Изобретение относится к порошковой металлургии, в частности к способам получения спеченных антифрикционных материалов на основе железа.
Известны традиционные металлургические способы изготовления антифрикционных беспористых материалов литьем и прокатом, в частности литье антифрикционных бронз и чугунов, прокат антифрикционных бронз и латуней.
Недостатком известных металлургических способов являются низкие антифрикционные свойства изготавливаемых беспористых материалов.
Известны способы изготовления антифрикционных материалов методом порошковой металлургии, включающие смешивание исходных порошков, прессование и спекание заготовок, калибрование и (или) механическую обработку резанием спеченных заготовок, промывку и пропитку смазкой готовых деталей.
Недостатком известных способов является то, что они не обеспечивают получение беспористых материалов с высокими физико-механическими и антифрикционными свойствами.
Наиболее близким к предлагаемому является способ (Федорченко И.М., Андриевский Р.А. "Основы порошковой металлургии." Изд. АН УССР, Киев, 1963, с. 334...336) изготовления беспористых деталей, включающий смешивание исходных порошков, прессование пористой заготовки и пропиточного брикета, их сборку и спекание с одновременной инфильтрацией легкоплавким компонентом, в частности серебром, медью или латунью, и механическую обработку.
Недостатком способа является то, что он имеет ограниченное применение, так как используется в основном для изготовления контактных материалов с тугоплавким каркасом типа вольфрам-серебро (медь), молибден-серебро (медь) и в получении железо-медных и железо-латунных композиций для конструкционных изделий, а также в получении твердых сплавов.
Задача изобретения - изготовление спеченных антифрикционных материалов на основе железа с высокими физико-механическими и антифрикционными свойствами.
Поставленная задача достигается тем, что способ изготовления антифрикционных беспористых материалов на основе железа включает приготовление шихты из смеси металлических, неметаллических и металлизированных порошков, прессование заготовки детали и пропитывающего брикета, сборку и спекание, при этом проводят раздельное прессование заготовки детали на основе железа заданной пористости и пропиточного брикета на основе меди или олова произвольной пористости, а спекание ведут в присутствии жидкой фазы с одновременной инфильтрацией легкоплавким компонентом. Шихта заготовки детали на основе железа содержит не менее 3 мас.% порошка меди, а шихта пропиточного брикета на основе меди или олова содержит не менее 5 маc.% порошка железа. Заготовку детали и пропитывающий брикет спекают при температуре плавления пропиточного брикета с перегревом на 30-50oС.
Сущность изобретения заключается в следующем. Несмачиваемые жидкими металлами и сплавами металлов неметаллические твердые смазки металлизируют любым из известных способов и смешивают с порошками железа, меди, других металлов и неметаллических наполнителей. Из полученной механической смеси металлических, металлизированных и неметаллических порошков прессуют заготовку детали заданной пористости и пропиточный брикет произвольной пористости, собирают их и совместно спекают в присутствии жидкой фазы с одновременной инфильтрацией легкоплавкого компонента при температуре на 30...50oС выше температуры плавления пропиточного брикета. Отличительной особенностью предлагаемого способа является также наличие в механической смеси исходных порошков не менее 3 мас. % порошка меди. Это улучшает прессуемость смеси железного порошка с металлизированными неметаллическими твердыми смазками и неметаллическими наполнителями, способствует образованию прочного пористого каркаса спрессованной заготовки и обеспечивает максимальную плотность материала готовой детали за счет совмещения спекания с образованием жидкой медной фазы непосредственно в железном каркасе заданной пористости и одновременной инфильтрацией в него легкоплавкого компонента при расплавлении пропиточного брикета. При этом пропиточный брикет содержит не менее 5 маc.% железа для предотвращения эрозии при инфильтрации легкоплавкого компонента.
Пример 1.
Изготовление спеченного антифрикционного беспористого материала на основе железа согласно предлагаемому способу. Порошок твердой смазки (графит) металлизируют медью и смешивают с шихтой, состоящей из различных металлических и неметаллических порошков в следующих количествах, маc.%: основа Fe+3Сu+0,5CaF2+(0,5-1,0) стеарата цинка. Из полученной шихты прессуют заготовку, имеющую 15-20 об.% сообщающейся между собой и с атмосферой пористости.
Затем (или одновременно) готовят вторую шихту, состоящую из двух металлических порошков в следующих количествах, мас.%: основа Сu+5Fe+(0,2-0,5) стеарата цинка. Из полученной шихты прессуют пропиточный брикет произвольной пористости.
Раздельно спрессованные заготовку детали заданной пористости и пропиточный брикет произвольной пористости собирают между собой и совместно спекают при температуре 1110-1150oС, что обеспечивает спекание пористой заготовки на основе железа в присутствии жидкой фазы с одновременной инфильтрацией легкоплавким компонентом.
В результате получают спеченный антифрикционный беспористый материал на основе железа с высокими физико-механическими и триботехническими свойствами.
Пример 2. То же, но шихту для пропиточного брикета готовят из двух металлических порошков в следующем количестве, мас.%: основа Сu+20Sn+(0,2-0,5) стеарата цинка. В этом случае спекание-пропитку проводят при температуре 950-1000oС. В результате, при пониженной по сравнению с примером 1 температуре спекания получают спеченный антифрикционный беспористый материал на основе железа с физико-механическими и триботехническими свойствами, аналогичными свойствам, достигаемым в примере 1.
