Изобретение относится к производству строительных изделий на кассетно-клиновой линии (ККЛ) и может быть использовано в полносборном домостроении при заводском изготовлении в вертикальном положении несущих внутренних стен, плит перекрытий и различных типов перегородок.
Из уровня техники известен кассетный способ производства строительных изделий, заключающийся в формовании изделий в вертикальном положении в стационарных разъемных металлических групповых формах-кассетах, где изделия остаются до приобретения бетоном необходимой прочности. Рабочие, формующие изделия, в процессе производства перемещаются от одной кассетной формы к другой. При формовании изделий в вертикальном положении достигается высокая точность их размеров и хорошее качество поверхности, т.е. изделия получаются гладкими и нуждаются лишь в незначительной обработке (шпаклевке), что особенно важно при формовании внутренних стеновых панелей, так как обе стороны таких изделий являются лицевыми.
Кассетная установка, как правило, состоит из станины, пакета кассетных форм и машины для сборки и разборки формовочных отсеков. Пакет кассетных форм представляет собой набор отсеков, разделенных между собой разделительными стенками и паровыми отсеками (паровые рубашки). Паровой отсек представляет собой замкнутую полость. Между паровыми отсеками должно быть не более двух изделий. Станина имеет 4 стойки, соединенные опорными рамами, на которые опираются механизмы перемещения и зажима разделительных стенок кассеты. Станина воспринимает распорные усилия, возникающие при формовании и вибрировании бетонной смеси.
Принцип работы заключается в том, что передняя стенка отодвигается при помощи гидравлического привода, затем вынимается изделие, а передняя стенка передвигается в исходное положение. Далее специальными захватами сцепляется передняя стенка и вторая и отодвигаются вместе. Затем вынимается второе изделие и т. д.
Недостаток данного способа заключается низкой производительности, связанной с последовательной работой установки, поскольку в пропарочном отсеке для осуществления пропарки необходимо заполнить все отсеки.
Известна также установка для формования железобетонных изделий, представляющая собой горизонтальную площадку с расположенными на ней металлическими формами (опалубками), оборудованную мостовым краном, бетонораздатчиком, поверхностным и глубинными вибраторами. На ней установлено дополнительное оборудование в виде передвижной шахты, состоящей из каркаса обтянутого прозрачной полимерной пленкой, закрепленной внутри каркаса для введения в бетонную смесь в качестве арматуры фрагментов стальной фольги (RU 67016 U1 10.10.2007).
Из уровня техники известна кассетная установка для производства сборных железобетонных изделий, включающая паровые отсеки, металлические разделительные листы, формовочные отсеки, вибраторы, отличающаяся тем, что разделительные листы выполнены с каналами клиновидного очертания, а вибраторы закреплены в них с возможностью поэтапного включения и извлечения (RU 2126742 27.02.1999).
Из патента SU 1785906 25.09.1990 известна кассетная линия для изготовления строительных изделий содержащая расположенные на направляющих опорных рам пакеты, набранные из паровых, разделительных и запорных отсеков, замкнутый монорельсовый конвейер с тельферными тележками и поворотными стрелками, механизм сборки и распалубки пакетов, оборудование постов чистки, армирования, смазки. Конвейер выполнен в виде прямоугольной трапеции. Механизм сборки и распалубки пакетов смонтирован на катках, установленных на рельсовых направляющих, проходящих вдоль торцов пакетов. Механизм сборки и распалубки пакетов снабжен захватами, взаимодействующими с Т-образными анкерами опорных рам. Платформа каждой поворотной стрелки подвешена посредством вертикальных осей, проходящих через ее геометрический центр.
Недостаток известных из уровня техники технических решений заключается в низкой производительности.
Техническая проблема заявленного изобретения заключается в повышении производительности кассетно-клиновой установки.
Технический результат заключается в сокращении времени, затрачиваемого на изготовление железобетонных изделий.
