Изобретение относится к шинной промышленности и касается изготовления ошипованных шин для колесных транспортных средств, используемых для повышения сцепления с опорной поверхностью при движении в зимний период года.
Известен способ изготовления зимней шины, заключающийся в сборке на технологическом оборудовании сырой шины с последующей ее вулканизацией, выполнении технологических сверлений и шашках протектора, выполняющих функцию грунтозацепов, и введении шипов противоскольжения в указанные сверления с последующим их закреплением в шашках, например за счет введенной в отверстие порошковой краски на основе термореактивного пленкообразователя (см. SU, авт. св. N 1669770, B 60 C 11/14, опубл. 1991 г.).
Недостатком данного способа изготовления ошипованной шины для зимнего периода эксплуатации является то, что выполнение сверлений в готовое после вулканизации изделие приводит к нарушению целостности тела шашки и внутренних связей в резине протектора. Введение шипа в отверстие усугубляет деформационные процессы в растянутой вокруг отверстия резине, приводит к преждевременному нарушению связей крепления шипа с окружающим его слоем резины, что в итоге существенно влияет на надежность крепления шипа в шашке. Кроме того, при качении колеса происходит существенное изменение формы шашки, так как на нее действуют не только радиальные усилия, но и боковые сдвигающие силы. В связи с этим для исключения выпадания шипа последние оснащают сильно развитыми основаниями, оказывающими разрушительное воздействие на слои каркаса и брекера.
Для устранения этих недостатков был разработан способ введения элементов противоскольжения на стадии изготовления сырой шины с последующим закреплением этих элементов в поверхности протектора при вулканизации.
Известен один из таких способов изготовления зимней шины, заключающийся в том, что собирают сырую шину на технологическом оборудовании, в пресс-форме вулканизатора в кольцевых гнездах протекторного рисунка размещают элементы противоскольжения пружинного типа, укладывают сырую шину в пресс-форму и подвергают ее вулканизации, в процессе которой протекторная резина обволакивает элементы противоскольжения (см. US, патент N 2808621, B 29 H 17/38 по 3-ей редакции МПК, 18-38, опубл. 1957).
Особенностью данного способа является то, что элементы противоскольжения, выполненные в виде небольших пружин, в хаотическом порядке закрепляются в гнездах протекторного рисунка пресс-формы за счет своего сжатия и распирания между элементами гнезда, формирующими протекторные канавки. После изготовления шины пружины не видны, так как находятся внутри шашек, они проявляются только по мере износа протектора.
Данное техническое решение принято в качестве прототипа.
Недостатком данного способа является высокая трудоемкость изготовления шины, обусловленная ручным трудом по заправке пресс-формы вулканизатора и вызванной этим большой потерей времени. Кроме того, данная шина приобретает свойства не зимней шины, повышающей сцепление с опорной поверхностью с малым коэффициентом сцепления, а шины с усиленным по износу протектором, эксплуатационные качества которой в части сцепления ничем не отличаются от стандартной неошипованной. Хаотический порядок размещения пружин в шашках приводит к преждевременному разрушению протектора, так как при таком расположении пружины воздействуют не равномерно на шашку, а локально в одном направлении. Если учесть, что по мере износа протектора витки пружин также изнашиваются, то острые края пружин в зоне истерания повреждают резину протектора. По данному способу нельзя изготовить шину с шипами противоскольжения, выполненными, например в виде тел вращения.
Известен способ ошиповки протекторной резины собранной шины, заключающийся в погружении элементов противоскольжения в виде согнутых проволочек в сырой протектор, фиксации их в резине за счет механической связи так, чтобы концы согнутых проволочек выступали наружу (см. US, патент N 2865054, B 29 H 17/38 по третьей редакции, 18-59, 1958).
Для надежного крепления элементов противоскольжения в протекторной резине перед вулканизацией в шашки формующей поверхности пресс-формы в те места, где будут располагаться элементы противоскольжения, укладывается по форме шашки резиновая пластина. При вулканизации происходит взаимодействие протекторной резины собранной шины и указанных резиновых пластин, в результате чего проволока надежно крепится в шашке грунтозацепа.
Недостатком такого способа является его трудоемкость, малая производительность, неточность положения элементов противоскольжения в виду слабой фиксации проволоки в начальном этапе в протекторной резине. В результате при укладке сырой ошипованной шины в пресс-форму происходит конвергирование (искривление) самого шипа и его смещение относительно первоначального положения. Данный способ не предназначен и не может быть использован для производства шин с шипами противоскольжения в виде тел вращения, которые сегодня широко используются.
