Изобретение относится к области высокочастотного нагрева и может быть использовано при пайке ррторов электродвигателей.
Известно использование индукционного нагрева под пайку, роторов электродвигателей , который обеспечивается за счет теплового эффекта в эл1 4ентах соединения и припое, возникающего под действием электромагнитного поля переменного тока. Электромагн1 тное поле создается индуктором. Конфигурация и.ндуктора выбирается в зависимости от конструкции паяного соединения и физическихсвойств его элементов Наиболее ра ространены в практике индукционной пайки индукторы цилиндрического, овального, щелевого типа, а также выполненные в виде плоских спиралей tl3«
Использование таких индукторов для пайки разнотолщинных детгшей, одна из которых является базовой (массивная), а другие к ней припаиваются, не позволяет обеспечить равн(Я4ёрный нагрев паяемых разнотолщинных деталей и качественную пайку.
Наиболее близким к изобретению из известных способов электронагрева под папку учяов, состоящих из совокупности элементов, напаиваемых на базовую (массивную) деталь, является индук7 ционный способ нагрева с использова5 нйем индуктора, индуктирующий провод которого расположен над напа иваемыми деталями, который позволяет про-изводить одновременную пайку всех элементов узла, находящегося под ин10 дуктирующим проводом 2,
Однако известный способ не обеспечивает равномерного и одновременного нагрева мест пайки напаиваемых элементов и базой (массивной) детёли до температуры .
15
участки напаиваемых злементов, находящиеся ближе к индуктирукяцему проводу, нагреваются интенсивней участков, обращенных к массивной детёши, и мест пайки на самой массивной
20 детали, так как напаиваемые элементы экранируют эти места от воздействия электромагнитного поля.
Целью изобретения является повышение качества паяных соединений за
25 счет равномерного и одновременного нагрева паяемых деталей.
Поставленная цель достигается тем, что согласно способу индукционнойй пайки разнотолщинных деталей, Ъри
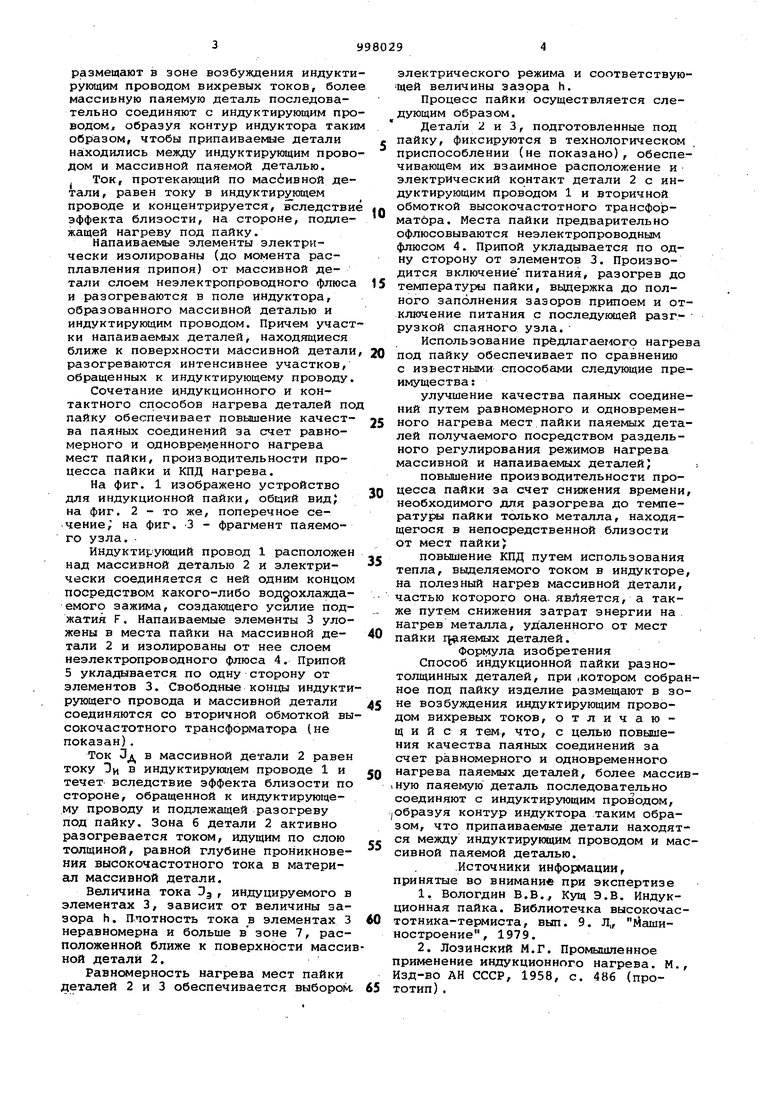
30 котором собранное под пайку изделие размещают в зоне возбуждения индукти рующим проводом вихревых токов, боле массивную паяемую деталь последовательно соединяют с индуктирующим про водом, образуя контур индуктора таки образом, чтобы припаиваемые детали на:ходш1ись между индуктирующим прово дом и массивной паяемой деталью. Ток, протекающий по масбивной детали, равен току в индуктирутадем проводе и концентрируется, вследстви эффекта близости, на стороне, подлежащей нагреву под пайку. Напаиваемое элементы электрически изолированы (до момента расплавления припоя) от массивной детали слоем неэлектропроводного флюса и разогреваются в поле индуктора, образованного массивной деталью и индуктирующим проводом. Причем участ ки напаиваемых деталей, находящиеся ближе к поверхности массивной детали разогреваются интенсивнее участков, обращенных к индуктирующему проводу. Сочетание индукционного и контактного способов нагрева деталей по пайку обеспечивает повышение качества паяных соединений за счет равномерного и одновременного нагрева мест пайки, производительности процесса пайки и КПД нагрева. На фиг. 1 изображено устройство для индукционной пайки, общий вид; на фиг. 2 - то же, поперечное сечение, на фиг. -3 - фрагмент паяемого узла. Индуктирующий провод 1 расположен над массивной деталью 2 и электрически соединяется с ней одним концом посредством какого-либо воддохлаждаемого зажима, создающего усилие поджатия F. Напаиваемые элементы 3 уложены в места пайки на массивной детали 2 и изолированы от нее слоем неэлектропроводного флюса 4. Припой 5 укладывается по одну сторону от элементов 3. Свободные концы индукти рующего провода и массивной детали соединяются со вторичной обмоткой вы