Изобретение относится к области стекольной промышленности. В этой области материального производства, которая дифференцировалась, выделились и сформировались многие самостоятельные направления в производстве стекла, независимые друг от друга в силу специфики технологии производства варки и выработки стекла. По специфике производства и технологии эти направления классифицируются соответственно: производство тарного стекла; производство строительного стекла; производство листового стекла; производство сортового стекла; производство оптического стекла; производство листового полированного стекла /флоат - стекло/.
/Химическая технология стекла и ситаллов./ Под ред. Н.М. Павлушкина. М.: Стройиздат, 1983/.
В качестве аналога предполагаемому изобретению можно взять производство листового полированного стекла /флоат-способ/ /Химическая технология стекла и ситаллов./ Под ред. Н.М. Павлушкина. М., 1983, с. 232-237/.
Флоат-способ формования листового полированного стекла, схематично изображенный на фиг. 1, заключается в том, что вязко-текучая стекломасса 1 из выработочной части стекловаренной печи 2 по сливному лотку 3 стекает на зеркальную поверхность расплавленного олова 4 оловянной ванны, формируется в ленту стекла равновесной толщины.
Оловянная ванна имеет ширину около 4-8 м и длину до 60 м. Для защиты от окисления олова оловянная ванна должна находиться под прикрытием защитного газа.
Жидкое высокоразогретое олово является одновременно подложкой и теплонесущей средой. Оно придает стеклу снизу необходимую плоскостность и чистоту поверхности. Сверху в оловянной ванне стекло сглаживается при помощи огневой полировки.
Лента стекла покидает ванну полностью отформованным при температуре около 600oC и попадает через специальные вальцы 5 с водяным охлаждением в роликовые печи отжига 6.
К недостаткам данного способа относится сложность аппаратного оснащения и эксплуатации технологической линии /в частности, ванны, газостанции на выработке и снабжение защитной атмосферы/, а также применение олова /200 тонн/ и аммиака.
Задачей настоящего изобретения является получение предельно возможных качественных и количественных характеристик полированного стекла, а также впервые непосредственно приступить к производству не только выпускаемого промышленностью листового полированного стекла, но и других видов полированного стекла: узорчатого полированного стекла; оптического полированного стекла; сортового полированного стекла; тарного полированного стекла.
Существующее производство узорчатого стекла выпускает его неполированным. В производстве оптического стекла предлагаемое изобретение позволит выпускать его непосредственно на стадии прессования, исключая последующие стадии обработки. В производстве сортового стекла, к которому относится обширный класс сетклоизделий, вырабатываемых из хрустальных, бесцветных и окрашенных стекол методами механизированного выдувания и прессования, используя предлагаемое изобретение, позволит получать полированную поверхность изделия непосредственно на технологической стадии механизированного выдувания и прессования, исключая последующие технологические стадии производства: гравирование, шлифование и химическое полирование. Исключение указанных технологических стадий производства значительно снижает материальные затраты производства этих видов стекла, устраняет дополнительные затраты на охрану окружающей среды и существенно улучшает экологическую атмосферу производства.
Указанный технический результат достигается тем, что в способе формования полированного стекла путем контактного взаимодействия высокотемпературной стекломассы с поверхностью пленочного металлического расплава, последний образуется при контакте высокотемпературной стекломассы с формующей металлической поверхностью, на которую предварительно нанесен слой среднеплавкого металла, температура плавления последнего меньше температуры стеклования стекломассы.
При остывании стекломассы и достижении температуры стеклования 600oC формуется поверхность стекла с предельно возможными качественными и количественными показателями на жидкой пленке металла, температура плавления которой выбирается из условия:
T1 < T2, где T1 - температура плавления металла /металлического припоя/, T2 - средняя температура стеклования стекломассы.
Перечень фигур на чертежах:
1. Фиг. 1 - схематическое изображение промышленной флоат-ванны для производства листового полированного стекла на свободной поверхности расплава металла /олова/. Полное объяснение в тексте описания.
