Изобретение относится к порошковой металлургии, в частности к способам получения спеченных составных сложнопрофильных порошковых изделий, и может быть использовано для изготовления рабочих органов погружных насосов.
Известен способ (а. с. СССР N 1323235, B 22 F 7/02, 1985) изготовления спеченных составных изделий с раздельным прессованием внешней и внутренней деталей с пористостью внешней детали большей, чем внутренней. Физический контакт деталей происходит при спекании за счет разности усадок.
Недостатком данного способа является отсутствие физического контакта в местах торцевого соединения, что препятствует инфильтрации.
Наиболее близким к заявляемому является способ (Патент РФ N 2037382, B 22 F 7/02, 19.06.95, бюл. N 17), по которому перед сборкой на соединяемые торцовые и охватывающие поверхности, методом шликерного литья наносят суспензию на основе мелкодисперсного металлического порошка. Спекание деталей совмещают с инфильтрацией медью.
К недостаткам данного способа относятся большие затраты на использование дорогого мелкодисперсного сырья для шликера и шликерного оборудования, длительный цикл сушки шликера.
Целью изобретения является снижение затрат изготовления с сохранением прочности соединения, коррозионной и эрозионной стойкости.
Цель достигается тем, что по способу изготовления спеченных изделий, включающему приготовление порошковой смеси, раздельное прессование частей изделия, их сборку и спекание с диффузионной сваркой, инфильтрацией легкоплавким компонентом и последующей механической обработкой спеченного изделия, процесс спекания с одновременной диффузионной сваркой и инфильтрацией происходит с приложением давления (внешней нагрузки).
На фиг. 1 показаны части изделия перед сборкой; на фиг. 2 - сборка перед спеканием; на фиг. 3 - готовое изделие.
Способ изготовления спеченных составных изделий показан на условной детали типа аппарата направляющего погружных электронасосов. Двухсторонним прессованием раздельно сформировали из порошка на железной основе (см. фиг. 1) стакан 1, крышку 2, втулку 3 и из порошка на основе меди - пропиточный брикет 4. Наложили формовки друг на друга (фиг. 2) и установили внешнюю нагрузку 5. Если нагрузку использовать в виде груза, он должен быть тугоплавким и не привариваться к изделию (например, керамическим в обмазке). Затем провели спекание. Данный способ позволяет получить изделие с монолитным без разрывов соединяемым слоем. Прочность на разрыв (на материале, подобном прототипу) составила не менее 500 МПа. Для получения необходимых геометрических размеров изделия проводится заключительная операция механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2198070C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2037382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2005 |
|
RU2285585C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245761C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2002 |
|
RU2238822C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2277457C2 |
| СПОСОБ НЕРАЗЪЕМНОЙ СБОРКИ ПОРОШКОВЫХ ДЕТАЛЕЙ | 2005 |
|
RU2291032C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ АНТИФРИКЦИОННЫХ БЕСПОРИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЖЕЛЕЗА | 2000 |
|
RU2199601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2056973C1 |


Способ изготовления спеченных изделий включает раздельное прессование частей изделия, их сборку, спекание с одновременной диффузионной сваркой и инфильтрацией легкоплавким компонентом под давлением внешней нагрузки и последующую механическую обработку спеченного изделия. Способ позволяет получить изделие с монолитным без разрывов соединяемым слоем. 3 ил.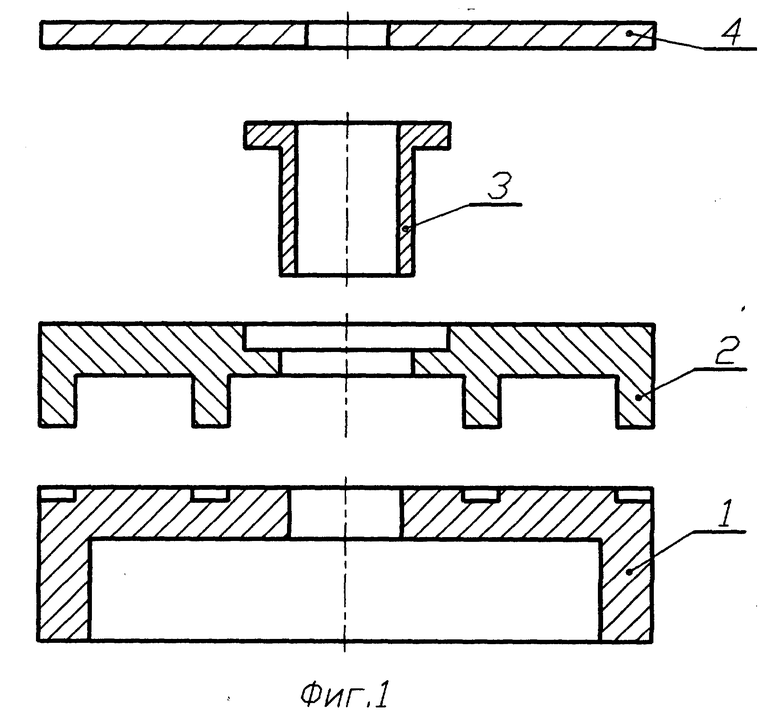
Способ изготовления спеченных изделий, включающий раздельное прессование частей изделия, их сборку, спекание с одновременной диффузионной сваркой и инфильтрацией легкоплавким компонентом, последующей механической обработкой спеченного изделия, отличающийся тем, что процесс спекания с одновременной диффузионной сваркой и инфильтрацией производят под давлением внешней нагрузки.
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2037382C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2080210C1 |
| 1970 |
|
SU410868A1 | |
| Способ изготовления спеченных составных железомедно-графитовых изделий | 1985 |
|
SU1323235A1 |
| US 4425299 A, 10.01.84 | |||
| US 4350528 A, 21.09.82 | |||
| Способ контроля уровня сред в резервуаре | 1986 |
|
SU1471078A1 |
| FR 2056480 A, 14.05.71. | |||

