Изобретение относится к области порошковой металлургии, в частности к способам изготовления спеченных сложнопрофильных изделий, и может быть использовано в различных отраслях промышленности, например в нефтедобывающей для изготовления рабочих органов погружных насосов и иных узлов.
Известен способ изготовления спеченных изделий, по которому перед сборкой на соединяемые торцевые и охватывающие поверхности, методом шликерного литья, наносят суспензию на основе мелкодисперсного металлического порошка, при этом спекание деталей совмещают с инфильтрацией медью.
Способ обеспечивает необходимую прочность изделий, однако требует значительных затрат на приобретение дорогостоящего мелкодисперсионного сырья для шликера и шликерного оборудования, а также значительного времени для осуществления цикла сушки (патент RU №2037382, 1995 г.).
Известен способ изготовления спеченных изделий, в котором осуществляют раздельное прессование частей изделия, а затем их сборку. Пропиточный брикет из легкоплавкого материала размещают на поверхности заготовки с одновременной диффузионной сваркой и инфильтрацией легкоплавким материалом, при этом к верхней поверхности пропиточного брикета прикладывают внешнюю нагрузку в виде груза, установленного на этой поверхности (патент RU №2123910, 1998 г.).
Упомянутый способ позволяет получить достаточно прочное соединение изготавливаемого изделия, однако требует дополнительных затрат и оборудования.
Наиболее близким к заявленному способу является способ изготовления сложнопрофильного спеченного изделия, включающий раздельное прессование элементов изделия с выполнением по меньшей мере одного стыковочного элемента, прессование пропиточного брикета из легкоплавкого материала, сборку элементов изделия, установку сверху сборки элементов изделия пропиточного брикета и спекание с одновременной инфильтрацией сборки элементов изделия легкоплавким материалом (патент RU №2238822, 2004 г.).
Общими недостатками упомянутых способов являются наличие грязного остатка неопределенной формы от пропиточного брикета в месте его контакта с основой и появление в этом месте трудно обрабатываемой цементитной сетки. В связи с этим, перед окончательной механической обработкой на станках-автоматах необходимо обязательное проведение предварительной операции снятия этого остатка на токарных универсальных станках, причем при наличии сплошной цементитной сетки резцы подвергаются быстрому износу.
Таким образом присутствует лишняя технологическая операция и дополнительный износ оборудования.
Решаемая техническая задача заключается в создании способа, позволяющего изготавливать сложнопрофильные спеченные изделия с минимальными затратами и повышенной точностью.
Достигаемый при этом технический результат заключается в повышении точности изготавливаемого изделия и снижении его себестоимости за счет устранения промежуточной операции механической обработки.
Указанный технический результат достигается тем, что при реализации упомянутого способа раздельно прессуют элементы изделия с выполнением по меньшей мере одного стыковочного элемента, прессуют пропиточный брикет из легкоплавкого материала, производят сборку элементов изделия, устанавливают сверху сборки элементов изделия пропиточный брикет и спекают с одновременной инфильтрацией сборки элементов изделия легкоплавким материалом, при этом при спекании используют протектор, который устанавливают при сборке между пропиточным брикетом и сборкой элементов изделия.
Кроме того, в частном случае реализации, проводят механическую обработку.
Кроме того, в частном случае реализации, протектор выполняют в виде фильтра.
Кроме того, в частном случае реализации, фильтр выполняют многоразовым.
Кроме того, в частном случае реализации, фильтр выполняют из карбида кремния со связкой или графита со связкой.
Кроме того, в частном случае реализации, фильтр выполняют в виде прецизионной вставки.
Кроме того, в частном случае реализации, протектор выполняют в виде кольца.
Кроме того, в частном случае реализации, протектор выполняют с сечением в виде полуокружности.
Кроме того, в частном случае реализации, протектор выполняют из графита.
Кроме того, в частном случае реализации, при прессовании стыковочные элементы на пропиточном брикете выполняют в виде выступов, а на элементе изделия, на который опирается кольцо, - в виде углубления.
Кроме того, в частном случае реализации, стыковочный элемент при прессовании выполняют в виде канавки.
Кроме того, в частном случае реализации, выполняют канавку глубиной не менее 0,5 мм.
Кроме того, в частном случае реализации, выполняют канавку глубиной менее 0,5 мм, при этом спекание проводят с приложением внешней нагрузки.
Возможность реализации изобретения, представленного совокупностью существенных признаков, изложенных в формуле, иллюстрируется и поясняется примером осуществления способа на изготовлении рабочего органа погружного насоса.
Сущность изобретения поясняется графическим материалом.
