1. Область техники
Предполагаемое изобретение относится к способу производства стекла на расплаве металла и может быть использовано для улучшения качества флоат-стекла.
2. Уровень техники
Современные производства различных видов флоат-стекла предъявляют повышенные требования к качеству выпускаемой продукции и, прежде всего, к бездефектности и прочности поверхности стекла.
В процессе производства стекла на расплаве металла сформованную и охлажденную до 650-600°С ленту стекла выводят из ванны расплава и поднимают на валы печи отжига через приемные валы шлаковой камеры. Камера предназначена для защиты выходного отверстия ванны расплава при подъеме ленты стекла на валы рольганга от проникновения окисляющих расплав олова примесей кислорода, сернистых соединений и создания необходимых температурных и физико-механических условий перевода ленты стекла с поверхности расплава олова на металлические валы. Приемные валы шлаковой камеры и печи отжига выставляют по радиусу, обеспечивающему равномерное распределение веса поднимаемой ленты стекла при выводе из ванны расплава на валы рольганга. Приемные валы шлаковой камеры имеют температуру около 500-560°C, и контакт горячей ленты с более холодной поверхностью валов приводит к образованию микроповреждений - посечки, царапины и т.д. Кроме того, образование микроповреждений нижней поверхности флоат-стекла - отпечатки валов, потертости могут происходить из-за налипающей твердой корки оксидов олова на поверхности валов. Это связано тем, что несмотря на наличие шлаковой камеры, небольшое количество кислорода все же проникает в конец флоат-ванны через ее выходное отверстие при отрыве ленты стекла от поверхности олова за счет образования достаточно большой площади открытого олова, поэтому на поверхности олова под лентой стекла скапливается достаточное количество оксидов олова. Часть оксидов олова осаждается на нижней поверхности поднятой над оловом ленты стекла, выносится вместе с ней из ванны расплава и налипает в виде твердой корки на поверхности валов. Все это приводит к снижению качества нижней поверхности стекла.
Для повышения качества нижней поверхности флоат-стекла предлагают различные способы снижения ее дефектности. В основном, они относятся к различным конструктивным вариантам расположения валов рольганга шлаковой камеры и печи отжига для сокращения выноса оксидов олова из ванны расплава и снижения налипания их на валы рольганга.
Так в патенте GB №1017752, МКИ C03B 18/00 осуществляют улучшение качества поверхности стекла путем ступенчатого поднятия первых валов рольганга печи отжига. В патенте РФ №2302380, МПК C03B 18/00 для улучшения качества стекла вывод ленты стекла из ванны расплава на валы печи отжига осуществляют с перегибом путем последовательного подъема валов шлаковой камеры и печи отжига и затем плавного опускания последующих валов печи отжига до уровня выходного порога ванны расплава. Данный способ вытягивания ленты стекла позволяет снизить высоту подъема ленты стекла в ванне расплава и тем самым уменьшить площадь открытого пространства олова под лентой стекла и повысить качество нижней поверхности стекла. Основным недостатком заявляемых способов является незначительная степень повышения качества нижней поверхности стекла, так как предлагаемые конструктивные решения не могут обеспечить значительное уменьшение налипания оксидов олова на поверхность валов и тем самым предотвратить образование на нижней поверхности стекла отпечатков валов, посечек, мелких выколок.
Для более эффективного снижения дефектности нижней поверхности стекла предлагаются различные способы с использованием газовых подушек при производстве флоат-стекла.
Так, в заявке DE №102004059727, МПК8 С03В 32/00, предлагается способ и устройство для бесконтактного удержания и транспортировки стекла на газовой подушке с однородным распределением давления и температуры. Основным недостатком заявляемого способа является сложность его практической реализации.
Наиболее близким к заявляемому способу является способ изготовления листового полированного стекла по А.с. №299470, МКИ C03B 18/02. На 1-м этапе формование ленты стекла в интервале температур 850-750°C производят в ванне расплава, а второй этап, в интервале температур 720-650°C - в камере на терморегулируемой газовой подушке, а затем ее подают на тянульное устройство - приводные валы печи отжига.
Перевод значительной части участка твердения ленты стекла с поверхности расплавленного металла на газовую подушку приводит к сокращению значительной части зоны охлаждения ванны расплава, в которой происходит наиболее интенсивное окисление расплава олова, кроме того, перевод ленты стекла с газовой подушки на валы печи отжига осуществляют в горизонтальной плоскости, что также способствует уменьшению дефектности нижней поверхности флоат-стекла.