Указанный технический результат достигается в кассетно-клиновой установке для изготовления железобетонных изделий содержащей раздельные посты формования, переадресовки подвижных клиньев, а также распалубки и армирования, при этом пост формования представляет собой стенд с пропарочными отсеками имеющими форму клина, и выполненными с возможностью поочередной пропарки при каждом заведённом клине в пропарочный отсек, каждый из которых оборудован рольгангами, и содержащий самоходный бетоноукладчик с глубинными вибраторами для заливки в клин бетонной смеси и гидравлическую насосную станцию, выполненную с возможностью выталкивания клина с готовыми изделиями, пост переадресовки клиньев представляет собой передаточное устройство, установленное на рельсовых направляющих и оборудованное предохранительными вертикальными стойками и двумя линиями рольгангов для одновременного размещения на нем двух клиньев, с возможностью перемещения клиньев как на пост формирования, так и на пост армирования и распалубки, пост армирования и распалубки, содержит линии рольгангов с предохранительными вертикальными стенками и устройство для смазки и для одновременной распалубки и армирования клиньев.
Указанный технический результат достигается также в способе производства железобетонных изделий, включающем этапы, на которых: на посту распалубки и армирования осуществляют армирование подвижного клина посредством его оснащения с обеих сторон арматурными каркасами, закладными деталями и элементами оснастки для изготовления двух изделий, посредством передаточного устройства подвижный клин перемещают в неподвижный пропарочный отсек имеющий форму клина поста формирования, производят расклинивание торцевых сворок подвижного клина и заливку бетонной смеси посредством самоходного бетоноукладчика, осуществляют процесс пропарки клина, при завершении которого указанный клин с готовыми изделиями из пропарочного отсека выталкивают гидравлической насосной станцией и перемещают на передаточное устройство, а ранее подготовленный армированный клин, находящийся на передаточном устройстве, перемещают в освободившийся пропарочный отсек, клин с готовыми изделиями доставляют на пост армирования и распалубки, где готовые изделия извлекаются, после чистки и смазки подвижного клина осуществляют его повторное армирование.
