Изобретения относятся к порошковой металлургии, в частности к способам получения спеченных сложнопрофильных изделий, и могут быть использованы при изготовлении рабочих органов погружных центробежных насосов.
Известен способ изготовления спеченных изделий, описанный в авторском свидетельстве SU 1323235 А, В 22 F 7/02, 1985, заключающийся в том, что осуществляют раздельное прессование внешней и внутренней частей заготовки изделия и их сборку, после чего производят спекание заготовки с одновременной диффузионной сваркой ее частей. При этом прессование частей заготовки осуществляют таким образом, чтобы обеспечить меньшую пористость внутренней части заготовки по сравнению с пористостью внешней части, вследствие этого при спекании усадка внешней части заготовки превосходит усадку внешней, что обеспечивает плотный контакт между охватываемыми и охватывающими поверхностями частей заготовки и их диффузионную сварку.
Недостатком описанного аналога является то, что при усадке частей заготовки в процессе спекания не возникает плотного прижатия торцевых поверхностей частей заготовки, контактирующих без схватывания одних поверхностей другими, что препятствует диффузионной сварке этих поверхностей и исключает возможность пропитки заготовки медью или другими легкоплавкими материалами из-за невозможности равномерной инфильтрации легкоплавкого материала по всему объему заготовки.
Наиболее близким аналогом (прототипом) является способ изготовления спеченных изделий (см. патент RU 2123910 С1, В 22 F 7/02, 3/26), заключающийся в том, что осуществляют раздельное прессование частей заготовки изделия и их сборку. Размещают пропиточный брикет из легкоплавкого материала на поверхности заготовки, затем осуществляют спекание заготовки с одновременной диффузионной сваркой ее частей и инфильтрацией легкоплавким материалом. При спекании заготовки к верхней поверхности пропиточного брикета прикладывают внешнюю нагрузку в виде груза, установленного на этой поверхности.
Недостатком данного способа является снижение точности получаемого изделия, вследствие неодинаковой усадки несвязанных между собой частей заготовки, что приводит к относительным смещениям этих частей заготовки, усиливающимся за счет прикладываемой к заготовке внешней нагрузки. В частности, при изготовлении деталей ступеней погружных центробежных насосов возникают ощутимые радиальные и торцевые биения, отрицательно сказывающихся на надежности и долговечности ступеней насоса. Кроме того, использование груза приводит к существенному снижению производительности при массовом производстве спеченных изделий, так как наличие груза приблизительно в два раза увеличивает вес собранной заготовки, что приводит к необходимости уменьшения количества заготовок, одновременно устанавливаемых на ленточный транспортер автоматизированной печи спекания.
Таким образом, задача, на решение которой направлено каждое изобретение заявленной группы изобретений, состоит в создании способа изготовления спеченных изделий, который может быть использован при массовом изготовления рабочих органов погружных центробежных насосов.
Технический результат, достигаемый при реализации каждого изобретения заявленной группы изобретений, заключается в повышении точности получаемых изделий с сохранением высокой производительности в условиях массового производства.
Способ изготовления спеченных изделий согласно первому варианту изобретения заключается в том, что осуществляют раздельное прессование частей заготовки изделия и их сборку, при этом одну из частей заготовки используют в качестве центрирующей детали, а положение каждой из остальных частей заготовки фиксируют относительно поверхности центрирующей детали, контактирующей с этой частью заготовки. Положение, по меньшей мере, одной из частей заготовки фиксируют с помощью монтажного элемента, выполненного при прессовании одной из частей заготовки. Размещают, по меньшей мере, один пропиточный брикет из легкоплавкого материала на, по меньшей мере, одной поверхности заготовки, а затем осуществляют спекание заготовки с одновременной диффузионной сваркой ее частей и инфильтрацией легкоплавким материалом. После этого придают изделию требуемую форму путем механической обработки, по меньшей мере, одной поверхности спеченного изделия, образованной монтажным элементом.