Недостатком заявляемого способа является наличие перепада подаваемого газа по ширине подушки, засорение секций газовой подушки, что вызывает деформацию ленты стекла.
Раскрытие изобретения
Задачей предполагаемого изобретения является повышение качества нижней поверхности флоат-стекла. Техническим результатом изобретения является устранение микроповреждений нижней поверхности стекла от приемных валов шлаковой камеры.
Поставленная задача достигается тем, что в способе производства флоат-стекла, включающем варку стекла, слив стекломассы в флоат-ванну и формование ленты стекла на поверхности расплава металла, при транспортировании ленты стекла от флоат-ванны приемными валами шлаковой камеры и валами печи отжига осуществляют подъем ленты стекла над приемными валами шлаковой камеры и удержание ее в поднятом положении во время транспортирования в зоне шлаковой камеры посредством уменьшения атмосферного давления над лентой стекла относительно давления, воздействующего на ленту стекла снизу. Атмосферное давление над лентой стекла на участке расположения приемных валов шлаковой камеры уменьшают на величину, обеспечивающую подъем ленты стекла над приемными валами и удержание над ними в процессе ее транспортирования. Уменьшение атмосферного давления над лентой стекла на участке расположения приемных валов шлаковой камеры создают одним или несколькими всасывающими устройствами, соединенными с вакуумной системой. Ограничение подъема ленты стекла над приемными валами нижней части шлаковой камеры осуществляют путем локального наддува газовоздушной смеси на верхнюю поверхность ленты стекла со стороны всасывающих устройств.
Уменьшение атмосферного давления может быть создана комбинацией отсоса и локального наддува газовоздушной смеси.
Такой перевод ленты стекла с расплава металла флоат-ванны на валы печи отжига без контакта ее с валами шлаковой камеры позволит значительно повысить качество нижней поверхности стекла за счет уменьшения дефектов, связанных с контактом ленты стекла с поверхностью приемных валов шлаковой камеры, таких как посечки, мелкие выколки, опечатки валов.
Подъем ленты стекла необходимо осуществлять после стабилизации основного технологического процесса формования, охлаждения и перемещения стекла транспортирующими валами шлаковой камеры и печи отжига.
3. Краткое описание чертежей
Заявленный способ поясняется чертежами, на которых представлены:
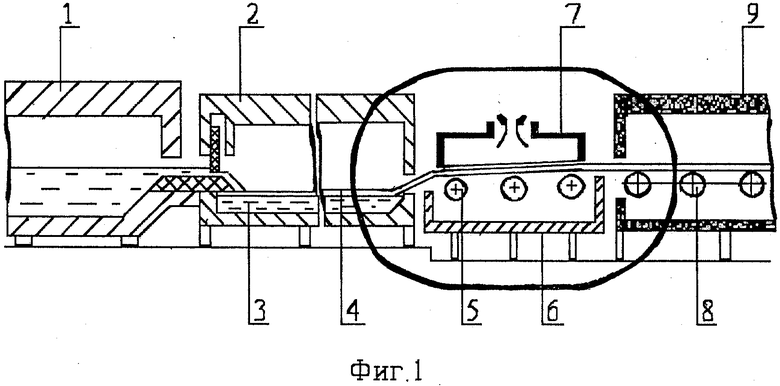
Фиг.1 - схематическое изображение общего вида заявляемого способа, где: 1 - стекловаренная печь; 2 - ванна расплава; 3 - расплавленное металлическое олово; 4 - лента стекла; 5 - приемные валы шлаковой камеры; 6 - шлаковая камера; 7 - устройство для создания разрежения над лентой стекла; 8 - валы печи отжига; 9 - печь отжига.
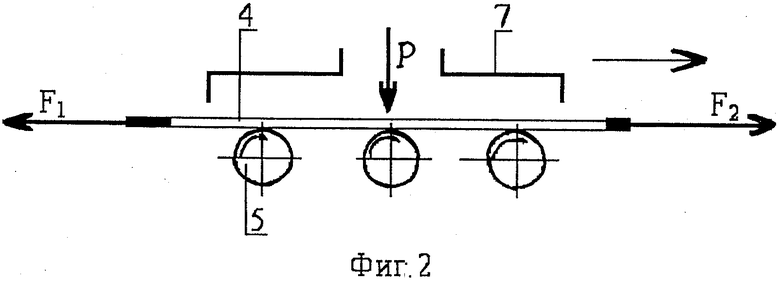
Фиг.2 - схематическое изображение распределения сил, воздействующих на ленту стекла, перемещаемую флоат-способом, где: 4 - лента стекла; 5 - приемные валы шлаковой камеры; 7 - устройство для создания разрежения над лентой стекла;
P - сила веса ленты стекла на участке разрежения в шлаковой камере;
F1, F2 - силы, действующие на ленту стекла при ее протягивании валами рольганга и противоположно направленные вдоль оси ленты.