Заявленная группа изобретений поясняется на графических материалах, где:
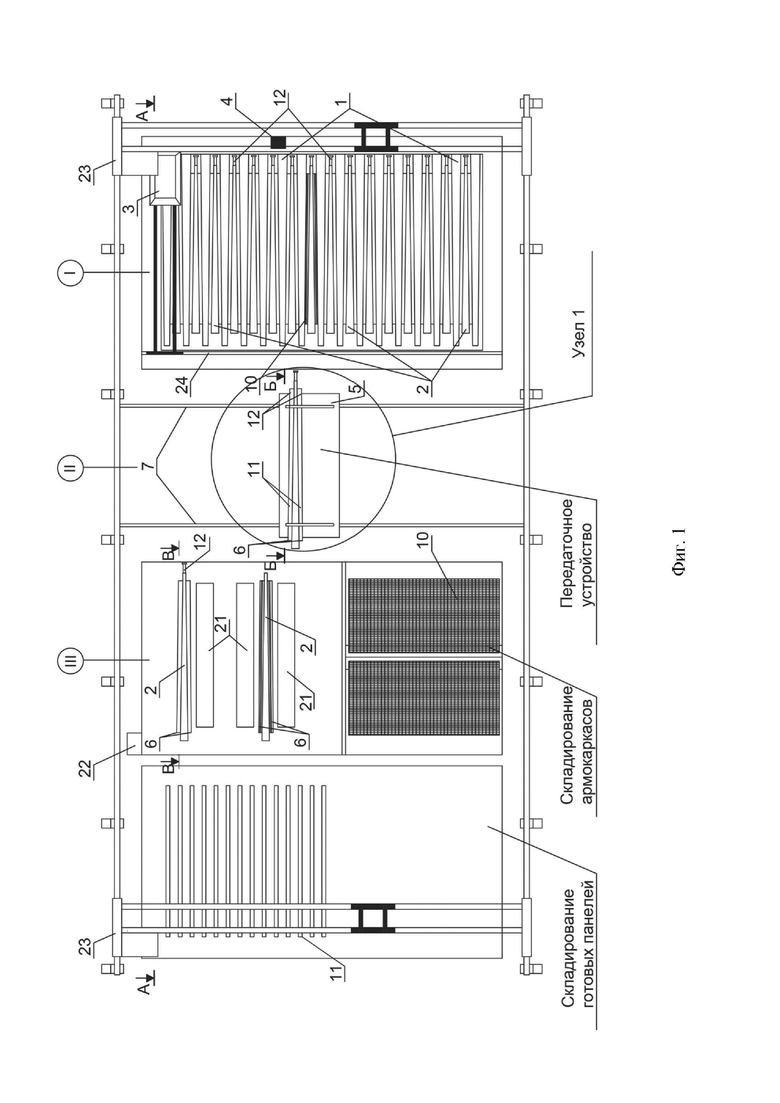
на фиг. 1 изображена предлагаемая линия, вид в плане;
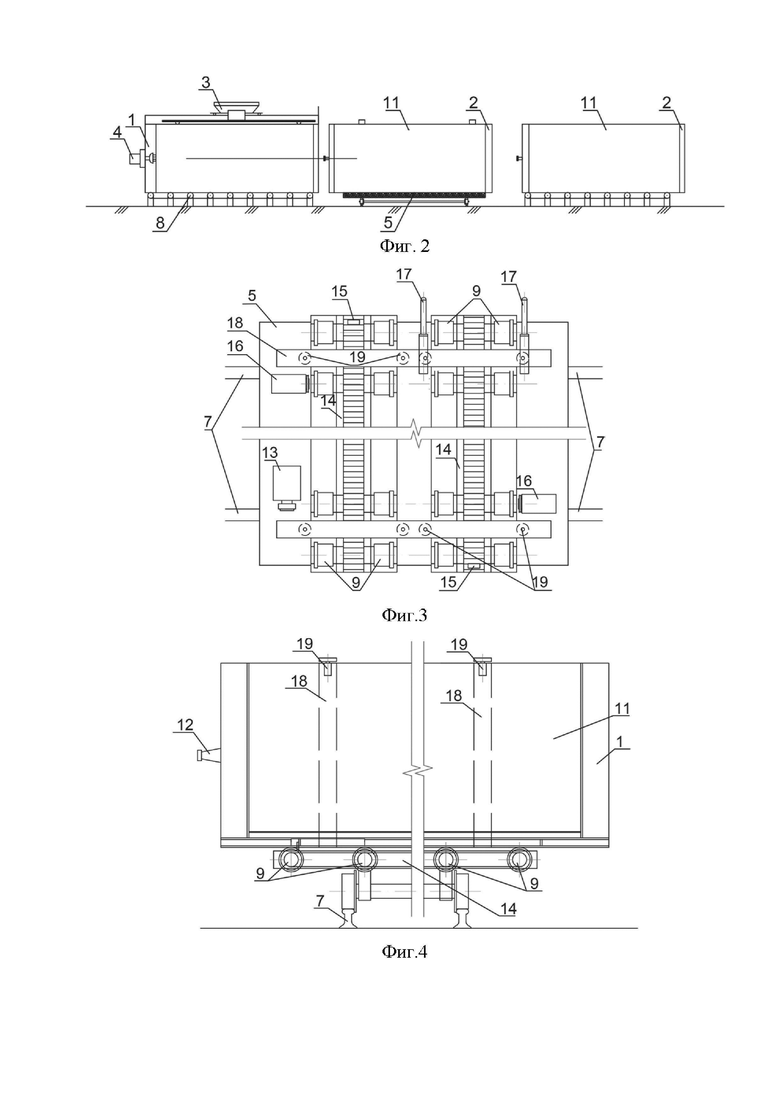
на фиг. 2 - разрез А-А на фиг.1;
на фиг. 3 - передаточное устройство, вид сверху;
на фиг. 4 - разрез по линии Б-Б на фиг.1;
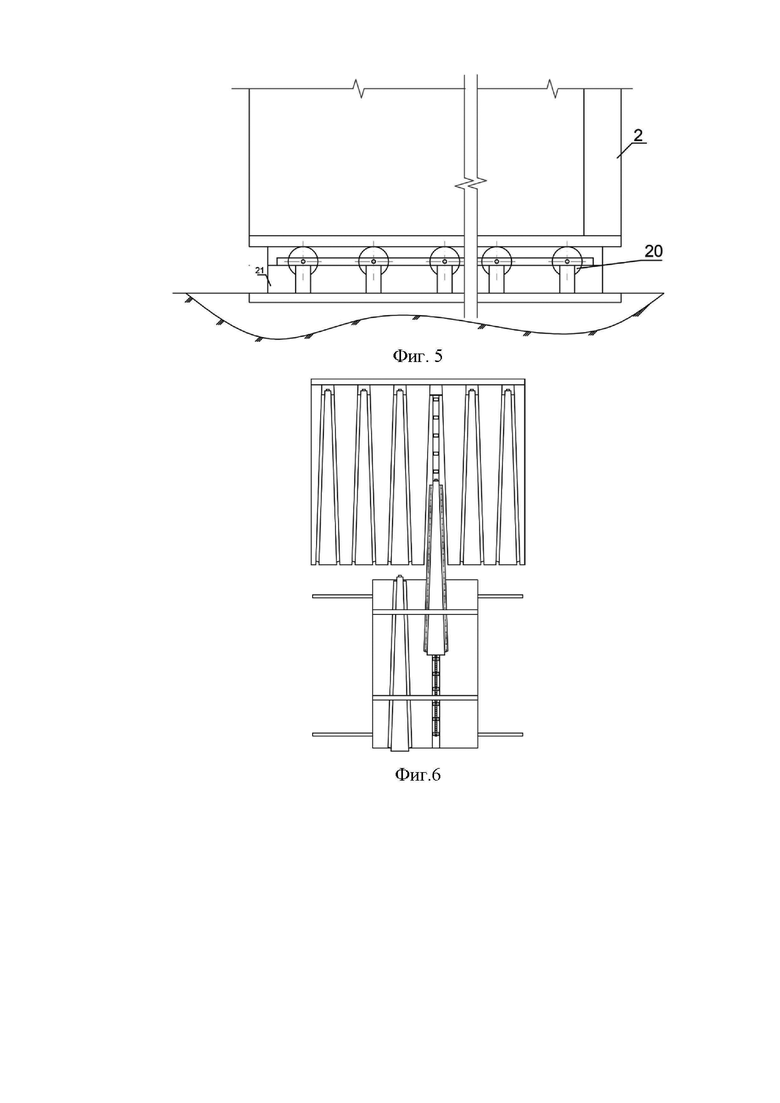
на фиг. 5 - разрез по линии В-В на фиг.1;
на фиг. 6 - узел 1 на фиг.1.
Кассетно-клиновая установка включает пост формования I, представляющая собой стенд с пропарочными отсеками 1 имеющими форму клина, каждый из которых оборудован рольгангами 8 (фиг.2), неподвижно установленный на фундаменте, оснащенный самоходным бетоноукладчиком с глубинными вибраторами 3, который перемещается по рельсовым направляющим 24, и гидравлической насосной станцией 4, в которые передаточным устройством 5 поста переадресовки клиньев II задвигаются подвижные клинья 2 (фиг.6), оборудованные торцевыми створками 6 для формовки и распалубки и кронштейном 12 для выталкивания подвижного клина 2 и оснащенные арматурными каркасами 10 на посту армирования и распалубки III.
