Группа изобретений относится к области непосредственного прямого преобразования химической энергии топлива в электрическую, а конкретно к высокотемпературным электрохимическим устройствам с твердым оксидным электролитом (ТОЭ), и может быть использована для изготовления высокотемпературных топливных элементов (ВТТЭ).
В настоящее время ВТТЭ являются одним из наиболее перспективных видов преобразователей химической энергии топлива в электрическую энергию.
Наиболее важной особенностью ВТТЭ является высокий коэффициент полезного действия, который теоретически может достигать до 80%. В настоящее время на опытных образцах достигнуты значения КПД 50%. Кроме этого, по сравнению с традиционными способами генерирования электричества, ВТТЭ обладают рядом других преимуществ: модульность конструкции, высокий КПД при частичной электрической нагрузке, возможность совместной генерации электрической и тепловой энергии, более низкий, на несколько порядков, выход загрязняющих продуктов, отсутствие движущихся деталей и узлов.
Основными компонентами ВТТЭ являются анод, электролит, катод и токопроход. Компоненты топливного элемента должны обладать высокой прочностью и стойкостью в условиях рабочих температур, дешевизной изготовления.
В настоящее время разработаны и широко используются различные технологии изготовления ВТТЭ. Компоненты ВТТЭ - электроды, электролиты и токопроходы - изготовляют из керамических материалов на основе диоксида циркония, оксидов церия, тория, бария, стронция, висмута и соединений со структурой перовскитового типа на основе оксидов хрома, марганца, кобальта, никеля, лантана, которые модифицируют магнием, кальцием, стронцием, барием, скандием, иттрием, церием и другими лантаноидами.
Вместе с тем, применение известных технологий не позволяет полностью решить такие задачи, как: обеспечение заданной пористости керамических электродов при достаточной конструкционной прочности и электрической проводимости; уменьшение толщины пленки электролита при сохранении газоплотности; формирование тонких пленок электролита на пористых несущих электродах при максимальном увеличении удельной рабочей поверхности на единицу веса ВТТЭ.
Особенно сложной является задача изготовления газоплотного слоя электролита (с толщиной δ= 5÷15 мкм) на пористом электроде, у которого открытая пористость должна составлять не менее 30%. При этом необходимо добиться резкого снижения стоимости изготовления ВТТЭ, что позволило бы обеспечить их серийное массовое производство.
Предпринимались многочисленные попытки создания на пористом электроде тонких оксидных пленок с использованием электрохимического нанесения CVD(EVD), плазменного напыления, набрызгивания, распылительного пиролиза и "sol-gel" метода [1]. Среди перечисленных методов последний отличается улучшенной гомогенностью, большей чистотой полученных пленок, реализуется при более низких температурах. Однако прекурсоры "sol-gel" весьма чувствительны к влаге и имеют относительно короткий срок хранения.
Известны способы изготовления высокотемпературного топливного элемента, при осуществлении которых эта проблема решается тем, что прекурсор наносят на подложку, которую приводят в быстрое вращение порядка 2000-3000 об/мин, в результате чего прекурсор растекается, образуя тонкую пленку. Затем пленку нагревают в присутствии кислорода при температуре, не превышающей 600oС, для превращения полимерной пленки прекурсора в поликристаллическую металлооксидную пленку, при этом в качестве прекурсора используют прекурсор на основе полимеризуемого органического растворителя (например, этиленгликоля), с образованием полимерного промежуточного вещества, свободного от осадка и включающего полимер, содержащий катионы металлов [2].
Однако данным способом практически невозможно изготовить пленки функциональных слоев на сложной подложке, изготовить тонкие качественные газоплотные оксидные функциональные пленки для высокотемпературных электрохимических устройств (ВЭХУ). К тому же, нагрев (до 80oС) водных растворов соединений, содержащих нитраты, хлориды, карбонаты, алкоголяты и гидроксиды соответствующих металлов, совместно с полимеризуемым органическим растворителем (например, этиленгликолем) не обеспечивает удаление из получаемого прекурсора анионов минеральных кислот. В результате азот, хлор, углерод попадают в образуемую полимерную пленку и далее в функциональный оксидный слой (электролит, токопроход и др. ), что сильно искажает их электрохимические свойства. Особенно вредны остатки хлора, которые не удаляются даже при температуре спекания оксидов. Хлор образует с оксидами металлов легкоплавкую эвтектику, в результате чего при прокаливании образуются проплавки (сквозные отверстия), что делает свойства пленок неприемлемыми для ВЭХУ. Также исходный прекурсор после удаления воды имеет высокую вязкость, что обуславливает необходимость обеспечения высокой скорости вращения подложки - до 3000 об/мин. Такие скорости неприменимы для изготовления ВТТЭ в виде длинной пробирки из допированного манганита лантана в связи с возможностью ее разрушения. При нанесении капель прекурсора на вращающуюся плоскую пористую поверхность катода его высокая вязкость не позволяет быстро проникать (впитываться) в поры. Однако при проведении следующей стадии процесса, связанной с остановкой вращения и нагревом поверхности до 80oС, полимерная пленка резко уменьшает свою вязкость и впитывается в подложку, в результате чего необходимой пленки на поверхности подложки не образуется. При повторении данного процесса многократно, десятки раз, газоплотность может быть достигнута, но при этом поры катода на треть толщины или более оказываются заполненными электролитом. Таким образом, фактическая толщина электролита может оказаться на порядок больше ожидаемой.
Окончательный отжиг пленки циркония, нанесенной на подложку, недостаточно проводить при 600oС, поскольку часть циркония приобретает кубическую структуру за счет углерода, остающегося после разложения органического радикала. Далее, в процессе эксплуатации такая кубическая структура переходит в моноклинную, так как углерод постепенно выводится. Свойства электролита (коэффициент термического расширения, удельная плотность, электрическое сопротивление) при этом меняются, что может привести к потере эксплуатационных качеств. Полное удаление углерода возможно при температуре не ниже 1250oС и выдержке 1 час.
Известен также способ изготовления ВТТЭ, имеющих форму трубки (или пробирки с большим отношением длины к диаметру), в соответствии с которым синтез электролита на катоде, выполненном в виде трубки из допированного манганита лантана, осуществляют методом плазменного распыления иттрий стабилизированного циркония, а затем ведут процесс CVD в атмосфере газообразных галогенидов циркония и иттрия. В соответствии с данным способом решается проблема газоплотности слоя электролита, напыленного плазменным способом [3] .
Данный способ, являясь наиболее близким к предлагаемому, хотя и позволяет решить проблему газоплотности слоя электролита, однако небезопасен, поскольку работу ведут с агрессивными газообразными галогенидами.
Из указанного патента США известна также установка для изготовления высокотемпературного топливного элемента, содержащая привод для вращения несущего полого катода и устройство для нанесения на катод прекурсоров компонентов слоев топливного элемента, выполненное в виде плазменной пушки. Однако эта установка в своем составе имеет сложное оборудование, необходимое как для обеспечения самого процесса осаждения электролита, так и для обеспечения безопасности проведения процесса изготовления топливного элемента.
Задача, поставленная при создании предлагаемой группы изобретений, состоит в том, чтобы способ изготовления топливного элемента был безопасным и дешевым, а установка для его осуществления конструктивно простой и надежной.
В части способа изготовления высокотемпературного топливного элемента поставленная задача решается тем, что в качестве прекурсора используют металлорганические комплексы (МОК), не содержащие водной компоненты и анионов минеральных кислот, а в качестве исходного органического реагента, применяемого для изготовления органических комплексов всех металлов, необходимых в прекурсоре, используют 2-этилгексановую кислоту, при этом все слои наносят на вращающуюся нагретую подложку методом последовательной (в одну операцию) накатки прекурсоров. Для различных прекурсоров необходимая температура подложки в момент его нанесения имеет индивидуальное значение. Вместе с тем все эти индивидуальные значения укладываются в диапазон от 240 до 600oС, при этом все прекурсоры наносят в среде атмосферного воздуха или инертных газов.