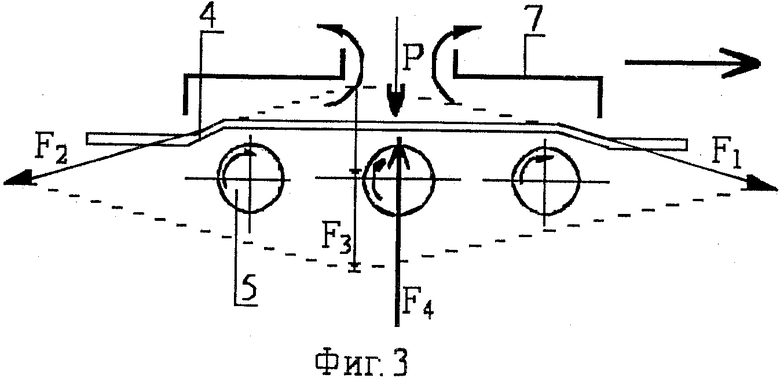
Фиг.3 - схематическое изображение распределения сил, воздействующих на поднятый участок ленты стекла, где: 4 - лента стекла; 5 -приемные валы шлаковой камеры; 7 - устройство для создания разрежения над лентой стекла;
P - сила веса ленты стекла на участке разрежения в шлаковой камере;
F1, F2 - силы, действующие на ленту стекла при ее протягивании валами рольганга и противоположно направленные вдоль оси ленты.
F3 - результирующая сила протягивания, возникающая при подъеме и удержании ленты стекла в зоне разрежения шлаковой камеры;
F4 - сила, возникающая в процессе создания разрежения над лентой стекла.
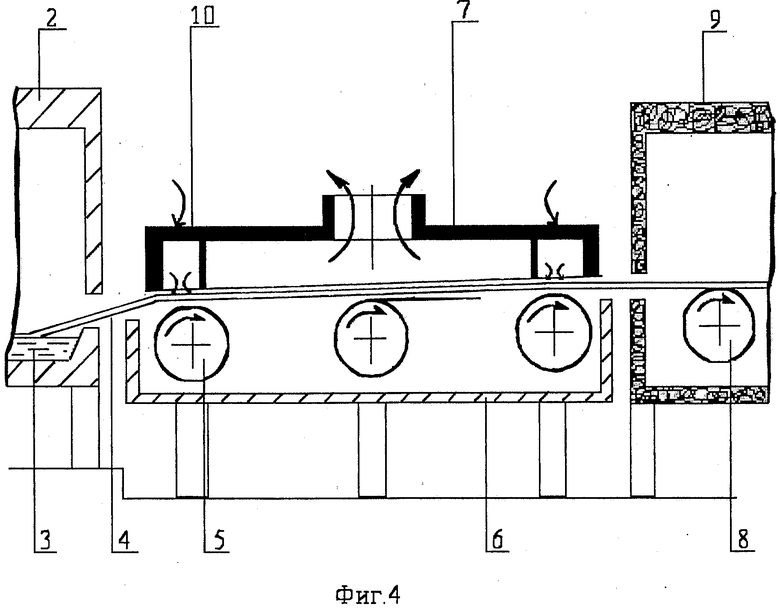
Фиг.4 - схематическое изображение общего вида заявляемого способа, предусматривающего локальный наддув воздуха, где: 2 - ванна расплава; 3 - расплавленное металлическое олово; 4 - лента стекла; 5 - приемные валы шлаковой камеры; 6 - шлаковая камера; 7 - устройство для создания разрежения над лентой стекла; 8 - валы печи отжига; 9 - печь отжига; 10 - устройство для локального наддува газовоздушной смеси на верхнюю поверхность ленты стекла.
4. Осуществление изобретения
Данное предполагаемое изобретение иллюстрируется следующими примерами.
Пример №1.