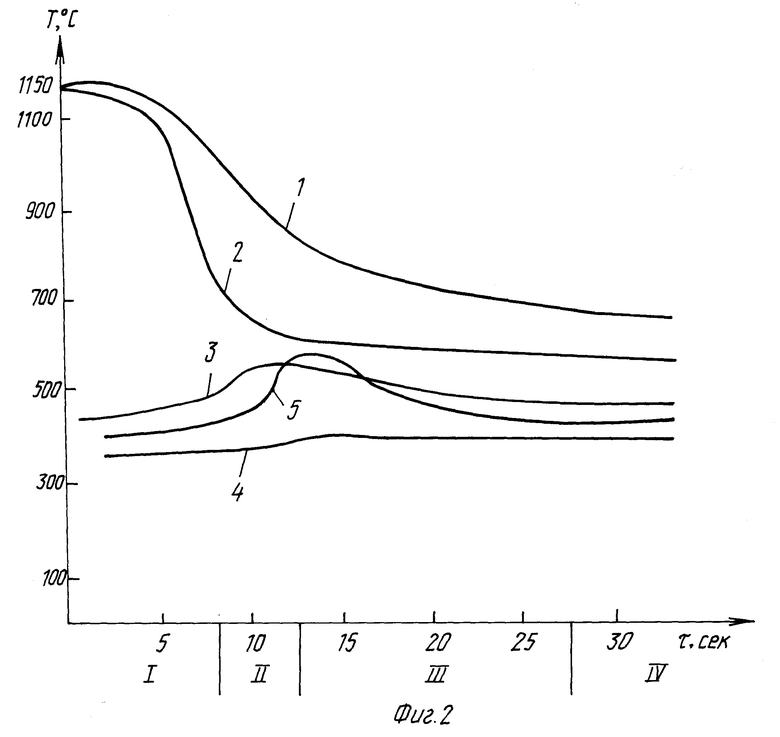
2. Фиг. 2 - графики нагрева системы "изделие-детали пресс-форм". Полное объяснение в тексте описания.
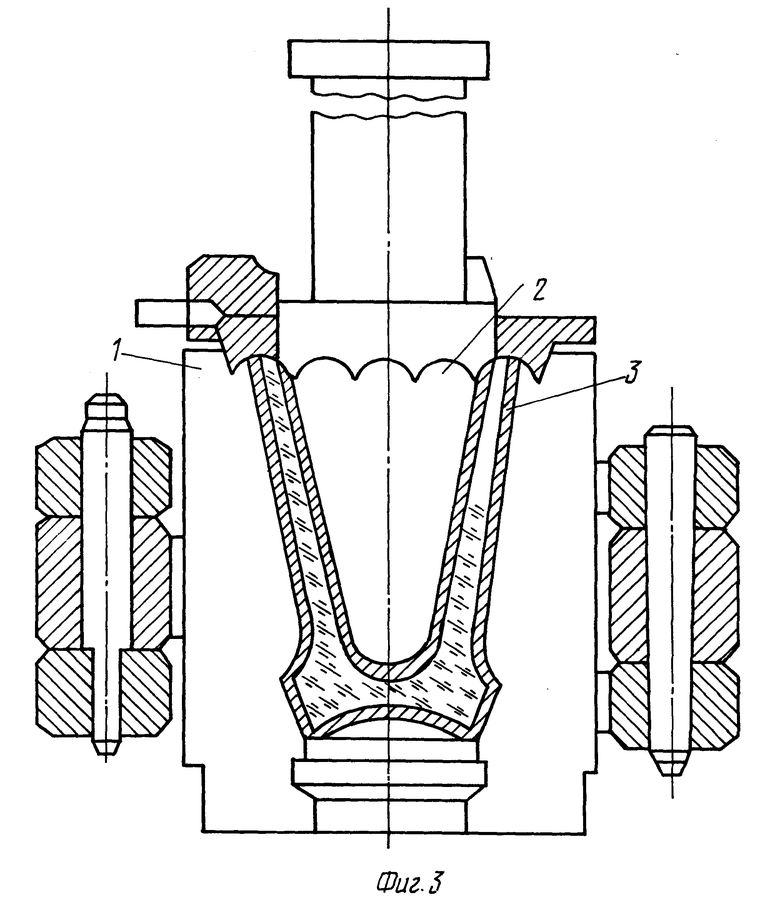
3. Фиг. 3 -схематическое изображение пресс-формы для прессования изделий из стекла. Полное объяснение в тексте описания.