Кроме того, задача в части способа решается путем ведения процесса создания топливного элемента путем нанесения функциональных слоев в определенной последовательности. Эта последовательность зависит от конструкции токопрохода в элементе, выбранном для исполнения.
Для конструкции токопрохода, который выводится от катода через электролит и другие функциональные слои, сначала на несущий катод наносят слой токопрохода, затем с зазором по отношению к последнему - антидиффузионный слой, а потом слой электролита. Далее катод с нанесенными слоями подвергают термообработке. После термообработки также с зазором к слою токопрохода наносят слой керметного анода, затем катод со всеми нанесенными слоями подвергают термообработке в вакууме, после чего зазор между токопроходом и всеми другими слоями заполняют слоем электроизолирующего материала. Этот слой также наносят путем накатки прекурсора.
Для конструкции топливного элемента, в котором токопроход выводится от внутренней поверхности катода и не пронизывает функциональные слои, изготовление топливного элемента начинается с нанесения антидиффузионного слоя. При этом оставлять какие-либо зазоры в антидиффузионном слое, электролите и всех последующих слоях нет необходимости.
В части установки для изготовления высокотемпературного топливного элемента эта задача решается тем, что она снабжена подогревателем несущего катода, механизмом перемещения устройства для нанесения прекурсоров относительно несущего катода и блоком управления, выполнением устройства для нанесения прекурсоров слоев топливного элемента в виде размещенного в корпусе с открытым сверху торцом и выступающего над последним цилиндрического ролика, принудительно смачиваемого прекурсором, соответствующим наносимому слою топливного элемента и поступающим из дополнительно установленного питателя с управляющим устройством, привод вращения несущего катода выполнен в виде шагового электродвигателя, механизм перемещения - в виде каретки, в которой установлено устройство для нанесения прекурсоров, а механизм для перемещения, привод для вращения и управляющее устройство питателем выполнены управляемыми от блока управления.
