Изобретение относится к термоэлектрическому приборостроению и может быть использовано при изготовлении термоэлектрических модулей.
Особенностью изготовления всех современных термоэлектрических модулей является то, что вначале формируют полупроводниковые пластины различных типов проводимости, которые через изоляционные прокладки последовательно соединяют между собой, коммутируют их посредством присоединения к коммутационным шинам через металлические пластины, в основном свинцовые, проводят промежуточную пайку между всеми соединяемыми пластинами.
Известен способ изготовления термоэлектрических модулей, в котором полупроводниковые пластины формируют в блоки, прижимая пластины одна к другой боковыми поверхностями, и после нанесения на пластины никелевой или кобальтовой прослойки гальваническим путем покрывают последовательно слоем свинца, а затем слоем металла определенной толщины, после чего проводят поблочную пайку их к металлическим шинам (см. а.с. СССР N 918996, H 01 L 35/34, БИ N 13, 1982 г.).
Недостатками этого способа являются сложность достижения коммутации за счет низкой технологичности, наличие ручных операций, потребность в сборщиках высокой квалификации и, как следствие, высокая стоимость изделия.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления цепочек термоэлементов с чередующимися элементами "p" и "n"-типов проводимости, включающий изготовление брусков из полупроводниковых материалов "p" и "n"-типов проводимости, припаивание ряда брусков в порядке чередования типа проводимости между электропроводящими платами (см. а.с. СССР N 669432, H 01 L 35/02, БИ N 23, 1979 г.). Этот способ принят за прототип.
Недостатком описанного способа является сложность технологического процесса, включающего изготовление брусков из полупроводникового материала, плат, групповой пайки брусков и плат, прорезание плат вдоль брусков. Процесс изготовления термоэлектрического модуля из монокристаллов не поддается автоматизации, содержит большое количество трудоемких ручных операций. Отдельные операции изготовления не поддаются объективному контролю и проводятся посредством многократного наблюдения под микроскопом. Способ имеет низкий процент выхода годных изделий, что значительно удорожает его стоимость.
Целью предлагаемого изобретения является упрощение технологического процесса изготовления термоэлектрического модуля, что ведет к его удешевлению, исключение большого количества ручных операций и, как следствие, возможность применения его в серийном и промышленном производстве. При осуществлении способа объективно контролируются такие параметры, как толщина, вязкость, адгезия.
Указанная цель достигается тем, что полупроводниковые элементы "n" и "p"-типа проводимости, а также изоляционные элементы формируют таким образом, что по крайней мере один полупроводниковый элемент изготавливают в виде плоской заготовки, а остальные - в виде заготовок c по меньшей мере одним буртиком, высота которого соответствует толщине изоляционного элемента; полупроводниковые элементы "n" и "p"-типа проводимости последовательно соединяют так, чтобы буртики одного элемента контактировали с поверхностью элемента другого типа проводимости, а изоляционные элементы располагались между ними и ограничивались буртиком; полученную многослойную структуру помещают в пресс-форму, после чего производят термообработку посредством нагрева со скоростью не выше 600K/час до температуры, равной 0,7-0,95 от температуры плавления полупроводникового материала, прикладывают давление не менее 25 кг/см2, выдерживают при этом режиме в течение 5 - 60 мин, затем снижают температуру до 200-240oC, снимают давление и охлаждают пресс-форму до комнатной температуры. Токоведущие накладки могут быть сформированы на полупроводниковых элементах как до загрузки многослойной структуры в пресс-форму, так и после.
Сущность предлагаемого способа состоит в следующем. Из полупроводниковых материалов "n" и "p"-типов проводимости и изоляционных материалов в порошкообразном состоянии формируются сырые неспеченные полосы требуемой толщины методом порошковой металлургии. Полосы разрезаются на ленты необходимых размеров. Из полупроводниковых материалов формируются заготовки с буртиками, высота которых определяется толщиной изоляционных слоев и составляет, как правило, 50-300 мкм, часть заготовок формируется без буртиков. В специальное приспособление (например, пресс-форму) на нижний пуансон помещают накладку из токоведущего материала, обеспечивающего надежный контакт. Таким материалом может быть, например, никель, который поддается пайке и сварке. На токоведущий материал последовательно помещают слои полупроводниковых элементов "n" и "p"-типа и изоляционного материала. Количество ветвей определяется тепловой мощностью термоэлектрического модуля и может достигать нескольких десятков. На верхний слой полупроводникового элемента накладывают верхний слой токоведущего материала и создают давление, опуская верхний пуансон. Возможны варианты нанесения токоведущих накладок после создания многослойной структуры полупроводникового термоэлектрического элемента. Пресс-форму с размещенной в ней сборкой заготовок помещают в установку, позволяющую производить термообработку с приложением внешнего давления, например, установку диффузионной сварки или горячего прессования. Технологические режимы подбираются в зависимости от природы полупроводниковых материалов. Процесс должен проводиться при температуре 0,7-0,95 от температуры плавления и внешнем давлении не менее 25 кг/см2, причем скорость нагрева должна быть не выше 600K/час. В таком режиме производят обработку в течение 5 - 60 мин, причем нижний предел относится к полупроводниковым материалам, таким как Bi2Fe3, а верхний - для SiC. Большое значение имеют такие свойства полупроводникового материала, как температура плавления, коэффициент линейного термического расширения (КЛТР), электрическое сопротивление, взаимная совместимость, причем температуры плавления КЛТР как полупроводниковых, так и изоляционных материалов не должны отличаться более, чем на 5%. Другим важным фактором является выбор материала токоведущих накладок. Материал должен хорошо привариваться к полупроводниковым материалам, иметь минимально переходное сопротивление, не менять свойств при термообработке, обладать хорошей смачиваемостью с припоями. Введение такого элемента, как токоведующие накладки определяется тем, что большинство полупроводниковых материалов плохо смачивается припоями. Введение же дополнительных операций металлизации существенно увеличивает себестоимость изготовления термоэлектрических приборов и требует дополнительного энергоемкого оборудования.
