Предлагаемая группа изобретений относится к области непосредственного прямого преобразования химической энергии топлива в электрическую, а конкретно к высокотемпературным электрохимическим устройствам (ВТЭХУ) с твердым оксидным электролитом (ТОЭ) и может быть использована для изготовления единичного высокотемпературного топливного элемента (ВТТЭ) и его компонентов.
Высокотемпературные топливные элементы являются на сегодня одним из перспективных источников электрической энергии, как в передвижных установках, так и в стационарных электростанциях большой мощности и могут рассматриваться как альтернатива атомной энергии.
Наиболее важной особенностью ВТТЭ является непосредственное превращение химической энергии некоторых видов топлива в электрическую, благодаря чему такое преобразование энергии не подпадает под ограничения цикла Карно и теоретически возможно достижение КПД - 80%. В настоящее время на опытных образцах достигнуты значения КПД - 50%, а реально достижимые в ближайшее время величины КПД составят 65 - 70%. Кроме этого, по сравнению с традиционными способами генерирования электричества, топливные элементы обладают рядом других преимуществ: модульность конструкции, высокий КПД при частичной электрической нагрузке, возможность совместной генерации электрической и тепловой энергии, на несколько порядков ниже выход загрязняющих продуктов, отсутствие движущихся деталей и узлов.
В последнее время наиболее активно ведутся исследования и разработки высокотемпературных твердооксидных топливных элементов (по международной классификации "Solid Oxide Fuel Cells" (SOFC).
Они имеют несколько явных преимуществ перед другими типами топливных элементов, такие как: использование оксидных материалов для электродов, отсутствие в топливном элементе жидкостей, их циркуляции, т.е. преимущество твердого электролита. Использование в керамической топливной ячейке твердого оксидного электролита исключает коррозию материалов и задачи контроля электролита. Керамические топливные элементы обычно работают при высоких температурах (>600oС). Высокие рабочие температуры повышают скорость реакции, позволяют преобразовывать углеводородное топливо в топливном элементе (внутренний реформинг) и производить высокопотенциальное тепло, пригодное для регенерации и использования в основном цикле. Таким образом, энергетические установки, базирующиеся на керамических топливных элементах, могут быть простыми и более эффективными, чем многие другие известные технологии получения электрической и тепловой энергии. Более того, поскольку все компоненты ВТТЭ находятся в твердом состоянии, керамические топливные элементы могут быть сформированы в виде очень тонких слоев, а самим компонентам элемента могут придаваться уникальные формы, что недостижимо в системах топливных ячеек, использующих жидкий электролит.
С другой стороны, керамические топливные элементы предъявляют повышенные требования к материалам, используемым для изготовления их компонентов. Получение керамических порошков и развитие методов их формирования и производства играют ключевую роль в технологиях керамических топливных элементов.
Основными компонентами керамического топливного элемента являются электролит, анод, катод и токопроход. Каждый компонент выполняет несколько функций в топливной ячейке и должен отвечать определенным требованиям: обладать стабильностью свойств (химических, фазовых, структурных, размерных) в окислительной и/или восстановительной средах, химической совместимостью с другими компонентами и надлежащей проводимостью. Компоненты керамических топливных элементов должны иметь сходные коэффициенты термического расширения для исключения отслоения и разрушения в процессе изготовления и эксплуатации. Электролит и токопроход должны быть достаточно плотными для предотвращения смешивания газов анодного и катодного пространств, тогда как анод и катод должны быть пористыми, чтобы обеспечить перенос газа к месту протекания реакции и отвод продуктов реакции.
В дополнение к перечисленным требованиям, компоненты ячейки должны обладать высокой прочностью и стойкостью и обеспечить возможность простого и дешевого способа ее изготовления. Кроме того, способы изготовления компонентов керамического топливного элемента должны быть совместимы, поскольку условия производства элемента не могут быть разделены и быть независимыми для каждого компонента. Например, если компоненты изготавливают и соединяют один за другим, то температура спекания каждого последующего компонента должна быть равна или ниже, чем для предыдущего компонента, чтобы избежать изменения микроструктуры предыдущего. Если компоненты формируются в сыром виде, тогда все они должны спекаться в одних и тех же режимах. Более того, компоненты керамического топливного элемента должны быть совместимы не только при рабочей температуре, но и при более высоких температурах, при которых происходит формирование керамических структур.
В настоящее время разработаны и широко используются технологии изготовления (ВТТЭ), их компонентов: электродов, электролитов, токопроходов, которые, в основном, удовлетворяют предъявляемым к ним требованиям по химической стабильности, термостойкости, электрическим и другим свойствам. Их составы представляют из себя, главным образом, керамические материалы на основе диоксида циркония, оксидов церия, тория, бария, стронция, висмута и соединения перовскитового типа на основе оксидов хрома, марганца, кобальта, никеля, лантана, модифицированные магнием, кальцием, стронцием, барием, скандием, иттрием, церием и другими лантаноидами. В технологии изготовления материалов для ВТТЭ применимы все известные способы изготовления керамических материалов. Однако все возрастающие и усложняющиеся специфические требования, предъявляемые к конструкциям ВТТЭ в целом, такие как:
- заданная пористость керамических электродов при достаточной конструкционной прочности и электрической проводимости;
- уменьшение толщины пленки электролита при сохранении газоплотности и, как следствие, необходимость формирования тонких пленок электролита на пористых несущих электродах при максимальном увеличении удельной рабочей поверхности на единицу веса ВТТЭ, существенно ограничивают применение известных керамических технологий и материалов при формировании самих компонентов ВТТЭ - электродов, электролитов, токопроходов и др.
Одно из ограничений обусловлено большими различиями в температурах спекания материалов, из которых изготавливаются сопрягаемые компоненты ВТТЭ (например, спекание электролита 10YSZ происходит при температуре 1700oС, а несущего катода из манганита-лантана-стронция La0,7Sr0,3MnO3 - при 1450oС). В то же время, эти температуры, характерные для каждого материала, являются необходимыми для полной стабилизации их свойств, используемых в ВТТЭ. Поэтому разрабатываемые в последние годы специальные способы формирования твердых оксидных электролитов и электродов оказываются неэффективными, поскольку, в основном, базируются на максимальном увеличении активности порошков для снижения и сближения температур спекания электролитов и электродов. Действительно, удается сформировать поверхности контактов ВТТЭ: катод/электролит/ анод при температурах на 100 - 400oС ниже обычного. Однако материалы, уже находясь в составе изделия и продолжая оставаться достаточно активными, продолжают приобретать фазовую структуру уже во время эксплуатации изделия при 900 - 1100oС, что сопровождается неравномерными усадками различных компонентов ВТТЭ, их повышенной взаимной диффузией, приводящим к разрушению или неприемлемому снижению эксплуатационных свойств изделия.
В модификациях известных керамических технологий, в которых меняются методы формирования компонентов ВТТЭ из порошков (изостатическое прессование, экструзия, плазменное напыление, вакуумное напыление и др.) вынуждены пользоваться активными порошками или в процессе самого формирования или далее по технологическому процессу изготовления, используя дополнительные приемы: уплотнение электролита, обеспечение заданной пористости или увеличение адгезии сопрягаемых элементов и т.д.
Известен способ изготовления ВТТЭ, включающий последовательное нанесение топливного электродного слоя, электролитного слоя и воздушного электродного слоя, образующих трехслойный элемент на несущей подложке, выполненной из CSZ, а электролитный слой - из YSZ, при этом подложка выполнена с КТР, равным КТР электролитного слоя, нанесенного посредством напыления с термообработкой в процессе нанесения. Термообработка осуществляется нагревом со скоростью 50oС/час до достижения температуры 1450oС, выдерживании при этой температуре в течение 6 часов с последующим снижением с такой же скоростью (патент США N 5021304, кл. H 01 M 8/10, H 01 M 4/86, опубл. 1991).
При изготовлении ВТТЭ в соответствии с данным патентом используют широкую номенклатуру исходных веществ и соединений. Изготовление его отдельных компонентов: катода, анода, электролита, токопрохода, интерфейсного и электроизолирующего слоев осуществляется различными технологиями, что в итоге усложняет процесс изготовления всего ВТТЭ в целом и особенно усложняет его аппаратурную реализацию.
Альтернативой данному методу могут быть технологии с использованием процессов, основанных на пиролизе соединений металлов с различными органическими реагентами, содержащими элементы, входящие в состав формируемых компонентов ВТТЭ.
Анализ известных аналогичных технических решений позволяет сделать вывод и о том, что роль органических реагентов при изготовлении электролитов и электродов одинакова в части снижения температур спекания (формирования), но различна, а именно - противоположна - в части желаемого конечного результата, т. к. электролит должен быть газоплотным, а электрод - пористым. При этом возникает тенденция использования различных классов органических соединений, что в итоге приводит к неизбежному расширению используемой номенклатуры веществ и материалов и удорожанию изготовления ВТТЭ в целом.
Так, если в способах формирования электролита, в основном, используются β-дикетоны, то в способах формирования электродов и другие, самые различные, классы органических соединений: спирты, карбоновые кислоты, амины и многие другие (в том числе легко воспламеняющиеся), для различных металлов и групп металлов.
В этой связи процесс изготовления материалов для формирования любых компонентов ВТТЭ должен быть универсальным и укладываться в рамки однотипных процессов и оборудования, как при изготовлении самих материалов, так и компонентов ВТТЭ на их основе, что значительно снижает себестоимость изделия, сокращает номенклатуру используемых материалов и веществ, а также всего используемого технологического оборудования.
Керамический катод может являться несущей конструкционной основой ВТТЭ. К несущему катоду топливного элемента предъявляют следующие основные требования:
- общая пористость и размер пор катода должны обеспечивать свободный подвод кислородосодержащего газа к трехфазной границе "катод-электролит-газ";
- достаточная механическая прочность для обеспечения надежной эксплуатации топливного элемента в течение длительного времени;
- коэффициент термического расширения (КТР) катода должен быть близок к КТР твердого электролита, для исключения возникновения механических напряжений, приводящих к разрушению слоя твердого электролита.
Первые два требования противоречат друг другу, поэтому на практике всегда существует проблема отыскания их компромиссного значения.
Третье требование, в основном, обеспечивается выбором материалов.
В качестве материала для изготовления катода используют, например, оксидные соединения La, Mn, Cr, Co, Ni, допированные оксидами Mg, Ca, Sr, Ba и др.
С учетом предъявляемых требований, в том числе и из-за высоких рабочих температур (порядка 1000oС), в SOFC на основе YSZ для изготовления катодов могут быть использованы благородные металлы или оксидные соединения с электронной проводимостью. Однако благородные металлы, такие как платина, палладий или серебро, в связи с их высокой стоимостью практически используются в SOFC только для исследовательских целей. В последнее время наибольшее распространение получил допированный манганит лантана LaMnO3.
Как отмечалось выше, выбор материала для изготовления несущего пористого катода осуществляют с учетом его проводимости, КТР и других свойств. В этой связи температура предварительного обжига (синтеза) выбранного материала является заранее заданной (обусловленной температурой, при которой материал приобретает необходимый фазовый состав) и не может быть изменена в широких пределах. Это, в свою очередь, не позволяет варьировать диффузионные и прочностные характеристики несущего пористого катода. Кроме того, спекание при высоких температурах предполагает большие энергозатраты на производство топливных элементов.
Из уровня техники известно, что способы изготовления электродов отличаются в зависимости от конструкции ВТТЭ.
В конструкциях с несущим электролитом изготовление электродов (в большинстве случаев) заключается в нанесении взвеси мелкодисперсного материала в каких-либо растворителях (спирт, ацетон, и т.д.) на поверхность электролита, последующем обжиге при температуре, обеспечивающей надежное сцепление электродного материала с электролитом. Нанесение электродной массы на поверхность электролита осуществляют обычно посредством окраски, погружения или разбрызгивания.
Электрод также можно изготовить химическим осаждением на поверхность несущего твердого электролита из растворов или газовой фазы, термическим разложением солей металлов, совместным горячим прессованием электродного материала с электролитом, напылением (Перфильев М.В., Демин А.К., Кузин Б.Л. , Липилин А.С. Высокотемпературный электролиз газов. - М.: Наука, 1988, с. 98).
В конструкциях с несущим электродом электроды изготавливают различными методами формования: экструзией, одноосным или изостатическим прессованием, литьем, - из специально приготовленных формуемых масс.
Наиболее близким к заявленной группе изобретений в отношении изготовления катода по технической сущности и достигаемому результату является способ изготовления трубчатого несущего электрода для твердого оксидного электролита электрохимического элемента, заключающийся в сухом смешивании порошков MnO2, CaCO3 и La2O3 (для получения после спекания манганита лантана (LaMnO3), допированного кальцием), прессовании полученной смеси в брикеты, высокотемпературном синтезе путем спекания спрессованных брикетов и последующем их измельчении до получения порошка с заданным размером частиц, смешении приготовленного порошка с удаляемыми: пластификатором, порообразователем и водорастворимой связкой для получения формуемой массы, ее формованием в тонкостенные трубки и последующим их спеканием (патент США, N 5108850, кл. H 01 M 4/88, опубл.1992).
Помимо ограничений, присущих известным аналогичным техническим решениям, твердофазный синтез, используемый в технологии, защищенной данным патентом, не обеспечивает гомогенных свойств порошка. Кроме того, она предусматривает использование пластификатора, порообразователя и водорастворимой связки. Процесс спекания идет при высоких температурах с большими усадками, что требует дополнительных приемов для получения изделия требуемых размеров, т.е. технология достаточно трудоемкая и энергоемкая.
Разрабатываемые в настоящее время высокотемпературные топливные элементы с твердыми оксидными электролитами могут быть разделены на два класса: проводящие по ионам кислорода и по ионам водорода (протона). Среди многочисленных исследованных высокотемпературных твердых электролитов перспективными по физико-химическим свойствам и химическому составу считаются два типа:
- электролит с ионной кислородной проводимостью на основе модифицированного диоксида циркония;
- электролит с ионной протонной проводимостью на основе модифицированного церата бария (или церата стронция).
В настоящее время многие фирмы работают над проектами по изготовлению (1 - 10) кВт генераторов: Westenghouse Electric Corp. (USA), Fuji Electric Co. (Япония), Asea Brown Boveri AG (Германия), NGK Insulators Ltd (Япония), Mitsubishi (Япония), Osaka Gas Co. (Япония), Allied-Signal Inc. (USA), Siemens AG. (Германия), International Fuel Cell Corp. (USA) и др.
Такое внимание к проблеме обусловлено теми потенциальными физико-химическими свойствами, которые заложены в твердых электролитах и, соответственно, могут быть реализованы в электрохимических устройствах.
Вполне вероятно, что к 2000 году будут изготовлены генераторы (0,5 - 1,0) МВт с удельной мощностью (1,0 - 1,5) Вт/см2.
В настоящее время наиболее близким к промышленной реализации по степени проработки является ВТТЭ на основе диоксида циркония в трубчатом исполнении. Ведутся исследования и практические работы по ВТТЭ с модифицированным цератом бария (стронция) в связи с исключительной перспективностью протонного электролита. Это подтверждается анализом известного состояния техники, в том числе научными работами, посвященными протонному электролиту, его широкому обсуждению на международных научных семинарах и конференциях. На некоторых образцах тонкопленочных (σ = 10 - 15 мкм) протонных электролитов достигнута плотность тока 0,3 А/ см3 при напряжении 0,4V и температуре 600oС. Эти значения примерно в три раза выше, чем с электролитом на основе диоксида циркония в тех же условиях, что объясняется очень низкой поляризуемостью традиционных электродов в контакте с этой керамикой и меньшей энергией активации, чем у циркониевого электролита при температурах ниже 800oС.