Стекломассу из стекловаренной печи 1 подают в ванну расплава 2, заполненную газозащитной атмосферой на поверхность расплава металлического олова 3, где осуществляется формование ленты стекла 4. Далее лента стекла поступает на приемные валы шлаковой камеры 5. Шлаковая камера состоит из 2-х самостоятельных частей: нижней части 6 и верхней части 7, представляющей собой устройство для создания разрежения над лентой стекла. Из шлаковой камеры лента стекла поступает на валы печи отжига 8 и в печь отжига 9. (Фиг.1)
При перемещении ленты стекла по валам шлаковой камеры на участок ленты стекла в шлаковой камере действует сила веса ленты стекла P, а также силы протягивания ленты F1 и F2, равные по величине и противоположно направленные. (Фиг.2)
Над лентой стекла 4 в зоне шлаковой камеры 6 было размещено устройство 7, состоящее из нескольких модулей, в которые вмонтированы короба для отсоса газовоздушной смеси из полости между коробом и лентой стекла. Количество коробов подобрано таким образом, что они обеспечивают равномерный отсос газовоздушной смеси по ширине ленты стекла и по длине зоны разрежения.
В 1-м эксперименте работали всасывающие газовоздушную смесь устройства. При одновременной работе всех всасывающих газовоздушную смесь коробов, производительностью - 20000 м3/час, была поднята часть ленты над валами 5 - нижней части шлаковой камеры с воздушным нижним зазором между лентой и валами на величину 3-10 мм и верхним зазором между нижней поверхностью модуля и верхней поверхностью ленты стекла - 0,5-3 мм. Интенсивность и стабильность отсоса газовоздушной смеси регулировали заслонками, встроенными в воздуховоды.
Подъем и удержание участка ленты стекла над валами 5 шлаковой камеры осуществляли за счет сил, воздействующих на ленту стекла в процессе создания разрежения. (Фиг.3)
При некотором подъеме участка ленты стекла над уровнем перемещения ленты стекла силы протягивания F1 и F2 с двух сторон от поднимаемого участка ленты стекла изменяют свое направление от горизонтального под углом вниз и создают результирующую силу F3, направленную вниз и препятствующую подъему участка ленты стекла 4. (Фиг.3)
Величина силы F3 возрастает с увеличением высоты подъема участка ленты стекла 4. Подъем участка ленты стекла 4 осуществляется за счет возникновения в процессе создания разрежения неуравновешенной силы атмосферному давлению - F4, направленной вверх. (Фиг.3)
Подъем и постоянное удержание участка ленты стекла 4 над валами рольганга 5 в процессе перемещения ленты стекла происходит при достижении равновесия сил: F4=Р+F3
После зоны разрежения ленту стекла опускали на валы рольганга 8 в печи отжига 9 и осуществляли ее резку на концевых операциях и отбор образцов для исследований. Кроме того, предварительно до эксперимента, были отобраны образцы исходного стекла.
Контроль нижней поверхности на наличие микродефектов осуществляли визуально. Прочность нижней поверхности стекла определяли на центрально-симметричный изгиб (ЦСИ). Исследования экспериментальных образцов показали значительное уменьшение механических микроповреждений нижней поверхности стекла и возрастание ее прочности ~ в 1,4 раза
Пример №2.
Процесс получения полированной ленты стекла вели аналогично примеру 1. Во 2-м эксперименте помимо всех работающих всасывающих воздух коробов (производительностью - 20000 м3/час) осуществляли локальный наддув газовоздушной смеси на верхнюю поверхность ленты стекла для более плавного регулирования верхнего газовоздушного зазора и стабильного удержания ленты стекла над валами рольганга. Надув осуществляли при помощи нагнетательного устройства производительностью - 6000 м3/час.
Лента стекла 4 с расплава олова 3 флоат-ванны 2 поступает в зону шлаковой камеры 6, подъем ленты стекла над валами 5 шлаковой камеры был осуществлен с помощью устройства 7, в котором помимо отсоса газовоздушной смеси осуществляли ее наддув при помощи нагнетательного устройства производительностью - 6000 м3/час.
Подъем и удержание части ленты стекла 4 в зоне эксперимента над валами 5 шлаковой камеры 6 осуществляли на величину 3-10 мм, верхний зазор между нижней поверхностью устройства 7 и верхней поверхностью ленты стекла 4 составлял 0,5-3 мм. Локальный наддув газовоздушной смеси необходим, в основном, при подъеме ленты стекла и отработке режима отсоса газовоздушной смеси, так как уменьшает возможность прилипания верхней поверхности ленты стекла 4 к нижней поверхности устройства 7, а также для улучшения стабильности работы оборудования.
После зоны разрежения ленту стекла опускали на валы рольганга 8 печи отжига 9 и осуществляли ее резку на концевых операциях и отбор образцов для исследований.