Настоящим изобретением решается техническая задача по изменению процесса изготовления зимней шины за счет введения шипов, представляющих собой стандартный элемент в виде тела вращения, в сырую протекторную резину при сборке и с надежной их фиксацией в резине с тем, чтобы собранная сырая шина поступала в пресс-форму вулканизатора в ошипованном состоянии и с правильно ориентированными шипами. Достигаемый при этом технический эффект заключается в повышении технологичности изготовления за счет возможности автоматизации процесса и в повышении качества изготовленной ошипованной шины, а также эффект заключается в высокой надежности и долговечности ошипованной таким образом зимней шины.
Указанный технический эффект обеспечивается тем, что в способе ошиповки сырого протектора, заключающемся в погружении шипов противоскольжения в сырой протектор и фиксации их в резине протектора, для обеспечения качества шипования и исключения конвергирования шипов в сыром протекторе протыкают сырой протектор направляющий и вводят ее во взаимодействие с шипом, затем вынимают направляющую и одновременно в направлении извлечения направляющей подают шип в сырой протектор до погружения основания шипа в протектор.
В качестве прототипа к заявляемому устройству принято техническое решение по SU, авторское свидетельство, 441168, кл. B 29 D 30/66, 1975, в котором описано устройство ошиповки протектора, содержащее стол для размещения протектора, по меньшей мере, одну направляющую с режущей кромкой для формирования отверстия в протекторе и под установку шипа противоскольжения, подпружиненный толкатель для возврата его в исходное положение после углубления шипа в протектор. Стол выполнен со сквозными отверстиями для возвратно-поступательного перемещения в них направляющих.
Заявляемое устройство для ошиповки протектора для получения шины в отличие от известного выполняет не только отверстие под шипы противоскольжения, но и осуществляет их внедрение в протектор. Дополнительно к вышеперечисленным признакам заявляемое устройство для повышения качества монтажа шипов снабжено опорой для прижатия ленты сырого протектора, имеющей сквозные отверстия, в которых расположены шипы противоскольжения, поджатые толкателями в сторону ленты, при этом подпружиненные толкатели установлены в сквозных отверстиях с возможностью возврата в исходное положение после углубления шипов в протекторную ленту, а стол выполнен со сквозными отверстиями, соосными отверстиям опоры, в которых расположены с возможностью возвратно-поступательного перемещения указанные направляющие, обращенные режущей кромкой в сторону шипов и в зоне режущих кромок которых выделены гнезда для размещения выступающей над протектором части шипа.
При этом возможно одновременное введение шипов противоскольжения по всей длине протектора или введение шипов на отдельном участке протектора с последующим пошаговым перемещением протектора для ошиповки каждого участка.
Указанные признаки являются существенными и взаимосвязаны между собой с образованием совокупности существенных признаков, достаточной для получения требуемого технического результата.
Так, извлечение направляющей, введенной в контакт с шипом, и одновременное перемещение шипа в направлении извлечения направляющей позволяет исключить операцию по расширению прорезанного отверстия и внедрению в него фигурного липа. При этом шип, зажатый между направляющей и элементом, оказывающим на него давление, остается строго ориентированным, не смещается и без перекосов надежно зажимается резиной.
Настоящее изобретение иллюстрируется конкретным примером, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения указанной совокупностью признаков требуемого технического результата.