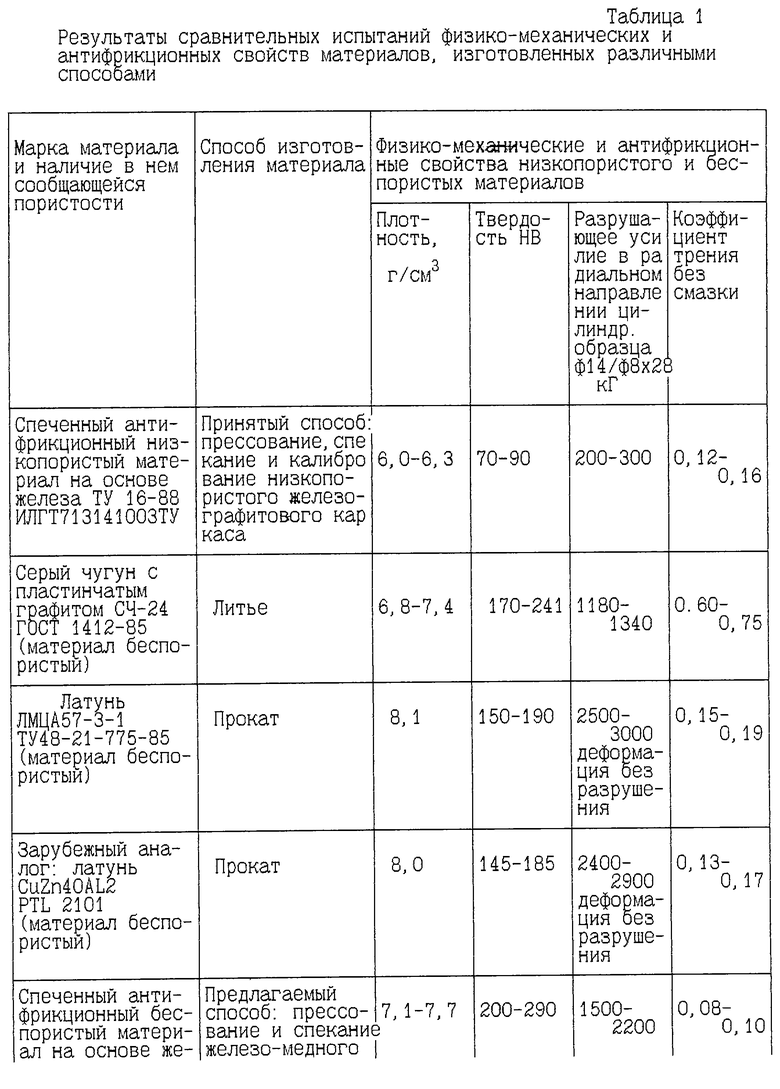
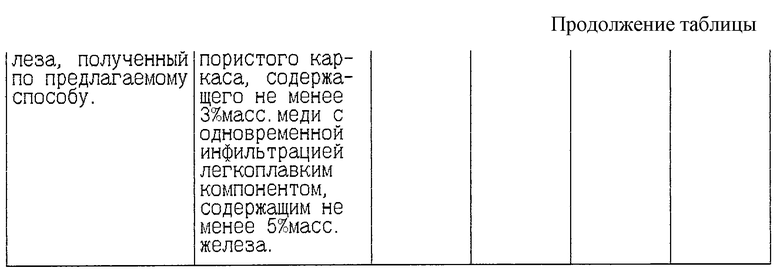
Результаты сравнительных испытаний физико-механических и антифрикционных свойств материалов, изготовленных различными способами, приведены в табл.1.
Из приведенной табл.1 видно, что преимущества предлагаемого способа по сравнению с аналогами заключаются в придании спеченным антифрикционным беспористым материалам на основе железа более высоких физико-механических и триботехнических характеристик. Это является существенным для многих гидро- и(или) газонепроницаемых антифрикционных деталей, работающих в экстремальных условиях, например направляющих втулок клапанов различных двигателей внутреннего сгорания и гидравлических насосов высокого давления, защитных втулок вала погружных центробежных электронасосов, торцовых уплотнений, а также подшипников скольжения различных транспортных и других тяжелонагруженных машин и агрегатов, испытывающих динамические и температурные нагрузки, в том числе и в условиях слабоагрессивной среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЕЧЕННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2271896C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2198070C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2277457C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2002 |
|
RU2238822C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2005 |
|
RU2285585C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛА НА ОСНОВЕ ПОРОШКОВЫХ СПЛАВОВ ЖЕЛЕЗА И ДЕТАЛЬ СТУПЕНИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2230825C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123911C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2080210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245761C2 |
Изобретение относится к порошковой металлургии, в частности к способам получения спеченных антифрикционных материалов на основе железа, и может быть использовано для изготовления масло- и (или) газонепроницаемых антифрикционных деталей, работающих в экстремальных условиях, например направляющих втулок клапанов различных двигателей внутреннего сгорания и гидравлических насосов высокого давления, а также подшипников скольжения различных транспортных и других тяжело нагруженных машин и агрегатов, испытывающих динамические нагрузки. Способ включает приготовление шихты из смеси металлических, неметаллических и металлизированных порошков, прессование заготовки детали и пропитывающего брикета, сборку и спекание. При этом проводят раздельное прессование заготовки детали на основе железа заданной пористости и пропиточного брикета на основе меди или олова произвольной пористости, а спекание ведут в присутствии жидкой фазы с одновременной инфильтрацией легкоплавким компонентом. Технический результат: повышение физико-механических и антифрикционных свойств материалов. 2 з.п. ф-лы, 1 табл.
| ФЕДОРЧЕНКО И.М., ПУГИНА Л.И | |||
| Композиционные спеченные антифрикционные материалы | |||
| - Киев: Наукова думка, 1980, с | |||
| Катодное реле | 1918 |
|
SU159A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2080210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2093308C1 |
| Устройство для равномерного распределения массы волокна в кипе | 1979 |
|
SU872296A1 |