Кроме того, устройство для нанесения прекурсоров слоев топливного элемента имеет водяное охлаждение, а в его корпусе выполнен канал подвода инертного газа в зону контакта ролика устройства для нанесения прекурсоров слоев топливного элемента с несущим электродом (катодом). Ролик устройства для нанесения прекурсоров слоев топливного элемента может быть установлен в корпусе с возможностью поворота на 90o относительно вертикальной плоскости. Ролик может быть выполнен из керамики на основе ВеО, при этом наружная поверхность ролика может быть выполнена вогнутой радиусом, соответствующим радиусу несущего катода.
Сущность изобретений поясняется на чертежах:
на фиг. 1 приведены термоаналитические кривые соли циркония 2-этилгексановой кислоты;
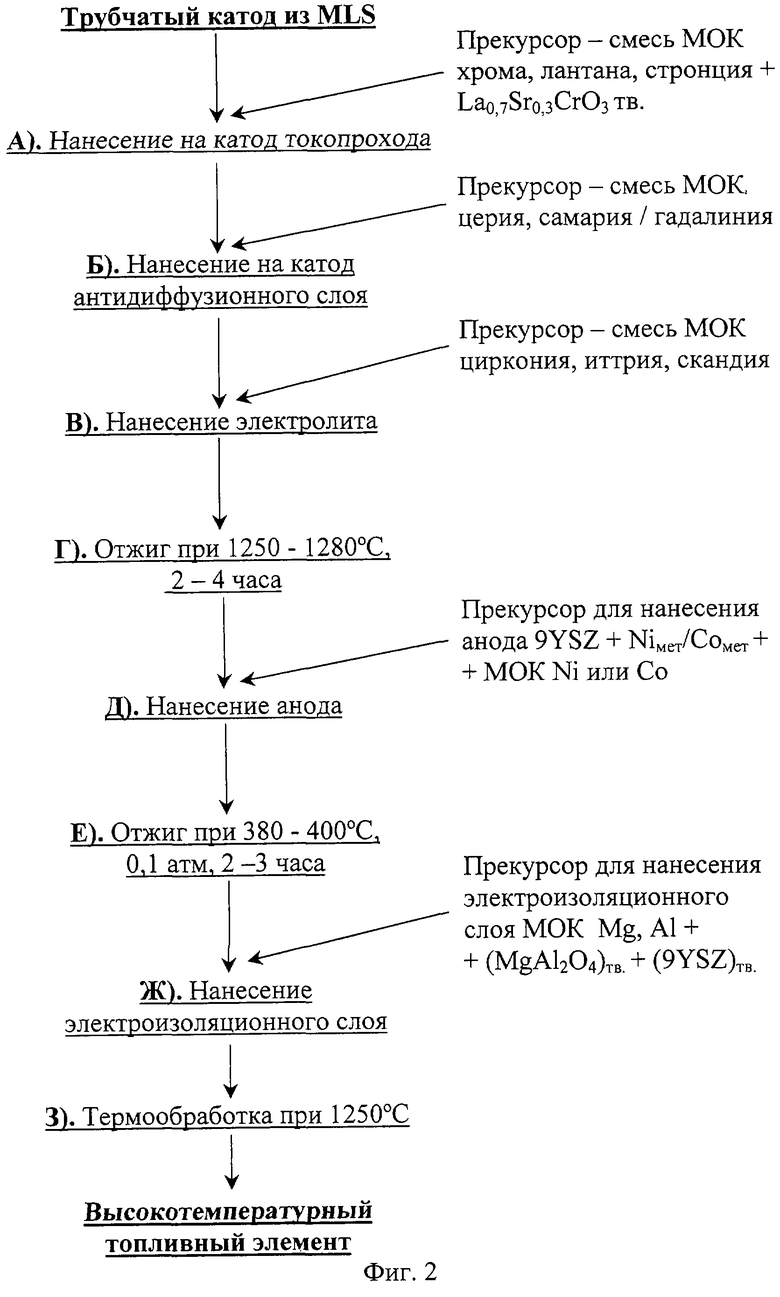
на фиг.2 - схема реализации процесса изготовления ВТТЭ;
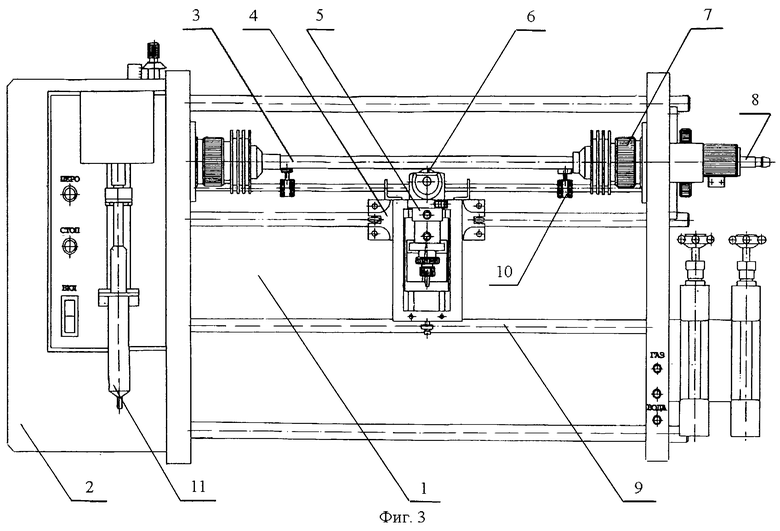
на фиг.3 - схема установки для изготовления ВТТЭ (вид сверху);
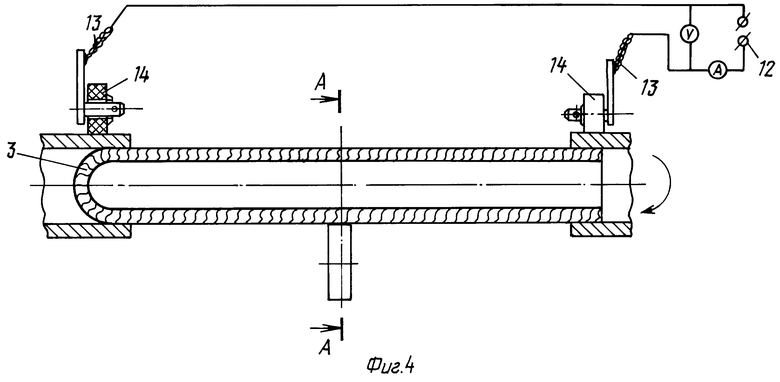
на фиг. 4 - схема устройства для подогрева функциональных слоев ВТТЭ, работающего на принципе использования оммического сопротивления катода;
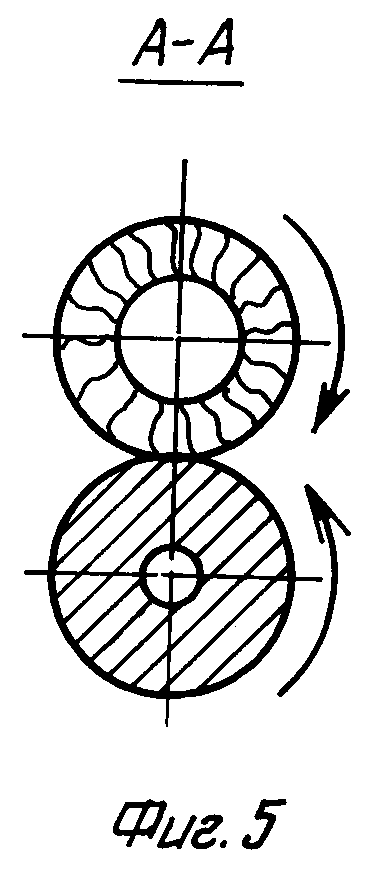
на фиг.5 - сечение по А-А фиг.4;
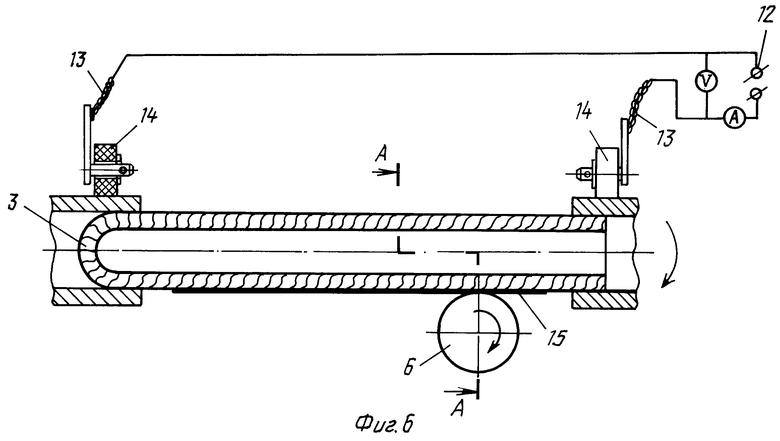
на фиг. 6 - схема установки с возвратно-поступательным перемещением устройства для нанесения прекурсоров слоев ВТТЭ;
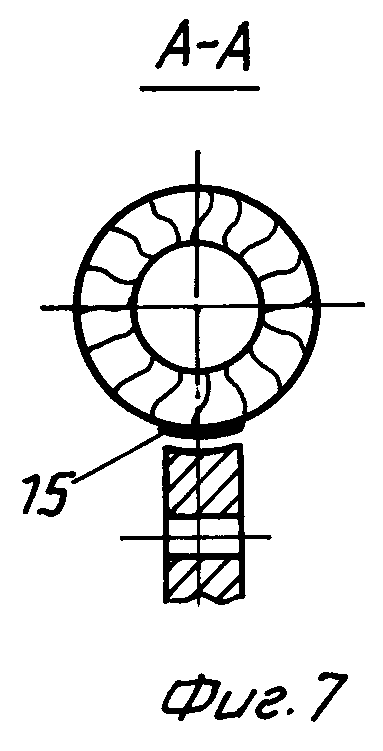
на фиг.7 - сечение по А-А фиг.6;
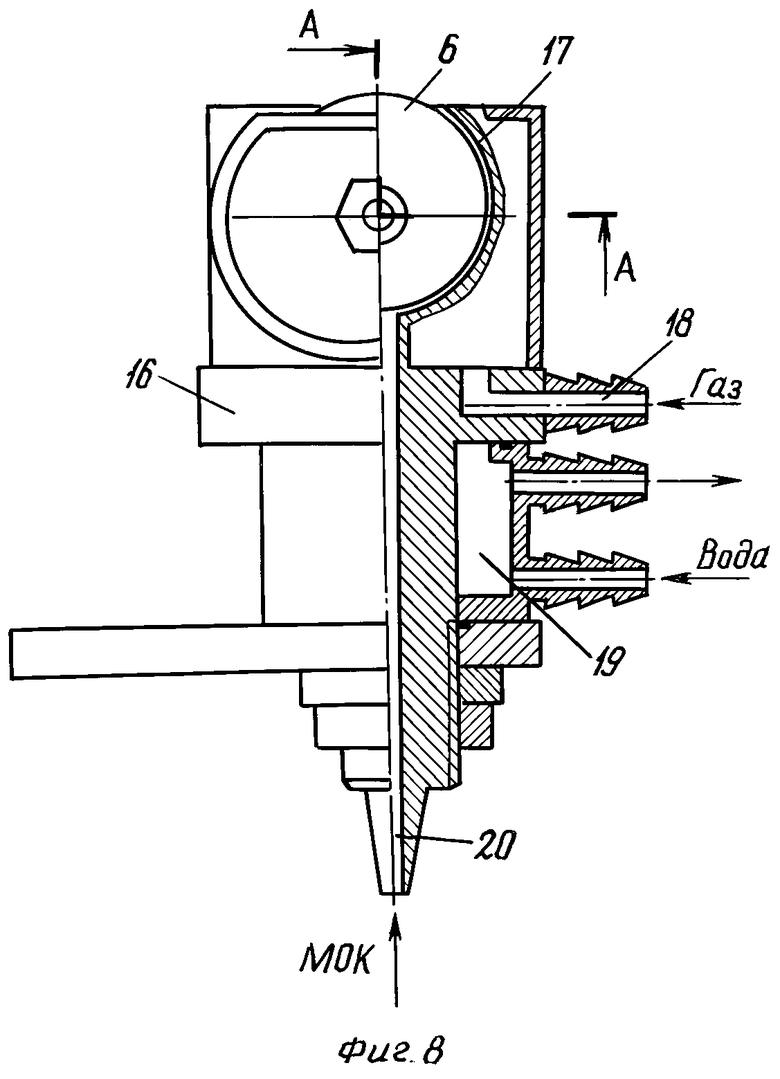
на фиг.8 - устройство для нанесения прекурсоров слоев ВТТЭ;
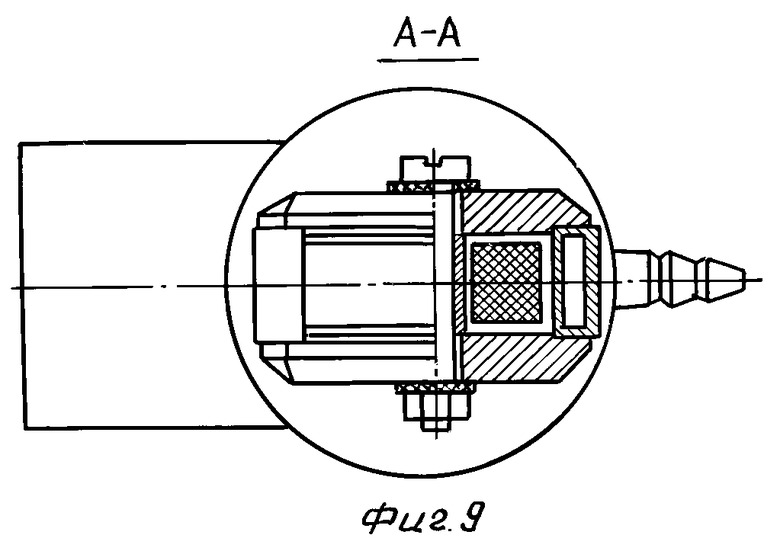
на фиг.9 - сечение по А-А фиг.8
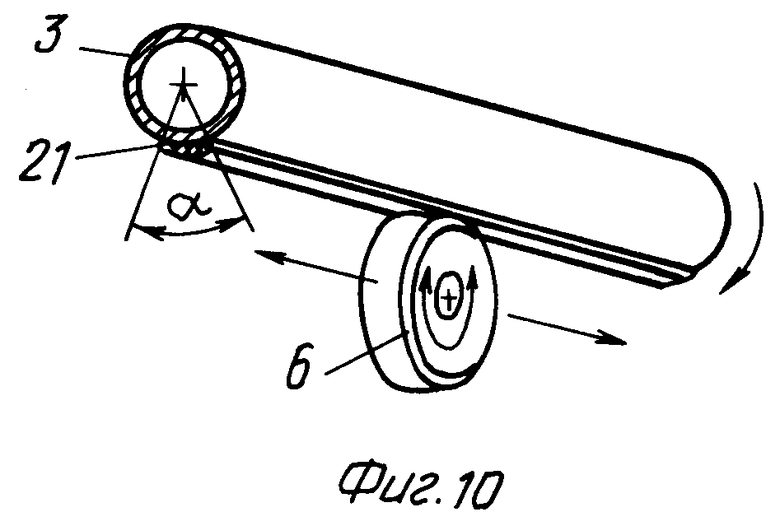
на фиг.10 - схема нанесения слоя токопрохода на катод;
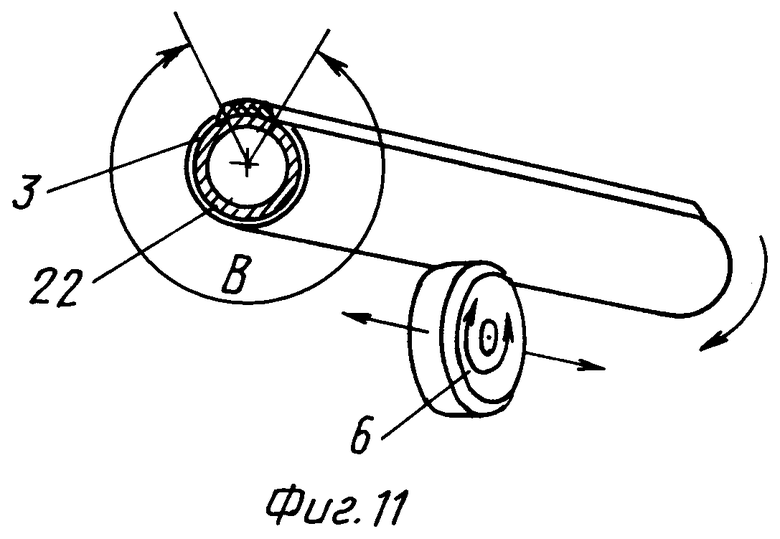
на фиг.11 - схема нанесения антидиффузионного слоя;
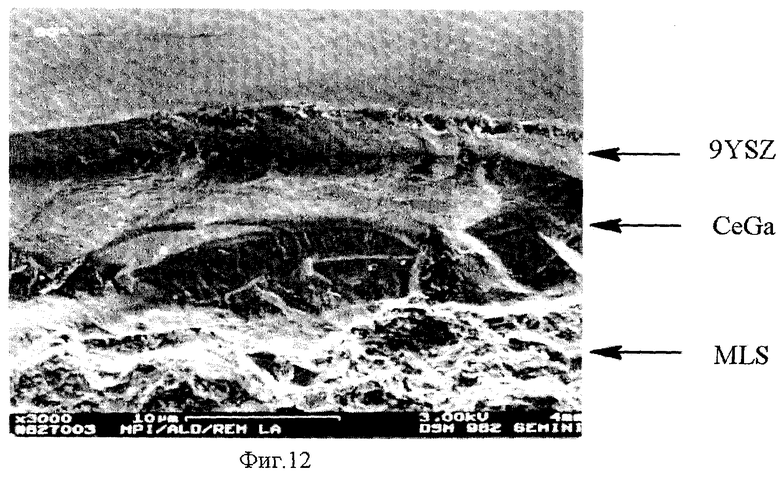
на фиг. 12 - фотография скола образца, на которой показаны нанесенные слои: антидиффузионный, состоящий из (СеО2)0,85(Sm2O3)0,15, и слой электролита из 9YSZ на подложке из MLS.
Сущность способа изготовления ВТТЭ состоит в использовании при формировании элементов ВТТЭ металлорганических комплексов (МОК), или смесей МОК, при термическом разложении которых (в кислороде воздуха) или при термической диссоциации которых (в инертной среде, без разложения органических радикалов, переходящих в газообразное состояние) происходит синтез оксидных материалов в виде пленки необходимого фазового и химического состава непосредственно на подложке. Синтез происходит при относительно низких температурах (240÷600oС), т. е. в интервале температур распада МОК, и, по данным, подтверждаемым рентгеноструктурным анализом, приводит к образованию материалов необходимой кристаллической структуры.