В качестве примера рассмотрим экспериментальные данные о температурном поле системы изделие - детали пресс-форм И.Е. Степанов, И.Е. Гладштейн /Конструирование форм для стеклянных изделий, М., Легкая индустрия, 1974/.
Объектом исследования является процесс прессования салатника аорт. 45021 с толщиной стенок 7 мм из стекла БС-8-17 в пресс-форме из чугуна СЧ 21-40. Начальная температура стекломассы 1150oC. Температуру измеряли хромельалюмелевыми термопарами диаметром 0,5 мм. С милливольтметром МПЩР-54 по ГОСТ 6670-53, кл. 1,5. Горячие спаи термопар в матрице располагались на уровне стекломассы в 25 мм от дна матрицы на глубине 2-3 мм от формующей поверхности и по вспомогательной поверхности. Примерно на таком же расстоянии от формующей поверхности располагались термопары в пуансоне. Прессование осуществляли без прессового кольца. Значение температуры взято как среднее из шести измерений. Погрешности вследствие инерции термопар и милливольтметров не учтены. Как показали контрольные измерения с использованием в качестве измерителя 14-шлейфового осциллографа, скорость нагрева термопар составляла около 30oC в секунду. Таким образом, можно предположить, что фактически изменение термопар происходит более резко.
На первом этапе времени температура стекломассы в центре /фиг. 2/ кривая 1 и на глубине 2-3 мм от поверхности /кривая 2/ изменяется довольно медленно, что обусловлено сравнительно небольшой поверхностью теплоотдачи. На втором этапе времени происходят формообразование и фиксация формы, температура стекломассы понижается довольно быстро, особенно вблизи формующей поверхности матрицы. При выдержке стеклянных изделий в матрице, а затем вне формы /III-й и IV-й этапы времени/ температура изделия понижается сравнительно медленно. Температура формующей поверхности матрицы с момента подачи стекломассы повышается до 560oC, а затем понижается /кривая 3/. По внешней поверхности матрицы изменение температуры за цикл прессования весьма незначительно /кривая 4/. Температура формующей поверхности пуансона /кривая 5/ за цикл прессования изменяется более интенсивно и с большей амплитудой, чем температура в соответствующих точках матрицы. Последнее обстоятельство является следствием более плотного контакта гладкой поверхности тщательно отполированного пуансона с прессуемой стекломассой. Значительная разница температур поверхностей изделия и матрицы может быть следствием неплотного контакта между ними и возникновением зазора при выдержке изделий в форме.
Из рассмотренного материала /фиг. 2/ следует, что напайка среднеплавкого металла, нанесенного на формующие поверхности пресс-формы /фиг. 2/, расплавляется в первые 5-10 сек, когда еще не происходит формирования и стеклования поверхности изделия. Таким образом, поверхность изделия формуется на расплавленной пленке металла, чем и достигаются предельно возможные качественные и количественные характеристики поверхности изделия из стекла.
Рассмотрим пример конкретного выполнения предлагаемого способа формования полированного стекла. На фиг. 3 схематично изображена пресс-форма для формования прессовым методом стеклянных изделий. На внутреннюю поверхность матрицы 1 и на внешнюю поверхность пуансона 2 нанесена напайка среднеплавкого металла 3. Напайку среднеплавкого металла наносили методом ионного осаждения на установке УВНД-80. Процесс нанесения покрытия осуществляли в атмосфере инертного газа /аргона/. Следует отметить, что процесс нанесения качественного покрытия на формующую поверхность пресс-формы зависит от технологических параметров проведения процесса осаждения. Такими параметрами могут быть: ток дугового испарителя; ускоряющее напряжение; давление инертного газа /аргона/ в плазменном котле; магнитная индукция стабилизирующих катушек дугового испарителя. От этих параметров зависит качество и внешний вид наносимого покрытия от матового до зеркального. Наносимое покрытие на пресс-формы из стали - процесс нанесения осуществляли непосредственно, на пресс-формы из чугуна - через промежуточную подложку из чистой меди, которую наносили тем же методом толщиной до 10 мкм.