Кроме того, в частном случае реализации первого варианта изобретения, механическая обработка представляет собой механическое удаление части спеченного изделия, образованной монтажным элементом.
Кроме того, в частном случае реализации первого варианта изобретения, части заготовки выполняют такой формы, чтобы поверхность каждой из фиксируемых частей заготовки, контактирующая с соответствующей поверхностью центрирующей детали, охватывала снаружи эту поверхность.
Кроме того, в частном случае реализации первого варианта изобретения, прессование частей заготовки производят таким образом, чтобы обеспечить меньшую пористость центрирующей детали по сравнению с остальными частями заготовки.
Кроме того, в частном случае реализации первого варианта изобретения, спекание заготовки производят таким образом, чтобы обеспечить меньшую усадку центрирующей детали по сравнению с остальными частями заготовки.
Кроме того, в частном случае реализации первого варианта изобретения, при спекании заготовки с одновременной диффузионной сваркой и инфильтрацией легкоплавким материалом, по меньшей мере, к одной внешней поверхности заготовки и/или пропиточного брикета прикладывают внешнюю нагрузку.
Кроме того, в частном случае реализации первого варианта изобретения, внешнюю нагрузку прикладывают преимущественно в направлении свариваемых поверхностей частей заготовки.
Кроме того, в частном случае реализации первого варианта изобретения, внешнюю нагрузку создают за счет груза, располагаемого на, по меньшей мере, одной поверхности заготовки и/или пропиточного брикета.
Кроме того, в частном случае реализации первого варианта изобретения, осуществляют чистовую механическую обработку поверхностей спеченного изделия.
Способ изготовления спеченных изделий согласно второму варианту изобретения заключается в том, что осуществляют раздельное прессование частей заготовки изделия и их сборку, при этом одну из частей заготовки используют в качестве центрирующей детали, а положение каждой из остальных частей заготовки фиксируют относительно поверхности центрирующей детали, контактирующей с этой частью заготовки. Положение, по меньшей мере, одной из частей заготовки фиксируют с помощью, по меньшей мере, трех отделенных друг от друга монтажных элементов, выполненных при прессовании этой части заготовки. Размещают, по меньшей мере, один пропиточный брикет из легкоплавкого материала на, по меньшей мере, одной поверхности заготовки, а затем осуществляют спекание заготовки с одновременной диффузионной сваркой ее частей и инфильтрацией легкоплавким материалом.
Кроме того, в частном случае реализации второго варианта изобретения, части заготовки выполняют такой формы, чтобы поверхность каждой из фиксируемых частей заготовки, контактирующая с соответствующей поверхностью центрирующей детали, охватывала снаружи эту поверхность.
Кроме того, в частном случае реализации второго варианта изобретения, прессование частей заготовки производят таким образом, чтобы обеспечить меньшую пористость центрирующей детали по сравнению с остальными частями заготовки.
Кроме того, в частном случае реализации второго варианта изобретения, пористость центрирующей детали находится в пределах от 5 до 15%.
Кроме того, в частном случае реализации второго варианта изобретения, спекание заготовки производят таким образом, чтобы обеспечить меньшую усадку центрирующей детали по сравнению с остальными частями заготовки.
Кроме того, в частном случае реализации второго варианта изобретения, при спекании заготовки с одновременной диффузионной сваркой и инфильтрацией легкоплавким материалом, по меньшей мере, к одной внешней поверхности заготовки и/или пропиточного брикета прикладывают внешнюю нагрузку.
Кроме того, в частном случае реализации второго варианта изобретения, внешнюю нагрузку прикладывают преимущественно в направлении свариваемых поверхностей частей заготовки.
Кроме того, в частном случае реализации второго варианта изобретения, внешнюю нагрузку создают за счет груза, располагаемого на, по меньшей мере, одной поверхности заготовки и/или пропиточного брикета.