В момент синтеза вновь образующиеся оксидные материалы имеют высокую химическую активность, что обуславливает их предварительное спекание при низких температурах в процессе формирования компонентов ВТТЭ.
В качестве органической составляющей МОК предлагается использовать 2-этилгексановую кислоту с содержанием основного вещества 97%. Металлорганический комплекс циркония на основе 2-этилгексановой кислоты имеет температуру окончания разложения 410oС (см. фиг.1).
Известно применение диметилбутилуксусной кислоты в качестве основного вещества для МОК, применяемых для изготовления ВТТЭ [4].
Основным недостатком применения этой кислоты является то, что температура разложения МОК на ее основе составляет 530oС и не совпадает с температурой синтеза диоксида циркония (410oС). Для преодоления этого недостатка в МОК необходимо добавлять алкоголят циркония, что позволяет снизить температуру, при которой формируют слой электролита. Однако алкоголят сложен в изготовлении и поэтому дорог. Его введение в МОК резко снижает срок хранения прекурсора (до нескольких часов), который необходимо использовать сразу же после его приготовления. Срок хранения МОК на основе 2-этилгексановой кислоты практически не ограничен. Кроме того, процессы нанесения слоев ВТТЭ, в которых используются МОК на основе диметилбутилуксусной кислоты, идут менее стабильно из-за значительного и неустойчивого влияния экзотермического эффекта на заданную технологическую температуру.
Для изготовления любого из перечисленных выше тонкопленочных функциональных слоев из исходных МОК приготавливают их смеси типа
МA[О2С-СH(С2Н5)-(CH2)3]A+МB[O2С-СH(С2Н5)-(CH2)3]B+МC[. ...], и т.д.
где МA - металл с валентностью А;
МB - металл с валентностью В, и т.д.
Приготовленную смесь, которая в стандартных условиях (Р=101,3 кП, Т= 298,16 К) находится в виде жидкости и является прекурсором вводят в контакт с нагретой поверхностью вращающейся подложки. При соприкосновении нагретой поверхности подложки с жидким прекурсором, происходит быстрое испарение органической части МОК, а металлы из состава МОК окисляются и в виде оксидной пленки остаются на поверхности подложки, образуя необходимую структуру функционального слоя.
