Настоящее изобретение относится к полиграфической промышленности, более точно к устройствам для передачи печатных изделий, особенно сложенных газет, с движущегося потока изделий, уложенных внахлестку, к захватывающим средствам, соединенным с цепным транспортером.
Главным образом при печатании газет с использованием ротационных печатных машин газеты обычно подают в виде потока уложенных внахлестку изделий на транспортерной ленте, но на конечной стадии потока может быть желательным, чтобы поток был направлен вверх или вниз, когда актуальной становится проблема передачи изделий на транспортеры, которые непосредственно удерживают каждое изделие отдельно, что практически выполняется с помощью цепного транспортера с зажимами. Этот транспортер должен быть оснащен соответствующим образом отстоящими друг от друга зажимами, которые могут быть задействованы для захвата изделий, подаваемых на транспортере.
Известно устройство для передачи печатных изделий, в том числе сложенных газет, с движущегося потока уложенных внахлестку изделий к зажимным элементам, соединенным с движущимся цепным транспортером, содержащее передающий транспортер, для получения потока изделий с подающего транспортера и последовательной подачи отдельных изделий на цепной транспортер путем введения передних краев изделий в зацепление с соответствующими зажимными элементами цепи, после того как изделия пройдут подводящий край передающего транспортера (EP, 0013920, кл. B 65 H 29/66, 1980).
Этот поток изделий перемещают с относительно высокой скоростью и практически было установлено, что весьма проблематично расположить их так, чтобы при соответствующих условиях передавать в совершенно сохранном виде. По вполне очевидным причинам крайне нежелательно нарушение процесса передачи изделий, так как ротационная печатная машина может быть остановлена только в случае чрезвычайных обстоятельств, если она уже запущена в работу.
В основу изобретения поставлена задача создать устройство для передачи печатных изделий, в котором была бы обеспечена надежная передача изделий с повышенной степенью сохранности.
Поставленная задача решается тем, что в устройстве для передачи изделий, в том числе сложенных газет, с движущегося потока уложенных изделий к зажимным элементам, соединенным с движущимся цепным транспортером, содержащем передающий транспортер, для получения потока изделий с подающего транспортера и последовательной подачи отдельных изделий на цепной транспортер путем введения передних краев изделий в зацепление с соответствующими зажимными элементами цепи, после того как изделия пройдут подводящий край передающего транспортера, согласно изобретению передающий транспортер и цепной транспортер приводят синхронно от отдельного привода с регулируемой скоростью, а связанное с ним устройство для регулирования скорости оперативно соединено с датчиком для определения прохождения передних краев изделий на подающем транспортере на участке, расположенном выше по ходу подводящего края, для эффективного регулирования конечной подачи изделий для совмещения с подходом зажимных элементов.
Предпочтительно, чтобы подводящий край подающего транспортера был расположен выше, чем приемный край передающего транспортера.
Причем часть подводящего края подающего транспортера имеет регулируемую длину, а передающий транспортер является ускоряющим транспортером, выполненным с возможностью растягивания потока уложенных внахлестку изделий для активного введения передних краев изделий в зажимные элементы, при этом над подводящим краем питающего транспортера расположен прижимной вал для предотвращения первичного ускорения изделий до тех пор, пока задние края изделий не выйдут из прижимных валов.
Над передающим транспортером расположены движущиеся прижимные средства для прижима части передних краев вновь поступающих изделий к этому транспортеру для быстрого сообщения ускорения, при этом прижимные средства расположены над упругой прогибающейся под давлением частью передающего транспортера.
В настоящем изобретении ускорение изделий организовано непосредственно перед зоной передачи изделий, перемещаемых на транспортерной ленте, таким образом, чтобы они могли быть выведены в активное положение и введены в следующее захватывающее и транспортирующее средство в виде цепного транспортера, несущего зажимы. Эти зажимы по очевидным причинам должны двигаться синхронно с изделиями на первом транспортере, но при последующем повышении скорости подачи изделий или при периодическом замедлении скорости приемного цепного транспортера с зажимами можно достигнуть условия, при котором передние края подаваемых изделий перемещают с соблюдением сохранности при взаимодействии с зажимами последующего захватывающего транспортера.
Очень важно, однако, чтобы изделия ускоряли свое движение все в одинаковой степени. От ротационной печатной машины их подают с недостаточной точностью внахлестку, и поэтому требуется высокая тщательность, чтобы после ускорения изделия подавали к цепному захватывающему транспортеру по крайней мере достаточно равномерно. Установлено, что изделия, уложенные внахлестку, при передаче с первого транспортера непосредственно на транспортер, движущийся с большей скоростью, могут располагаться неравномерно в ряду изделий, движущихся с ускорением. Для преодоления этой проблемы можно использовать по меньшей мере одну из перечисленных ниже мер:
1. В зоне передачи использовать прижимной транспортер со стороны подачи подводящего транспортера, так что изделиям не предоставляют свободу какого-либо относительного смещения до тех пор, пока их задние края не покинут эту зону, т.е. пока они не выйдут из положения, при котором определенное усилие смещения может уже быть сообщено изделиям. В случае минимальных различий изделия могут занимать различные положения одно относительно другого, и этому явлению могут противостоять упомянутые здесь меры.