Кроме того, в частном случае реализации второго варианта изобретения, осуществляют чистовую механическую обработку поверхностей спеченного изделия.
Изобретение поясняется чертежами.
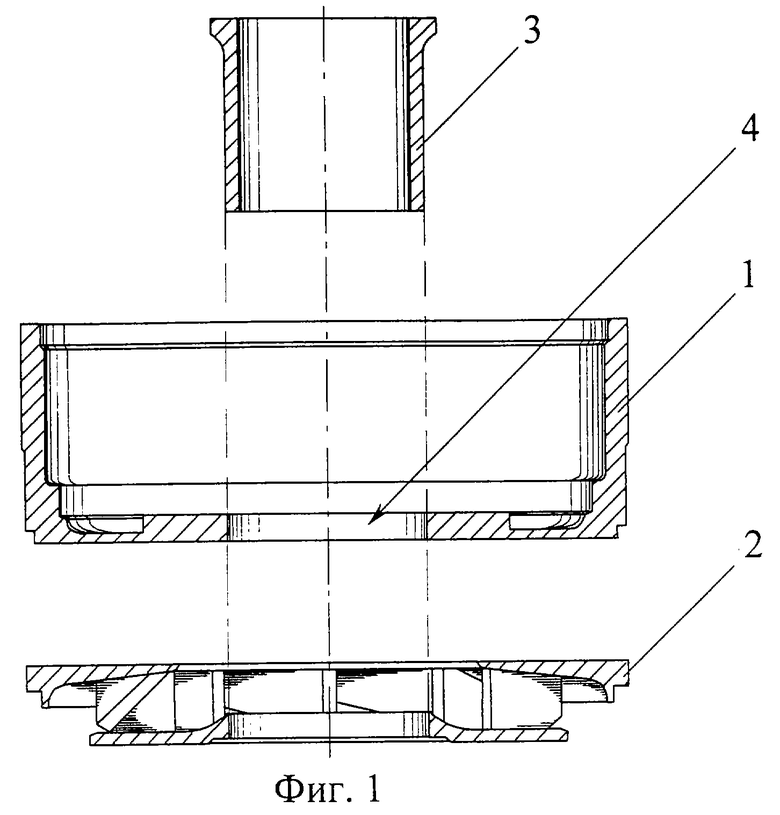
На фиг.1 изображены части заготовки направляющего аппарата.
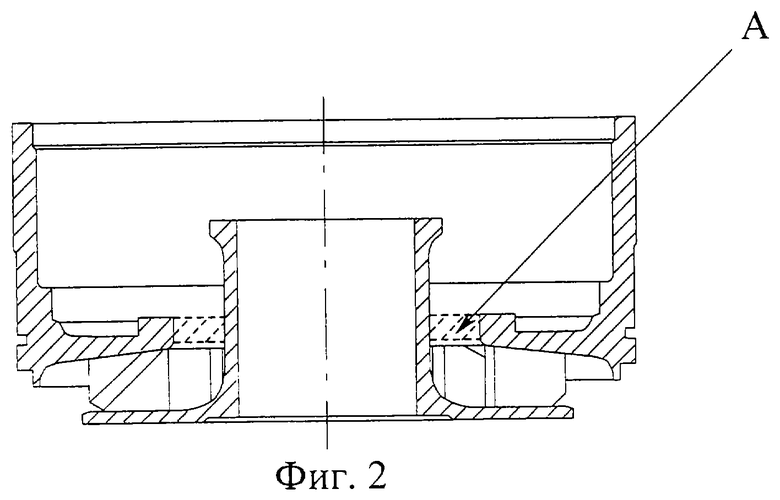
На фиг.2 изображен спеченный направляющий аппарат.
