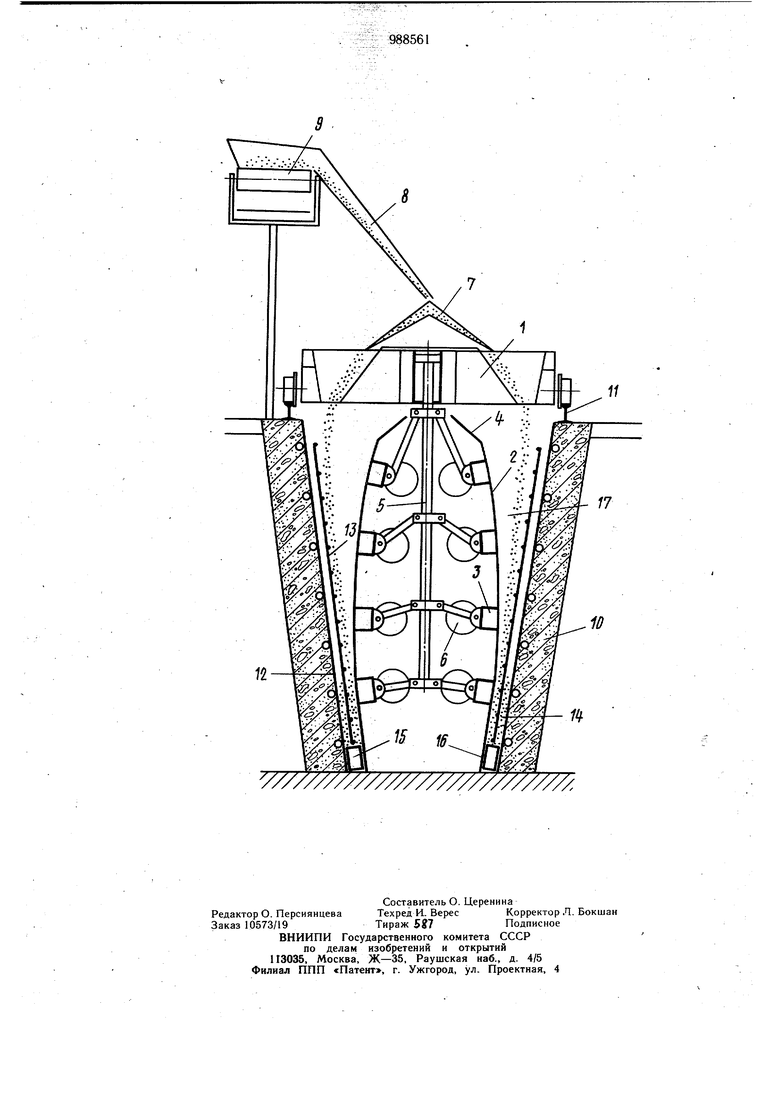
(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ Изобретение относится к производству строительных изделий, а именно к механизированной стендовой технологии их изготовления. Известна стендовая линия для безопалубочного формования железобетонных изделий, содержащая плоские стенды-поддоны, формующий агрегат и направляющие для перемещения агрегата. Каждый из стендов установлен симметрично, наклонно к смежному с образованием между ними призматических полостей с поперечным сечением в форме трапеции, на верхних основаниях которых смонтированы направляющие формующего агрегата 1. Недостатком такой линии является необходимость применения сложного по конструкции непрерывно формующего агрегата, работающего с немедленной распалубкой. При этом невозможно осуществить щаговое формование изделий, т. е, формование по два изделия за цикл. Наиболее близкой к предлагаемому является установка для формования железобетонных изделий, содержащая формообразующие щнты с бортовыми элементами. разделительные щиты и вибровозбудители 2. Недостатком этой установки является отсутствие возможности осуществления щагового формования. Цель изобретения - обеспечение возможности осуществления щагового формования. Указанная цель достигается тем, что в установке для формования железобетонных изделий, содержащей формообразующие щиты с бортовыми элементами, разделительные щиты и вибровозбудители, разделительные щиты выполнены гибкими и соединены между собой посредством расположенных один над другим распирающих устройств. На чертеже изображена установка для формования железобетонных изделий , поперечное сечение. Установка состоит из ходовой несущей рамы 1, двух изгибающихся щитов 2, выполненных в виде силовых листов, усиленных продольными ребрами 3. Щиты наверху заканчиваются приемными козырьками 4. Щиты спарены через распорное устройство 5. На щитах установлены вибраторы 6. Над
щитами расположен закрепленный на раме 1 распределитель смеси 7, к которому подходит питатель 8 от транспортера 9, установленного наверху вдоль наклонных стендов 10. Здесь же расположен рельсовый путь 11 установки.