сокочастотного трансформатора (не показан). Ток Зд в массивной детали 2 равен току Эи в индуктирующем проводе 1 и течет вследствие эффекта близости по стороне, обращенной к индуктирующему проводу и подлежащей разогреву под пайку. Зона б детали 2 активно разогревается током, идущим по слою толщиной, равной глубине проникновения высокочастотного тока в материал массивной детали. Величина тока Dg, индуцируемого в элементах 3, зависит от величины зазора h. Плотность тока в элементах 3 неравномерна и больше в зоне 7, расположенной ближе к поверхности масси ной детали 2. Равномерность нагрева мест пайки деталей 2 и 3 обеспечивается выбором электрического режима и соответствующей величины зазора h. Процесс пайки осуществляется следующим образом. Детали 2 и 3, подготовленные под пайку, фиксируются в технологическом приспособлении (не показано), обеспечивающем их взаимное расположение и электрический контакт детали 2 с индуктирующим проводом 1 и вторичной обмоткой высокочастотного трансформатора. Места пайки предварительно офлюсовываются неэлектропроводным флюсом 4. Припой укладывается по одну сторону от элементов 3. Производится включение питания, разогрев до температуры пайки, вьодержка до полного заполнения зазоров припоем и отключение питания с последующей разг- рузкой спаяного узла. Использование предлагаемого нагрева под пайку обеспечивает по сравнению с известными способами следующие преимущества : улучшение качества паяных соединений путем равномерного и одновременного нагрева мест пайки паяемых деталей получаемого посредством раздельного регулирования режимов нагрева массивной и напаиваемых деталейJ ; повьшение производительности процесса пайки за счет снижения времени, необходимого для разогрева до температуры пайки только металла, находящегося в непосредственной близости от мест пайки) повышение КПД путем использования тепла, вьвделяемого током в индукторе, на полезный нагрев массивной Детали, частью которого она- является, а также путем снижения затрат энергии на нагрев металла, удаленного от мест пайки г{ яемых деталей. Формула изобретения Способ индукционной пайки разнотолщинных деталей, при .котором собранное под пайку изделие размещают в зоне возбуждения идцуктирующим проводом вихревых токов, отличающийся тем, что, с целью повышения качества паяных соединений за счет равномерного и одновременного нагрева паяемых деталей, более массивную паяемую деталь последовательно соединяют с индуктирующим проводом, Образуя контур индуктора таким образом, что припаиваемые детали находятся между индуктирующим проводом и массивной паяемой деталью. .Источники информации, принятые во внимание при экспертизе 1.Вологдин В.В.,, Кущ Э.В. Индукционная пайка. Библиотечка высокочастотника-термиста, вып. 9. Л„ Машиностроение, 1979. 2.Лозинский М.Г. Промышленное применение индукционного нагрева. М,, Изд-во АН СССР, 1958, с. 486 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционной пайки | 1987 |
|
SU1473920A1 |
| СПОСОБ СОЕДИНЕНИЯ ПЛАСТИН В ПОЛУБЛОКИ ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 2001 |
|
RU2195393C1 |
| СПОСОБ ПАЙКИ ЭЛЕКТРОСОПРОТИВЛЕНИЕМ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ С ДЕРЖАТЕЛЯМИ | 2008 |
|
RU2379165C1 |
| Устройство для индукционной пайки | 2024 |
|
RU2832127C1 |
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| Способ индукционной пайки | 2023 |
|
RU2824969C1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНО-РАСПРЕДЕЛИТЕЛЬНЫХ СИСТЕМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2317184C2 |
| Способ пайки электросопротивлением | 1988 |
|
SU1558588A1 |
| СПОСОБ ИНДУКЦИОННОЙ ПАЙКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ПРОСТАЯ И МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ ПАЙКИ | 2011 |
|
RU2570861C2 |

Фиг.2