Процесс изготовления ВТТЭ поясняется фиг.2. Первой операцией изготовления ВТТЭ является нанесение на катод, имеющий форму трубки или пробирки, токопрохода (если это обусловлено конструкционной особенностью топливного элемента, см. выше) в виде продольной полосы. Для этого на катод накатывают с помощью ролика прекурсор токопрохода. Прекурсор представляет собой МОК хрома, лантана, стронция, в который добавлен порошок Lа0,7Sr0,3СrО3. При этом отношение твердой фазы порошка к жидкой фазе МОК составляет от 1/100 до 5/100 весовых частей. Температуру катода, на который наносят прекурсор, поддерживают в интервале 550-600oС, нанесение осуществляют в воздушной среде. Органическая часть МОК испаряется, а на поверхности катода образуется газоплотная пленка допированного хромита лантана в виде продольной полосы. При этом скорость роста толщины газоплотной пленки токопрохода на поверхности несущего пористого катода составляет 20÷60 мкм в час. На фиг.2 этот процесс способа обозначен буквой "А". Второй операцией способа, которая на фиг.2 обозначена буквой "Б", является нанесение на катод антидиффузионного слоя, называемого часто также интерфейсным слоем. Назначением антидиффузионного слоя является уменьшение химического взаимодействия между функциональными слоями ВТТЭ в условиях рабочих температур. Кроме того, антидиффузионный слой позволяет компенсировать разницу в коэффициентах линейного расширения прилегающих к нему - слоев катода и электролита. Толщина газоплотного антидиффузионного слоя, имеющего состав (СеO2)0,85(Sm2O3)0,15 или (СеO2)0,85(Gd2O3)0,15, составляет 3-5 микрон. В качестве прекурсора используют смесь металлоорганических комплексов, характеризуемых общей формулой
Се[O2С-СН(С2Н5)-(СН2)3-СН3]4, +Sm2[O2C-(С2Н5)-(СН2)3-СН3] 3
или
Gd2[O2C-СH(С2Н5)-(СН2)3-СН3]3.
Антидиффузионный слой наносят с зазором относительно токопрохода методом накатки на катод, подогретый до температуры 350-380oС, прекурсора, нанесение производят в воздушной среде.
Следующей операцией изготовления ВТТЭ является создание слоя электролита. Эта операция обозначена на фиг.2 буквой "В". Прекурсор электролита наносят на антидиффузионный слой накаткой с зазором по отношению к полосе токопрохода. Возможно нанесение электролита с проводимостью по отрицательным ионам кислорода и электролита с проводимостью по протонам (положительным ионам водорода). Для создания слоя с проводимостью по отрицательным ионам кислорода в качестве прекурсора применяют смесь МОК циркония - Zr[(O2С-СН(С2Н5)-(СН2)3-СН3)] 4 с металлоорганическими комплексами, по крайней мере, одного из элементов: Mg, Ca, Sc, Y, Се
Мg[(O2С-СН(С2Н5)-(СН2)3-СН3]2
Са[(O2С-СН(С2Н5)-(СН2)3-СН3]2
Sc2[(O2С-СН(С2Н5)-(СН2)3-СН3]3
Y2[(O2С-СН(С2Н5)-(СН2)3-СН3]3
Се[(O2С-СН(С2Н5)-(СН2)3-СН3]4
и/или другими лантаноидами
LnA[(O2C-CH(C2H5)-(CH2)3-CH3]A,
где Ln - лантаноиды,
а нанесение приготовленного прекурсора производят в атмосфере воздуха на антидиффузионный слой, нагретый до температуры 380-600oС.
Для создания слоя с проводимостью по протонам (положительным ионам водорода) в виде пленки, имеющей состав SrCe0,85Gd0,15O3 или BaCe0,85Gd0,15O3, на антидиффузионный слой наносят прекурсор, представляющий собой смесь МОК металлов, характеризуемую формулой
SrCe0,85Gd0,15[(O2C-СН(C2Н5)-(СH2)3-СН3)]6
или
BaCe0,85Gd0,15[(O2C-СН(C2Н5)-(СН2)3-СН3)]6.
Температуру поверхности подложки, при этом, поддерживают в диапазоне 380÷400oС.
После завершения нанесения слоя электролита заготовку ВТТЭ, представляющую собой катод с тремя нанесенными компонентами - токопроходом, антидиффузионным слоем и слоем электролита - подвергают термообработке в печи при температуре 1250÷1280oС в течение 2-4 часов. На фиг.2 этот процесс показан буквой "Г".
Следующей операцией является изготовление анода (топливного электрода), эта операция обозначена на фиг.2 буквой "Д". В процессе изготовления анода решается задача получения анодного слоя с заданной пористостью и электропроводностью. В качестве прекурсора используют смесь-пасту, которую готовят смешением порошков грубодисперсного электронопроводящего материала, выбранного из группы металлических никеля и/или кобальта, грубодисперсного ионопроводящего материала на основе допированного диоксида циркония и/или допированного оксида церия, тонкодисперсного ионопроводящего материала на основе допированного оксида церия и жидкой фазы МОК никеля и/или кобальта, характеризуемую общей формулой
Ме+m[(O2С-СH(С2Н5)-(СН2)3-СН3)]m,
где Me - Ni и/или Со;
m - валентность металла.
МОК в процессе термообработки образует электронопроводящий пористый многофазный слой, скрепляющий между собой грубодисперсную и тонкодисперсную фазы, образующие кермет топливного электрода.
Кроме того, отношение фаз твердой к жидкой в изготовленной смесь-пасте находится в интервале (1/3÷5/7) масс.
Концентрация никеля и/или кобальта в жидких МОК находится в интервале от 20 до 70 г/кг, а никелевый и/или кобальтовый порошок добавляют в соотношении количество порошка металла к количеству порошка электролита как 1,1/1,0.
Грубодисперсные частицы никелевого и/или кобальтового порошка должны иметь регулярную шарообразную структуру диаметром от 10 до 15 мкм, а синтезированный грубодисперсный порошок электролита - нитевидную форму, причем отношение длины частицы к ее диаметру должно составлять не менее 10 при диаметре частиц 5÷10 мкм. При этом тонкодисперсный порошок допированного оксида церия содержит в своем составе 90% частиц диаметром менее 1,0 мкм. Нанесение смесь-пасты осуществляют в воздушной среде при температуре 260-280oС и атмосферном давлении.
После нанесения анодного слоя заготовку ВТТЭ подвергают термообработке в вакууме в течение 2-3 часов при температуре не выше 380÷400oС и остаточном давлении не более 0,1 атм. При этом завершается преобразование сырой смесь-пасты в твердый анодный слой с заданными свойствами. Этот процесс показан на фиг.2 буквой "Е".
Завершают процесс изготовления функциональных слоев ВТТЭ нанесением электроизоляционного слоя, который обеспечивает эффективную электроизоляцию между токопроходом и анодом, а также между электролитом и топливным газом. Электроизоляционный слой образуют в зазоре между токопроходом, с одной стороны, и антидиффузионным слоем, электролитом и анодом, с другой стороны, методом накатки прекурсора при температуре 580-600oС. В качестве прекурсора применяют смесь порошка магнезиальной шпинели со смесью МОК, имеющих общую формулу
Ме+A[(O2С-СН(С2Н5)-(СН2)3-СН3)]A,
где Me - Mg, Al, Zr, Y, Ca, La и лантаноиды;
A - валентность металла.
В качестве прекурсора может быть использована дисперсия, состоящая на 30% из порошкового материала и на 70% из жидкой фазы. В качестве порошкового материала берут магнезиальную шпинель состава MgAl2O4 с 15% добавкой порошка 9YSZ, а в качестве жидкой фазы смесь МОК Al и Mg, где органическая часть МОК представлена 2-этилгексановой кислотой. Весовое отношение между алюминием и магнием в смеси МОК рассчитано на образование при их прокаливании соединения, соответствующего магнезиальной шпинели MgAl2O4.