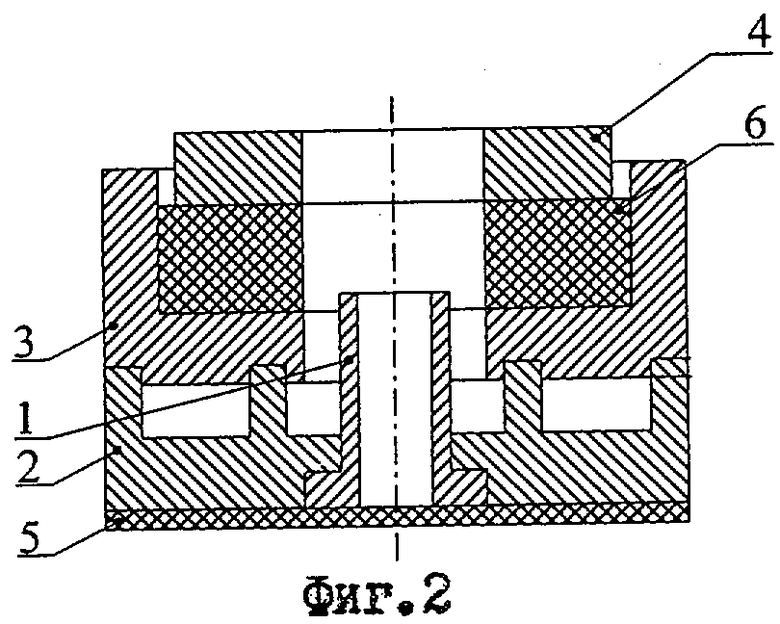
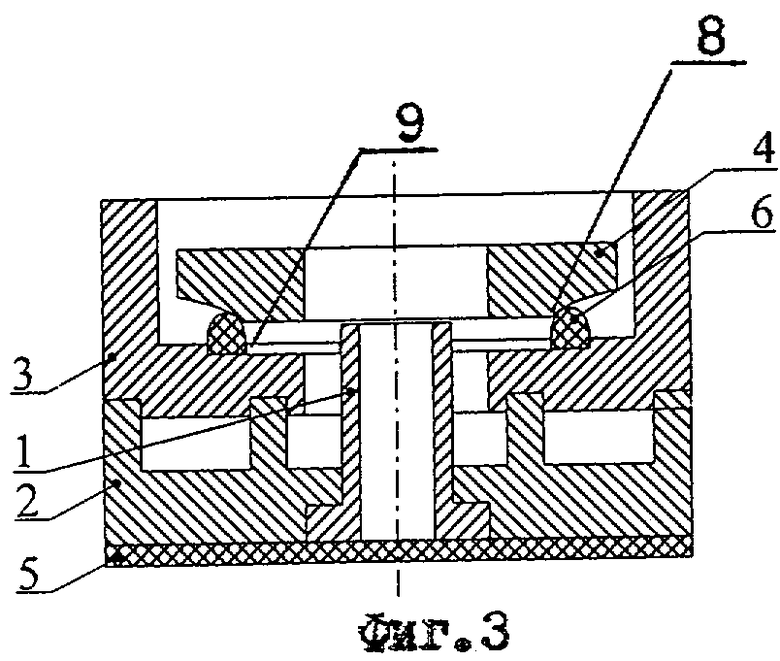
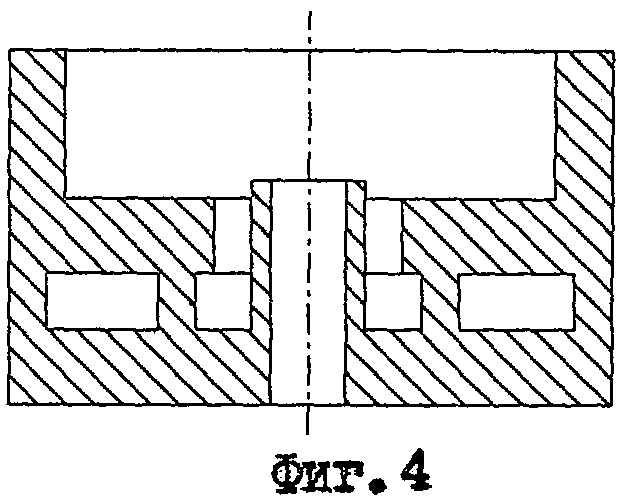
На фиг.1 - элементы изделия перед сборкой, на фиг.2 - сборка перед спеканием через фильтр, на фиг.3 - сборка перед спеканием через кольцо, на фиг.4 - готовое изделие.