2. Приемный ускоряющий транспортер установлен несколько ниже подающего транспортера, причем ряд уложенных внахлестку изделий выполняет некоторый рывок в переходной зоне. При этом рывке изделия переносят в свободном состоянии, и они имеют возможность опускаться, причем сила трения между ними уменьшается в критической зоне передачи. Благодаря этому обеспечиваются условия, при которых небольшая разница в трении между изделиями не приводит к заметному увеличению взаимного смещения между изделиями, когда их принуждают выдвигаться под действием ускоряющего транспортера.
3. Над ускоряющим транспортером установлен вращающийся вал, снабженный выступающими пальцами или рифлями, который благодаря синхронному движению может прижимать передний край последовательно приближающихся изделий к ускоряющему транспортеру. Таким образом можно работать с очень четко определенными позициями этого транспортера, эффективно осуществляющего контроль за транспортируемыми изделиями. Так как толщина изделий может колебаться, то соответствующая зона приема транспортера должна иметь упругую опору, чтобы прижим осуществлялся с достаточно определенным усилием, независимо от толщины ряда изделий.
Далее настоящее изобретение описано более подробно со ссылками на чертеж, на котором изображен вид сбоку устройства передачи, выполненного в соответствии с настоящим изобретением.
Ряд печатных изделий, уложенных внахлестку, например газет 2, подают на первый транспортер 4, содержащий верхнюю рабочую ветвь, длина которой является переменной благодаря тому, что ведущий вал 6 имеет возможность перемещаться в горизонтальной плоскости для регулирования устройства. Этот транспортер приводят двигателем 8 синхронно с подающим транспортером.
За транспортером 4 расположен другой транспортер 10, принимающий ряд газет на несколько меньшей высоте, так что ряд газет совершает рывок без опоры на определенное расстояние. Последний транспортер сообщает газетам ускорение и подает их последовательно в зажимы 12 на захватывающей цепи 14, которую вместе с транспортером 10 приводят двигателем 16. Две части должны приводиться синхронно, причем цепь 14 должна перемещаться несколько медленнее, чем транспортер. Газеты подают таким образом, что они выступают над выпускающим валом 18, причем сложенные передние края заходят в зажимы 12, которые автоматически закрываются так, чтобы удерживать газеты сверху при транспортировке. Надежный захват газет обеспечивают благодаря тому, что газеты подают с более высокой скоростью, чем скорость зажимов, так что передние края газет могут доходить до основания зажимов, до того как зажимы закрываются. Это важно как для обеспечения надежности зажима, так и для сохранения порядка, в котором газеты подают цепным транспортером.
Однако для такой передачи изделий с соблюдением их сохранности необходимы условия, при которых изделия направляют так, чтобы их передние края располагались очень точно для захвата или зажима. В определенной степени это достигается контролированием фазы движения захватывающей цепи относительно приближения передних краев печатных изделий, но она не полностью сохраняется, так как могут иметь место неравномерности как в ряду подаваемых изделий, так и в равномерности ускорения изделий на транспортере 10; этому ускорению противодействуют исходное проскальзывание изделий на транспортере 10 и их сопротивление из-за удерживания их лежащими внахлестку изделиями.
Более четкое контролирование может быть достигнуто с помощью датчика 20, определяющего прохождение передних краев изделий на первом транспортере 4, и подрегулировкой двигателя 16 до тех пор, пока не будет обеспечено правильное взаимодействие.
Таким рывком ряда изделий между двумя транспортерами 4 и 100 достигается условие, при котором трение между изделиями в самой зоне передачи снижается, причем колебания в величине трения между изделиями оказывают меньшее влияние на точность передачи.
В соответствии с настоящим изобретением, однако, желательно и возможно дальнейшее повышение сохранности изделий путем фиксирования их на транспортере 4 в то время, пока они остаются на нем, и/или путем введения изделий во взаимодействие с транспортером 10 с большей силой трения, как только они покидают транспортер 4. Таким образом исключается явление, при котором на точность передачи оказывают влияние колебания в трении скольжения между уложенными внахлестку изделиями.