После нанесения электроизоляционного слоя заготовка ВТТЭ подвергается конечной операции - отжигу при температуре 1200÷1250oС в течение 1 часа. По окончании отжига процесс изготовления ВТТЭ завершается.
Реализация предлагаемого способа, в котором все слои ВТТЭ наносятся одним и тем же методом - накаткой прекурсора при условии подогрева прекурсора до температуры его пиролиза - осуществляется на предлагаемой установке.
Установка (фиг.3) содержит станину 1 с размещенным на ней блоком управления 2, внутри которого находятся привод 3 вращения электрода 3 (катода) заготовки ВТТЭ и привод 4 перемещения каретки, в которой установлено устройство 5 для нанесения прекурсоров слоев ВТТЭ. Устройство 5 снабжено роликом 6, который смачивается прекурсором. Внутрь полого электрода через цанговые зажимы 7 может устанавливаться нагреватель 8. Каретка 4 установлена с возможностью возвратно-поступательного перемещения на направляющих 9 между ограничителями 10. Внутри блока управления 2 также размещен питатель для подачи прекурсоров, который снабжен шприцем 11.
На фиг.4 иллюстрируется принцип работы установки при спиральном нанесении прекурсоров на вращающийся катод 3 роликом 6. В данном случае катод используется в качестве элемента сопротивления, к которому от источника тока 12 через кабели 13 и контактные графитовые ролики 14 подводится напряжение. На фиг.4 показано сечение фиг.3 по А-А. Фиг.6 иллюстрирует принцип работы установки при возвратно-поступательном перемещении ролика 6 каретки 4 относительно поверхности катода 3. Нанесенный в результате перемещения ролика 6 функциональный слой обозначен позицией 15. На фиг.7 показано сечение фиг.6 по А-А.
Для нанесения прекурсоров на поверхность заготовки ВТТЭ служит устройство 5 (фиг.8), содержащее цилиндрический ролик 6, установленный в корпусе 16 с открытым сверху торцом 17. Подача газа в зону контакта ролика с катодом производится через штуцер 18. Устройство имеет рубашку 19 охлаждения, в которую через штуцеры подводится охлаждающая среда, например вода. Для подачи МОК в устройство используют штуцер 20. На фиг.9 показано сечение фиг.8 по А-А.
В наиболее тяжелых рабочих условиях находится ролик 6 устройства 5, поскольку в процессе нанесения слоев он подвергается резким температурным изменениям, а число его рабочих циклов составляет многие сотни тысяч теплосмен. В процессе экспериментов по изготовлению ВТТЭ были проведены испытания роликов из различных материалов: корунда, кварца, оксида циркония, стабилизированного иттрием и оксида бериллия. Наилучшие результаты были получены на ролике, выполненном из оксида бериллия. С целью увеличения площади контакта ролика с поверхностью катода его наружная поверхность выполнена с радиусом, равным радиусу несущего катода.
Для того чтобы прекурсор, поступающий к ролику 6, не затвердевал внутри корпуса 16 устройства 5 под влиянием высокой температуры в зоне накатки, корпус охлаждают, пропуская охлаждающую среду через рубашку 19.
Все процессы накатки могут вестись как в воздушной среде, так и в среде инертных газов. В последнем случае инертный газ под небольшим избыточным давлением подают от источника в зону контакта через штуцер 18 устройства 5. В качестве инертного газа при проведении исследований применяли азот, аргон и углекислый газ. Работа установки в целом автоматизирована, управление режимами накатки ведется в соответствии с компьютерной программой, которая обеспечивает контроль за следующими параметрами:
• Скоростью перемещения каретки вдоль заготовки ВТТЭ;
• Угловой скоростью вращения заготовки ВТТЭ;
• Расходом прекурсора, подаваемого в зону накатки;
• Числом угловых шагов и величиной углового шага заготовки ВТТЭ;
• Количеством отдельных слоев, нанесенных на заготовку ВТТЭ при формировании каждого из ее функциональных слоев (токопрохода, антидиффузионного слоя, электролита, анода и электроизолирующего слоя).
Устройство работает следующим образом. Первым наносимым слоем является токопроход, который имеет форму продольной полосы на поверхности катода. Для получения полосы на цилиндрической поверхности катода в секторе с углом α (фиг. 10) каретку 4 приводят в возвратно-поступательное движение, а катод с помощью привода, в качестве которого используют шаговый двигатель, после каждого хода каретки 4 устройства 5 поворачивают на угол, равный α/n,/n, где n - число рабочих ходов каретки. Практически это достигается перемещением каретки между ограничителями 10. Когда каретка достигает одного из ограничителей, автоматически происходит изменение направления ее движения. В момент реверсирования движения каретки осуществляется поворот катода на заданный угол с помощью шагового двигателя, после чего каретка начинает движение в обратном направлении к противоположному ограничителю 10. Далее цикл повторяется до тех пор, пока не будет выполнено заданное программой управления число рабочих ходов каретки, соответствующее требуемой толщине и ширине полосы токопрохода. Прекурсор слоя токопрохода в точку касания ролика 6 с поверхностью катода 3 переносится силами смачивания. Часть ролика, противоположная зоне контакта с поверхностью катода, постоянно омывается прекурсором, поступающим в корпус 16 устройства 5 для нанесения прекурсора через штуцер 20. Последний подключен к шприцу 11 устройства подачи прекурсора. Катод подогревают до температуры пиролиза прекурсора либо с помощью вставленного внутрь него нагревателя 8, либо за счет оммического сопротивления катода при пропускании через него электрического тока, как это иллюстрируется фиг. 4. В качестве прекурсора может быть использована смесь МОК La, Sr, Cr, соответствующая составу La0,7Sr0,3СrО3. Температура поверхности, на которую наносят прекурсор, составляет 580-600oC. При этой температуре происходит пиролиз прекурсора с образованием пленки допированного хромита лантана. Скорость роста толщины газоплотной пленки допированного хромита лантана рекомендуется поддерживать в диапазоне 20÷60 мкм/час. Ширина полосы токопрохода 2÷3 мм.
Далее на катод с токопроходом наносят антидиффузионный слой 22 (фиг.11). Для этого в качестве исходных органических реагентов используют смеси МОК необходимых металлов. Выбор того или иного состава зависит от химических свойств металлов в составе смеси. Для изготовления антидиффузионного слоя, представляющего собой тонкую (3÷5 мкм) газоплотную пленку состава (СеO2)0,85(Sm2O3)0,15 или (CeO2)0,85(Gd2O3)0,15, может быть использована смесь МОК Ce/Sm или Ce/Gd, где органическая часть МОК представлена 2-этилгексановой кислотой.
Процесс нанесения проводят при температуре поверхности в диапазоне 350÷380oС, методом накатки и тем же технологическим приемом, что и токопроход (см. выше). Только в данном случае меняется сектор, ограничивающий вращение шагового двигателя, он увеличивается до угла β (фиг.11). Таким образом, сектор, где нанесен токопроход, становится недоступен для поворота приводного механизма шагового двигателя. При приближении ролика устройства нанесения прекурсора к токопроходу программа управления шаговым двигателем переключает его с целью поворота катода в противоположном направлении. Далее этот цикл по алгоритму, аналогичному алгоритму нанесения токопрохода, повторяется до исчерпания заданной программы по нанесению антидиффузионного слоя.
Следующей операцией является нанесение слоя электролита на поверхность антидиффузионного слоя. Алгоритм работы установки аналогичен алгоритму нанесения токопрохода и антидиффузионного слоя. Нанесение слоя осуществляется в секторе с углом β. Возможно нанесение электролита с проводимостью по ионам кислорода и с проводимостью по протонам. В первом случае электролит представляет собой слой 9YSZ толщиной 10÷20 мкм, который образуют в результате 150÷200 ходов каретки. В качестве прекурсора используют смеси металлоорганических комплексов Zr/Y на основе 2-этилгексановой кислоты с концентрацией Zr и Y (в пересчете на сумму оксидов) (100÷120)г/кг. Процесс ведут при нагреве поверхности антидиффузионного слоя до 410÷600oС.