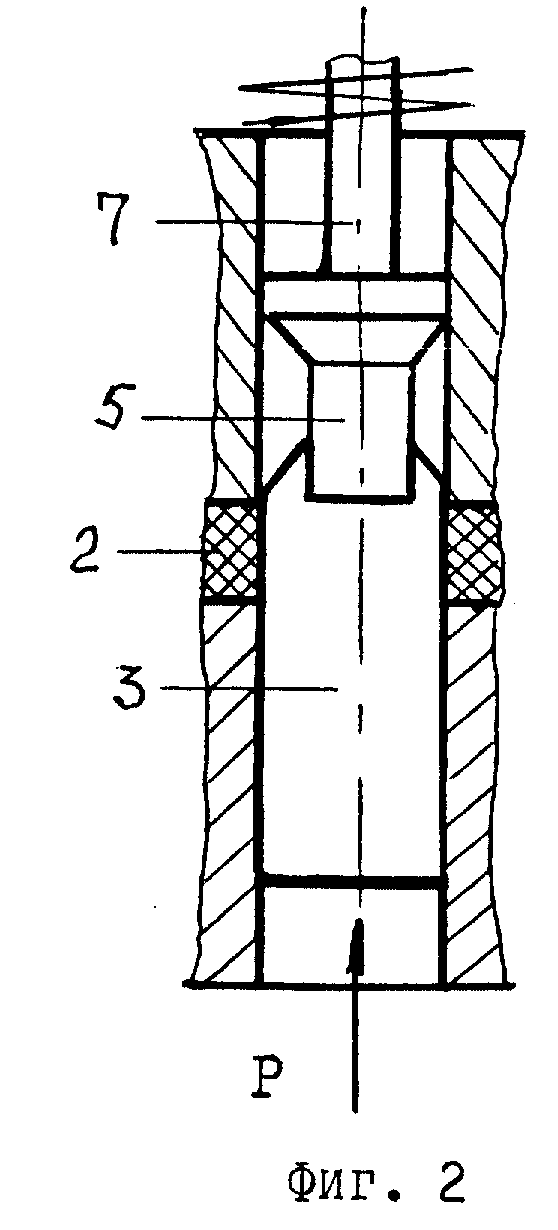
На фиг. 1 представлен аппарат ошиповки сырой протекторной резины и показано начальное положение элементов ошиповки;
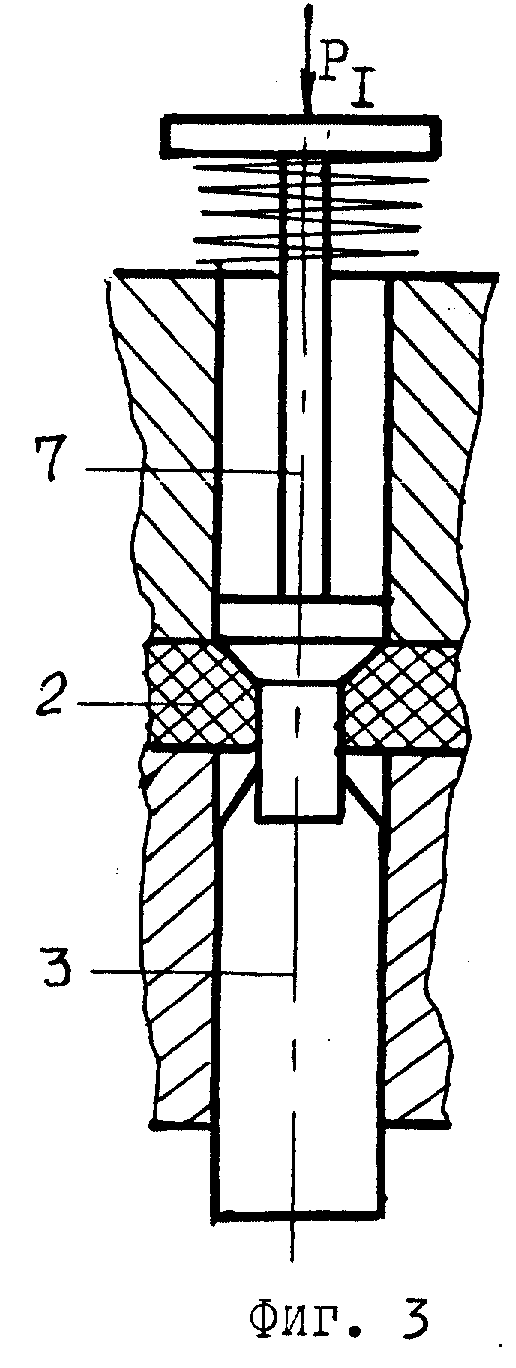
На фиг. 2 показано положение элементов ошиповки при прорезании отверстия;
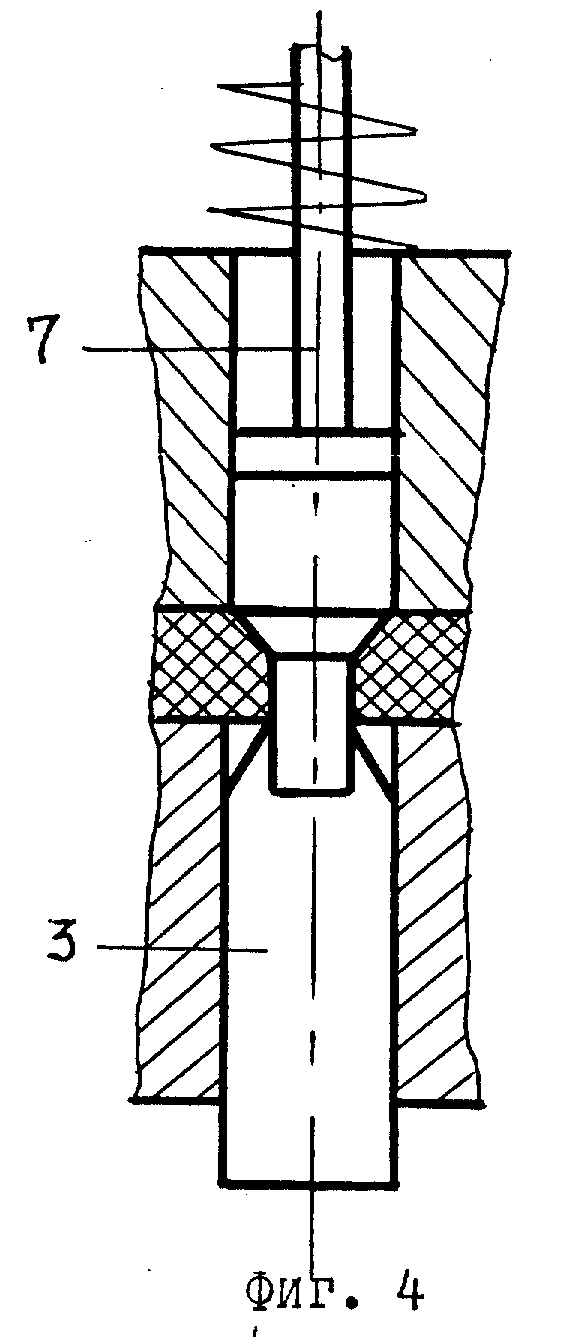
На фиг. 3 показано введение шипа противоскольжения в отверстие;
На фиг. 4 показано конечное положение элементов ошиповки.
Способ изготовления зимней шины заключается в том, что обычным стандартным образом собирают сырую шину до момента укладки протекторной ленты. На протекторной ленте проецируют геометрические центры шашек, соответствующие геометрическим центрам шашек матрицы пресс-формы вулканизатора. Данная операция вполне реализуема как по простому копированию рисунка готового изделия, так и в части переноса этих центров из матрицы на ленту, используя принцип подобия. Это возможно благодаря тому, что внутри пресс-формы давление при прессовании и вулканизации одинаково распространяется по всем направлениям и в связи с этим не происходит существенного смещения спроецированного на ленте центра шашки от действительного центра гнезда шашки в пресс-форме.
После получения точек геометрических центров тех шашек, в которых будут размещены шипы противоскольжения, любым известным способом производят внедрение шипов противоскольжения в тело резины протекторной ленты с последующим их закреплением на основании этой ленты. Таким образом производится сборка ошипованной протекторной ленты, которую размещают на шине при окончательной сборке.
После этого сырую шину помещают в пресс-форму вулканизатора. При размещении шины производят угловую коррекцию за счет небольшого разворота подаваемой патроном шины вокруг ее оси вращения с тем, чтобы точно соориентировать любой шип шашки или просто геометрический центр любой шашки с соответствующим ей гнездом в пресс-форме вулканизатора. Это необходимо для того, чтобы шип в готовом изделии располагался в шашке, если не точно в центре шашки, то по крайней мере в центральной ее зоне.
Для выполнения этой операции необходимо ввести, например, поворотное положение патрона механизма подачи вокруг вертикальной оси с последующей его фиксацией в заданном выбранном угловом положении, а на пресс-форме вулканизатора должна быть отметка, или устройством передачи вертикальных проекций геометрических центров гнезд матрицы под шашки. При этом те гнезда под шашки протектора в пресс-форме, которые оснащаются шипами противоскольжения, должны быть увеличены по глубине на величину стандарта выступающей части шипа противоскольжения.
После размещения сырой шины в вулканизаторе производят процесс вулканизации по обычной технологии. Операция извлечения готового изделия так же изменений не претерпела.