Однако необходимо отметить, что реализация отмеченных выше преимуществ электрохимических устройств на высоком уровне представляется возможной только при решении общей для всех направлений проблемы - освоения новейших технологий как в производстве необходимых керамических материалов, так и в использовании этих материалов в процессе изготовления самих ВТТЭ. Особенно трудоемка задача создания технологии нанесения газоплотных слоев (σ = 1 - 40 мкм) электролитов на несущих электродах (газоплотных и пористых). Для конструкций протонных электролитов тонкопленочное исполнение имеет особое значение, так как в данном случае основными потерями являются омические, а керамика электролита BaCeO3 обладает заметно меньшей механической прочностью по сравнению с ZrO2 и, таким образом, не может одновременно выполнять две функции -материала конструкционного несущего элемента и электролита.
Научно-технические проблемы изготовления тонкопленочных электролитов дополняются высокой стоимостью технологии их изготовления. Так, даже если все технические проблемы будут решены, но технология будет предусматривать поддержание параметров для получения воспроизводимых характеристик, допустим температуры, с точностью 2 градуса, это уже неприемлемо дорогая и ненадежная технология.
Вместе с тем известный двухстадийный высокотемпературный синтез оксидных порошковых материалов для изготовления тонкопленочных электролитов сегодня неприемлем, поскольку для формирования слоев толщиной 1 - 40 мкм необходимы исключительно однородные по химическому составу ультрадисперсные порошки, или технологии формирования слоев электролита без промежуточной стадии изготовления порошков.
Известны способы, в которых отсутствуют стадии изготовления и спекания порошков твердых электролитов. Например, в технологии EVD, используемой фирмой Вестингауз, синтез плотного электролита на пористой поверхности несущего катода осуществляется из газообразных реагентов, разлагаемых на катоде, при этом в качестве исходного материала для синтеза используются газообразные галогениды циркония и иттрия. Достоинство этого метода заключается в том, что формирование слоя может происходить с "нуля" с участием свободных частиц молекулярного уровня из газовой фазы. Это во многом решает проблемы газоплотности. Однако необходимость использования уникального оборудования и необходимость работать с агрессивными газовыми средами галогенидных соединений делает такую технологию нерентабельной (патент США N 5085742, кл. H 01 M 6/00; H 01 M 8/00, опубл.1992). Кроме того, недостатком метода CVD (EVD) является естественное диспропорционирование смеси газовых фаз тетрахлорида циркония и трихлорида иттрия в процессе их нанесения на подложку. В результате этого распределение иттрия в наносимом электролите осуществляется неравномерно и имеет градиент концентраций от границы с подложкой к поверхности. При этом, кроме диоксида циркония кубической структуры, появляется его моноклинная фаза, не позволяющая изготовить газоплотный слой электролита с устойчивыми в процессе эксплуатации свойствами. Известен также способ изготовления компонентов, в котором используются органические соединения элементов, составляющих электролит (Zr, Y и др.), катод (La, Mn, Sr и др.), токопроход, анод и т.д., легко диссоциирующие при нагревании, что позволяет вести формирование компонентов ВТТЭ при относительно низких температурах <600oС, в инертных средах или кислородной атмосфере воздуха при атмосферном давлении без промежуточных стадий нанесения пористого слоя электролита, например плазменным напылением.
Из анализа публикаций и патентной литературы следует, что метод нанесения оксидов металлов из их органических соединений, ранее применявшихся только для получения защитных покрытий на конструкционных материалах (Kuntagai Tozhija, Johota Hvozhi, Shindon Juji, Kondo Wakicki, Mizuta Suzumu, Дянки нагану оебл коге буцури кагану; Anform Water. Energy Theory Life, 1987, 55, N 3, c.269 - 270. Получение тонких оксидных пленок перовскитового типа пиролизом солей органических кислот (Перфильев М.В., Демин А.К., Кузин Б. Л., Липилин А.С. Высокотемпературный электролиз газов. - М.: Наука, 1988, с. 66 - 70, патент Великобритании N 136198, кл. C 1 A, 1974, заявка Японии N 62-235475, 1987 г., МПК C 23 C 20/08, C 03 C 17/25) в настоящее время активно разрабатывается для твердооксидных электролитов и электродов (Сб. научных трудов под редакцией академика Спицина В.И. Строение, свойства и применение β-дикетонатов металлов. - М.: Наука, 1978, с.116 - 119; Katrin Nord-Varhaug, Chun - hua Chen, Frik M. Kelder, Frans P.E. van Berkil and Joop Schoonman, "Thin Film Techniqnes for Solid Electrolyte Composites". European solid oxide fuel cell forum. 6 - 10 May 1996. Oslo/Norway. Pg 331 - 340; европейский патент N 0478185 B1, МПК6 H 01 M 8/12, H 01 M 4/86, опубл.1991 г.).
В технологии изготовления электролитов существенным является процесс образования оксидных пленочных покрытий при термическом разложении ацетилацетонатов Zr, Ce и др. При этом отмечается образование оксидных соединений кубической структуры, обусловленное стабилизацией углеродом. Кубическая структура диоксида циркония, стабилизированная углеродом, устойчива на воздухе до 900oС. Выше этой температуры, вследствие частичного окисления углерода на воздухе до CO и CO2, происходит переход кубической формы в моноклинную. Авторам в условиях дериватографического анализа удалось с помощью совместного распада β-дикетонатов (с пивалоилтрифторацетонатом) циркония и церия получить полностью стабилизированную двуокись циркония (CSZ).
Наиболее близким к настоящей группе изобретений в отношении способа изготовления электролита по технической сущности и достигаемому результату при использовании является способ изготовления пленочного электролита Zr/Y посредством электростатического нанесения из среды газокапельной эмульсии (ESD) β-дикетонатов. Процесс ведут с применением ацетил-ацетонатов циркония и иттрия (Zr(O2C5H7)4, Alfa/Y (O2C5H7)3Alfa). Существо способа заключается в том, что в замкнутом объеме камеры распыляют газокапельную эмульсию смеси β-дикетонатов. Подложка, размещенная в камере, электростатически заряжена до 8 - 10 kV, нагрета от 250 до 430oС. В результате капли эмульсии попадают на подложку и термически разлагаются, образуя на поверхности пленку YSZ.
При применении ESD метода необходимо использовать хелаты металлов, а именно ацетил-ацетонаты, которые имеют высокую температуру плавления 194oС, вследствие чего ацетил-ацетонаты необходимо растворять в этаноле, бутилкарбитоле и других растворителях, что не позволяет применить концентрацию диоксида циркония в растворе более 0,05 моль/дм3. Такая низкая концентрация ограничивает скорость нанесения пленки на уровне 2 мкм/ч. Кроме того, поскольку хелатные лиганды прочно связаны с атомом металла, распад ацетил-ацетоната циркония происходит через образование промежуточного продукта полимерного строения, который разрушается не с выделением целых хелатных лигандов, а с разрушением их самих, остатки углеродных цепей которых конкурируют в кристаллической решетке диоксида циркония с оксидом иттрия. Таким образом, диоксид циркония, кроме Y2O3, частично стабилизирован остатками углеродных цепей, которые при дальнейшем обжиге освобождаются из кристаллической решетки диоксида циркония в виде CO и CO2, в результате чего образуется некоторое количество моноклинной структуры (3 - 4%) с неизбежным образованием пор.
Как отмечалось выше, токопроход также является одним из основных компонентов ВТТЭ. Среди перечня требований к свойствам, которым должен удовлетворять токопроход, используемый в ВТТЭ, главным является высокая электропроводность как в восстановительной, так и в окислительной атмосферах. Такое свойство могут обеспечить токопроходы, выполненные из благородных металлов или сплавов на их основе.
Известна конструкция высокотемпературного топливного элемента, в которой токопроход выполнен из сплава благородных металлов (патент США N 3457052, кл. B 21 B, B 21 C, опубл.1969). Учитывая высокую стоимость этих материалов, изготовление токопроходов из них в широких масштабах практически невозможно.
Более перспективны токопроходы, выполненные из электропроводящих материалов на основе оксидов металлов и их композиций. К ним относится допированный хромит лантана (LaCrO3), поскольку он достаточно устойчив как в окислительной атмосфере кислородного пространства, так и в восстановительной атмосфере топливного газа.
Одним из требований, предъявляемых к материалу токопрохода из LaCrO3, используемого в SOFC, является его газоплотность во избежание перекрестных утечек через него топливного или окислительного газов. Известно, что LaCrO3 трудно изготовить с высокой плотностью в условиях высокой активности кислорода. При этом необходимы температуры выше 1600oС. Такие высокие температуры спекания становятся неприемлемыми при совместном спекании LaCrO3 с другими компонентами SOFC. Введение же легкоплавких веществ, улучшающих спекание в виде второй фазы со значительно более низкой температурой плавления (~ 1400oС), способствует уплотнению LaCrO3 в окислительных средах. Однако и такой способ понижения температуры спекания неприемлем, поскольку уход жидкой фазы легкоплавкой эвтектики в другие компоненты топливного элемента вызывает вещественные и морфологические изменения, приводящие к потере функциональных свойств топливного элемента.
Наиболее близким к настоящей группе изобретений в отношении изготовления токопрохода по технической сущности и достигаемому результату при использовании является способ изготовления токопрохода, включающий синтез порошка электронопроводящего материала на основе допированного хромита лантана и последующее термическое напыление из данного материала коммутационного слоя на немаскированный сектор воздушного электрода (патент США N 5085742, кл. H 01 M 6/00, H 01 M 8/00, опубл.1992).
Токопроход, выполненный по этой технологии, утратил ряд недостатков, присущих известным техническим решениям, указанным выше. Вместе с тем, для изготовления достаточно газоплотного токопрохода из хромита лантана данным методом необходима сложная технологическая оснастка, приводящая к значительному удорожанию всего изделия.
На поверхностях раздела (interface) высокотемпературных электрохимических устройств происходят основные физико-химические процессы, обеспечивающие работу устройства в целом.
Химический состав слоев единичного ВТТЭ: положительный электрод/электролит/ отрицательный электрод (ПЭО), как правило, выбирается по максимальной электропроводности (электронной, ионной). Этот выбор в общем случае редко совпадает с другими функционально необходимыми требованиями к материалам: химической и термической стойкостью, конструкционной прочностью и пр.
На поверхностях раздела между электродами и электролитом в условиях рабочих температур или в процессе изготовления возможны химические взаимодействия. Так на границе LSM/YSZ происходит образование цирконата лантата La2Zr2O7, приводящее к резкому увеличению контактного сопротивления и ухудшению работы катода (Андреас Миттердорфер и др. ETH Цюрих, "Отдел материалов, Швейцарский Институт Технологий", Second ESOFC Forum Oslo (Norway), May 1996. P.p.373 - 382).
Перспективно использование в качестве электролита модифицированного оксида церия, имеющего ионную проводимость выше, чем у модифицированного диоксида циркония. Однако в восстановительной атмосфере топлива оксид церия имеет заметную электронную проводимость, которая может приводить к снижению ЭДС (напряжения разомкнутой цепи ПЭО) на 20 - 30% (М.Сахибзада и др. Departament of materials and departament of chemical engeneering technology, Imperial coolege of science, technology and medicine, London, Second ESOFC Forum Oslo (Norway), May 1996. P.p.687 - 696).
Допированный манганит лантана стронция на сегодняшний день является одним из перспективных материалов для воздушного электрода. Однако, поскольку он легко восстанавливается с резким увеличением КТР от 12.5 • 10-6 до 14,5 • 10-6K-1 даже в слабовосстановительной атмосфере, то его применение возможно лишь при абсолютно плотных слоях твердого электролита. Любая локальная неплотность электролита, находящегося в контакте с MLS, быстро приводит к разрушению всего элемента. А поскольку в настоящее время преобладает тенденция к снижению толщины электролитов (в перспективе до 5 мкм и ниже), то вероятность существования точечных микродефектов очень велика.
Для решения проблем эффективной работы сопрягаемых материалов в ВТТЭ, а также повышения устойчивости материалов в рабочих газовых средах необходимо формировать на поверхности раздела специальные промежуточные слои, которые получили название интерфейсных. Как правило, толщина интерфейсных слоев не превышает единиц микрометров.
Создание таких тонких интерфейсных слоев предъявляет особые требования к технологии их формирования. До 1994 г наиболее приемлемыми можно было считать два процесса: - электрохимическое нанесение из парогазовой фазы (ЭГФ) и магнетронное напыление (пришедшие из технологии выращивания эпитаксиальных слоев в производстве микросхем). Обе технологии в производстве ВТЭХГ экономически не выгодны, так как для их практической реализации необходимо дорогостоящее оборудование, а также высокие эксплуатационные затраты.
Из более дешевых технологических процессов перспективным является пиролизное разложение металлоорганических комплексов, металлоорганических соединений или их смесей. Его разновидностью является электростатическое пиролизное напыление (ЭПН), которое является наиболее близким к настоящей группе изобретений в части изготовления интерфейсного слоя.
Вторым электродом ВТТЭ является анод, как правило, изготавливаемый из кермета.
На основании отмеченных выше требований, предъявляемых к электродам и обусловленных как технологией их изготовления, так и условиями эксплуатации, можно констатировать, что наиболее существенным из них является выбор материала, используемого для изготовления анода. При этом учитываются следующие обстоятельства.
Вследствие наличия восстановительных условий в атмосфере топливного газа в качестве анодного материала для SOFC используются металлы. Поскольку состав материала может изменяться в процессе работы топливной ячейки, используемые металлы не должны окисляться не только в условиях чистого топлива, но также и в условиях наибольшего окисления топлива на выходе из топливного устройства. При рабочих температурах 700 - 1000oС в SOFC с твердым электролитом перечень используемых материалов ограничивается, в основном, никелем, кобальтом и благородными металлами. Никель наиболее распространен вследствие своей низкой стоимости (по сравнению с кобальтом, платиной и др.). Для получения кермета анода с пористой структурой, работающего в течение длительного времени при 700 - 1000oС и обеспечения других необходимых свойств, никель в виде металла обычно используют со стабилизированным диоксидом циркония, а также со стабилизированным оксидом церия, который необходим для дополнительного (внутреннего) реформинга топливного газа. Основа из ионопроводящего керамического материала удерживает частицы металлического никеля, предотвращает спекание частиц металла при рабочих температурах топливного элемента.
При изготовлении анодного кермета для SOFC обычно исходят из порошковых материалов YSZ и NiO, смесь которых различными способами формируют в компактный электрод. Далее NiO восстанавливается до металлического никеля под воздействием топлива в топливном элементе. Для тонких слоев (например, толщиной 100 мкм) никелевого кермета, отожженного на воздухе, необходимо лишь несколько минут для завершения процесса восстановления NiO при температуре 1000oС.
Наиболее близким к настоящей группе изобретений в части изготовления керметного топливного электрода по технической сущности и достигаемому результату при использовании является способ изготовления керметного топливного электрода, заключающийся в нанесении отдельного электронопроводящего слоя на внешний пористый электрод, связанный с твердым ионопроводящим электролитом, который, в свою очередь, находится в контакте с внутренним электродом, включающий введение во внешний пористый электрод смеси, состоящей, в основном, из соли, содержащей первый металл, при этом компонент, содержащий металл, выбран из никеля, кобальта и их смеси, а соль выбрана из нитрата, ацетата, пропионата, бутирата и их смеси, или их смеси, состоящей, в основном, из соли, содержащей второй металл, при этом компонент, содержащий металл, выбран из церия, титаната стронция и их смеси, а соль выбрана из нитрата, ацетата, пропионата, бутирата и их смеси, а также неионизированное поверхностно-активное вещество, нагрев наносимой смеси в атмосфере до температуры, достаточной для образования отдельного твердого электронопроводящего пористого многофазного слоя, состоящего, в основном, из проводящего окисла, выбранного из группы, состоящей из оксида церия, титаната стронция и их смеси, содержащиеся в ней тонкие металлические частицы, предпочтительно выбранные из группы, состоящей из отдельных частиц никеля, отдельных частиц кобальта и их смеси, при этом частицы имеют диаметр от 0,05 до 1,75 мкм.
Кроме того, внешний пористый электрод содержит крупные металлические частицы с диаметром от 3 до 35 мкм, частично внедренные в структуру основы, включающую стабилизированный диоксид циркония и тонкие металлические частицы, имеющие диаметр от 0,25 до 0,75 мкм.