Фиксирование изделий на транспортере 4 осуществляют с помощью прижимного вала 22, оказывающего давление на ведущий вал 6, предпочтительно через промежуточную транспортерную ленту 24, которая ведет передние края изделий, обеспечивая их сохранность при прохождении под валом 22. Когда вал 22 или соответствующий ряд отстоящих друг от друга коротких валов вращаются с такой же окружной скоростью, с которой движется транспортер 4, изделия 2 будут предохранены от вырыва их из взаимодействия при воздействии относительно слабых тянущих усилий, возникающих в результате фрикционного взаимодействия между транспортером 10 и передними краями изделия. Таким образом, ускорение изделий не может быть начато до тех пор, пока задние края изделий не выйдут из-под воздействия давления между ведущими валами 6 и 22. По очевидным причинам вал 22 должен быть приспособлен для следования за валом 6 в горизонтальной плоскости при регулировании положения последнего.
Упомянутое усиление фрикционного взаимодействия между изделиями 2 и транспортером 10 может быть достигнуто с помощью вала 26, расположенного над этим транспортером, которому сообщают движение посредством передачи 24 от двигателя 16, причем вал снабжен рифлями или пальцами 28, которые при вращении вала последовательно прижимают передние края изделий 2 к ускоряющему транспортеру 10. Под этой зоной давления транспортерная лента 10 опирается на упругий элемент 30, так что прижатие может быть осуществлено почти с одинаковой силой, независимо от толщины ряда изделий.
Заметное влияние оказывает то, что валы 22 и 26 находятся на расстоянии, которое соответствует или только слегка больше, чем длина изделий 2. Это расстояние может быть предварительно отрегулировано путем смещения пары валов 6, 22. Если усиливается тенденция к изменению перемещений передних краев в критические моменты времени для такой регулировки двигателя 16, установлен датчик 20, чтобы рифли или пальцы 28 вновь прижимали изделия в правильной фазе, т.е. за пару сантиметров от их передних краев. После этого изделия автоматически вводятся в зажимы правильным образом.
Предпочтительно, чтобы вал 26 был изготовлен из двух отдельных колес, взаимодействующих с изделиями около их противоположных краев, т.е. в зоне, где нет печатной краски на изделиях. Свободный рывок потока изделий в зоне передачи вносит свой вклад в то, чтобы исключить смазывание печатной краски.
Изобретение относится к устройствам для подачи печатных изделий. В линиях для подачи печатных изделий от ротационных печатных машин актуально передавать ряд печатных копий 2, уложенных внахлестку, с ленты транспортера 4 на цепной транспортер 14, оснащенный зажимами 12 для захвата передних краев копий. Проблемой является обеспечение сохранности при захвате, но эта проблема решается настоящим изобретением благодаря применению ускоряющего транспортера 10, с помощью которого копии позитивно вводят в зажимы 12 до тех пор, пока они не будут задействованы для захвата передних краев копий. Прижимные средства 22, 26, 28 использованы для сообщения ускорения копиям эффективным и равномерным образом, что повышает степень сохранности печатных изделий при их подаче. 4 з.п.ф-лы, 1 ил.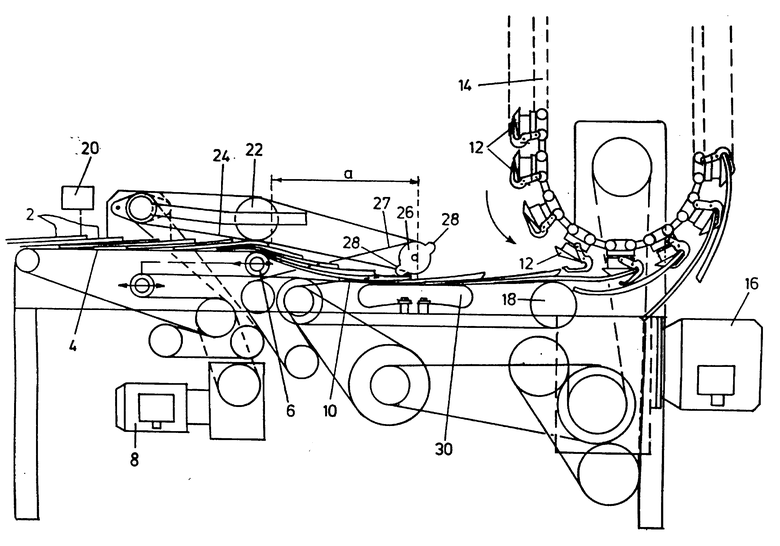
| Глобус и географическая карта с панорамным видом городов | 1925 |
|
SU13920A1 |
| Устройство для образования ступенчатого потока листов | 1971 |
|
SU487829A1 |
| Устройство для транспортирования в нахлестку листовой печатной продукции | 1974 |
|
SU625596A3 |
| US 4424965 A, 10.01.84. | |||