Изготовленная описанным способом шина с шипами противоскольжения обладает высокими эксплуатационной надежностью и долговечностью. Это обусловлено тем, что при установке шипов не происходит механическое повреждение слоев резины, как это имеет место при внедрении шипов в готовое изделие. Сам шип противоскольжения может быть простым по конструкции, так как его связи с резиной формируются не искусственными мерами, например клеем, краской, развитыми поверхностями, выступами, усиками и т.д., а естественным процессом взаимодействия, обусловленным вулканизацией. При этом сохранен автоматизированный цикл сборки и изготовления шины без привлечения ручного труда.
Способ ошиповки сырого протектора перед его укладкой на заготовку шины поясняется устройством для ошиповки, представленным на фиг. 1. Это устройство включает в себя стол 1, на который укладывается лента сырого протектора 2. В столе выполнены либо по всей длине и ширине, либо на отдельном участке вертикальные сквозные отверстия, в которых расположены направляющие 3, смонтированные с возможностью перемещения от силового воздействия усилия P (например, силовой цилиндр) и представляющие собой резцы с режущей кромкой в направлении протекторной ленты, имеющей посадочное гнездо 4, формой и размерами соответствующее шипу 5 противоскольжения.
Протекторная лента 2 прижимается опорой 6, также имеющей сквозные вертикальные отверстия, соосные отверстиям стола 1 и в которые укладываются шипы 5 противоскольжения. Шипы 5 прижимаются под воздействием силового усилия P1, передаваемого через толкатели 7, к протекторной ленте. Основание шипов обращено к толкателям. Толкатели оснащены пружины 8, обеспечивающими автоматический возврат толкателей после снятия усилия P1 (например, силовой цилиндр).
Направляющие 3 для прорубки отверстий в сырой протекторной ленте расположены в местах, соответствующих центрам будущих шашек протектора. Такое расположение может быть выполнено по всему столу для получения одновременной прорубки отверстий по всей длине протекторной ленты. Этот пример показан на фиг. 1. Но возможен вариант, когда направляющие смонтированы для отдельного локального участка ленты и после прорубки отверстий и установки шипов лента пошагово перемещается для повторения этих операций на другом локальном участке.
Способ ошиповки протекторной ленты до ее укладки на заготовку шины осуществляется следующим образом. После укладки ленты на стол 1 и заправки отверстий опоры 6 шипами 5 (это начальное положение показано на фиг. 1) нагружают направляющие 3 усилием P и, перемещая их в сторону ленты 2, прокалывают отверстия в ленте (см. фиг. 2). Шипы 5 попадают в посадочные гнезда 4 режущих кромок направляющих и остаются в этом контакте вследствие нагружения толкателей усилием P1. Усилие P1 может быть как равно усилию P, так и несколько меньше, чем усилие P. Разница в усилиях или их равенство определяются из условия обеспечения плотного контактирования шипа с гнездом и непрепятствия проколу отверстия направляющей.
После прокола отверстий снимают усилие P или постепенно снижают его с тем, чтобы обеспечить превышение усилия P1 над P (см. фиг. 3). В результате этого толкатели 7 начинают перемещать шипы 5 вместе с введенными с ними в контакт направляющими 3. Происходит укладка шипов в отверстия ленты 2 с постепенным обжатием их резиной по мере того, как направляющие выходят из отверстий.
После полного погружения шипа в отверстие снимается усилие P1 или уменьшается до момента, когда усилие пружины 8 начинает превышать усилие P1. Под воздействием пружины толкатель выходит из контакта с шипом 5 (см. фиг. 4). При удалении опоры 6 для последующей заправки шипами 5 производится смена ошипованной протекторной ленты, подаваемой на последующую сборку, на новую ленту, подлежащую ошиповке.
Обращается внимание на то, что при выполнении операции по фиг. 3 возможно принудительное изъятие силовым элементом направляющей. Тогда усилие P1 обеспечит подачу через толкатель шипа в ленту 2.