Кроме того, допанты, используемые со вторым металлом, содержащимся в соли, выбираются из группы, включающей Mg, Sr, Ba, La, Ce, Pr, Nd, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, Y, Al, и их смесей, а их нагрев осуществляют со скоростью от 50 до 100oC в час (патент США N 5021304, кл. H 01 M 8/10, опубл. 1991).
Недостатком данного способа изготовления анода является многостадийность и большое количество используемых органических реагентов самых различных классов. Предлагаемое изобретение позволяет формировать топливный электрод в одну операцию с использованием одного физико-химического процесса и одного класса органических реагентов, а именно смеси диметилкарбоновых кислот, в которой прямая углеродная цепочка может быть представлена рядом от C1 до C12. Такое сочетание карбоновых кислот наиболее дешево и широко распространено в многотоннажном производстве органических реагентов.
Электроизоляционный слой является одним из необходимых элементов конструкции ВТТЭ. Для функционирования ВТТЭ необходимо обеспечивать электроизоляцию между электролитом, анодом и токопроходом. Электроизоляционный материал в конструкциях ВТТЭ контактирует с электролитом и материалами анода и катода. В этой связи к контактам электроизоляционного материала предъявляются наиболее жесткие требования, заключающиеся в том, что такие контакты должны сохранять механическую прочность и газоплотность в рабочих условиях, исключить взаимодействие материалов, которое может привести к потере работоспособности ВТТЭ.
Наиболее общее требование, предъявляемое к электроизоляционному материалу, - стабильность структуры и его характеристик при высоких температурах, надежный контакт с сопрягаемыми с ним материалами, отсутствие взаимодействия в зоне контакта и близость значения КТР электроизоляционного материала и КТР сопрягаемых материалов.
Приемлемые изоляционные свойства имеют керамические материалы на основе магнезиальной шпинели Al2O3 и/или MgO (патент ФРГ N 2756172, кл. C 25 B 9/04, опубл. 1979).
Достаточно низкая электропроводность характеризует твердые электролиты на основе диоксида циркония с большим содержанием стабилизирующих добавок и химические соединения циркония, например, цирконаты, что обуславливает возможность их использования в качестве электроизоляционных материалов. Кроме того, значение их КТР хорошо совпадает со значением КТР твердых циркониевых электролитов.
В условиях рабочих температур функционирования ВТТЭ хорошими электроизоляционными, а также другими перечисленными свойствами обладают допированные магнезианальные шпинели. Допирование, как правило, осуществляют с целью приближения КТР материалов компонентов ВТТЭ, сопрягаемых с электроизолятором (электролит, электрод, токопроход). В технологии изготовления ячейки ВТТЭ операция нанесения электроизоляционного слоя фактически является завершающей операцией, после чего ячейка готова для помещения в стек, т.е. превышать температуры формирования предыдущих слоев (компонентов) ВТЭ не представляется возможным. В то же время температуры спекания материалов изоляторов относительно высоки. Применение добавок для получения легкоплавких эвтектик в данной ситуации неприемлемо, т.к. все они легко диффундируют в сопрягаемые с электроизолятором компоненты ВТТЭ и нарушают их функциональные свойства.
Наиболее близким к настоящей группе изобретений в части изготовления электроизоляционного слоя по технической сущности и достигаемому результату при использовании является способ изготовления электроизоляционного слоя, заключающийся в приготовлении смеси компонентов на основе магнезиальной шпинели с использованием легкоплавких эвтектик (патент ФРГ N 2746172, кл. C 25 B 9/04, опубл. 1979).
Таким образом, на сегодняшний день можно считать рациональной следующую последовательность расположения и изготовления компонентов ВТТЭ:
- несущий пористый катод;
- слой электродного материала толщиной не более 0,6 мкм, способствующий активации электродных процессов, наносимый на пористую основу несущего электродного материала;
- токопроход;
- газоплотный слой Ce(Sm/Gd)O2-x толщиной 5 - 10 мкм, на поверхности активного электродного материала, контактирующего с MLS, работающий в качестве электролита;
- газоплотный слой YSZ на поверхности Ce(Sm/Gd)O2-x толщиной 3 - 5 мкм для предотвращения восстановления допированного оксида церия (электролита) топливными газами;
- кермет топливного электрода;
- электроизоляционный слой.
В основу данной группы изобретений положена задача создания универсального способа изготовления ВТТЭ и его компонентов, позволяющая в рамках единого технологического процесса изготавливать катод, электролит, анод, токопроход, электроизоляционные и интерфейсные слои в разнообразных вариациях, при снижении удельных энергетических затрат на изготовление ВТТЭ, номенклатуры используемых реагентов и оборудования.
Поставленная задача в отношении способа изготовления единичного ВТТЭ с достижением упомянутого выше технического результата решается тем, что в известном способе изготовления ВТТЭ, включающем изготовление катода, нанесение электролита и анода с последующей термообработкой всей конструкции ВТТЭ, после изготовления катода наносят интерфейсный слой, токопроход, электролит на основе допированного оксида церия, электролит на основе допированного оксида циркония, а затем анод и электроизоляционный слой, используя одно устройство, а для изготовления всех наносимых, сопрягаемых и спекаемых компонентов в высокотемпературном топливном элементе приготавливают основной металлоорганический комплекс, характеризуемый общей формулой
[CH3 - (CH2)n - C(CH3)2 - CO2]mMe+m,
где n = 1 - 7,
и дополнительный, в специально оговоренных случаях:
[CnH2n+1O]mMe+m,
где n = 2 - 8,
m - валентность металла,
Me - химические элементы: Mg, Ca, Sr, Ba, Al, Sc, Y, In, La и лантаноиды, Ti, Zr, Hf, Gr, Mn, Fe, Co, Ni, Cu, входящих в виде металлов или их оксидов в состав материалов, используемых для формирования катода, анода, токопроходов, электролитов, интерфейсных и электроизолирующих слоев.
Кроме того, при изготовлении катода соответствующие по металлической составляющей металлоорганические комплексы используют в качестве связующего материала при затворении формуемой массы катода.
В процессе изготовления токопрохода, электролита, интерфейсного слоя, электроизолирующего слоя соответствующие по металлической составляющей металлоорганические комплексы используют в качестве жидкой фазы органических носителей твердых фаз соответствующих тонкодисперсных порошковых материалов для изготовления токопроходов, электролитов, интерфейсных и электроизолирующих слоев, или непосредственно - в виде жидкой фазы, т.е. без добавления порошковых материалов. Выбор зависит от химических свойств того или иного наносимого материала.
В процессе изготовления анода металлоорганический комплекс используют в качестве жидкой фазы при изготовлении смесь-пасты, включающей грубую и тонкую дисперсию ионопроводящих и электронопроводящих соответствующих порошковых материалов, составляющих кермет анода.
Суть изобретения заключается в использовании при формировании элементов ВТТЭ карбоксилатов металлов, смесей карбоксилатов металлов, алкоголятов тех же металлов и их смесей, соединений карбоксилатов металлов с алкоголятами, при термическом разложении которых (в кислороде воздуха) или при термической диссоциации которых ( в инертной среде, без разложения органических радикалов, переходящих в газообразное состояние), происходит синтез оксидных материалов необходимого фазового и химического состава. Синтез происходит при относительно низких температурах (300 - 600)oC, т.е. в интервале температур распада карбоксилатов и алкоголятов, и, по данным, подтверждаемым рентгено-структурным анализом, приводит к образованию материала необходимой кристаллической структуры.
В момент синтеза оксидные материалы имеют высокую химическую активность, что обуславливает их спекание при низких температурах в момент формирования компонентов ВТТЭ.
Выбор карбоксилатов и алкоголятов осуществляют исходя из температурного интервала начала и конца их разложения, который должен в оптимальном варианте совпадать с температурой синтеза, наносимого оксидного материала, а процесс разложения (диссоциация для ацилатов) не иметь резких эндотермических и экзотермических эффектов. При этом могут использоваться как индивидуальные карбоновые кислоты и их смеси, алкоголяты и их смеси, так и соединения алкоголятов с карбоксилатами.
На фиг. 4 приведены кривые дереватографического анализа высокотемпературной диссоциации соли циркония диметилбутилуксусной кислоты, ацетилацетоната циркония и бутилата циркония в среде азота. Из представленной диаграммы ДТГ следует, что потеря веса при разложении ацетил-ацетоната циркония продолжается даже при температуре выше 700oC. Разложение диметилбутилуксусной соли циркония заканчивается при температуре 530oC, а бутилата циркония - при температуре 380oC.
Из ДТГ на фиг. 4 следует, что бутилат циркония имеет более низкую из показанных химических соединений температуру разложения (ниже 400oC) и более высокое содержание циркония, что способствует высокой скорости нанесения пленки ZrO2/Y2O3.
Опробованы также соединения бутилата циркония с его ацилатами:
Zr(OBu)(OCOR)3 - 1Bu : 3Ac (31)
Zr(OBu)2(OCOR)2 - 2Bu : 2Ac (32)
Zr(OBu)3(OCOR) - 3Bu : 1Ac (33)
В соединении (31) мало бутоксигрупп, а значит, содержание циркония повышается незначительно. Соединения состава (32) и (33) с повышенным содержанием циркония. Во всех трех упомянутых выше соединениях, содержащих бутилат циркония, имеет место приемлемый характер высокотемпературного совместного разложения (диссоциация для ацилатов) групп:
Термограммы разложения соединений диметилбутилуксусного циркония с бутилатом циркония в сравнении с чистым бутилатом циркония и с чистым диметилбутилуксусным цирконием представлены на фиг.5.
Все термограммы получены в атмосфере азота. Как видно из сравнения полученных термограмм, соединения бутилата циркония с экстрактом диметилбутилуксусной кислоты циркония разлагаются при разных температурах: 5304; 4702:2; 4353:1; 380Bu oC. Однако для соединений состава (32 и 33) линии ДТА (2; 3) более прямые, чем для индивидуальных бутилата циркония или диметилбутилацетата циркония. Это означает, что для соединений состава (32 и 33), в отсутствие резких экзотермических и эндотермических эффектов, технологический процесс нанесения более устойчив, т.е. заданная по технологии температура подложки не подвержена колебаниям из-за эндо- и экзотермических эффектов, что, в свою очередь, способствует качественному нанесению газоплотного твердого электролита на подложку.
Для изготовления тонкопленочного электролита из исходных смесей карбоксилатов приготавливают смеси соединений типа:
где MA - металл с валентностью А,
MB - металл с валентностью В,
m = 2 - 8;
n = 6 - 12;
x + y = A;
α+β = B
Далее на нагретую подложку приготовленную смесь соединений наносят окрашиванием, напылением, накаткой или другими способами в инертной атмосфере (N2, Ar, CO2) или атмосфере воздуха. Температура нагрева подложки и атмосфера, в которой проводят нанесение, зависят от конкретных элементов металлов в составе исходной смеси.
В основу данной группы изобретений в отношении катода положена задача создания способа изготовления несущего пористого керамического катода ВТТЭ, позволяющего варьировать прочностные и структурные характеристики пористого катода в широких пределах, при снижении энергетических затрат на спекание материала.
Поставленная задача в отношении способа изготовления катода с достижением упомянутого выше технического результата решается тем, что в способе изготовления несущего керамического катода ВТТЭ, включающем синтез порошка электродного материала - допированного манганита лантана, приготовление формуемой массы с органическим связующим компонентом, формирование несущей основы с последующим ее спеканием, синтез порошка электродного материала ведут совместным осаждением карбонатов из их нитратных растворов, с последующим их синтезирующим обжигом, а в качестве органического связующего компонента для синтезированного порошка электродного материала используют карбоксилаты химических элементов: La, Cr, Mn, Co, Ni, допированных элементами из группы щелочно-земельных элементов, а формирование несущего керамического катода осуществляют посредством изостатического прессования с последующим спеканием при температуре 1100 - 1380oC. Для достижения безусадочного спекания катодов из порошка электродного материала, характеризуемого формулой LaxA1-xMnO3, где A - Mg, Ca, Sr, Ba; 0,6 ≤ x ≤ 1, или их смесь, синтезирующий обжиг, совместно осажденных карбонатов указанных элементов, проводят при температуре не выше 1380oC. Для приготовления органического связующего компонента на основе карбоксилатов металлов используют кислоты с общей формулой CnH2nO2, где n = C6 - C12. Общая масса связующего составляет 3 - 15 мас.% по отношению к приготовляемой формуемой массе. Суммарная концентрация металлов в смеси карбоксилатов находится в интервале (10 - 360) г/кг.
После разложения связующее образует соединение состава: LaySr1-yMnO3, LaySr1-yCoO3, LaySr1-yCrO3, LaySr1-yNiO, где 0,6 ≤ y ≤ 1,0. Спекание катодов осуществляют в печи в вертикальном положении при температуре 1100 - 1380oC.
Суть изобретения заключается в использовании при формировании катода из исходного порошка связующего, образующего в процессе термического разложения (при спекании) материал, идентичный материалу исходного порошка (катода). В результате этого спекание изделия начинается уже при температурах выжигания связки 300 - 600oC, за счет окисления металлических компонентов составляющих карбоксилаты и одновременного синтеза из них материала катода в межчастичном пространстве исходного порошка манганита-лантана стронция.
Карбоксилаты в процессе изготовления формуемой массы выполняют функцию пластификатора и связующего, а при спекании также и роль порообразователя (за счет выгорания органической составляющей).
Таким образом, особенностями данного способа изготовления катода являются использование в качестве связующего при формовании катода карбоксилатов металлов, образующих в процессе выжигания связки и спекания катода высокоактивный к спеканию материал, аналогичный материалу катода, что позволяет единовременное проведение процессов отгонки связки и спекания при температурах более низких, чем синтез исходного порошка манганита-лантана-стронция. Использование в качестве связующего пластификатора и порообразователя описанных выше карбоксилатов снижает коэффициент усадки в процессе спекания с 18 - 20% до 0,5 - 3%. Выбор карбоновых кислот в этом случае осуществляют исходя из возможностей получения карбоксилатов с высоким содержанием металла.
В основу данной группы изобретений в части интерфейсного слоя положена задача изготовления ВТТЭ, в котором химическое взаимодействие между сопрягаемыми компонентами в условиях рабочих температур минимизировано, и тем самым повышена устойчивость материалов в рабочих газовых средах, т.е., в конечном итоге, ресурс ВТТЭ. В зависимости от функционального назначения интерфейсного слоя, в их изготовлении могут использоваться материалы как с электродными свойствами, так и со свойствами электролитов. При этом каждый интерфейсный слой несет две (иногда больше) функций: электрода и интерфейсного слоя, активирующего электродную реакцию; электролита и антидиффузионного интерфейсного слоя; электролита, защитного покрытия предыдущего слоя (например, от восстановительной среды топливного газа) и переходным буфером, совмещающим КТР прилегающих слоев; и т.д. Поскольку необходимая толщина слоев не превышает единиц микрометров, то наиболее рациональным способом для их формирования является метод пиролизного разложения химических соединений металлов с органическими реагентами, где металлы выбраны из группы, составляющей тот или иной интерфейсный слой, а органические реагенты выбраны из группы диметилкарбоновых кислот, радикалы которых легко термически диссоциируют без заметного разложения самих радикалов в условиях нанесения интерфейсных слоев, и/или, органические реагенты выбраны из группы алкилов, дополняющих диметилкарбоновые кислоты для предотвращения резких экзо и эндотермических эффектов в условиях реакции термической диссоциации при нанесении интерфейсных слоев.