Установка содержит рельсовые направляющие 7 поста переадресовки клиньев II, по которым вдоль постов формования I и армирования и распалубки III, при помощи электромеханического привода 13 передаточное устройство 5, оборудованное линиями рольгангов 9 с предохранительными вертикальными стойками 18 (фиг.3), на которых расположены направляющие ролики 19, для одновременного размещения двух подвижных клиньев 2, одного оснащенного арматурой 10 (фиг.1) и готового для переадресовки на пост формования I, второго - с поста формования I с готовыми изделиями 11 (фиг.1), и снабженная цепной электромеханической лебедкой 14 с шипом 15 и электромеханическим приводом 16 (фиг.3) для затягивания на передаточное устройство 3 и выталкивания с него подвижного клина 2 (фиг.1), и гидроцилиндрами 17 (фиг.3) для доталкивания подвижного клина 2 в пропарочный отсек 1.
Пост армирования и распалубки III оборудован линиями рольгангов 20 с предохранительными вертикальными стенками 21 и устройством для смазки 22 (фиг.1) для одновременной распалубки и армирования нескольких клиньев 2.
В непосредственной близости от поста размещается площадка с готовыми арматурными каркасами 10 и пост складирования готовых изделий 11.
Работа установки осуществляется в следующей последовательности.
На посту распалубки и армирования III подвижный клин 2, находясь на рольганге 20, оснащается арматурными каркасами 10, закладными деталями и элементами оснастки при помощи крановой установки 23. Так как пропарочный отсек 1 имеет форму клина, то ответная подвижная часть (клин 2), имеющая также форму клина, армируется с обеих сторон вертикальной плоскости подвижного клина 2.
Передаточное устройство 5 поста переадресовки клиньев II, переместившись по рельсовым направляющим 7, останавливается у поста распалубки и армирования III так, что продольные оси рольгангов 9 поста переадресовки клиньев II и рольгангов 20 поста армирования и распалубки III совпадают и по окончании процесса армирования клина 2 на посту подготовки и армирования III, он с помощью устройств 14, 15, 16 закатывается на передаточное устройство 5 по рольгангам 9.
Передаточное устройство 5 поста переадресовки клиньев II, переместившись по рельсовым направляющим 7, останавливается напротив пропарочного отсека 1, в котором завершился 8-ми часовой цикл пропарки так, что оси свободного отсека рольгангов 9 поста переадресовки клиньев II и оси рольгангов 8 пропарочного отсека 1 с готовыми изделиями поста формования I совпадают.
Далее подвижный клин 2 с готовыми изделиями 11 из пропарочного отсека 1 гидравлической насосной станцией 4, которая перемещаясь вдоль задней стенки пропарочных отсеков дает первоначальное движение, выталкивается на передаточное устройство 5, где при помощи устройств 14, 15 и 16 подхватывается подвижный клин 2 и перемещается на передаточное устройство 5.
Передаточное устройство 5 поста переадресовки клиньев II, переместившись по рельсовым направляющим 7, останавливается напротив освободившегося пропарочного отсека 1 так, что оси рольгангов 9 поста переадресовки клиньев II с размещенным армированным подвижным клином 2 и оси рольгангов 8 освободившегося пропарочного отсека 1 поста формования I совпадают.
В освободившееся место поста формования I с передаточного устройства 5 в освободившийся пропарочный отсек 1 имеющий форму клина подается следующий подготовленный на посту распалубки и армирования III подвижный клин 2, который доталкивается гидроцилиндром 17.
Торцевые створки 6 подвижного клина 2, находящиеся в собранном состоянии, при размещении в пропарочный отсек 1 расклиниваются, так как и подвижный клин 2 и пропарочный отсек 1 имеют формы клина. Боковыми стенками изделий подвижного клина 2 являются вертикальная плоскость подвижного клина 2 и неподвижные вертикальные плоскости пропарочного отсека 1, имеющие зеркальную поверхность. Самоходный бетоноукладчик с глубинными виброустройствами 3, перемещающийся по рельсовым направляющим 24, производит заливку бетонной смеси. Начинается процесс пропарки подвижного клина 2 с формированием двух изделий.