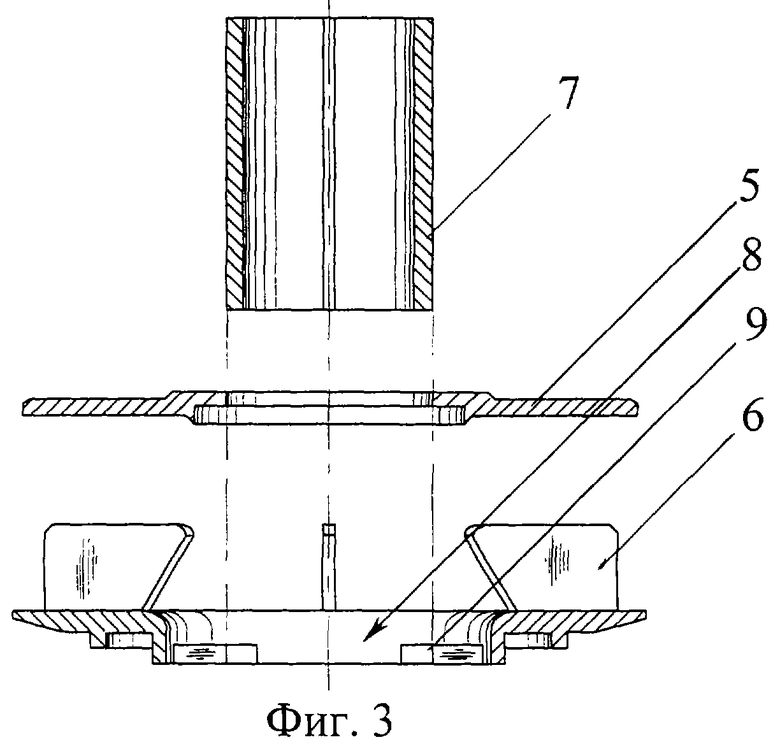
На фиг.3 изображены части заготовки рабочего колеса.
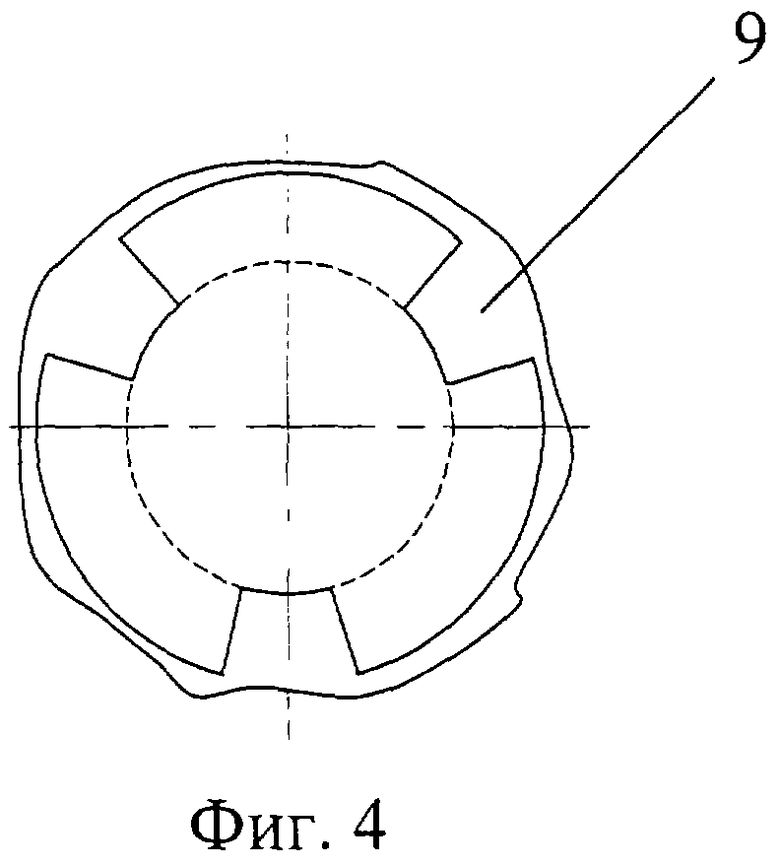
На фиг.4 изображен ведомый диск рабочего колеса с монтажными элементами на виде сверху.