Во втором случае (получение слоя с протонной проводимостью) в качестве прекурсора применяют смесь МОК Ва, Се и Gd и накатку ведут при более низких температурах 380÷400oС. В результате получают газоплотную пленку электролита с протонной проводимостью состава BaCe0,85Gd0,15O3.
После нанесения слоя электролита заготовку ВТТЭ снимают с установки и подвергают термообработке в течение 2-4 часов в электропечи при температуре 1250÷1280oС.
В результате проведенных операций получается кубическая структура слоя электролита, что подтверждается измерениями на рентгеновском дифрактометре. Электрохимические измерения показали, что число переноса ионов кислорода в изготовленном электролите практически равно единице. На фиг.12 представлена фотография, где на катоде из MLS виден антидиффузионный слой (CeO2)0,85(Gd2O3)0,15 толщиной 3 мкм и слой электролита 9YSZ толщиной 7-10 мкм.
После отжига заготовку ВТТЭ вновь монтируют на установке для нанесения анодного слоя, а затем и электроизоляционного слоя.
В качестве прекурсора для получения керметного анодного электрода используют смесь, полученную следующим образом: смешивают МОК - Ni[O2С-СН(С2Н5)-(СН2)3-СН3] 2, где Ni (60 г/кг) с порошком электролита (ZrO2)0,91(Y2O3)0,09 при соотношении твердая субстанция/жидкость=1/3. К этой смеси добавляют никелевый порошок при соотношении (TYSZ/TNi)=1/1,1 и подвергают обработке в мельнице. На установке смесь наносят на поверхность электролита с зазором по отношению к токопроходу по ранее описанному алгритму при температуре поверхости 260÷280oС.
Далее заготовку ВТТЭ вновь снимают с установки и помещают в вакуумную камеру, где выдерживают при температуре 380÷400oС и давлении 0,1 атм в течение 2÷3 часов. В результате нагрева МОК никель, находящийся в составе смеси, разлагается с образованием металлического никеля, который связывает частицы порошка электролита и ранее замешанного порошка никеля единым проводящим каркасом.
После завершения формирования анодного слоя заготовку монтируют на установке для изготовления последнего функционального слоя ВТТЭ - электроизоляционного слоя. Назначением этого слоя является предотвращение паразитных токовых связей между электродами и устранение эффекта тройной точки "топливный газ-электролит-катод" в местах вывода токопрохода. Электроизоляционный слой наносят в зазоры между боковыми поверхностями полосы токопрохода и расположенными напротив них остальными функциональными слоями ВТТЭ. Прекурсор электролита наносят в зазор также с помощью ролика устройства для нанесения прекурсоров при перемещении каретки вдоль заготовки ВТТЭ. Прекурсором является смесь, состоящая на 30% из порошкового материала и на 70% из жидкой фазы. В качестве порошкового материала берут магнезиальную шпинель состава MgAl2O4 с 15% добавкой порошка 9YSZ, а в качестве жидкой фазы - смесь МОК Аl и Mg, где органическая часть представлена 2-этилгексановой кислотой. Весовое отношение между алюминием и магнием в МОК рассчитано на образование при их прокаливании соединения, соответствующего магнезиальной шпинели MgAl2O4. Нанесение прекурсора производят при температуре 580÷600oС.
Завершающей операцией изготовления ВТТЭ является термообработка заготовки, имеющей все функциональные слои (после формирования электроизолирующего слоя), в термопечи при температуре 1250÷1280oС.
Предлагаемая группа изобретений может быть использована и для производства ВТТЭ, когда слои наносятся на вращающийся анод. В данном случае используется то же оборудование и те же процессы, которые проводятся, однако, в обратной последовательности.
Использование предлагаемой группы изобретений в промышленности позволит наладить серийный выпуск ВТТЭ для разнообразных энергетических установок, поскольку реализуется единый технологический процесс с использованием одной установки для нанесения всех функциональных слоев, прекурсоры которых базируются на одном и том же органическом реагенте - 2-этилгексановой кислоте. По сравнению с применяемыми в настоящее время способами и установками предлагаемая группа изобретений позволяет использовать более дешевое сырье, менее дорогостоящее оборудование и меньшее число химических реагентов. В конечном счете в результате снижения себестоимости производства ВТТЭ появляется возможность значительного снижения стоимости энергетических установок на базе топливных элементов, а следовательно, их широкого применения в народном хозяйстве и быту.
Источники информации
1. Патент США 5271955, MПК B 05 D 5/12, опубл. 1992.
2. Патент США 5494700, MПК B 05 D 5/12, опубл. 1996.
3. Патент США 5085742, МПК H 01 M 6/00, опубл. 1992.
4. Заявка РСТ WО 98/21769, опубл. 22.05.1998.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕДИНИЧНОГО ВЫСОКОТЕМПЕРАТУРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА И ЕГО КОМПОНЕНТОВ: КАТОДА, ЭЛЕКТРОЛИТА, АНОДА, ТОКОПРОХОДА, ИНТЕРФЕЙСНОГО И ЭЛЕКТРОИЗОЛИРУЮЩЕГО СЛОЕВ | 1997 |
|
RU2125324C1 |
| ТРУБЧАТЫЙ ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ С МЕТАЛЛИЧЕСКОЙ ОПОРОЙ, ЕГО ТРУБЧАТЫЙ МЕТАЛЛИЧЕСКИЙ ПОРИСТЫЙ ОПОРНЫЙ СЛОЙ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2332754C1 |
| МОДИФИЦИРОВАННЫЙ ПЛАНАРНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ), БАТАРЕЯ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2367065C1 |
| ТРУБЧАТЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ) ДЛЯ БАТАРЕЙ ВЫСОКОТЕМПЕРАТУРНЫХ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ С ТОНКОСЛОЙНЫМ ТВЕРДЫМ ЭЛЕКТРОЛИТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2310256C2 |
| Способ получения пасты для тонкоплёночного твёрдого электролита электрохимических устройств | 2020 |
|
RU2739055C1 |
| МОДИФИЦИРОВАННЫЙ ПЛАНАРНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ), БАТАРЕЯ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ НА ЕГО ОСНОВЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА И ФОРМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2422951C1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ С ТВЕРДЫМ ЭЛЕКТРОЛИТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037239C1 |
| КОНСТРУКЦИОННЫЙ УЗЕЛ БАТАРЕИ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037238C1 |