Поставленная задача в отношении способа изготовления интерфейсных слоев с достижением упомянутого выше технического результата решается тем, что в способе изготовления интерфейсного слоя, включающем синтез металлоорганического комплекса, нанесение его на нагретую подложку, в качестве наносимого материала металлоорганического комплекса используют соединение, характеризуемое формулой
Me+A(O2C - C(CH3)2 - (CH2)n - CH3)x(OCmH2m+1)A-X,
где Me - металлы, выбранные из группы: Cr, Mn, Co, Ni, Cu, Y, Zr, La и лантаноиды, Mg, Ca, Sr, Ba;
A - валентность данного химического элемента (металла);
X - коэффициент, определяемый из неравенства 0 < X < A;
n = 1 - 7;
m = 2 - 8;
а также тем, что для изготовления газоплотной пленки интерфейсного слоя используют смесь соединений, характеризуемую общей формулой
Me+A(O2C - C(CH3)2 - (CH2)n - CH3)A-X(OCmH2m+1)X,
где X = 0;
Me - металлы, выбранные из группы: Mg, Ca, Sr, Ba, Ce, Pr, Sm, Gd, Er,
при этом общее содержание металлов в смеси соединений составляет не более 20 г/кг, а нанесение осуществляют на подложку, нагретую до температуры не выше 530oC в атмосфере воздуха с образованием газоплотной пленки интерфейсного слоя толщиной не более 0,6 мкм на основе допированного хромита лантана, активирующего электродную реакцию; а также тем, что для изготовления газоплотной пленки антидиффузионного интерфейсного слоя используют смесь соединений, характеризуемую общей формулой:
Me+A(O2C - C(CH3)2 - (CH2)n - CH3)A-X(OCmH2m+1)X,
где X = 0;
Me - металлы, выбранные из группы: Ce, и допирующие элементы Sm, Gd;
n = 1, 2,
при этом общее содержание металлов в смеси соединений составляет не более 20 г/кг, а нанесение смеси осуществляют на подложку, нагретую до температуры не выше 380oC в атмосфере инертного газа с образованием газоплотной антидиффузионной пленки интерфейсного слоя толщиной не более 10 мкм на основе допированного оксида церия; а также тем, что для изготовления интерфейсного слоя, защищающего предыдущий слой от восстановительной газовой среды, используют смесь соединения, характеризуемую общей формулой
Me+A(O2C - C(CH3)2 - (CH2)n - CH3)A-X(OCmH2m+1)X,
где Me - металлы, выбранные из группы: Zr, Y, La и лантаноиды,
А - валентность данного химического элемента (металла);
X - может принимать значения 1, 2, 3, ... А,
при этом общее содержание циркония и допирующих компонентов в смеси составляет не более 50 г/кг, а нанесение смеси осуществляют посредством окрашивания подложки, нагретой до температуры не выше 430oC, в атмосфере инертного газа с образованием защитного интерфейсного слоя, толщиной не более 5 мкм, на основе допированного диоксида циркония, причем в качестве атмосферы инертного газа используют или Ar, или N2, или CO2.
В основу данной группы изобретений в части токопрохода положена задача создания способа изготовления токопрохода, обеспечивающая технологию изготовления токопрохода, свободного от отмеченных недостатков, позволяющую получать токопроходы с прочностными, структурными и электрическими характеристиками, варьируемыми в широких пределах. Кроме того, для изготовления токопрохода предлагается использовать исходные компоненты и материалы, аналогичные материалам, используемым для изготовления остальных компонентов ВТТЭ, а также в рамках единообразного технологического процесса и оборудования.
Это позволяет значительно сократить номенклатуру используемых материалов, реагентов, технологическую оснастку и, как следствие, снизить энергетические затраты на изготовление.
Поставленная задача в отношении способа изготовления токопрохода ВТТЭ с достижением упомянутого выше технического результата решается тем, что он включает синтез порошка электронопроводящего материала на основе допированного хромита лантана, изготовление ультрадисперсной смеси из синтезированного порошка в органических носителях и нанесение его на несущий катод с последующей термообработкой. Тонкую дисперсию изготавливают, измельчая синтезированный порошок электронопроводящего материала допированного хромита лантана до ультрадисперсного состояния в жидкой среде смеси металлоорганических комплексов хрома, лантана и допирующих элементов. Пленку токопрохода изготавливают посредством многократного нанесения тонкой дисперсии на поверхность несущего катода, подогретую до температуры образования из смеси металлоорганических комплексов хрома, лантана и допирующих элементов газоплотной пленки допированного хромита лантана того же состава, что и тонкодисперсный порошок, синтезированный отдельно. При изготовлении токопрохода ВТТЭ используют пиролизное разложение металлоорганических комплексов соответствующих элементов, входящих в состав токопрохода. Для изготовления носителя тонкой дисперсии порошков допированного хромита лантана синтезируют карбоксилаты лантана и допирующих элементов, характеризующиеся формулой
Me+M(O2C - C(CH3)2 - (CH2)n - CH3)m,
где Me - Cr, La, Sr, и/или Ca, и/или Mg;
m - валентность металла;
n = 1 - 7.
Концентрация Cr, La, Sr, Ca, Mg в смеси карбоксилатов находится в интервале от 20 до 110 г/кг. Отношение фаз твердого к жидкому в изготовленной тонкой дисперсии находится в интервале (1/100 - 15/100) масс.
На изготовленный несущий воздушный электрод из MLS токопроход наносится посредством окрашивания, накатки или распыления при атмосферном давлении в воздушной или инертной среде. Поверхность электрода при этом нагрета до температуры, достаточной для разложения смеси карбоксилатов Cr, La и допирующих элементов и образования материала, соответствующего соединению La1-xMexCrO3, где Me - допирующий элемент.
Для увеличения скорости формирования токопрохода в качестве наносимого материала используют ультрадисперсную смесь, приготовленную на основе порошка допированного хромита лантана и смеси жидких карбоксилатов тех же элементов. При этом скорость роста газоплотной пленки токопрохода на поверхности несущего пористого катода возрастает в два-три раза и составляет не менее 60 мкм в час. Ультрадисперсную смесь изготавливают измельчением порошка допированного хромита лантана до однородного состояния в жидкой среде карбоксилатов хрома, лантана и допирующих добавок. Температура образования токопрохода из допированного хромита лантана на поверхности несущего катода не превышает 600oC.
В основу данной группы изобретений в части электролита положена задача создания универсального способа изготовления твердого оксидного электролита, позволяющего варьировать прочностные и структурные характеристики электролита в широких пределах, при снижении энергетических затрат на спекание материала.
Кроме того, способ в соответствии с данным изобретением позволяет изготавливать твердый оксидный электролит в рамках единой технологии по изготовлению единичных ВТТЭ. Это существенно упрощает технологическую оснастку, оборудование, а также сокращает номенклатуру используемых материалов, реагентов при изготовлении твердого оксидного электролита.
Поставленная задача в отношении способа изготовления электролита с достижением упомянутого выше технического результата решается тем, что в способе изготовления твердого оксидного электролита ВТТЭ, заключающегося в приготовлении исходного металлоорганического соединения, включающего приготовление водных растворов солей химических элементов, экстракцию индивидуальных химических элементов из их водных растворов органическим реагентом или их смесью, смешение приготовленных индивидуальных экстрактов металлов, осушку солей экстрактов с образованием формуемой массы, нагрев керамического электрода до заданной температуры, нанесение приготовленного металлоорганического соединения на поверхность электрода и последующую термообработку керамического электрода с нанесенным металлоорганическим соединением, при этом металлоорганическое соединение для изготовления твердого оксидного электролита синтезируют, используя реакцию:
с образованием смеси карбоксилатов металлов, или смеси алкоголятов металлов, или смеси карбоксилатов и алкоголятов металлов,
где Me - любой из металлов, входящий в функциональный компонент ВТТЭ;
A - валентность данного химического элемента (металла);
X - коэффициент, определяемый из неравенства 0 < X < A;
n = 1 - 7;
m = 2 - 8.
Для приготовления металлоорганического соединения (3) синтез карбоксилатов металлов (1) осуществляют методом жидкостной и/или твердофазной экстракции соответствующих металлов (Me+A) из водных растворов их солей и/или суспензий их карбонатов, или гидроксидов, высаженных из растворов солей минеральных кислот. А синтез алкоголята циркония (2) Zr(OCmH2m+1)4 осуществляют в процессе взаимодействия минеральной соли циркония со спиртом и металлическим кальцием при кипячении смеси в колбе с обратным холодильником до растворения кальция. Смешение исходных компонентов в процессе приготовления металлоорганического соединения осуществляют при температуре 80 - 100oС.
Металлоорганическое соединение циркония (3) или (2), или (1), приготовленное в соответствии с описанным выше и модифицированное по крайней мере одним из элементов Mg, Ca, Sc, Y, Ce и/или лантаноидами, наносят на поверхность несущего катода посредством накатки, окрашивания или напылением газожидкостной эмульсии, сканируя средство, наносящее приготовленный состав по поверхности катода при температуре нагретого электрода 400 - 550oС. При этом скорость роста толщины слоя составляет 10 - 40 мкм/ч.
Для увеличения скорости нанесения пленки электролита в наносимый состав приготовленного металлоорганического соединения перед нанесением добавляют порошок модифицированного диоксида циркония, в котором 95% частиц имеют размер менее 2 мкм и в количестве 0,1 - 2,0 мас.%.
Процесс нанесения металлоорганического соединения на нагретую поверхность керамического электрода осуществляют в инертной среде.
Для получения протонного электролита приготавливают смесь карбоксилатов металлов, характеризуемую формулой
SrCe0,85Gd0,15(O2C - C(CH3)2 - (CH2)n - CH3)6
или
BaCe0,85Gd0,15[O2C - C(CH3)2 - (CH2)n - CH3]6
где n = 2 - 3,
наносят на поверхность электрода, предварительно нагретую до температуры не выше 470oС, разлагающуюся под воздействием температуры с образованием протонного электролита состава BaCe0,85Gd0,15O3 или SrCe0,85Gd0,15O3.
Завершается процесс изготовления твердого оксидного электролита тем, что после нанесения на нагретую поверхность электрода приготовленного металлоорганического соединения полученный полуэлемент подвергают термообработке при температуре 900 - 1250oС в течение 1 ч.
В основу данной группы изобретений в части керметного топливного электрода положена задача создания способа изготовления керметного топливного электрода, обеспечивающего технологию изготовления керметного электрода, свободного от отмеченных выше недостатков, позволяющую изготовить топливный электрод с заданной пористостью. Кроме того, технология его изготовления и используемое при этом оборудование должны быть совместимы с технологией и оборудованием, используемым при изготовлении единичного ВТТЭ в целом.
Поставленная задача в отношении способа изготовления керметного топливного электрода с достижением упомянутого технического результата решается тем, что в известном способе изготовления керметного топливного электрода ВТТЭ, включающем формирование на твердом электролите, находящемся в контакте с внутренним воздушным электродом, керметного слоя электрода, состоящего из грубодисперсного электронопроводящего материала, выбранного из группы металлических никеля и/или кобальта, грубодисперсного ионопроводящего материала на основе допированного диоксида циркония и/или допированного оксида церия и последующего формирования на грубодисперсном слое отдельного тонкодисперсного электронопроводящего пористого многофазного слоя, состоящего из металлического материала, выбранного из группы никеля и/или кобальта, ионопроводящего допированного материала на основе оксида церия, посредством нанесения и последующего нагрева смесь-пасты, состоящей из упомянутых тонкодисперсных компонентов со связующим, керметный топливный электрод изготавливают одновременным формированием грубодисперсной и тонкодисперсной составляющих пористого многофазного слоя нанесением смесь-пасты на электролит, находящийся в контакте с внутренним воздушным электродом.
При этом смесь-пасту готовят смешением порошков грубодисперсного электронопроводящего материла, выбранного из группы металлических никеля и/или кобальта, грубодисперсного ионопроводящего материала на основе допированного диоксида циркония и/или допированного оксида церия, тонкодисперсного ионопроводящего материла на основе допированного оксида церия и жидкой фазы карбоксилатов никеля и/или кобальта, характеризуемую общей формулой
Me+m(O2C-C(CH3)2-(CH2)n-CH3)m,
где Me - Ni и/или Co,
m - валентность металла,
n = 1 - 7,
которая в процессе термообработки образует электронопроводящий пористый многофазный слой, скрепляющий между собой грубодисперсную и тонкодисперсную фазы, образующие кермет топливного электрода.
Кроме того, отношение фаз твердой к жидкой в изготовленной пасте находится в интервале - (1/3 - 5/7) масс.
Концентрация никеля и/или кобальта в жидких карбоксилатах должна находиться в интервале от 20 до 70 г/кг карбоксилата, а никелевый и/или кобальтовый порошок добавляют в соотношении: количество порошка металла к количеству порошка электролита 1,1/1,0.
Грубодисперсные частицы никелевого и/или кобальтового порошка должны иметь регулярную шарообразную структуру диаметром от 10 до 15 мкм, а синтезированный грубодисперсный порошок электролита - нитевидную форму, причем отношение длины частицы к ее диаметру должно составлять не менее 10 при диаметре частиц 5 - 10 мкм. При этом тонкодисперсный порошок допированного оксида церия содержит в своем составе 90% частиц диаметром менее 1,0 мкм. Нанесение смесь-пасты осуществляют посредством окрашивания в воздушной среде при комнатной температуре и атмосферном давлении. Полуэлемент с нанесенной сырой смесь-пастой подвергают термообработке в вакууме при температуре не выше 400oС и остаточном давлении не более 0,1 атм.
В основу данной группы изобретений в части электроизоляционного слоя положена задача создания способа изготовления ВТТЭ, в котором обеспечивается максимально эффективная электроизоляция между его компонентами (токопроходом и анодом, электролитом и средой топливного газа) для предотвращения паразитных токовых связей между электродами.
Поставленная задача в отношении способа изготовления электроизоляционного слоя с достижением упомянутого технического результата решается тем, что в способе изготовления электроизоляционного слоя, включающем приготовление смеси компонентов на основе магнезиальной шпинели, вторым компонентом в приготовленной наносимой смеси используют смесь металлоорганических комплексов с общей формулой
Me+A[(O2C-C(CH3)2-(CH2)n-CH3)1-x(OCmH2m+1)x]A,
где n = 1 - 7,
m = 2 - 8,
Me - Mg, Al, Zr, Y, Ca, La и лантаноиды,
A - валентность металла,
x - может принимать значения от 0 до 1 в зависимости от того, посредством какого метода проводится нанесение: окрашивания или напыления из газокапельной эмульсии.
Для изготовления электроизоляционного слоя методом окрашивания используют дисперсию, состоящую на 30% из порошкового материала и 70% жидкой фазы. В качестве порошкового материала берут магнезиальную шпинель состава MgAl2O4 с 15% добавкой порошка 9YSZ, а в качестве жидкой фазы - смесь карбоксилатов Al и Mg, где органическая часть карбоксилатов представлена диметилбутилуксусной кислотой. Весовое отношение между алюминием и магнием в смеси карбоксилатов рассчитано на образование при их прокаливании соединения, соответствующего магнезиальной шпинели MgAl2O4. Температура электроизолируемой поверхности при нанесении поддерживается на уровне не выше 600oC.
Способ изготовления электроизоляционного слоя методом нанесения из газокапельной эмульсии реализуется следующим образом. Металлоорганическая соль Al и Mg состава Mg[Al(Alc)4]2 смешивается с карбоксилатами Zr и Y, где органическая часть представлена диметилбутилуксусной кислотой. Карбоксилаты циркония и иттрия добавляют в количестве, достаточном для образования после пиролиза смеси на нагретой электроизолируемой поверхности 5 - 15% иттрий стабилизированного циркония в составе магнезиальной шпинели. Нанесение производят в виде полосы шириной 2 - 3 мм. Температура электроизолируемой поверхности при нанесении поддерживается на уровне 450oC. В результате образуется электроизолирующий слой толщиной 12 - 15 мкм, имеющий состав, соответствующий химической формуле
(MgAl2O4)1-n((SrO2)0,91(Y2O3)0,09)n,
где n - 5 - 15 мас.%.