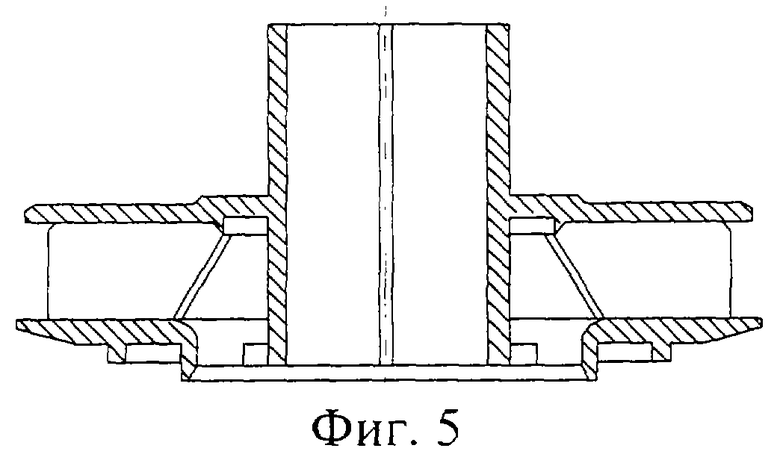
На фиг.5 изображено спеченное рабочее колесо.
Пример 1
На гидравлическом прессе двухсторонним прессованием сформировали из порошка технического железа стакан 1, крышку 2 с лопастями и втулку 3 направляющего аппарата ступени погружного центробежного насоса, при этом дно стакана 1 выполнили таким образом, чтобы диаметр центрального отверстия 4 стакана был равным наружному диаметру соответствующего участка втулки 3. После этого собрали сформованные части заготовки направляющего аппарата с обеспечением плотного контакта между боковой поверхностью втулки 3, используемой в качестве центрирующей детали, и внутренними отверстиями крышки 2 и стакана 1.
Из порошка на основе меди марки ПМС-1 с легирующими добавками изготовили двухсторонним прессованием пропиточный брикет и разместили его на внешней поверхности крышки. На пропиточный брикет установили груз из тугоплавкого материала (например, из керамического материала на базе окислов тяжелых металлов в футеровочной обмазке), при этом вес используемого груза был снижен приблизительно в два раза по сравнению со способом, описанным в прототипе, что позволит повысить производительность в условиях массового изготовления спеченных изделий за счет увеличения количества заготовок, одновременно устанавливаемых на ленточном транспортере автоматизированной печи спекания. Затем провели спекание с одновременной диффузионной сваркой частей заготовки и инфильтрацией медью. Спекание производили в среде эндогаза при температуре от 1100 до 1200°С в течение 1-3 часов, при этом вес груза, температуру и время спекания выбирали в зависимости от марки используемого порошка технического железа и размеров изделия.
После спекания получили изделие с монолитной внутренней структурой без разрывов между соединяемыми поверхностями и равномерным распределением меди по всему объему изделия, усилие разрушения полученного изделия составила не менее 43 - 48 кН. Так как стакан 1 и крышка 2 были установлены своими внутренними отверстиями на втулке 3 смещения и перекосов частей заготовки в процессе спекания не происходило, что позволило добиться величины радиального биения по наибольшему диаметру изделия (80 - 100 мм) в пределах от 0,01 до 0,07 мм. Затем с помощью механической обработки выполнили кольцевой канал между втулкой и стаканом, удалив часть спеченного изделия А, образованную монтажным элементом, выполненным при прессовании стакана 7. После чего провели чистовую обработку наружной поверхности стакана и внешней поверхности крышки направляющего аппарата. При этом дисбаланс направляющего аппарата после механической обработки не превышал 0,5 г/см.
Пример 2
Способом, аналогичным описанному в Примере 1, из порошка технического железа сформировали ведущий диск 5 рабочего колеса, ведомый диск 6 с лопастями и втулку 7.