Пример осуществления способа.
В качестве полупроводниковых элементов использован материал на основе Bi2Fe3 с различными модифицирующими добавками, определяющими тип проводимости, а изоляционный материал представлял собой композицию на основе стекла системы Bi2O3-B2O3 с различными добавками, повышающими влагостойкость и смачиваемость полупроводникового материала при вязком течении стекла в процессе горячего прессования.
Полупроводниковые материалы имеют одинаковую температуру плавления, а температура начала размягчения стекла соответствует температуре спекания полупроводников.
Из каждого из перечисленных материалов готовят термопластичный шликер, который выливают через фильеру на непрерывно движущуюся подложку. Регулируя щель фильеры получают после сушки сырую гибкую пленку требуемой толщины. Из пленки формируют элементы из материалов "n" и "p"-типа и изоляционных прокладок. Полученные из полупроводниковых материалов элементы помещают в пресс-форму и формируют заготовки с буртиком, шириной не более 0,8 мм и высотой не более 0,3 мм по той стороне заготовки, по которой будет осуществляться коммутация отдельных ветвей термоэлектрического модуля. Часть заготовок из полупроводниковых материалов оставляют без буртика. Из полос изоляционного материала формируют ленточные заготовки толщиной, равной высоте буртика, т.е. 0,3 мм и шириной на 0,8 мм меньше ширины заготовок из полупроводниковых материалов. Ширина и длина заготовок определяются расчетным путем и необходимой холодопроизводительностью термоэлектрического модуля и составляет в данном случае 5 х 40 мм. Сборку полупроводниковых элементов, изоляционных прокладок и токоведущего материала производят в виде многослойной структуры, как показано на чертеже.
В пресс-форму 1 на нижний ее пуансон 2 помещают токоведущий материал 3 в виде никелевой полоски шириной 1 мм и толщиной 0,2 мм, затем последовательно размещают заготовку полупроводникового материала "n"-типа 4, заготовку из изоляционного материала 5 толщиной 0,3 мм и полупроводникового материала "p"-типа 6. Под верхний пуансон, на последнюю заготовку полупроводникового материала укладывают верхний токоведущий материал 7 в виде никелевой полоски шириной 1 мм.
При сборке отдельных слоев необходимым условием является хорошее контактирование полупроводниковых материалов между собой посредством буртиков. Заготовки полупроводниковых материалов размещают таким образом, чтобы буртики находились с противоположной стороны от токоведущих полос. В совокупности такая сборка представляет одну ветвь термоэлектрического модуля, количество которых зависит от холодопроизводительности и определенных конструктивных требований.
Пресс-форму помещают в установку диффузионной сварки, прикладывают небольшое давление, равное ~0,05-0,1 значения давления горячего прессования, и откачивают воздух из камеры разрежения до давления 1•10-1 - 5•10-2 мм.рт.ст. После этого производят нагрев пресс-формы со скоростью ~600K/час. По достижении температуры, равной значению 0,7-0,05 температуры плавления полупроводникового материала (~510oC), давление увеличивают до величины 50 кг/см2. Время выдержки при максимальной температуре (~510oC) составляет 12 - 15 мин. После выдержки температуру плавно снижают до значения 200 - 240oC и снимают давление, а пресс-форма охлаждается до комнатной температуры. На этом процесс изготовления термоэлектрического модуля заканчивается.
Таким образом, как видно из описанной технологии, предлагаемый способ имеет серьезные преимущества перед известными ранее, главным из которых является уменьшение количества операций, что значительно упрощает и удешевляет технологию. Сложные процессы коммутации заменены простым соприкосновением полупроводниковых элементов за счет буртиков. Все технологические операции вплоть до разбраковки поддаются автоматизации, что существенно при промышленном использовании способа. Появляется возможность объективного контроля параметров комплектующих элементов: толщины, вязкости, адгезии и др., что также снижает себестоимость изделий при увеличении процента выхода годных изделий и сохранении их качества.
