна загрузки и выгрузки [5]
Линия рассчитана на круглосуточную работу, что позволяет эксплуатировать нагревательные средства без остановок, т.е. без изменения теплового режима в течение суток. Однако при работе колесопрокатного цеха с производительностью, которая обеспечивается работой машин и устройств горячей и холодной обработки заготовок и колес в одну, максимум две смены, возникает необходимость либо остановки, либо поддержания теплового режима нагревательных средств, что требует бесполезной затраты энергоносителей и является недостатком при упомянутых условиях работы.
Задачей изобретения является сокращение инвестиций, производственных площадей и энергоносителей.
Это достигается тем, что автоматизированная поточная линия содержит связанные транспортными средствами кольцевую нагревательную печь с вращающимся подом с окнами для загрузки и выгрузки заготовок, машины их загрузки и выгрузки, прессопрокатный участок с оборудованием для штамповки, прокатки заготовок и участок закалки черновых колес.
В качестве устройства для нагрева черновых колес под закалку кольцевая нагревательная печь снабжена двумя дополнительными окнами, расположенными оппозитно окнам для загрузки и выгрузки заготовок, и двумя дополнительными машинами для загрузки и выгрузки черновых колес перед закалкой, при этом участок закалки черновых колес расположен вдоль фронта дополнительных окон печи.
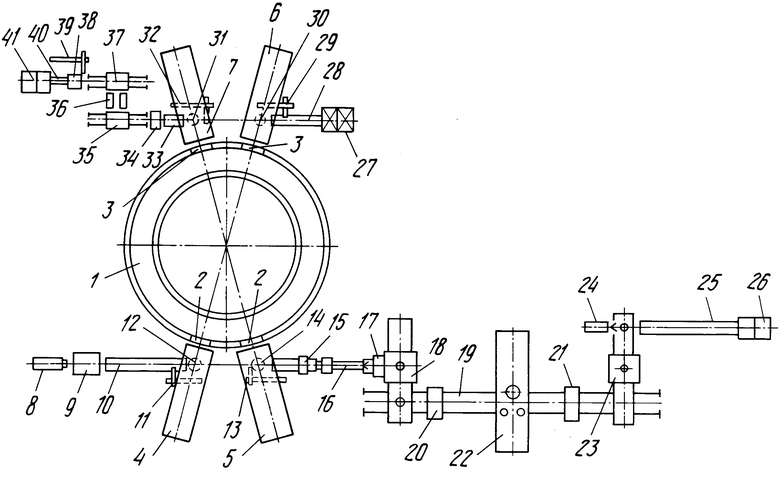
На чертеже изображена линия, общий вид.
Автоматизированная поточная линия для изготовления колес содержит кольцевую нагревательную печь 1 с вращающимся подом, с окнами 2 для загрузки и выгрузки заготовок, с окнами 3 для загрузки и выгрузки черновых колес при нагреве под закалку; машины 4 и 5 для загрузки и выгрузки заготовок, машины 6 и 7 для загрузки и выгрузки черновых колес, сталкиватель 8, стеллаж 9 для укладки заготовок, транспортер 10, сталкиватель 11, подъемный стол 12, сталкиватель 13, подъемный стол 14, транспортную тележку 15, робот-манипулятор 16, камеру 17 гидросбива окалины, пресс 18 для штамповки колес, эстакаду 19 с двумя тележками 20 и 21, колесопрокатный стан 22, калибровочный пресс 23, робот-манипулятор 24, транспортный рольганг 25, два штабелера 26. После горячей деформации черновые колеса проходят противофлокенную термообработку и механообработку обода.
Закалочная часть автоматизированной поточной линии содержит два разборщика 27, транспортер 28, сталкиватель 29, подъемный стол 30, машины 6 и 7, подъемный стол 31, сталкиватель 32, транспоpтер 33, приемный стол 34, загрузочный манипулятор 35, закалочные машины 36, выгрузочный манипулятор 37, приемный стол 38, сталкиватель 39, рольганг 40 и два штабелера 41 для сбора колес в стопы.
Формовочный пресс 18 снабжен верхним и нижним выдвижными столами, калибровочный пресс 23 нижним выдвижным столом. Оба пресса снабжены центрователями, центральным и боковыми выталкивателями.