Передаточное устройство 5 поста переадресовки клиньев II перемещается по рельсовым направляющим 7 и останавливается напротив свободного места поста армирования и распалубки III так, что оси рольгангов 9 передаточного устройства 5 поста переадресовки клиньев II, с размещенным на ней клином 2 с готовыми изделиями 11, и оси рольгангов 20 поста армирования и распалубки III совпадают. При помощи устройств 14, 15 и 16 клин 2 с готовыми изделиями 11 передается на пост армирования и распалубки III, где крановой установкой 23 готовые изделия 11 извлекаются из клина 2.
После чего производится чистка, смазка и армирование форм клина 2. Процесс повторяется.
Принципиальным отличием заявленного изобретения является возможность осуществления пропарки при каждом заведённом подвижном клине в отсек формования (30 шт. при 15-ти отсечном посту ККЛ, 60 шт. при 30-ти отсечном посту ККЛ и т.д.). На каждом подвижном клине формуется два различных изделия. За смену при 8-ми часовой работе 15-ти отсечная кассетно-клиновая линия делает полный оборот, т.е. производительность составляет 30 изделий, за сутки 90 изделий. Кассетная установка (СМЖ) на 15 отсеков сможет за сутки изготовить только 15 изделий (по технологическому циклу в один оборот за сутки). Выпуск железобетонных изделий на кассетно-клиновой линии (ККЛ) позволит обеспечить потребность в строительстве и вводе жилья и других объектов на 120 тысяч кв.м. в год при 15-ти отсечном посту ККЛ.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2008212C1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Технологический комплекс по производству железобетонных изделий | 1989 |
|
SU1694379A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЖЕЛЕЗОБЕТОННЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2031783C1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| ГТПГГШПТШЧЕОНБИБЛИОТЕКА | 1972 |
|
SU339413A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 1968 |
|
SU220109A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
Изобретение относится к производству строительных изделий на кассетно-клиновой линии и может быть использовано в полносборном домостроении при заводском изготовлении в вертикальном положении несущих внутренних стен, плит перекрытий и различных типов перегородок. Технический результат заключается в сокращении времени, затрачиваемого на изготовление строительных изделий. Указанный технический результат достигается тем, что кассетно-клиновая установка для изготовления железобетонных изделий содержит посты формования, переадресовки подвижных клиньев, а также распалубки и армирования, при этом посты формования, переадресовки подвижных клиньев, а также распалубки и армирования выполнены раздельными, при этом пост формования представляет собой стенд с пропарочными отсеками имеющими форму клина, и выполненными с возможностью поочередной пропарки при каждом заведённом клине в пропарочный отсек, каждый из которых оборудован рольгангами, и содержащий самоходный бетоноукладчик с глубинными вибраторами для заливки в клин бетонной смеси и гидравлическую насосную станцию, выполненную с возможностью выталкивания клина с готовыми изделиями, пост переадресовки клиньев представляет собой передаточное устройство, установленное на рельсовых направляющих и оборудованное предохранительными вертикальными стойками и двумя линиями рольгангов для одновременного размещения на нем двух клиньев, с возможностью перемещения клиньев как на пост формирования, так и на пост армирования и распалубки, пост армирования и распалубки, содержит линии рольгангов с предохранительными вертикальными стенками и устройство для смазки и для одновременной распалубки и армирования клиньев, а также технический результат достигается способом изготовления железобетонных изделий при помощи такой кассетно-клиновой установки. 