На представленных фигурах изображены втулка 1, крышка 2 с выступами - лопастями, стакан 3 с канавками по форме лопастей, пропиточный брикет 4, технологическая прокладка 5, протектор 6 (в виде фильтра - фиг.2, в виде кольца - фиг.3), стыковочный элемент в виде канавки 7, выступ 8 на пропиточном брикете (фиг.3), углубление 9 (фиг.3).
Заранее, двухсторонним прессованием, раздельно сформировали из порошка на железной основе необходимые элементы изделия 1, 2, 3.
Элементы 1, 2, 3 наложили друг на друга в определенном порядке и установили на технологическую прокладку 5.
Пропиточный брикет 4 устанавливают на протектор 6, который в свою очередь установлен в стакан 3. Затем проводят спекание и получают готовое изделие.
В качестве протектора 6 используют фильтр многоразового использования (фиг.1, фиг.2). Он не приваривается к основе - стакану 3 и пропиточному брикету 6 при спекании и хорошо пропускает жидкий сплав во всех газовых средах, применяемых в порошковой металлургии. В качестве материала для фильтра 6 могут быть использованы карбид кремния со связкой, графит со связкой. Фильтр 6, при необходимости, может быть выполнен в виде прецизионной вставки в целях получения изделия точных размеров, не требующего дополнительной механической обработки.
Протектор может быть выполнен также в виде кольца 6 (фиг.3) различного сечения с размерами, позволяющими исключить контакт пропиточного брикета 4 (фиг.3) со стаканом 3 при спекании изделия, а также при полном процессе инфильтрации. Для предотвращения смещения пропиточного брикета 4 при спекании у него делают выступ 8 (фиг.3) для фиксации кольца 6 по внутреннему диаметру, а в стакане 3 (фиг.3) - углубление 9 для фиксации кольца 6 по наружному диаметру.
Необходимо отметить, что при спекании сплава на основе железа с одновременной инфильтрацией легкоплавким компонентом на основе меди происходит некоторое увеличение размеров и поэтому кольцо 6 не защемляется по наружному диаметру и свободно вынимается после спекания.
Одновременно при плавлении пропиточного брикета 4 (фиг.2) остаток от него дает усадку и также легко удаляется. Для обеспечения прохождения полного процесса инфильтрации поперечное сечение кольца 6 (фиг.3) необходимо делать по возможности минимальным. В силу этого износостойкость его существенно ниже, чем у многоразовых фильтров 6 (фиг.2), однако кольца значительно дешевле и проще в изготовлении.
Для получения прочного соединения элементы изделия, в частности крышка 2 и стакан 3, собираются выступами-лопастями крышки 2 в канавки 7 стакана 3, при этом канавки выполняются глубиной не менее 0,5 мм. При этом плотность элементов должна быть с пористостью, обеспечивающей прохождение процесса инфильтрации. Все это одновременно обеспечивает центрирование упомянутых составных элементов и исключает их биение при обработке.
В случае, если глубина канавки 7 менее 0,5 мм, то спекание с одновременной диффузионной сваркой и инфильтрацией легкоплавким компонентом проводится с приложением внешней нагрузки, величина которой определяется в каждом конкретном случае, и является инженерной задачей.
На конечном этапе, сразу после спекания, изделие для получения необходимых геометрических размеров может подаваться на механическую обработку на станки-автоматы, так как грязный остаток пропиточного брикета 4 в силу использования протектора 6 не имеет прямого контакта со стаканом 3 и легко отделяется, не образуя труднообрабатываемой замкнутой цементитной сетки.
Пример.
Элементы 1, 2, 3 прессуются из порошковой смеси на основе железа, имеющей следующий состав: железо - основа; медь 2-25 вес.%; графит 1-3 вес.%.
Применяемые элементы изделия прессуются с плотностью 5,8-6,8 г/см, пропиточный брикет прессуется с плотностью 6,8-7,5 г/см из механической порошковой смеси следующего состава: медь - основа; железо 7-10 вес.%; графит 1-10 вес.%.
Элементы изделия собирают как показано на фиг.2 или фиг.3 и спекают в печи конвейерного или толкательного типа в защитной атмосфере, в качестве которой может служить осушенный водород или эндогаз. Температура спекания должна быть на 30-50°С выше температуры плавления пропиточного брикета и составляет 1100-1160°С, при этом время выдержки - от 30 до 60 мин.
Приведенный пример изготовления является иллюстрацией к заявляемому техническому решению и не ограничивает притязаний заявителя, изложенных в формуле изобретения.