На фиг. 1 изображены основные стадии и последовательность изготовления MLS и материала для нанесения токопрохода; на фиг.2 - основные стадии и последовательность изготовления материалов для нанесения электролита и кермета анода; на фиг.3 - основные стадии изготовления единичного ВТТЭ; на фиг.4 изображены термоаналитические кривые ацетилацетоната циркония (1), диметилбутилацетата циркония (2) и бутилата циркония (3); на фиг.5 - термоаналитические кривые Zr(OBu)4 (1), Zr(OBu)3(2MeBuAc)4 (2), Zr(OBu)2(2MeBuAc)2 (3), Zr(2MeBuAc)4 (4); на фиг.6 - поверхность катода из MLS при различной степени увеличения; на фиг. 7 - установка для нанесения электролита на трубчатый электрод; на фиг. 8 - диаграмма, характеризующая гранулометрический состав порошка YSZ; на фиг.9 - слой электролита YSZ на пористом катоде; на фиг.10 - вид порошка (CeO2)0,85(Sm2O3)O0,15 при увеличении в 28000 раз; на фиг.11 изображен топливный электрод, где: а) - фотография порошка YSZ волокнистого строения, б) - структура кермета анода, в) - фотография шарообразных частиц порошка никеля.
На фиг. 1, 2, 3 изображена принципиальная технологическая последовательность процессов по изготовлению ВТТЭ. Как отмечалось ранее, в качестве универсального материала, носителя металлов, который после термообработки образует материалы электродов, интерфейсного слоя, токопрохода, электролита, электроизоляционного слоя, диффузионного барьера и др., берутся карбоксилаты индивидуальных металлов или смеси карбоксилатов индивидуальных металлов с общей формулой карбоксилатов [CH3-(CH2)n-C(CH3)2-COO]mMe+m, где n = 1 - 8, а m - валентность металла.
Карбоксилаты металлов смешивают таким образом, чтобы отношения концентраций этих металлов в смесях соответствовали заданным, т.е. тем, которые необходимы в формируемых электролитах, электродах, электроизоляционных и интерфейсных слоях и т.д.
Далее приготовленные смеси карбоксилатов используются в различных вариантах в зависимости от конкретно решаемой задачи: изготовление конкретных компонентов ВТТЭ.
При изготовлении несущих электродов карбоксилаты используют в качестве связки пластификатора и порообразователя одновременно. При этом для изготовления связки смеси карбоксилатов концентрируют до возможно максимальной для данных карбоксилатов величины. Далее на этой связке затворяют порошок и из пресс-порошка формуют деталь прессованием (несущий катод, несущий анод, элементы стека и др.).
Для изготовления несущего катода из MLS приготавливают порошок состава La0,7Sr0,3MnO3. При изготовлении связующего берут смесь карбоновых кислот: диметилпропилуксусной, диметилбутилуксусной, диметиламилуксусной, диметилгексилуксусной и диметиллаурилуксусной.
На смесь этих кислот карбоксилаты отдельных металлов La, Mn, Sr получают экстракцией. После смешения смесь карбоксилатов концентрируют в вакууме при необходимом остаточном давлении и соответствующей температуре до максимальной общей концентрации по металлам в смеси. Концентрированную смесь смешивают с порошком La0,7Sr0,3MnO3 в шнековом смесителе в присутствии терпена. Затем терпен отгоняют в вакууме. Катоды изготавливают методом гидростатического прессования и спекают на воздухе. Некоторые результаты спекания при различных температурах приведены в табл.2. Для дальнейшего изготовления элементов выбирают катоды с открытой пористостью ~ 36,6% с размером пор 2 - 3 мкм (фиг.6).
Далее на поверхность катода наносят интерфейсный слой, представляющий собой газоплотную пленку следующего состава:
La1-xMexСrO3, где Me - допирующий элемент, выбранный из ряда Mg, Ca, Sr, Ba. Для этого готовят карбоксилаты индивидуальных металлов, смешивают их в соответствии с пропорцией, необходимой для образования при их пиролизе соединения La1-xMexCrO3 и наносят на предварительно нагретую поверхность несущего катода, методом окрашивания, распыления газокапельной эмульсии или накатки. Общая концентрация металлов в карбоксилатах (в пересчете на оксиды) не более 30 г/кг. Толщина образующегося при этом слоя не более 0,6 мкм. Температура предварительно нагретой при нанесения поверхности не выше 530oC.
На подготовленный таким образом катод с интерфейсным слоем наносят токопроход из хромита лантана стронция. Для его изготовления берут смесь карбоксилатов Cr, La и Sr с концентрацией не более 110 г/кг (по сумме образующихся при прокаливании оксидов) и добавляют в нее при активном перемешивании ультрадисперсный порошок La0,7Sr0,3MnO3. При этом отношение твердой фазы порошка к жидкой фазе карбоксилатов составляет от 1/100 до 5/100 вес.ч. Приготовленную ультрадисперсную смесь наносят на предварительно подогретую поверхность несущего катода до температуры, достаточной для образования из металлоорганического комплекса пленки допированного хромита лантана. Практически температура образования упомянутой пленки не превышает 530oC. Нанесение токопрохода на поверхность несущего катода может осуществляться путем ее окрашивания в токе азота при атмосферном давлении, либо посредством распыления ультрадисперсной суспензии в инертной среде. При этом скорость роста толщины газоплотной пленки токопрохода на поверхности несущего пористого катода должна составлять не менее 20 - 60 мкм в час.
Далее на катод с интерфейсным слоем и токопроходом наносят электролит. Для этого в качестве исходных органических реагентов используют карбоксилаты необходимых металлов, алкоголяты или их смеси. Выбор того или иного состава или смеси (карбоксилатов/алкоголятов) зависит от химических свойств металлов в составе смеси.
Для изготовления слоя электролита, представляющего собой тонкую (5 - 10 мкм) газоплотную пленку состава (CeO2)0,85(Sm2O3)0,15 или (CeO2)0,85(Gd2O3)0,15, использовали смесь карбоксилатов Ce/Sm или Ce/Gd, где органическая часть карбоксилатов представлена диметилбутилуксусной кислотой с содержанием основного вещества 97%. Процесс нанесения проводят при температуре поверхности не выше 380oC, методом окрашивания, накатки или напыления.
Как отмечалось выше, для защиты электролита на основе допированного церия от восстановления анодными газами на его поверхности изготавливают слой электролита на основе допированного диоксида циркония.
В качестве исходных органических реагентов для изготовления материала, позволяющего наносить тонкопленочный оксидный электролит на основе 9YSZ, используют диметилбутилуксусную кислоту и бутанол. Карбоксилаты металлов Zr и Y изготавливают методом жидкостной экстракции, а бутилат циркония - методом взаимодействия сульфата циркония с бутанолом и металлическим кальцием. Иттрий добавляют в приготовленную смесь в виде карбоксилата Y(2MeBuAc)3. Толщина электролита - 3 - 5 мкм.
Для изготовления на элементе второго электрода (анода) используют смесь-пасту, приготовленную из ионопроводящего материала (допированного диоксида циркония и/или допированного оксида церия), электронопроводящего материала (металлического порошка никеля и/или кобальта) и карбоксилатов металлов (никеля и/или кобальта). Для изготовления карбоксилатов Ni/Co можно использовать товарную смесь карбоновых кислот, имеющих общую формулу HO2C-C(CH3)2-(CH2)n-CH3, где n может принимать значения от 1 до 7. Концентрация Ni/Co в карбоксилатах составляет не менее 70 г/кг (по сумме оксидов металлов при прокаливании). В составе смесь-пасты отношение всех твердых составляющих к жидким равно (1/3 - 5/7) масс. Нанесение анода производят на нагретую поверхность методом окрашивания. Температура поверхности не выше 380oC.
Последним компонентом в ВТТЭ изготавливается электроизоляционный слой между токопроходом и анодом на поверхности электролита. Его необходимость обусловлена предотвращением паразитных токовых связей между электродами и устранением эффекта тройной точки - топливный газ/электролит/катод в местах вывода токопрохода.
Для изготовления электроизоляционного слоя используют дисперсию, состоящую на 30% из порошкового материала и 70% жидкой фазы. В качестве порошкового материала берут магнезиальную шпинель состава MgAl2O4 с 15% добавкой порошка 9YSZ, а в качестве жидкой фазы - смесь карбоксилатов алюминия и Mg, где органическая часть карбоксилатов представлена диметилбутилуксусной кислотой. Весовое отношение между алюминием и магнием в смеси карбоксилатов рассчитано на образование при их прокаливании соединения, соответствующего магнезиальной шпинели MgAl2O4. Дисперсию наносят методом окрашивания на изолируемую поверхность, нагретую не выше 530oC.
Таким образом изготовление всех наносимых компонентов ВТТЭ проводится на одной установке (фиг.7) с использованием одного физико-химического процесса и одного класса органических реагентов - диметилкарбоновых кислот. Завершающей операцией изготовления ВТТЭ является спекание на воздухе при температуре не выше 1280oC в течение часа.
Предпочтительный вариант осуществления изобретения по изготовлению катода.
В данном примере изготовление ВТТЭ начинается с изготовления несущего керамического катода. Для этого синтезируют порошок электродного материала совместным осаждением карбонатов из их нитратных растворов с последующим их спеканием. Затем готовят формуемую массу с органическим связующим компонентом, содержащим Mn, La, или Co, La, или Cr, La, или Ni, La, допированных элементами из группы щелочно-земельных элементов. Далее катод из пресс-массы формуют посредством изостатического прессования и подвергают спеканию.
Изготовленный таким образом керамический катод является несущим элементом всей конструкции ВТТЭ.
Заявляемый способ решает задачу изготовления несущего керамического катода с заданной структурой и прочностью при существенном снижении температуры термообработки и низких значениях (0,5 - 3)% коэффициентов усадки при спекании.
Технический результат, достигаемый при осуществлении заявляемого способа изготовления катода, реализуется за счет использования специально созданного материала для изготовления катода. Материал в формуемой массе одновременно выполняет роль пластификатора, связки и порообразователя. Как отмечалось выше, это позволяет получить изделие с заранее заданной структурой (не обеспечиваемой известной технологией) при существенно низких температурах спекания и коэффициентах усадки.
В итоге предлагаемое изобретение предусматривает меньшую номенклатуру исходных материалов, единообразный технологический подход для получения необходимых компонентов при более высоком выходе годной продукции и низком энергопотреблении.
Способ реализуют следующим образом.
Порошок состава LaxSr1-xMnO3, где 0,6 ≤ x ≤ 1,0, приготавливают, например, методом совместного осаждения карбонатов La, Sr, Mn из их нитратных растворов, с последующей фильтрацией осадка, его сушкой, термообработкой, обеспечивающей синтез вещества, и измельчением.
Одновременно приготавливают связующее, представляющее собой смесь карбоксилатов La, Sr, Mn, например методом жидкостной экстракции. Концентрация металлов в смеси составляет от 150 до 360 г/кг. После чего готовят формуемую массу путем смешивания приготовленного электродного порошка со связующим, где связующего - 3 - 15 мас.%. Приготовленную массу далее формуют, а полученную заготовку катода необходимой формы подвергают спеканию.
Изготовленный в соответствии с настоящим изобретением катод полностью соответствует техническим характеристикам, приведенным в конкретных примерах реализации данного изобретения.
Пример 1. Порошок состава La0,7Sr0,3MnO3 был изготовлен методом совместного осаждения карбонатов La, Sr, Mn из нитратных растворов этих металлов, фильтрации полученного осадка, сушки и спекания его при температуре 1380oС в течение 1 ч. Полученный таким образом грубый спек деагрегировался в мельнице до заданной крупности агрегатов. Рентгенофазовый анализ полученного порошка подтвердил образование однофазного продукта первскитной структуры.
Карбоксилаты индивидуальных металлов готовили методом экстракции соответствующего металла смесью карбоновых кислот. В приготовлении карбоксилатов для связующего использовали товарную смесь карбоновых кислот следующего состава, мас. %: диметилпропилуксусная кислота C7H14O2 36; диметилбутилуксусная кислота C8H16O2 31; диметиламилуксусная кислота C9H18O2 15; диметилгексилуксусная кислота C10H20O2 7; диметиллаурилуксусная кислота C12H24O2 2.
Некоторые концентрации металлов в карбоксилатах показаны в табл.1.
Полученные индивидуальные экстракты смешивали в требуемом соотношении. В данном примере была использована смесь карбоксилатов La, Sr, Mn, соответствующая составу: La0,7Sr0,3MnO3 и суммарной концентрации металлов 210 г/кг.
Порошок La0,7Sr0,3MnO3 смешивали с раствором карбоксилатов в массовом соотношении 93 : 7. Указанную смесь готовили в шнековом смесителе в течение 1 ч. Полученная смесь была использована для получения воздушных электродов трубчатой формы методом гидростатического прессования. Затем трубки спекали при различных температурах на воздухе. Результаты приведены в табл.2.
Пример 2. Смесь порошка La0,7Sr0,3MnO3 и раствора карбоксилатов La, Sr, Mn готовили, как описано в примере 1. Полученную смесь нагревали на воздухе до температуры 650oС с выдержкой в течение 45 мин. Полученный порошок дезагрегировали для разрушения непрочных агрегатов, образующихся после термообработки. Дальнейшие операции по изготовлению трубчатых катодов аналогичны указанным в примере 1. Температура спекания трубок составляла 1380oС. Результаты изменения прочности изделий приведены в табл.3.
Пример 3. Порошок состава La0,7Sr0,3MnO3, используемый в примерах 1 и 2, смешивали со смесью карбоксилатов, содержащих Co, La, Sr в соотношениях, соответствующих составу La0,6Sr0,4CoO3. Указанные карбоксилаты получали методом экстракции соответствующих металлов. Суммарная концентрация металлов составляла 291 г/кг. Изготовление трубок проводили как указано в примере 1. Результаты спекания трубок при различных температурах приведены в табл.4.
Предпочтительный вариант осуществления изобретения по изготовлению интерфейсного слоя.
Пример 4. Для изготовления интерфейсного слоя на несущий пористый катод из MLS, изготовленный по примеру 1, наносится пленка CLS толщиной 0,3 - 0,6 мкм. Нанесение осуществляют посредством окрашивания нагретой до 530oС поверхности катода смесью карбоксилатов Cr, La, Sr в атмосфере воздуха. Общая концентрация Cr, La, Sr в смеси карбоксилатов (в пересчете на оксиды) составила 20 г/кг. Органическая часть карбоксилатов представлена смесью, состоящей из, мас. %: диметилпропилуксусная кислота (C7H14O2) 36; диметилбутилуксусная кислота (C8H16O2) 31; диметиламилуксусная кислота (C9H18O2) 15; диметилгексилуксусная кислота (C10H20O2) 7; диметиллаурилуксусная кислота (C12H24O2) 2.
Отношение оксидов Cr, La и Sr после разложения смеси карбоксилатов на нагретой поверхности катода соответствует материалу La0,7Sr0,3CrO3. После нескольких (30 - 50) проходов окрашивания толщина пленки достигает 0,5 - 0,7 мкм.
Пример 5. Далее температуру нагрева катода с нанесенным слоем CLS снижают до 380oС и на его поверхности в атмосфере азота наносят слой (CeO2)0,85(Gd2O3)0,15 из смеси карбоксилатов Ce и Gd, где органическая часть карбоксилатов представлена диметилбутилуксусной кислотой 97 мас.%. Сумма концентраций Ce и Gd в смеси карбоксилатов (в пересчете на оксиды) составляет 55 г/кг. После нескольких (80 - 100) проходов окрашивания поверх пленки CLS образуется пленка (CeO2)0,85(Gd2O3)0,15 толщиной 5 - 10 мкм.
Пример 6. Затем температуру нагрева катода с нанесенными слоями CLS и (CeO2)0,85(Gd2O3)0,15 повышают до 410oС и в атмосфере азота проводят формирование слоя 9YSZ. Нанесение слоя 9YSZ проводят из смеси металлоорганических соединений Zr(OBu)2(2MeBuAc)2 + Y(2MeBuAc)3 с концентрацией Zr и Y (в пересчете на сумму оксидов) (30 - 50)г/кг. После нескольких (60 - 80) проходов окрашивания образуется слой 9YSZ толщиной 3 - 5 мкм.
Предпочтительный вариант осуществления изобретения по изготовлению токопрохода.
Способ реализуется следующим образом. Приготавливают карбоксилаты индивидуальных металлов. Далее карбоксилаты индивидуальных металлов смешивают в соответствии с пропорцией, необходимой для образования при их пиролизе соединения La1-xMexCrO3, где Me - допирующий элемент.
