(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ
СМЕСЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для изготовления изделий из бетонных смесей | 1982 |
|
SU1033326A1 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| Кассетная установка для изготовления изделий из бетонных смесей | 1977 |
|
SU715333A1 |
| ФОРМУЮЩАЯ УСТАНОВКА | 2022 |
|
RU2792295C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ КРИВОЛИНЕЙНЫХ СТЕН | 2020 |
|
RU2752191C1 |
| Касетная установка для изготовления изделий из бетонных смесей | 1981 |
|
SU1004107A1 |
| Кассетная установка | 1978 |
|
SU727448A1 |
| КАССЕТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2126742C1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Установка для формования железобетонных изделий в вертикальном положении | 1978 |
|
SU996198A1 |
1
Изобретение относится к изготовлению строительных изделий в кассетных установках.
Известна кассетная установка для формования железобетонных изделий, содержащая пакет щитов с разделительными листами, раму с направляющими для перемещения пакета и механизм виброуплотнения бетонной смеси
Уплотнение бетонных смесей на такой кассете осуществляется навесными вибраторами, что вынуждает использовать для изготовления изделий бетонные смеси повышенной пластичности, а это увеличивает расход цемента, продолжительность тепловой обработки и возможность расслоения бетонной смеси в процессе формования изделий. Кроме того, использование большого количества навесных вибраторов (не менее двух на каждом разделительном листе) обуславливает больщую энергоемкость уплотнения изделий.
Наиболее близким к изобретению решением является установка для формования изделий из бетонных смесей, содержащая раму с направляющими, на которых установлена кассета в виде пакета разделительных листов и паровых отсеков, механизмы уплотнения и перемещения кассеты 2.
Недостаток указанной установки заключается в небольшом сроке службы паровых отсеков кассеты и высокой энергоемкости процесса уплотнения.
Цель изобретения - увеличение срока службы паровых отсеков кассеты и снижение энергоемкости уплотнения.
Достигается это тем, что рама снабжена дополнительными направляющими для разделительных листов кассеты, выполненными с криволинейным участком, обращенным выпуклостью вниз, а механизм уплотнения установлен под кассетой, причем разделительный лист, размещенный в зоне криволинейного участка дополнительных направляющих, оперт на механизм уплотнения.
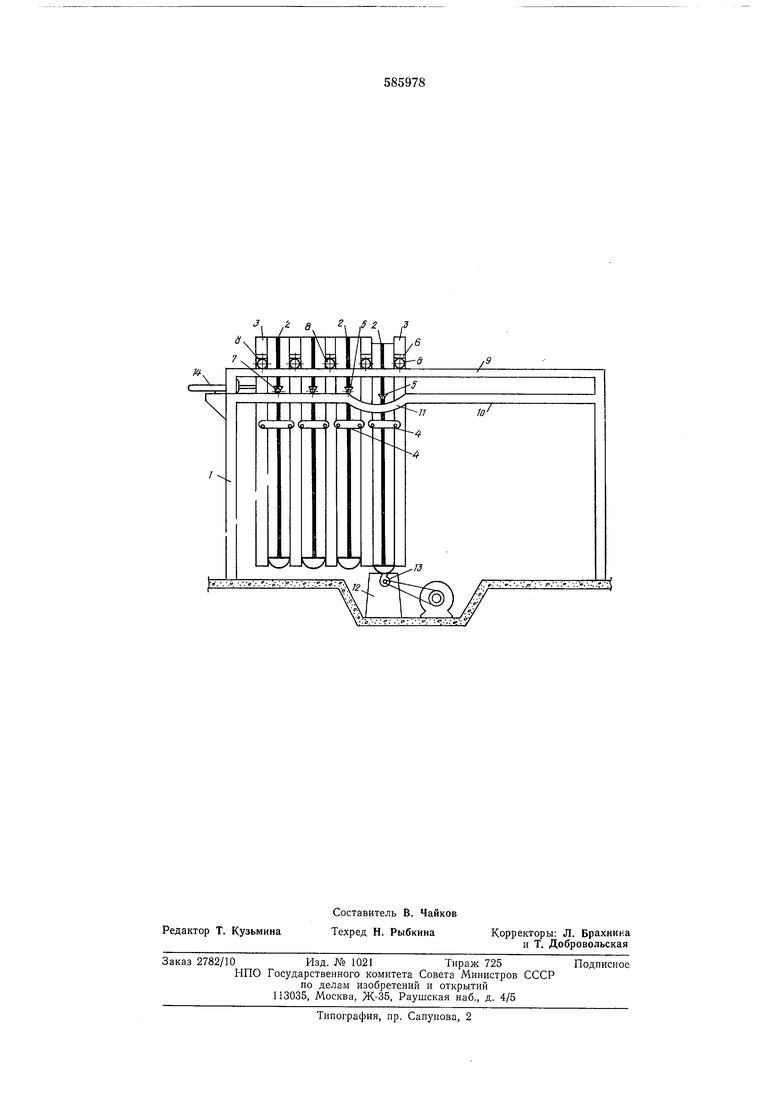
На чертеже схематически изображена предлагаемая установка для формования изделий из бетонных смесей, общий вид.