В соответствии с изложенным, заявленный способ позволяет получить изделие без грязного остатка от пропиточного брикета, без труднообрабатываемого участка основы, с точными размерами по внутреннему диаметру стакана и прочным соединением составных элементов изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2002 |
|
RU2238822C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245761C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2277457C2 |
| СПЕЧЕННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2271896C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2198070C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ АНТИФРИКЦИОННЫХ БЕСПОРИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЖЕЛЕЗА | 2000 |
|
RU2199601C2 |
| СЕГМЕНТ ПОДПЯТНИКА ОСЕВОГО ГИДРОДИНАМИЧЕСКОГО ПОДШИПНИКА ПОГРУЖНОГО НАСОСНОГО АГРЕГАТА ДЛЯ ДОБЫЧИ НЕФТИ | 2006 |
|
RU2339854C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2037382C1 |
Изобретение относится к порошковой металлургии, в частности к изготовлению спеченных сложнопрофильных изделий. Может использоваться для изготовления рабочих органов погружных насосов и др. Для изготовления сложнопрофильного спеченного изделия проводят раздельное прессование элементов изделия с выполнением по меньшей мере одного стыковочного элемента и прессование пропиточного брикета из легкоплавкого материала. Затем осуществляют сборку элементов изделия и установку сверху сборки элементов изделия пропиточного брикета. Между пропиточным брикетом и сборкой элементов изделия устанавливают протектор. После чего проводят спекание с одновременной инфильтрацией сборки элементов изделия легкоплавким материалом. Техническим результатом является повышение точности изделия, прочности соединения элементов. 13 з.п. ф-лы, 4 ил.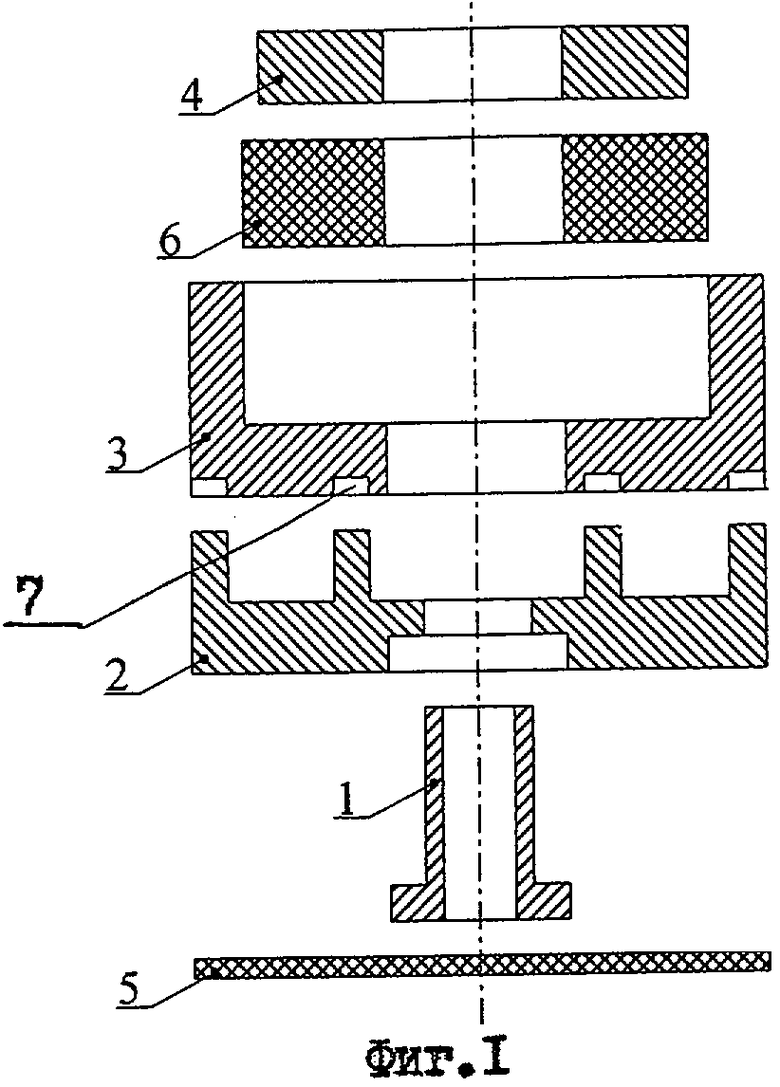
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2002 |
|
RU2238822C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2037382C1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| US 6200526 A, 13.03.2001 | |||
| US 5287911 A, 22.02.1994. | |||