Работа линии осуществляется в следующей последовательности. Заготовка от стеллажа 9 посредством транспортных устройств подается на позицию загрузки, где загрузочной машиной 4 задается в кольцевую нагревательную печь 1. По окончании цикла нагрева заготовка машиной 5 выгружается из печи и посредством транспортных устройств направляется к формовочному прессу 18. Отформованная на прессе 18 заготовка посредством первой тележки 20 эстакады 19 передается к колесопрокатному стану 22, где производится выкатка обода с гребнем. Затем черновое колесо второй тележкой 21 эстакады 19 передается к калибровочному прессу 23, где производится окончательная деформация чернового колеса и прошивка отверстия в ступице. Готовое черновое колесо с выдвинутого стола пресса манипулятором 24 передается на рольганг 25, в конце которого установлены два штабелера 26, где колеса поочередно собираются в стопы по 6.7 штук.
После восьмичасовой работы печи на нагрев заготовок под горячую деформацию (≈ 1250оС) температуру в печи в течение нескольких часов (2.3) плавно снижают до 900оС для нагрева колес под закалку. Отработав смену на нагрев черновых колес, температуру печи вновь поднимают до 1250оС и печь готова к нагреву заготовок под штамповку и прокатку. Таким образом одна печь обеспечивает оба технологических процесса: нагрева под деформацию и под закалку и работает без остановки.
После прохождения противофлокенной термообработки и механообработки обода колеса в стопах поступают в разборщики 27, которые поочередно выдают по одному колесу на транспортер 28, по последнему колесу передаются к подъемному столу 30. На ось подъемного стола 30 черновые колеса подаются сталкивателем 29. Загрузочная машина 6 у окон 3 по оси подъемного стола 30, зажимает колесо и укладывает на под кольцевой печи 1.
После нагрева выгрузочная машина 7 у окон 3 зажимает горячее колесо и укладывает его на подъемный стол 31, после чего сталкивателем 32 колесо передается на рольганг 33, который заканчивается приемным столом 34. С приемного стола 34 колесо манипулятором 35 загружается в одну из закалочных машин 36. Затем закаленное колесо захватывается манипулятором 37 и передается на приемный стол 38, откуда оно сталкивается сталкивателем 39 на рольганг 40, которым транспортируется к двум штабелерам 41, поочередно собирающим колеса в стопы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная поточная линия для изготовления колес | 1989 |
|
SU1636100A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1997 |
|
RU2123405C1 |
| Механизированная поточная линия для изготовления железнодорожных колес | 1989 |
|
SU1731379A1 |
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| ПОТОЧНАЯ АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2009042C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЗАКАЛКИ КОЛЕС | 1973 |
|
SU389155A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И ВЫГРУЗКИ ЗАГОТОВОК ИЗ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1999 |
|
RU2165569C2 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1999 |
|
RU2186718C2 |
Использование: изобретение относится к оброаботке металлов давлением и может быть использовано при производстве цельнокатаных железнодорожных колес для вагонов, электровозов и тепловозов с различными по величине наружными диаметрами. Сущность изобретения: автоматизированная проточная линия содержит связанные транспортными средствами кольцевую нагревательную печь с вращающимся подом с окнами для загрузки и выгрузки заготовок, машины их загрузки и выгрузки, прессопрокатный участок с оборудованием для штамповки, прокатки и участок закалки черновых колес. Кольцевая нагревательная печь снабжена двумя окнами для загрузки и выгрузки черновых колес, расположенными оппозитно окнам для загрузки и выгрузки заготовок, и двумя машинами для загрузки и выгрузки черновых колес перед закалкой. При этом участок черновых колес расположен вдоль фронта дополнительных окон печи. Данная поточная линия обеспечивает сокращение производственных площадей и расхода энергоносителей. 1 ил.
АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС, содержащая связанные транспортными средствами кольцевую нагревательную печь с вращающимся подом с окнами для загрузки и выгрузки, заготовок, машины их загрузки и выгрузки, прессопрокатный участок с оборудованием для штамповки, прокатки заготовок и участок закалки черновых колес, отличающаяся тем, что в кольцевой нагревательной печи выполнены окна для загрузки и выгрузки черновых колес, диаметрально расположенные с соответствующими окнами для загрузки и выгрузки заготовок, при этом линия снабжена двумя машинами для загрузки и выгрузки черновых колес перед закалкой, размещенными напротив окон для загрузки и выгрузки черновых колес кольцевой нагревательной печи, а участок закалки черновых колес расположен вдоль фронта указанных окон.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Проспект фирмы "SUMITOMO METAL INDUSTRIES, LTD, "SUMITOMO WHEEL" Япония, 1989, с.3-4. | |||