Установка для формования изделий из бетонных смесей состоит из рамы 1, кассеты в
виде пакета разделительных листов 2 и щитов, образующих паровые отсеки 3, соединенные между собой замками 4.
Разделительные листы 2 и паровые отсеки 3 выполнены с расположенными на боковых торцах кронштейнами 5 и 6 соответственно, на которых установлены опорные катки 7 и 8. Рама 1 имеет направляющие 9 для перемещения опорных катков 8 паровых отсеков 3 и дополнительные направляющие 10 для перемещения опорных катков 7 разделительных листов 2.
Дополнительные нанравляющие 10 изготовлены с криволинейной рабочей частью 11, обращенной выпуклостью вниз.
Под кассетой размещен механизм 12 уплотнения, например виброударный, кулачок 13 которого контактирует с разделительным листом 2, опертым па рабочую часть 11 направляющей 10. Кассета перемещается по направляющим 9 и 10 механизмом 14 перемещения, выполненным, например, в виде силовых цилиндров.
Работает установка для формования изделий из бетонных смесей следующим образом.
Очищенные и смазанные разделительные листы 2 и паровые отсеки 3 собирают в кассету, затем в формовочные полости устанавливают арматурные каркасы и оснастку, после чего их сплачивают в пакет посредством замков 4. Причем между ними при этом оставляют зазоры в 0,5-1 мм с целью обеспечения возможности перемещения разделительных листов 2 по вертикали и смещают собранную кассету по одну сторону от механизма 12 уплотнения.
Затем начинают перемещать кассету механизмом 14 перемещения по направляющим 9 и 10 к механизму 12 уплотнения и перемещают до тех пор, пока разделительный лист 2 первой формовочной полости не опустится вниз до контакта с кулачком 13 механизма 12, при этом его опорные катки 7 будут находиться над рабочей частью 11 дополнительных направляющих. После чего включают привод механизма уплотнения и подают в формовочную полость бетонную смесь, которая заполняет полость до верха листа 2 и уплотняется, причем одновременно формуются два изделия по обе стороны листа 2. После окончания процесса
уплотнения механизм 12 выключают, а кассету смещают до контакта с кулачком 13 механизма 12 листа 2 следующей формовочной полости и повторяют цикл формования.
Когда окончено бетонирование всей кассеты, последнюю смещают до упора в том же направлении и теплообрабатывают отформованные изделия, распалубливают готовые изделия, чистят и смазывают листы 2 и отсеки 3.
Применение предлагаемой установки позволит снизить расход цемента путем использования жестких бетонных смесей на 1 м бетона на 15-17%, а продолжительность тепловой
обработки - в 1,5-2 раза.
Формула изобретения
Установка для формования изделий из бетонных смесей, содержащая раму с направляющими, на которых установлена кассета в виде пакета разделительных листов и паровых отсеков, механизмы уплотнения и перемещения кассеты, отличающаяся тем, что, с целью увеличения срока службы паровых отсеков
кассеты и снижения энергоемкости уплотнения, рама снабжена дополнительными направляющими для разделительных листов кассеты, выполненными с криволинейным участком, обращенным выпуклостью вниз, а механизм
уплотнения установлен под кассетой, причем разделительный лист, размещенный в зоне криволинейного участка дополнительных направляющих, оперт на механизм уплотнения. Источники информации,
принятые во внимание при экспертизе
п