| Способ получения чернил для изготовления тонкопленочного твердого электролита методом цифровой струйной 3D-печати | 2024 |
|
RU2834004C1 |
| Трехслойная твердоэлектролитная мембрана среднетемпературного ТОТЭ | 2023 |
|
RU2812650C1 |
Изобретение относится к способу и устройству для изготовления высокотемпературных твердооксидных топливных элементов (ВТТЭ) в рамках единого технологического процесса путем пиролиза металлоорганических комплексов (МОК), сформированных на базе 2-этилгексановой кислоты. Функциональные слои топливного элемента наносят путем накатки МОК прекурсоров каждого из слоев на заготовку ВТТЭ, которую нагревают до температуры пиролиза соответствующего прекурсора. Благодаря нагреву поверхности заготовки при соприкосновении жидкого прекурсора с заготовкой происходит испарение органической составляющей прекурсора, сопровождающееся образованием оксидной пленки соответствующего функционального слоя. Температуру поверхности заготовки при формировании слоев изменяют в диапазоне от 240 до 600oС в зависимости от формируемого слоя. Для реализации способа применяют установку, имеющую устройство для вращения заготовки-катода из манганита лантана стронция и устройство для нанесения прекурсоров на катод. Нанесение слоев производится с помощью ролика, который находится в непосредственном контакте с заготовкой ВТТЭ. Возможно нанесение слоев на поверхность заготовки ВТТЭ как по образующей катода, так и по спиральной линии. Все функциональные слои ВТТЭ наносятся на указанной установке, причем предлагаемые способ и устройство применимы и для случая нанесения функциональных слоев, когда в качестве заготовки используют анод ВТТЭ. Техническим результатом изобретения является создание безопасного и дешевого способа изготовления топливного элемента на простой и надежной установке. 2 с. и 12 з.п. ф-лы, 12 ил.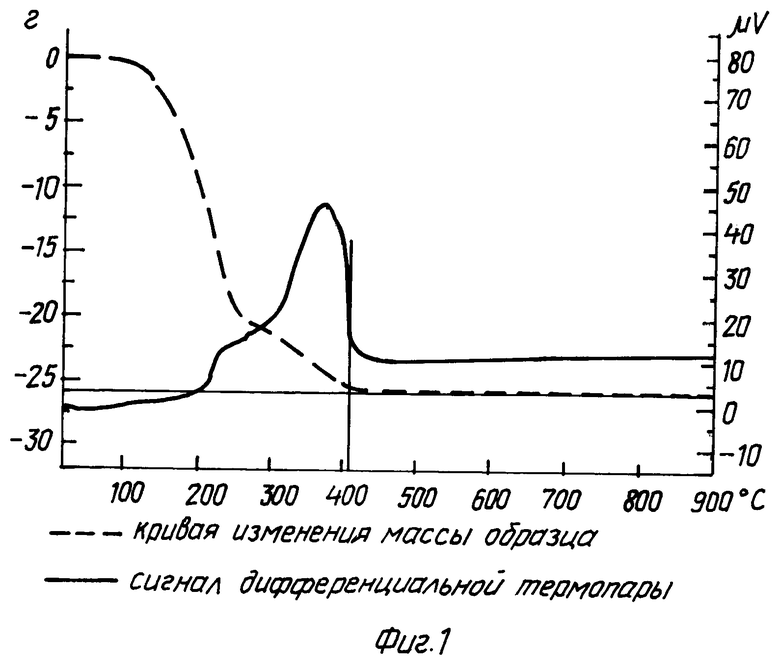
Сг[О2С-СН(С2Н5)-(СН2)3-СН3]6+La2[О2С-СН(С2Н5)-(СН2)3-СН3]3+Sr[О2С-СН(С2Н5)-(СН2)3-СН3]2, или Са[O2С-СН(С2Н5)-(СН2)3-СН3]2 или Mg[O2C-СН(С2Н5)-(СН2)3-СН3]2,
при этом несущий катод подогревают до температуры, обеспечивающей получение газоплотной пленки допированного хромита лантана; Б) с зазором относительно полосы токопрохода наносят антидиффузионный слой путем накатки на несущий катод, нагретый до температуры, обеспечивающей получение газоплотной пленки данного слоя, прекурсора, в виде жидкой смеси металлорганических комплексов
Ce[O2C-СН(С2Н5)-(СН2)3-СН3]4, +Sm2[O2C-СН(С2Н5)-(СН2)3-СН3]3 или Gd2[O2C-СН(С2Н5)-(СН2)3-СН3]3,
В) с зазором относительно полосы токопрохода наносят слой электролита путем накатки на антидиффузионный слой, подогретый до температуры, обеспечивающей получение газоплотного слоя электролита, прекурсора, при этом для получения электролита с проводимостью по ионам кислорода металлорганические комплексы готовят на основе 2-этилгексановой кислоты, а сами металлорганические комплексы характеризуются общей формулой
Ме+а(О2С-СН(С2Н5)-(СН2)3-СН3)а,
где Ме – любой из металлов, входящих в изготавливаемый электролит высокотемпературного топливного элемента,
а – валентность данного металла,
а для получения электролита с проводимостью по протонам наносят прекурсор, характеризующийся следующей формулой:
SrCe0,85Gd0,15[O2C-СН(С2Н5)-(СН2)3-СН3]6 или ВаСе0,85Gd0,15[O2C-СН(С2Н35)-(СН2)3-СН3]6;
Г) катод с нанесенным на него токопроходом, антидиффузионным слоем и слоем электролита подвергают термообработке при температуре в диапазоне 1250-1280°С в течение 2-4 ч; Д) с зазором по отношению к токопроходу на слой подогретого электролита наносят слои керметного анода путем накатки прекурсор-пасты, состоящей из электронопроводящего материала, выбранного из группы металлических порошков, состоящих из грубодисперсных никеля и/или кобальта, грубодисперсного ионопроводящего материала на основе допированного диоксида циркония и/или допированного оксида церия и тонкодисперсного электронопроводящего пористого многофазного слоя, состоящего из металлического материала, выбранного из группы никеля и/или кобальта, ионопроводящего допированного материала на основе оксида церия, причем в качестве связующего в пасте используют смеси металлоорганических комплексов Ni и/или Со, характеризующиеся формулами
Ni[О2С-СН(С2Н5)-(СН2)3-СН3]2, и/или Со2[O2С-СН(С2Н5)-(СН2)3-СН3]3, которые в процессе термолиза образуют электронопроводящий пористый многофазный слой, скрепляющий между собой грубодисперную и тонкодисперсную фазы;
Е) катод с нанесенным токопроходом, антидиффузионным слоем, электролитом и керметным анодом подвергают термообработке в вакууме при остаточном давлении не более 0,1 атм и температуре в диапазоне 380-400°С в течение 2-3 ч; Ж) зазоры между токопроходом, функциональными слоями антидиффузионным электролитом и анодом заполняют электроизолирующим слоем путем накатки прекурсора, состоящего из смеси порошка магнезиальной шпинели и металлоорганических комплексов с общей формулой
Me+а[(О2С-СН(С2Н5)-(СН2)3-СН3)]а,
где Ме – Mg, Al, Zr, Y, Са, La и лантаноиды;
а – валентность металла,
причем заполнение проводят при температуре 580-600°С.
Мg[(О2С-СН(С2Н5)-(СН2)3-СН3]2,
Са[(О2С-СН(С2Н5)-(СН2)3-СН3]2,
Sc2[(О2С-СН(С2Н5)-(СН2)3-СН3]3,
Y2[(О2С-СН(С2Н5)-(СН2)3-СН3]3,
Се[(О2С-СН(С2Н5)-(СН2)3-СН3]4,
и/или другими лантаноидами Lna[(О2С-СН(С2Н5)-(СН2)3-СН3]a, где Ln – лантаноиды, а - валентность, при этом нанесение приготовленного прекурсора производят в атмосфере воздуха на антидиффузионный слой, нагретый до температуры 380-600°С.
| US 5085742 A, 22.04.1992 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕДИНИЧНОГО ВЫСОКОТЕМПЕРАТУРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА И ЕГО КОМПОНЕНТОВ: КАТОДА, ЭЛЕКТРОЛИТА, АНОДА, ТОКОПРОХОДА, ИНТЕРФЕЙСНОГО И ЭЛЕКТРОИЗОЛИРУЮЩЕГО СЛОЕВ | 1997 |
|
RU2125324C1 |
| RU 94041485 A1, 27.05.1996 | |||
| ВЫСОКОТЕМПЕРАТУРНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ КОНВЕРТЕР ДЛЯ УГЛЕВОДОРОДНОГО ТОПЛИВА (ВАРИАНТЫ) И СИСТЕМА ТОПЛИВНЫХ ЭЛЕМЕНТОВ НА ОСНОВЕ ТВЕРДОГО ОКСИДА ДЛЯ ПРЯМОГО ПРЕОБРАЗОВАНИЯ ХИМИЧЕСКОЙ ЭНЕРГИИ УГЛЕВОДОРОДНОГО ТОПЛИВА В ЭЛЕКТРИЧЕСКУЮ ЭНЕРГИЮ | 1996 |
|
RU2172543C2 |