После этого готовят ультрадисперсную смесь из синтезированного отдельно приготовленного порошка электронопроводящего материала La1-xMexCrO3 и смеси карбоксилатов при соотношении твердой фазы порошка и жидкой фазы карбоксилатов в интервале 1/100 - 5/100. Приготовленную ультрадисперсную смесь наносят на предварительно подогретую поверхность несущего катода до температуры, достаточной для образования из металлоорганического комплекса пленки допированного хромита лантана. Практически температура образования упомянутой пленки не превышает 530oС. Нанесение токопрохода на поверхность несущего катода может осуществляться путем окрашивания в токе азота при атмосферном давлении, либо посредством распыления ультрадисперсной суспензии в инертной среде. При этом скорость роста толщины газоплотной пленки токопрохода на поверхности несущего катода составляет 20 - 60 мкм в час.
Пример 7. Смесь карбоксилатов Cr, La и Sr приготавливают аналогично ее приготовлению в примере 1 с использованием тех же органических реагентов. Исходные составы отдельных компонентов по содержанию металлов показаны в табл.1.
При прокаливании смеси образуется соединение хромита - лантана - стронция следующего состава: La0,8Sr0,3CrO3. Смесь наносится на пористую поверхность несущего катода, выполненного в виде трубки, нагретую до 530oС, в токе азота. На поверхности трубки образуется газоплотная дорожка токопрохода шириной 3 мм. Скорость роста пленки токопрохода составляет 25 - 30 мкм в час.
Пример 8. В отличие от примера 4 в смесь карбоксилатов Cr, La и Sr добавляют порошок состава La0,8Sr0,3CrO3, в котором 90% частиц с диаметром меньше одного микрона. Количество добавляемого порошка составляет 1 мас.% к массе карбоксилатов. Затем приготовленную смесь наносят на поверхность несущего катода, как указано в примере 4, при этом скорость роста увеличивается и составляет 60 мкм в час.
Предпочтительные варианты осуществления изобретения по изготовлению электролита.
Для изготовления тонкопленочного электролита из исходных смесей карбоксилатов (Zr/Y) приготавливают смесь соединений типа:
где MA - металл с валентностью A,
MB - металл с валентностью B,
m = 2 - 8,
n = 6 - 12,
x + y = A,
α+β = B
Далее на нагретую подложку приготовленную смесь соединений наносят напылением, окрашиванием или другими способами в инертной атмосфере (N2, Ar, CO2). Температура нагрева подложки зависит от конкретных элементов металлов в составе исходной смеси. На фотографии (фиг.7) показано устройство для нанесения тонких оксидных пленок методом окрашивания в момент изготовления электролита.
Пример 9. В качестве исходных органических реагентов для изготовления материала, позволяющего наносить тонкопленочный оксидный электролит на основе 10YSZ, используются диметилбутилуксусная кислота и бутанол. Карбоксилаты металлов Zr и Y изготавливают методом жидкостной экстракции, а бутилат циркония - методом взаимодействия сульфата цирконила с бутанолом и окисью кальция. Концентрации металлов показаны в табл.1.
Исходное соединение для нанесения получают по реакции
Иттрий добавляют в изготовленную смесь в виде карбоксилата Y(2MeBuAc)3. Смесь при прокаливании образует соединение кубической структуры, состав которой показан в табл.5 (поз.1).
Изготовленный таким образом материал наносят на поверхность трубки катода из манганита-лантана-стронция. Температуру поверхности трубки поддерживают на уровне 530oС. Реакцию проводят в токе азота. При этом на поверхности катода из манганита-лантана-стронция образуется газоплотная пленка твердого электролита состава - 91ZrO29Y2O3 (указаны мольные проценты). Толщина пленки зависит от количества проходов каретки с дозирующим карбоксилаты устройством. Скорость роста толщины пленки электролита 25 мкм в час. После нанесения электролита трубку подвергают термической обработке при температуре 1100oС. Кубическая структура нанесенного материала пленочного электролита подтверждается измерениями на рентгеновском дифрактомере. Электрохимические измерения показали, что число переноса ионов кислорода в изготовленном электролите практически равно единице.
Пример 10. Один из вариантов способа изготовления пленочного электролита по примеру 6 заключается в следующем: в наносимый на поверхность трубки катода материал добавляют порошок стабилизированного диоксида циркония, имеющего состав, приведенный в табл.5 (поз.1), в количестве 1,5 мас.%. Фракционный состав добавляемого порошка показан на фиг.8 96% его частиц имеют диаметр менее 2 мкм. Технология нанесения электролита аналогична используемой в примере 6, но скорость роста толщины слоя электролита увеличилась и составила приблизительно 30 - 40 мкм в час. Фрагмент слоя электролита толщиной 30,7 мкм на пористом катоде показан на фотографии фиг.9.
Пример 11. Изготовление Ba-Ce-Gd электролита на пористом электроде.
Смесь карбоксилатов с составом Ba, Ce и Gd, соответствующим табл.5 (поз. 3), изготовлена как в предыдущих примерах. На подложку, температура которой поддерживается на уровне 380oС, представляющую собой пористую пластину из хромита-лантана-стронция, смесь карбоксилатов напыляют в виде газокапельной эмульсии. При разложении карбоксилатов образуется газоплотная пленка электролита с протонной проводимостью. Скорость роста толщины пленки составляет 20 мкм в час.
Предпочтительный способ изготовления керметного топливного электрода.
Изготовление керметного топливного электрода с достижением ранее упомянутого технического результата решается тем, что в известном способе изготовления керметного топливного электрода высокотемпературного топливного элемента, включающем формирование на твердом электролите, находящемся в контакте с внутренним воздушным электродом, керметного слоя электрода, состоящего из грубодисперсного электроноводящего материала, выбранного из группы металлических никеля и/или кобальта, грубодисперсного ионопроводящего материала на основе допированного диоксида циркония и/или допированного оксида церия и последующего формирования на грубодисперсном слое отдельного тонкодисперсного электронопроводящего пористого многофазного слоя, состоящего из металлического материала, выбранного из группы никеля и/или кобальта, ионопроводящего допированного материала на основе оксида церия, посредством нанесения и последующего нагрева смесь-пасты, состоящей из упомянутых тонкодисперсных компонентов со связующим, керметный топливный электрод изготавливают одновременным формированием грубодисперсной и тонкодисперсной составляющих пористого многофазного слоя нанесением смесь-пасты на электролит, находящийся в контакте с внутренним воздушным электродом.
Пример 12. Для изготовления керметного топливного электрода готовят смесь карбоксилатов - Ni[O2C-C(CH3)2-(CH2)n-CH3]2, где Ni 60 г/кг, с порошком электролита (ZrO2)0,91(Y2O3)0,09 (N 1 табл.5) при соотношении (Т/Ж) = 1/3. К этой смеси добавляют никелевый порошок при соотношении (TYSZ/TNi) = 1/1,1 и подвергают обработке в планетарной мельнице. Смесь наносят на поверхность электролита способом окрашивания. Далее элемент помещают в вакуумную камеру и выдерживают при температуре 350oС и остаточном давлении 10 мм рт.ст. в течение трех часов. При этом карбоксилат никеля, находящийся в составе смеси, разлагается с образованием металлического никеля, который связывает частицы порошка электролита и ранее замешанного порошка никеля единым проводящим каркасом. Далее готовый элемент термообрабатывают в печи при температуре 1100oС.
Пример 13. Для изготовления высокопористого керметного анода, на котором возможно частичное протекание реформинга топлива, готовят смесь-пасту смешением порошков: никеля, частицы которого имеют регулярную шарообразную форму (фиг. 11а), допированного диоксида циркония, частицы которого имеют волокнистую структуру (фиг.11б), тонкодисперсного порошка допированного оксида церия (фиг. 10) с жидкой фазой диметилбутилуксусного кобальта - Co[O2C-C(CH3)2-(CH2)3-CH3]2, которая в процессе термообработки образует электронопроводящий пористый многофазный слой, скрепляющий между собой грубодисперсную и тонкодисперсную фазы, образующие кермет топливного электрода.
Концентрация кобальта в жидкой фазе карбоксилата 56 г/кг. Весовое отношение порошка никеля металлического к общему количеству ионопроводящих порошков составляет 1,1/1,0. Отношение фаз твердой к жидкой в изготовленной пасте находится в интервале 1/3 - 5/7 масс. Грубодисперсные частицы никелевого порошка имеют диаметр от 10 до 15 мкм, а грубодисперсный порошок электролита YSZ имеет нитевидную форму, где отношение длины частицы к ее диаметру составляет не менее 10, при диаметре нитей 5 - 10 мкм.
Тонкодисперсный порошок допированного оксида церия содержит в своем составе 90% частиц размером менее 1,0 мкм.
Нанесение смесь-пасты осуществляют посредством окрашивания в воздушной среде при комнатной температуре и атмосферном давлении. Полуэлемент с нанесенной сырой смесь-пастой подвергают термообработке в вакууме при температуре 350oС и остаточном давлении 10 мм рт.ст.
Предпочтительный вариант осуществления изобретения по изготовлению электроизоляционного слоя.
Последним компонентом в ВТТЭ изготавливается электроизоляционный слой между токопроходом и анодом на поверхности электролита. Его необходимость, как отмечалось выше, обусловлена предотвращением паразитных токовых связей между электродами и устранением эффекта тройной точки - топливный газ/электролит/катод в местах вывода токопрохода.
В зависимости от конструкции ВТТЭ, планарная или трубчатая, условия и методы нанесения электроизоляционного слоя различаются. Для планарной конструкции более приемлем метод нанесения из газокапельной эмульсии с маскированием соседних участков, в то время как для трубчатой - метод окрашивания. В связи с этим подготовка исходных материалов для нанесения электроизоляционного слоя различна, хотя в конечном итоге приводит к получению электроизоляционного покрытия одного химического состава с одинаковыми функциональными свойствами.
Пример 14. Для изготовления электроизоляционного слоя методом окрашивания используют дисперсию, состоящую на 30% из порошкового материала и 70% жидкой фазы. В качестве порошкового материала берут магнезиальную шпинель состава MgAl2O4 с 15% добавкой порошка 9YSZ, а в качестве жидкой фазы - смесь карбоксилатов алюминия и Mg, где органическая часть карбоксилатов представлена диметилбутилуксусной кислотой. Весовое отношение между алюминием и магнием в смеси карбоксилатов рассчитано на образование при их прокаливании соединения, соответствующего магнезиальной шпинели MgAl2O4. Содержание Mg и Al в карбоксилатах представлено в табл.1. Дисперсию наносят посредством окрашивания на поверхность, нагретую не выше 530oС.
Пример 15. Способ изготовления электроизоляционного слоя методом нанесения из газокапельной эмульсии реализуется следующим образом. Металлоорганическая соль Al и Mg состава Mg[Al(Alc)4]2 смешивается с карбоксилатами Zr и Y, где органическая часть представлена диметилбутилуксусной кислотой. Карбоксилаты циркония и иттрия добавляют в количестве, достаточном для образования после пиролиза смеси на нагретой электроизолируемой поверхности 5 - 15% иттрий стабилизированного циркония в составе магнезиальной шпинели. Нанесение производят в виде полосы шириной 2 - 3 мм. Температура электроизолируемой поверхности при нанесении поддерживается на уровне 450oС. В результате образуется электроизолирующий слой толщиной 12 - 15 мкм, имеющий состав, соответствующий химической формуле (MgAl2O4)1-n((ZrO2)0,91(Y2O3)0,09)n, где n - 5 - 15 мас.%.
Промышленная применимость. Способ изготовления единичного ВТТЭ и его компонентов: катода, электролита, анода, токопрохода, интерфейсного и изолирующего слоев может найти широкое использование в технологии изготовления единичных ВТТЭ и его компонентов.
Данная группа изобретений предлагает комплексный подход к изготовлению ВТТЭ и его компонентов в виде единого технологического процесса, используя существенно меньший перечень материалов, веществ и реагентов. Однотипные химические соединения металлов с органическими реагентами одного класса, приготавливаемые в соответствии с данной группой изобретений, используются в изготовлении всех компонентов ВТТЭ, что также позволило использовать практически одно устройство для формирования всех компонентов в рамках единого технологического процесса.