Установка работает следующим образом.
После чистки, смазки поверхности стенда 12 и укладки арматуры 13 установка подъезжает к месту формовки. Нижний ярус щитов 2, длина которых вдоль стендов соответствует длине формуемого изделия 14, распорным устройством 5 прижимается к заранее установленным на стенде бортовым элементам 15 через упругие прокладки 16 и образует первую формовочную полость. Толщина полости несколько больше толщины формуемого изделия. В это время верхние ярусы изгибающихся щитов прогнуты распорным устройством как это показано на фиг. 1 и образуют расширенные тракты 17 (как бы воронки) для подачи смеси в первый ярус. После этого жесткая смесь транспортером 9 подается по питателю 8 к распределителю 7 и по тракту 17 заполняет первый ярус формуемого элемента 14. Одновременно на первом ярусе смесь уплотняется вибраторами 6. После укладки смеси в первый ярус распорное устройство 5 прижимает к стенду второй ярус щитов и устанавливает его также в параллельное поверхности стенда положение. Теперь смесь подается по тракту верхних ярусов во втор.ой снизу отсек, где она укладывается и уплотняется с помощью вибраторов этого отсека. Процесс повторяется в зависимости от количества ярусов до полного заполнения формовочной полости по высоте.
После заполнения формовочной полости бетоном производится дополнительное виброуплотнение всего изделия 14, при этом распорное устройство 5 создает необходимое для пригруза давление. Упругие контур«ые
прокладки 16 вокруг щитов способствуют их смещению и уменьщению толщины укладываемой смеси при дополнительном уплотнении.
Таким образом, уплотнение жесткой смеси роизводится с приг-рузом как от давления вышележащего столба бетона, так и от давления щита. Возможно создание пригруза и на верхней открытой грани панелей. После окончательного уплотнения смеси
распорное устройство 5 отжимает щиты 2 от формовочных панелей, и установка переставляется для формования следующей пары изделий, где все операции повторяются.
Предлагаемая установка позволяет в случае шагового формования вместо .литых применять жесткие бетонные смеси, что приводит к экопом-ии цемента, дает возможность интенсифицировать тепловую обработку изделий.
Изобретение позволяет осуществить шаговое формование изделий.
Формула изобретения
Установка для формования железобетонных изделий, содержащая формообразующие щиты с бортовыми элементами, разделительные щиты и вибровозбудители, отличающаяся тем, что, с целью обеспечения возможности осуществления шагового формования разделительные щиты выполнены гибкими и соединены между собой посредством расположенных один над другим распирающих устройств.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 810502, кл. В 28 В 1/08, 1978.
2.Балатьев П. К. и др. Кассетный спо соб производства железобетонных изделий.
М., Стройиздат, 1972 (прототип).
П
.X a-JIД -у.
у/////////////////////////////.
11
/«

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ КРИВОЛИНЕЙНЫХ СТЕН | 2020 |
|
RU2752191C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| Стендовая линия для безопалубоч-НОгО фОРМОВАНия жЕлЕзОбЕТОННыХиздЕлий | 1978 |
|
SU810502A1 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| Установка для формования объемных элементов | 1977 |
|
SU1000278A1 |
| ФОРМУЮЩАЯ УСТАНОВКА | 2022 |
|
RU2792295C1 |
| КАССЕТНО-КОНВЕЙЕРНАЯ УСТАНОВКА | 1972 |
|
SU323276A1 |
| Установка для формования строительных изделий | 1980 |
|
SU903114A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРОЧНЫХ ДВУХКОНСОЛЬНЫХ ПЛИТ-ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2183157C1 |
| Касетная установка для изготовления изделий из бетонных смесей | 1981 |
|
SU1004107A1 |