В центральном отверстии 8 ведомого диска 6 выполнили три отделенных друг от друга монтажных элемента 9 в форме шлицов, равномерно распределенных по окружности центрального отверстия, при этом монтажные элементы 9 выполнили таким образом, чтобы наиболее выступающая поверхность каждого из элементов 9 находилась на расстоянии от центра отверстия 8, равном наружному диаметру соответствующего участка втулки 7. Прессование осуществляли таким образом, чтобы остаточная пористость ведущего и ведомого дисков составила от 25 до 35%, а втулки от 5 до 15%, что обеспечивает наименьшую усадку при спекании. После этого собрали сформованные части заготовки рабочего колеса с обеспечением плотного контакта между боковой поверхностью втулки 7, используемой в качестве центрирующей детали, и внутренним отверстием ведущего 5 диска, а также, по меньшей мере, одной точкой упомянутой поверхности каждого из монтажных элементов 9 ведомого диска 6.
Пропиточный брикет, изготовленный способом, описанным в Примере 7, разместили на внешней поверхности ведущего диска. Затем провели спекание с одновременной диффузионной сваркой частей заготовки и инфильтрацией медью. Спекание производили в среде эндогаза при температуре от 1100 до 1200°С в течение 1-3 часов, при этом температуру и время спекания выбирали в зависимости от марки используемого порошка технического железа и размеров изделия. При спекании усадка дисков 5 и 6, имеющих большую пористость, чем втулка 7, превосходила усадку втулки, что обеспечило плотный контакт между свариваемыми частями заготовки. Так как оба диска были жестко зафиксированы на втулке 7, смещения и перекосов частей заготовки в процессе спекания не происходило, что позволило добиться величины радиального биения по наибольшему диаметру изделия (80-100 мм) в пределах от 0,01 до 0,04 мм. После чего провели чистовую обработку внутренней поверхности втулки рабочего колеса. При этом дисбаланс рабочего колеса после механической обработки не превышал 0,5 г/см.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2277457C2 |
| СПЕЧЕННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2271896C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245761C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2005 |
|
RU2285585C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123911C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛА НА ОСНОВЕ СПЛАВА ЖЕЛЕЗА, МАТЕРИАЛ НА ОСНОВЕ СПЛАВА ЖЕЛЕЗА И ДЕТАЛЬ СТУПЕНИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2230824C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2198070C2 |
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2220327C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ АНТИФРИКЦИОННЫХ БЕСПОРИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЖЕЛЕЗА | 2000 |
|
RU2199601C2 |
Изобретение относится к порошковой металлургии, в частности к способам получения спеченных сложнопрофильных изделий, и может быть использовано для изготовления рабочих органов погружных центробежных насосов. Предложен способ изготовления спеченных изделий. По первому варианту способ заключается в том, что осуществляют раздельное прессование частей заготовки изделия и их сборку. Одну из частей заготовки используют в качестве центрирующей детали, а положение каждой из остальных частей заготовки фиксируют относительно поверхности центрирующей детали, контактирующей с этой частью заготовки. Положение, по меньшей мере, одной из частей заготовки фиксируют с помощью соответствующего монтажного элемента, выполненного при прессовании одной из частей заготовки. После спекания придают изделию требуемую форму путем механической обработки, по меньшей мере, одной поверхности спеченного изделия, образованной монтажным элементом. Согласно второму варианту одну из частей заготовки фиксируют с помощью трех отделенных друг от друга монтажных элементов, выполненных при прессовании этой части заготовки. Техническим результатом является повышение точности получаемых изделий с сохранением высокой производительности в условиях массового производства. 2 н. и 17 з.п. ф-лы, 5 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2056973C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| US 5654106 А, 05.08.1997 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| РЕВЕРСИВНАЯ ЗАЩИТНАЯ ТУРБОМУФТА | 0 |
|
SU194504A1 |