В итоге значительно снижается себестоимость единичного ВТТЭ, а, следовательно, и всего изделия в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224337C1 |
| ТРУБЧАТЫЙ ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ С МЕТАЛЛИЧЕСКОЙ ОПОРОЙ, ЕГО ТРУБЧАТЫЙ МЕТАЛЛИЧЕСКИЙ ПОРИСТЫЙ ОПОРНЫЙ СЛОЙ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2332754C1 |
| ТРУБЧАТЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ) ДЛЯ БАТАРЕЙ ВЫСОКОТЕМПЕРАТУРНЫХ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ С ТОНКОСЛОЙНЫМ ТВЕРДЫМ ЭЛЕКТРОЛИТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2310256C2 |
| МОДИФИЦИРОВАННЫЙ ПЛАНАРНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ), БАТАРЕЯ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2367065C1 |
| ТРУБЧАТЫЙ ЭЛЕМЕНТ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА С ТОНКОСЛОЙНЫМ ТВЕРДООКСИДНЫМ ЭЛЕКТРОЛИТОМ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2625460C2 |
| ТРУБЧАТЫЙ ЭЛЕМЕНТ (ЕГО ВАРИАНТЫ), БАТАРЕЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ С ТОКОПРОХОДОМ ПО ОБРАЗУЮЩЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2310952C2 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2361332C1 |
| МОДИФИЦИРОВАННЫЙ ПЛАНАРНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ), БАТАРЕЯ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ НА ЕГО ОСНОВЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА И ФОРМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2422951C1 |
| КОМПОЗИТНЫЙ КИСЛОРОДНЫЙ ЭЛЕКТРОД И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2537561C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА С ДВУХСЛОЙНЫМ НЕСУЩИМ КАТОДОМ | 2013 |
|
RU2523693C1 |
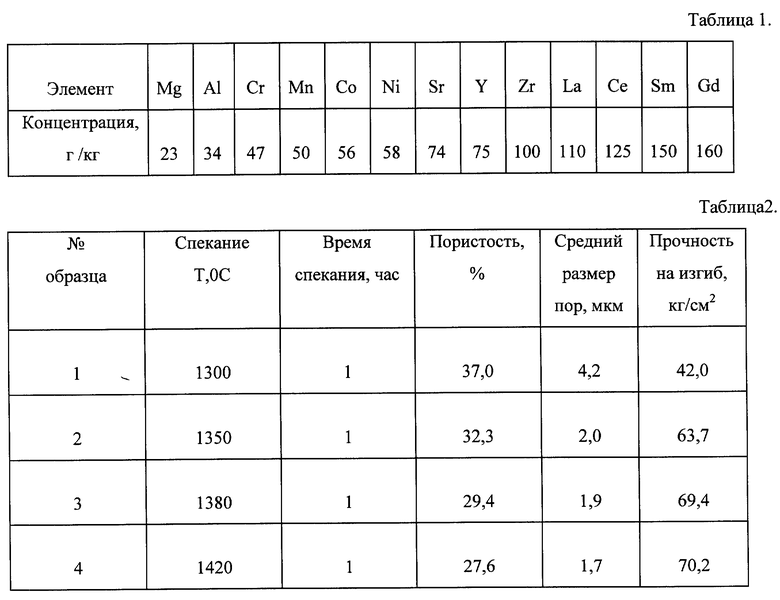
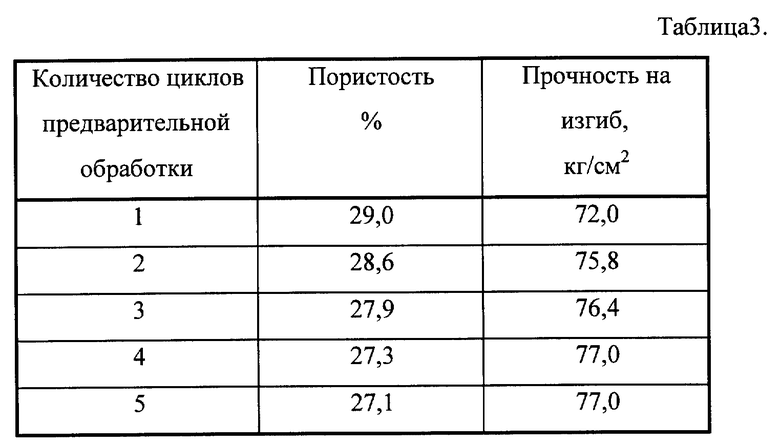
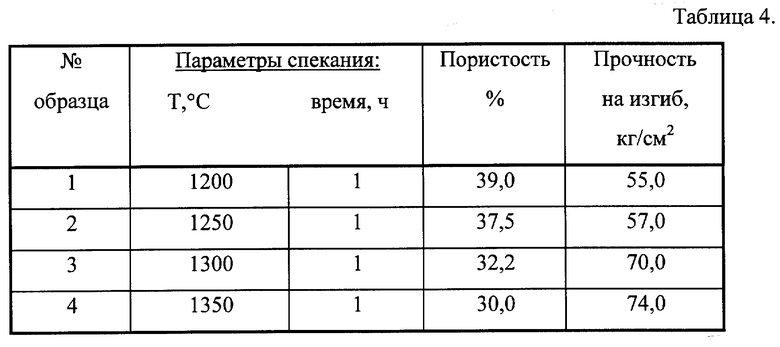
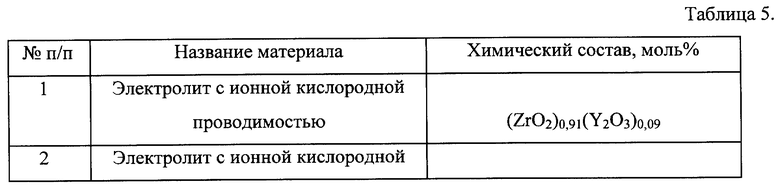
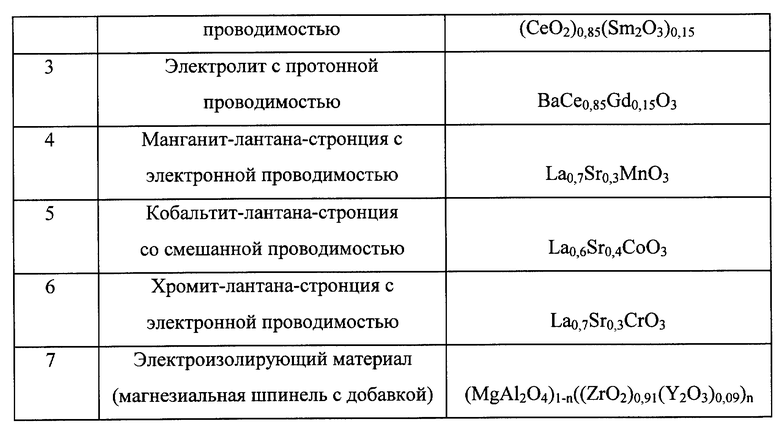
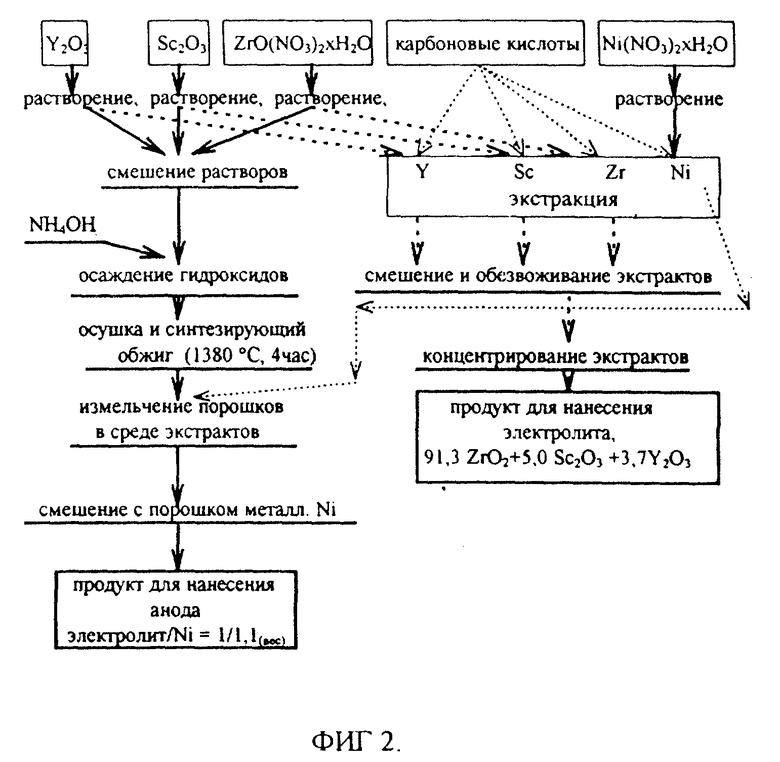
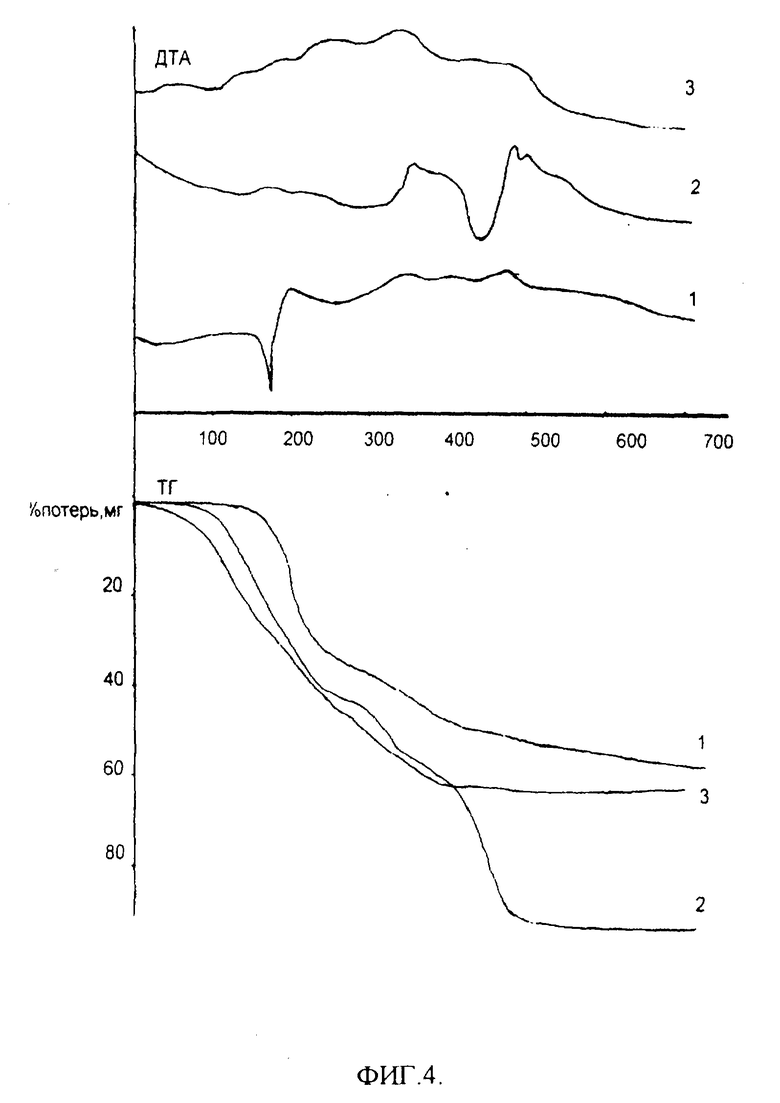
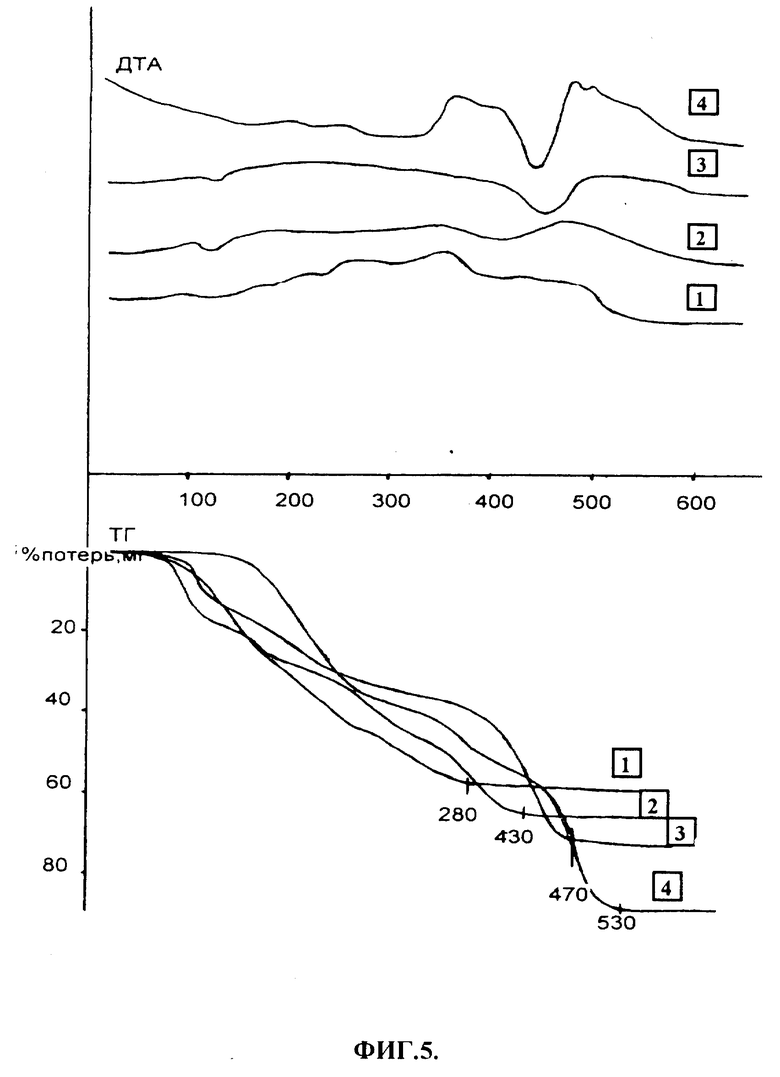
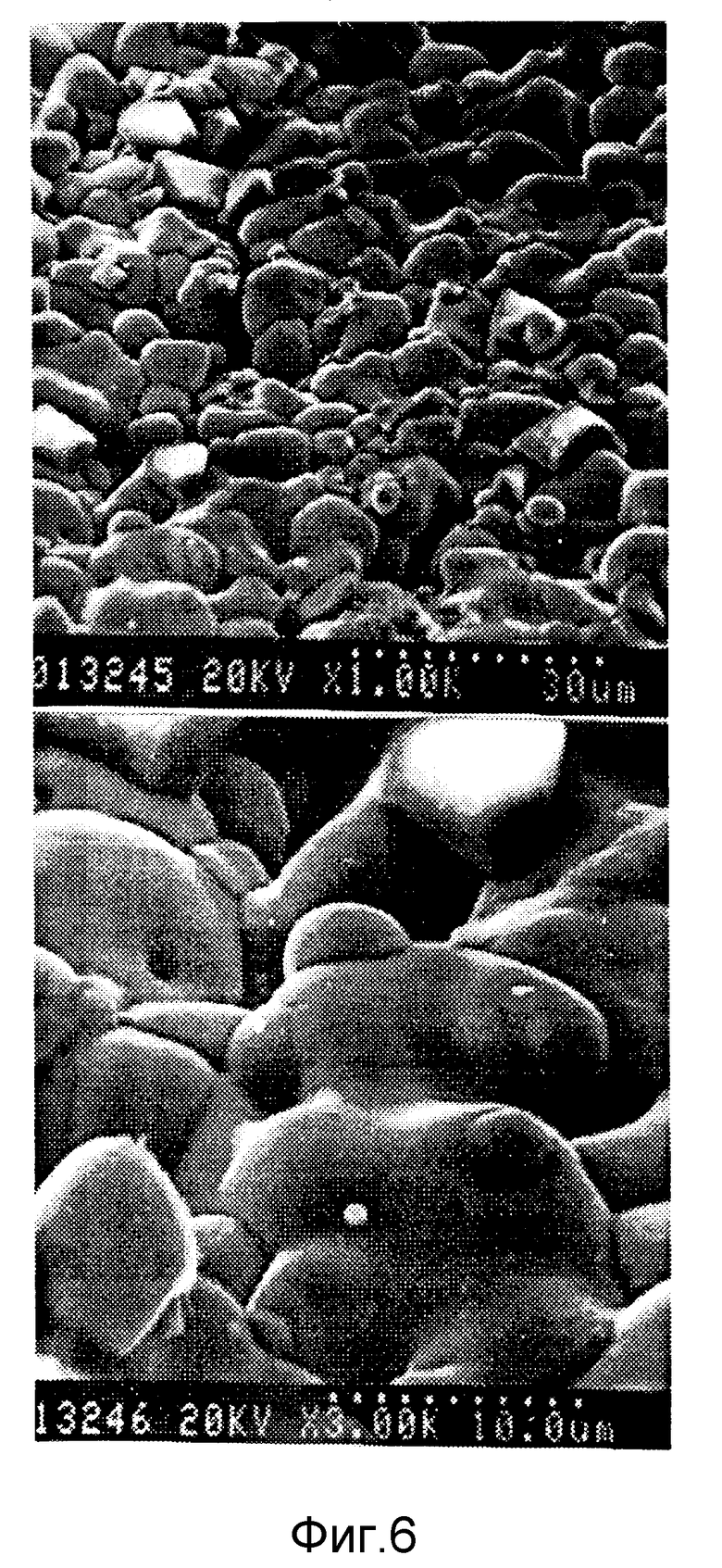
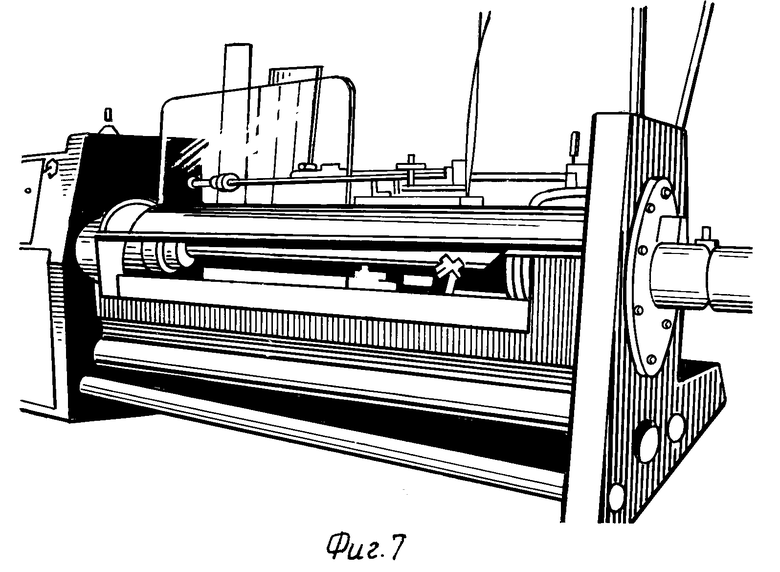
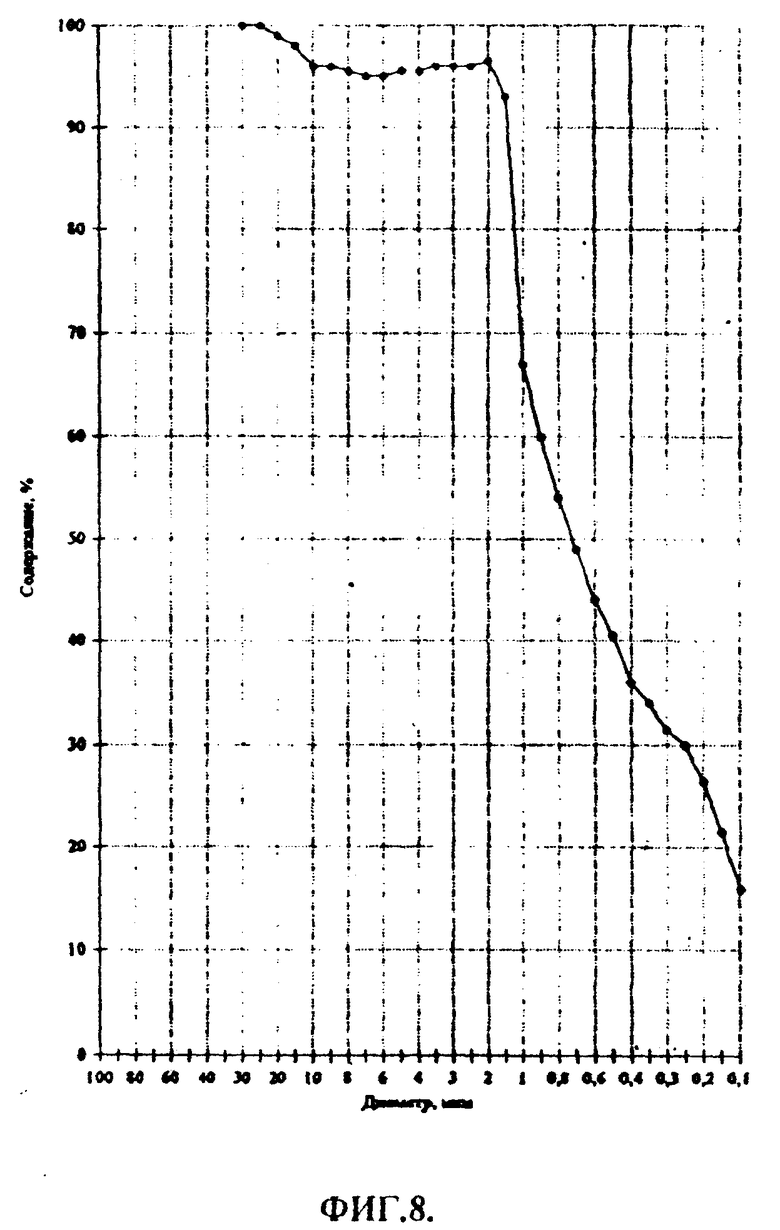
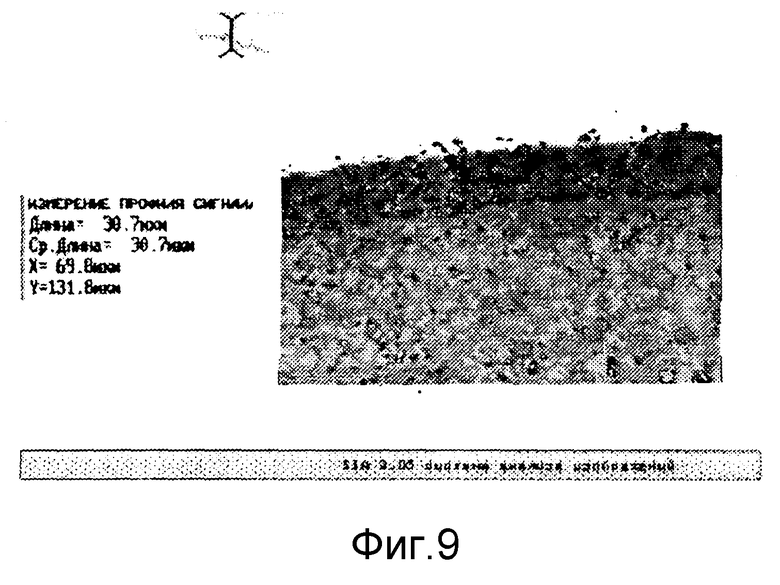
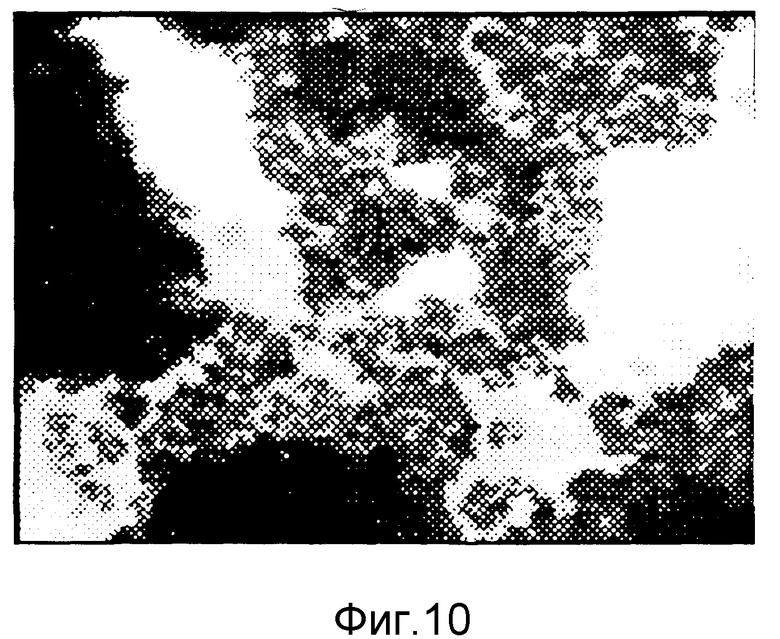
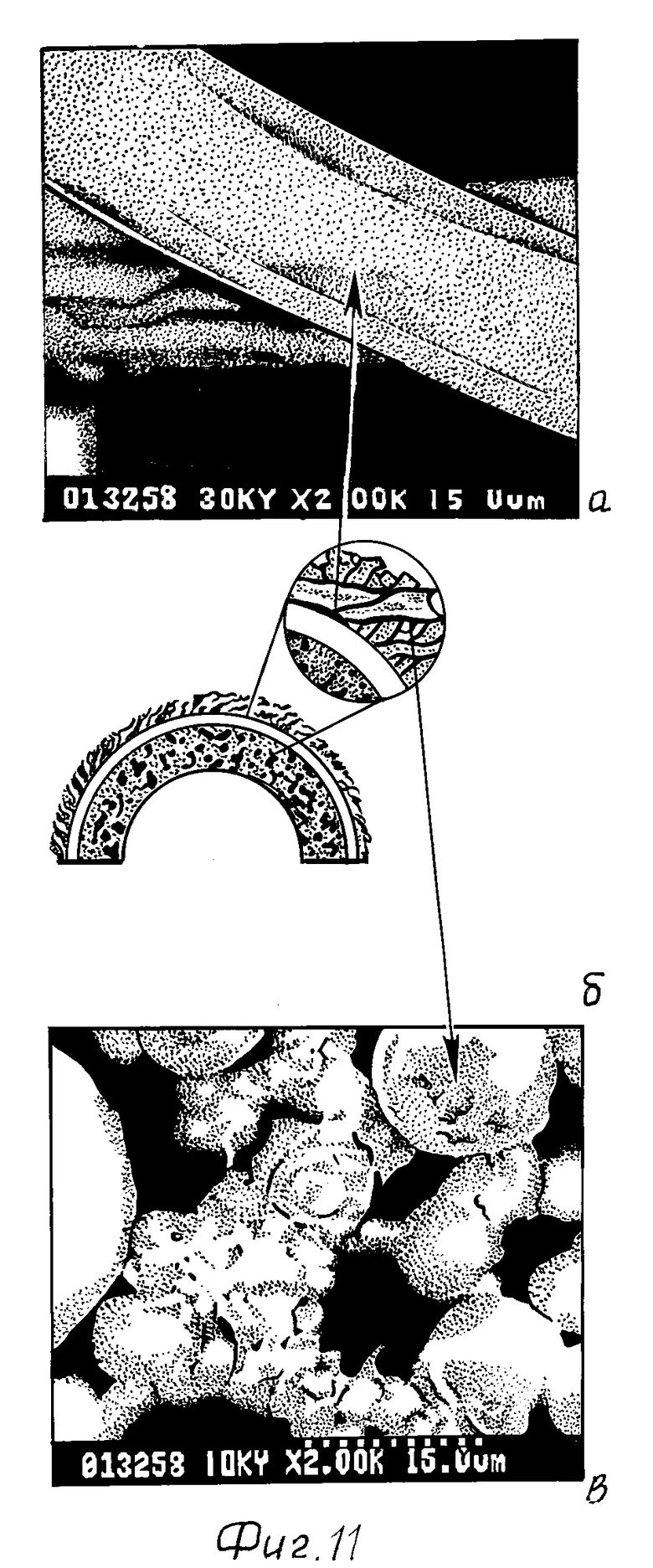
Изобретение относится к непосредственному преобразованию химической энергии топлива в электрическую, а именно к высокотемпературным топливным элементам (ВТТЭ). Способ изготовления единичного ВТТЭ и его компонентов: катода, электролита, анода, токопрохода, интерфейсного и электроизолирующего слоев предназначен для прямого преобразования химической энергии топлива в электрическую и может найти широкое применение для изготовления высокотемпературных электрохимических устройств с твердым оксидным электролитом, используемых как в передвижных установках, так и в стационарных электростанциях большой мощности. Существо изобретения заключается в том, что предлагаемая технология позволяет изготавливать ВТТЭ и его компоненты исходя из использования узкого класса органических реагентов, производство которых давно освоено химической промышленностью в больших масштабах ( тысячи тонн). И, как следствие, технология осуществляется в рамках использования единого физико-химического процесса и однотипного технологического оборудования. Технический результат, достигаемый при реализации изобретения, заключается в сокращении номенклатуры используемых материалов и веществ, используемого технологического оборудования, энергопотребления, что в конечном итоге снижает себестоимость изделия в целом. 7 с. и 48 з.п.ф-лы, 11 ил., 5 табл.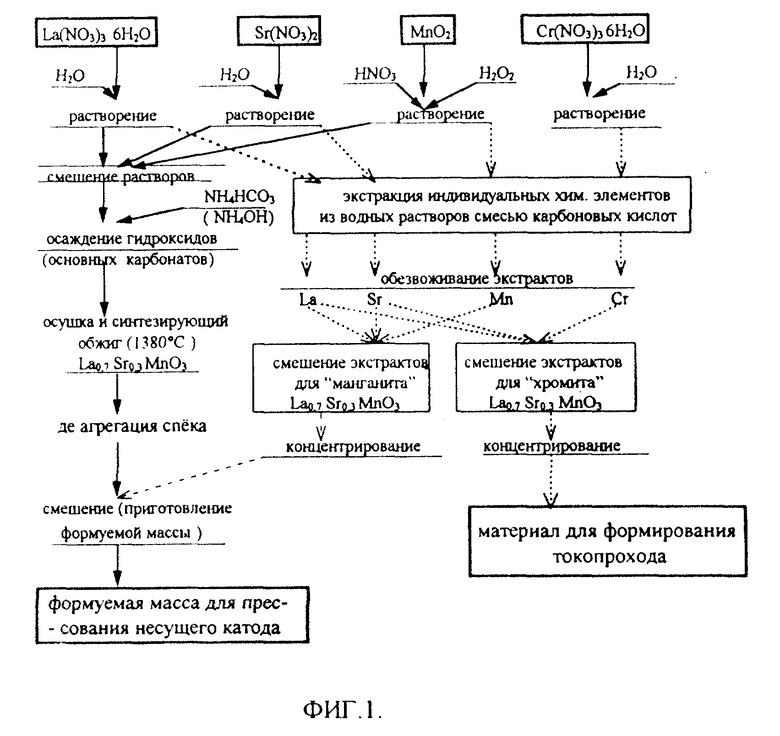