Из исследованных нами композиционных металлических сплавов наиболее эффективным оказался сплав серебро-свинец, который ограничивался составом Pb - 75%, Ag - 25%, с температурой расплавления T=550oC.
Реализация заявляемого способа формования полированного стекла не может ограничиваться найденным авторами сплавом из всего многообразия существующих сплавов. Указанный сплав приготавливали методом непосредственного сплавления металлов.
Эксперименты, проведенные с вышерассмотренным сплавом, осуществлялись на сортовом стекле /хрусталь Pb - 24%/. На остальных видах стекла этот тип среднеплавкой напайки не исследовался.
Следует особо отметить, что при изготовлении сплава необходимо особо обращать внимание на чистоту компонентов /Pb и Ag/. Чем выше чистота используемых компонентов сплава, тем качественнее поверхность формуемого стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗОРЧАТОГО ЛИСТОВОГО СТЕКЛА "СТЕСА-БАРОККО" | 1999 |
|
RU2210551C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛА, ВКЛЮЧАЮЩИЙ ОБРАБОТКУ ПОВЕРХНОСТИ ХЛОРИДОМ АЛЮМИНИЯ В ИЛИ НЕПОСРЕДСТВЕННО ПЕРЕД ЛЕРОМ | 2007 |
|
RU2440310C2 |
| СПОСОБ НЕПРЕРЫВНОГО УПРОЧНЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1992 |
|
RU2073658C1 |
| СПОСОБ ПОЛУЧЕНИЯ И УСТРОЙСТВО СОЛНЦЕЗАЩИТНОГО ПОЛИРОВАННОГО ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2425808C1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2012 |
|
RU2499772C1 |
| ЛИСТОВОЕ СТЕКЛО (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2116983C1 |
| ЗОНД ДЛЯ ИЗМЕРЕНИЯ КОНЦЕНТРАЦИИ КИСЛОРОДА И СПОСОБ ИЗМЕРЕНИЯ КОНЦЕНТРАЦИИ КИСЛОРОДА (ВАРИАНТЫ) | 1993 |
|
RU2107906C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2000 |
|
RU2183203C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2001 |
|
RU2193536C1 |
Изобретение относится к стекольной промышленности. Способ формования полированного стекла заключается в контактировании стекломассы с формующей металлической поверхностью, которая покрыта слоем среднеплавкого металла, температура плавления которого меньше температуры стеклования стекломассы. При контакте высокотемпературной стекломассы с металлическим слоем образуется пленка металлического расплава, на которой формируется полированная поверхность стекла. Этот способ позволит производить полированное стекло всех видов (узорчатое, оптическое, сортовое стекло и др.). 3 ил.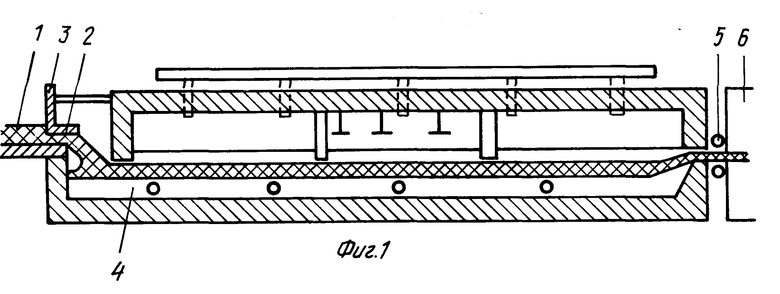
Способ формования полированного стекла путем контактного взаимодействия высокотемпературной стекломассы с поверхностью пленочного металлического расплава, отличающийся тем, что пленочный металлический расплав образуется при контакте высокотемпературной стекломассы с формующей металлической поверхностью, на которую предварительно нанесен слой среднеплавкого металла, температура плавления последнего меньше температуры стеклования стекломассы.
| Химическая технология стекла и ситаллов | |||
| Под ред.Н.М.Павлушкина | |||
| - М.: Стройиздат, 1983, с.232 - 237. |