2 н.п. ф-лы, 6 ил.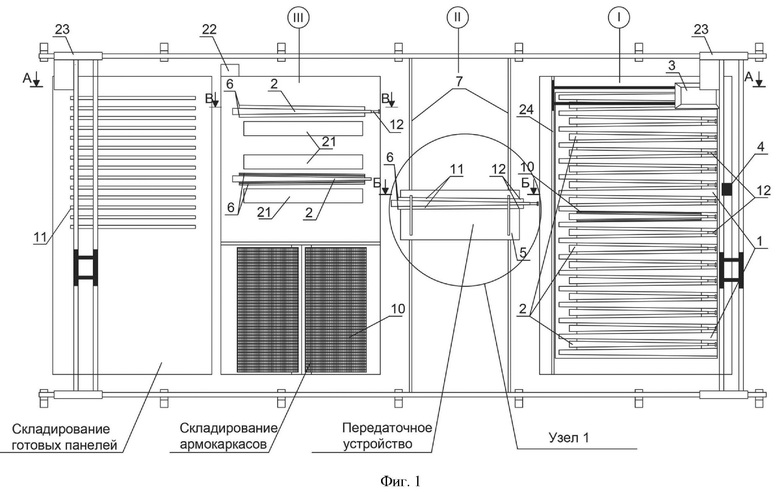
1. Кассетно-клиновая установка для изготовления железобетонных изделий содержащая посты формования, переадресовки подвижных клиньев, а также распалубки и армирования, отличающаяся тем, что посты формования, переадресовки подвижных клиньев, а также распалубки и армирования выполнены раздельными, при этом пост формования представляет собой стенд с пропарочными отсеками, имеющими форму клина, и выполненными с возможностью поочередной пропарки при каждом заведённом клине в пропарочный отсек, каждый из которых оборудован рольгангами, и содержащий самоходный бетоноукладчик с глубинными вибраторами для заливки в клин бетонной смеси и гидравлическую насосную станцию, выполненную с возможностью выталкивания клина с готовыми изделиями, пост переадресовки клиньев представляет собой передаточное устройство, установленное на рельсовых направляющих и оборудованное предохранительными вертикальными стойками и двумя линиями рольгангов для одновременного размещения на нем двух клиньев, с возможностью перемещения клиньев как на пост формирования, так и на пост армирования и распалубки, пост армирования и распалубки содержит линии рольгангов с предохранительными вертикальными стенками и устройство для смазки и для одновременной распалубки и армирования клиньев.
2. Способ производства железобетонных изделий при помощи кассетно-клиновой установки по п.1, включающий этапы, на которых осуществляют формование, переадресовку подвижных клиньев, распалубку и армирование, отличающийся тем, что на посту распалубки и армирования осуществляют армирование подвижного клина посредством его оснащения с обеих сторон арматурными каркасами, закладными деталями и элементами оснастки для изготовления двух изделий,
посредством передаточного устройства подвижный клин перемещают в неподвижный пропарочный отсек поста формования, имеющий форму клина,
производят расклинивание торцевых сворок подвижного клина,
производят заливку бетонной смеси посредством самоходного бетоноукладчика,
осуществляют процесс пропарки клина, при завершении которого указанный клин с готовыми изделиями из пропарочного отсека выталкивают гидравлической насосной станцией и перемещают на передаточное устройство, а ранее подготовленный армированный клин, находящийся на передаточном устройстве, перемещают в освободившийся пропарочный отсек,
клин с готовыми изделиями доставляют на пост армирования и распалубки, где готовые изделия извлекаются,
после чистки и смазки подвижного клина осуществляют его повторное армирование.
| КАССЕТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2126742C1 |
| Ультраакустический дефектоскоп | 1945 |
|
SU67016A1 |
| Кассетная установка для изготовления железобетонных изделий | 1983 |
|
SU1147570A1 |
| КАССЕТНАЯ УСТАНОВКА | 1992 |
|
RU2011516C1 |
| US 3815851 A, 11.06.1974 | |||
| US 4343453 A, 10.08.1982. | |||