[(CH3 - CH2)n - C(CH3)2 - CO2]mMe+m,
n = 1 - 7,
m - валентность металла,
Me - Mg, Ca, Sr, Ba, Al, Sc, Y, In, La и лантаноиды, Ti, Zr, Hf, Cr, Mn, Fe, Co, Ni, Cu, входящие в виде металлов или их оксидов в состав материалов, используемых для формирования катода, анода, токопрохода, электролита, интерфейсного и электроизоляционного слоев. Me+A(O2C - C(CH3)2 - (CH2)n - CH3)X(OCmH2m+1)A-X;
Me+A(O2C - C(CH3)2 - (CH2)n - CH3)X(OCmH2m+1)A-X;
c образованием смеси карбоксилатов металлов, или смеси алкоголятов металлов, или смеси карбоксилатов и алкоголятов металлов, характеризуемой общей формулой
Me+A(O2C - C(CH3)2 - (CH2)n - CH3)X(OCmH2m+1)A-X,
где Me - любой из металлов, входящий в функциональный компонент высокотемпературного топливного элемента;
A - валентность данного химического элемента (металла);
X - коэффициент, определяемый из неравенства 0 < X < A;
n = 1 - 7;
m = 2 - 8.
Me+A(O2C - C(CH3)2 - (CH2)n - CH3)A,
осуществляют методом жидкостной экстракции и/или твердофазной экстракции соответствующих металлов (Me+A) из водных растворов их солей и/или их суспензий в минеральных кислотах.
SrCe0,85Gd0,15(O2C - C(CH3)2 - (CH2)n - CH3)6 или BaCe0,85Gd0,15(O2C - C(CH3)2 - (CH2)n - CH3)6,
где n = 2 - 3, наносят на поверхность электрода, нагретую до температуры не выше 470oC, разлагающуюся под воздействием температуры с образованием пленки протонного электролита состава SrCe0,85Gd0,15O3 или BaCe0,85Gd0,15O3.
Me+M(O2C - C(CH3)2 - (CH2)n - CH3)m,
где Me - Cr, La, Sr, и/или Ca, и/или Mg;
m - валентность металла;
n = 1 - 7.
Me+A(O2C - C(CH3)2 - (CH2)n - CH3)A-X(OCmH2m+1)X,
где Me - металлы, выбранные из группы: Cr, Mn, Co, Ni, Cu, Y, Zr, La и лантаноиды, Mg, Ca, Sr, Ba;
A - валентность данного химического элемента (металла);
X - коэффициент, определяемый из неравенства 0 < X < A;
n = 1 - 7;
m = 2 - 8.
Me+A(O2C - C(CH3)2 - (CH2)n - CH3)A-X(OCmH2m+1)X,
где X = 0;
Me - металлы, выбранные из группы: Mg, Ca, Sr, Ba, Ce, Pr, Sm, Gd, Er.
Me+A(O2C - C(CH3)2 - (CH2)n - CH3)A-X(OCmH2m+1)X,
где X = 0;
Me - металлы, выбранные из группы: Ce, и допирующие элементы Sm, Gd;
n = 1, 2.
Me+A(O2C - C(CH3)2 - (CH2)n - CH3)A-X(OCmH2m+1)X,
где Me - металлы, выбранные из группы: Zr, Y, La и лантаноиды,
А - валентность данного химического элемента (металла);
X - может принимать значения 1, 2, 3, ... А.
Me+m(O2C - C(CH3)2 - (CH2)n - CH3)m,
где Me - Ni и/или Co,
m - валентность металла,
n = 1 - 7,
которая в процессе термообработки образует электронопроводящий пористый многофазный слой, скрепляющий между собой грубодисперсную и тонкодисперсную фазы, образующие кермет топливного электрода.
Me+A[(O2C - C(CH3)2 - (CH2)n - CH3)1-X(OCmH2m+1)X]A,
где n = 1 - 7;
m = 2 - 8;
Me - Mg, Al, Zr, Y, Ca, La и лантаноиды;
А - валентность металла;
х - может принимать значения от 0 до 1.
| Thih Film Technigues for Solid Electrolyte Composites, European solid oxide fuel cell forum, 6 - 10 May 1996, Oslo/Norwey, p.331 - 342 | |||
| US 5108850 A, 28.04.92 | |||
| US 5085742 A, 04.08.92 | |||
| US 5021304 A, 04.06.91 | |||
| Способ безрасходной продувки узлов очистки газа | 2020 |
|
RU2746172C1 |
| RU 2064210 C1, 20.07.96. | |||