Изобретение относится к термоэлектрическому приборостроению и может быть использовано при изготовлении термоэлектрических модулей в серийном и промышленном производстве. Изобретение решает задачу упрощения технологического процесса изготовления термоэлектрического модуля за счет исключения ручных операций и его удешевления. Для решения этой задачи при изготовлении термоэлектрического модуля из полупроводниковых элементов с чередующимися элементами n- и p-типа проводимости, между которыми размещены изоляционные элементы, полупроводниковые изоляционные элементы формируют методом порошковой металлургии, полупроводниковые элементы изготавливают с по меньшей мере одним буртиком, высота которого соответствует толщине изоляционного элемента, а элементы n- и p-типа проводимости последовательно соединяют так, чтобы буртики полупроводникового элемента одного типа проводимости контактировали с боковой поверхностью полупроводникового элемента другого типа проводимости, а расположенные между ними изоляционные элементы ограничивались буртиком, полученную многослойную структуру помещают в пресс-форму, после чего производят термообработку в специальном режиме. 1 ил.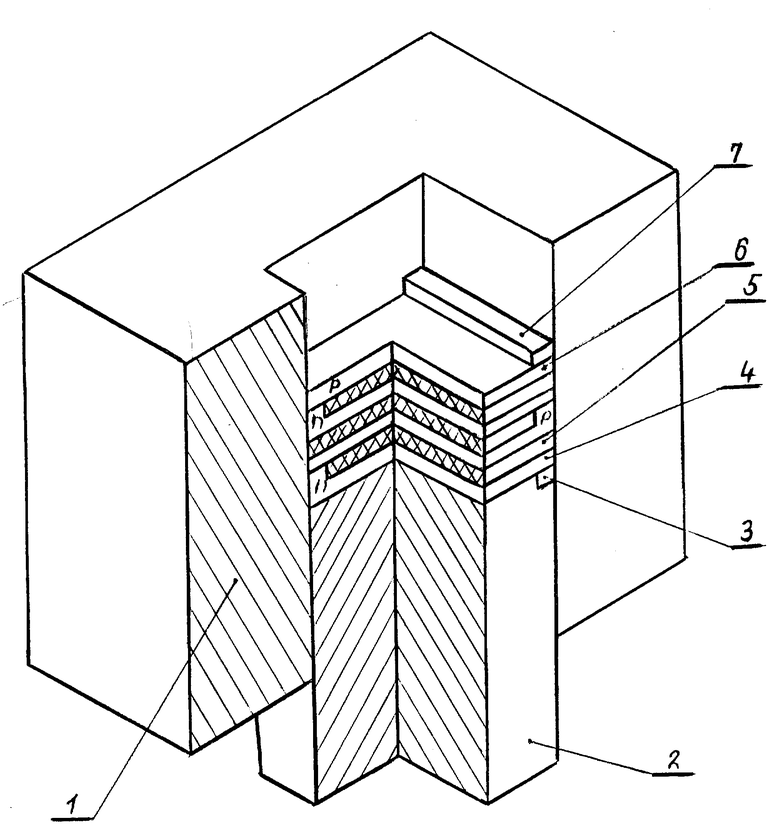
Способ изготовления термоэлектрического модуля с чередующимися полупроводниковыми элементами n- и p-типа проводимости, включающий изготовление полупроводниковых и изоляционных элементов, размещение полупроводниковых элементов в порядке чередования типа проводимости между изоляционными прокладками и формирование контактных площадок из токоведущего материала, отличающийся тем, что по крайней мере один полупроводниковый элемент формируют в виде плоской заготовки, а остальные - с по меньшей мере одним буртиком, высота которого соответствует толщине изоляционного элемента, элементы n- и p-типа проводимости устанавливают так, чтобы буртики полупроводникового элемента одного типа проводимости контактировали с боковой поверхностью полупроводникового элемента другого типа проводимости, а изоляционные элементы располагались между ними и ограничивались буртиком, полученную многослойную структуру помещают в пресс-форму, после чего производят термообработку посредством нагрева со скоростью не выше 600 K/ч до температуры, соответствующей 0,7 - 0,95 температуры плавления полупроводникового материала, прикладывают давление не менее 25 кг/см2, выдерживают при этом режиме в течение 5 - 60 мин, затем снижают температуру до 200 - 240oC, снимают давление и охлаждают пресс-форму до комнатной температуры.
| Способ изготовления цепочек термоэлементов | 1976 |
|
SU669432A1 |
| Способ коммутации термоэлементов | 1980 |
|
SU918996A1 |
| GB 1540203 A, 1979 | |||
| US 5009717 A, 1979 | |||
| УСТРОЙСТВО ДЛЯ ПРОФИЛАКТИКИ И/ИЛИ ЛЕЧЕНИЯ РЕФРАКЦИОННЫХ НАРУШЕНИЙ ЗРЕНИЯ | 2016 |
|
RU2644283C1 |
| DE 19541185 A1, 07.05.97. | |||