Настоящее изобретение позволит повысить технологичность изготовления, сократит сроки изготовления за счет возможности автоматизации процесса и повысит качество изготовленной ошипованной шины, а также обеспечит высокую надежность и долговечность ошипованной таким образом зимней шины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ СЫРОЙ ОШИПОВАННОЙ ШИНЫ В ПРЕСС-ФОРМУ ВУЛКАНИЗАТОРА | 1996 |
|
RU2113996C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИМНЕЙ ШИНЫ | 1996 |
|
RU2098284C1 |
| ФОРМАТОР-ВУЛКАНИЗАТОР ДЛЯ ИЗГОТОВЛЕНИЯ ОШИПОВАННЫХ ПОКРЫШЕК | 1996 |
|
RU2098280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННЫХ АВТОМОБИЛЬНЫХ ШИН | 1997 |
|
RU2106262C1 |
| ЭЛЕМЕНТ ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИНЫ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИНЫ КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ОШИПОВАННОЙ ШИНЫ | 1997 |
|
RU2106263C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВУЛКАНИЗОВАННОГО КОЛЬЦЕВОГО ЛЕНТОЧНОГО ПРОТЕКТОРА ДЛЯ ПРОИЗВОДСТВА ШИПОВАННЫХ ШИН | 2021 |
|
RU2779125C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОШИПОВАННОЙ ШИНЫ, ОШИПОВАННЫЙ ЛЕНТОЧНЫЙ ПРОТЕКТОР ДЛЯ ЭТОЙ ШИНЫ | 2001 |
|
RU2211153C2 |
| Отверстие в протекторе шины для дальнейшей установки шипов противоскольжения и штифт вулканизационной формы для формирования отверстий под ошиповку | 2022 |
|
RU2800755C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОШИПОВАННЫХ ШИН | 2002 |
|
RU2208526C1 |
| СПОСОБ ШИПОВАНИЯ ШИН | 2001 |
|
RU2211152C2 |
Способ и устройство могут быть использованы для изготовления ошипованных шин для колесных транспортных средств. В способе сырой протектор посредством направляющей протыкают и вводят ее во взаимодействие с шипом. Направляющую вынимают и одновременно в направлении извлечения направляющей устанавливают шип в сыром протекторе до погружения основания шипа в протектор. В устройстве имеется стол для размещения протектора со сквозными отверстиями, опора для прижатия ленты сырого протектора к столу, имеющей сквозные отверстия, соосные со сквозными отверстиями в столе. Для формирования отверстия в протекторе под установку шипа противоскольжения имеется одна направляющая. В направляющей в зоне режущих кромок выполнено гнездо для размещения выступающей над протекторной лентой части шипа. Устройство снабжено подпружиненным толкателем, установленным в сквозном отверстии опоры с возможностью возврата в исходное положение после углубления шипов в протекторную ленту. Изобретение позволит повысить технологичность изготовления, сократит время изготовления за счет возможности автоматизации процесса. 2 с. п. ф-лы. 4 ил.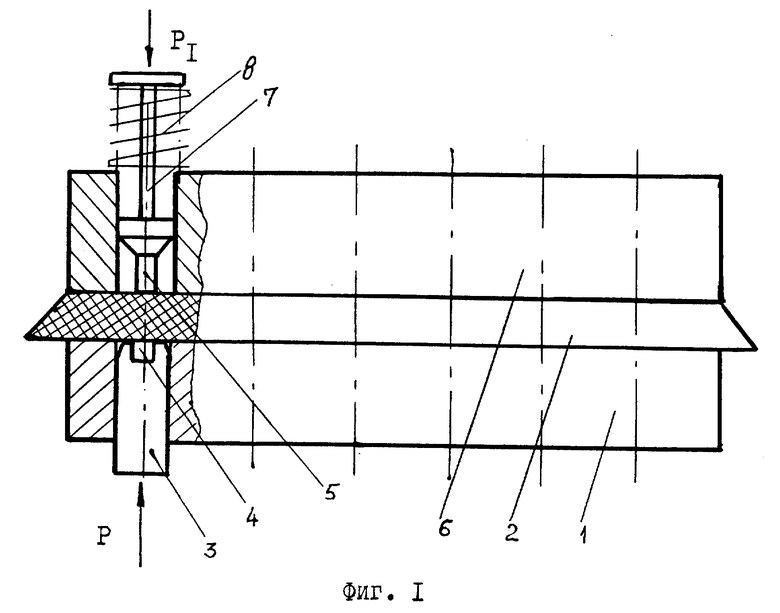
| Способ ошиповки покрышки колеса транспортного средства | 1988 |
|
SU1669770A1 |
| Способ производства биодизельного топлива на основе рапсового масла для дизельных автотракторных двигателей | 2022 |
|
RU2808621C1 |
| US 2865054 A, 1958 | |||
| Устройство для армирования заготовок протекторов пневматических шин | 1971 |
|
SU441168A1 |