Контроль нижней поверхности отобранных образцов стекла во 2-м эксперименте и в исходных образцах проводили аналогично примеру 1. Исследования также показали значительное уменьшение механических микроповреждений нижней поверхности стекла и возрастание ее прочности в 1,4 раза.
Приведенные в примерах 1-2 варианты осуществления изобретения не ограничивают объем притязаний, определенных формулой и описанием изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА | 2005 |
|
RU2302380C1 |
| СПОСОБ НЕПРЕРЫВНОГО УПРОЧНЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1992 |
|
RU2073658C1 |
| СПОСОБ ДВУХСТАДИЙНОГО УПРОЧНЕНИЯ ДВИЖУЩЕЙСЯ ЛЕНТЫ ФЛОАТ-СТЕКЛА | 2009 |
|
RU2391302C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗОРЧАТОГО ЛИСТОВОГО СТЕКЛА "СТЕСА-БАРОККО" | 1999 |
|
RU2210551C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УПРОЧНЕНИЯ НИЖНЕЙ ПОВЕРХНОСТИ ДВИЖУЩЕЙСЯ ЛЕНТЫ ФЛОАТ-СТЕКЛА | 2005 |
|
RU2299184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2005 |
|
RU2299183C1 |
| Устройство для производства листового полированного стекла | 1981 |
|
SU952779A1 |
Изобретение относится к способу производства стекла на расплаве металла и может быть использовано для улучшения качества флоат-стекла. Задачей предлагаемого изобретения является повышение качества нижней поверхности флоат-стекла. Техническим результатом изобретения является устранение микроповреждений нижней поверхности стекла от контакта ленты стекла с приемными валами шлаковой камеры при транспортировке ленты стекла от флоат-ванны в печь отжига. Способ производства флоат-стекла включает варку стекла, слив стекломассы в флоат-ванну и формование ленты стекла на поверхности расплава металла. Транспортирование ленты стекла от флоат-ванны осуществляют приемными валами шлаковой камеры и валами печи отжига. При транспортировании осуществляют подъем ленты стекла над приемными валами шлаковой камеры и удержание ее в поднятом положении во время транспортирования в зоне шлаковой камеры посредством уменьшения атмосферного давления над лентой стекла относительно давления, воздействующего на ленту стекла снизу. Такой перевод ленты стекла с расплава металла флоат-ванны на валы печи отжига без контакта ее с валами шлаковой камеры позволит повысить качество нижней поверхности стекла за счет значительного уменьшения таких дефектов, как отпечатки валов, посечки, мелкие выколки. 4 з.п. ф-лы, 4 ил.
1. Способ производства флоат-стекла, включающий варку стекла, слив стекломассы в флоат-ванну и формование ленты стекла на поверхности расплава металла, транспортирование ленты стекла от флоат-ванны приемными валами шлаковой камеры и валами печи отжига, отличающийся тем, что для повышения качества стекла осуществляют подъем ленты стекла над поверхностью приемных валов шлаковой камеры и удержание ее в поднятом положении во время транспортирования в зоне шлаковой камеры посредством уменьшения атмосферного давления над лентой стекла относительно давления, воздействующего на ленту стекла снизу.
2. Способ по п.1, отличающийся тем, что атмосферное давление над лентой стекла на участке расположения приемных валов шлаковой камеры уменьшают на величину, обеспечивающую подъем ленты стекла над приемными валами и удержание над ними в процессе ее транспортирования.
3. Способ по п.1, отличающийся тем, что уменьшение атмосферного давления над лентой стекла на участке расположения приемных валов шлаковой камеры создают одним или несколькими всасывающими устройствами, соединенными с вакуумной системой.
4. Способ по п.1, отличающийся тем, что ограничение подъема ленты стекла над приемными валами шлаковой камеры осуществляют путем локального наддува газовоздушной смеси на верхнюю поверхность ленты стекла со стороны всасывающих устройств.
5. Способ по п.1, отличающийся тем, что уменьшение атмосферного давления над лентой стекла в зоне шлаковой камеры создается комбинацией отсоса и локального наддува газовоздушной смеси.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВЛ^^Н^гд'СТЕКЛА | 0 |
|
SU299470A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА | 2005 |
|
RU2302380C1 |
| DE 102004059727 A1, 22.06.2006 | |||
| Виброзащитная рукоятка пневмомолотка | 1986 |
|
SU1375440A1 |
| CN 101124174 B, 16.03.2011. | |||

