Настоящее изобретение касается концевой закупорки гофрированной трубчатой оболочки, машины для изготовления гофрированной трубчатой оболочки, имеющей концевую закупорку по изобретению, а также способа изготовления концевой закупорки по изобретению.
Гофрированные трубчатые оболочки используются в пищевой промышленности для заполнения их фаршем с получением, например, колбас. Концевая закупорка для таких оболочек необходима для удержания в оболочке мясного фарша при ее заполнении ("шприцевании").
В колбасной промышленности при производстве сосисок и колбас мясной фарш шприцуют в оболочки, размеры которых различаются в зависимости от конечного продукта и от конкретных шприц-машин, используемых для этой цели.
Несколько десятков лет назад все колбасные оболочки изготавливали из натурального продукта - кишок животных. С течением времени было предложено и освоено изготовление нескольких типов синтетических трубчатых колбасных оболочек. В частности, большинство производимых в настоящее время колбасных изделий имеют оболочку из регенерированной целлюлозы.
Одной из первых стадий изготовления колбасных изделий после приготовления эмульсии из мясного фарша является шприцевание эмульсии в гофрированные трубчатые оболочки. Однако перед осуществлением шприцевания необходимо предварительно образовать на конце оболочки концевую закупорку ("закрутку"), чтобы исключить вероятность просачивания продукта через этот конец. Для этой цели уже предложено несколько типов концевых закупорок специально для гофрированных колбасных оболочек.
Патент США 3274005 (Алсис) для образования концевой закупорки предлагает использовать крюк, обеспечивающий скручивание и перевертывание конца гофрированной оболочки. Патенты США 3383222 (Алсис) и 3892869 (Шеридан) предлагают изготавливать концевую закупорку посредством натяжения конца оболочки с последующим образованием язычка и временным закрытием этого конца, затем ввести поршень, чтобы перевернуть язычок, а затем удалить поршень и установить конец, в котором находится перевернутый язычок, против неподвижной поверхности, после чего вставить поршень в оболочку с противоположного конца и сжать перевернутый язычок с получением готовой концевой закупорки.
В патентах США 3914447 и 4070729 (оба - Тьюмс), описана концевая закупорка, образуемая в результате введения стержня в полую гофрированную оболочку без зацепления с какой-либо ее частью и скручивания складок конца оболочки до образования узла, с последующим удалением стержня из образованного узла без нарушения целостности закупорки. В указанных патентах США предлагается также создавать в концевой закупорке канал для выхода газов, который однако не позволяет эмульсии вытекать из оболочки.
В патенте США 4536175 (Арнольд) раскрыт способ образования концевой закупорки посредством разглаживания концевых складок "гильзы" гофрированной оболочки с последующим переворачиванием разглаженной части оболочки в канале отверстия гильзы и закручивания разглаженной оболочки внутри указанного канала в виде концевой закупорки.
Концепция патента США 4411048, кл. A 22 C 13/00, 1983 (Грин) состоит в том, чтобы удерживать гофрированную колбасную оболочку на дорне, использовать крюк для захвата и удаления концевой части оболочки с оправки, скручивать конец оболочки с образованием узла и последующим инвертированием (переворачиванием) узла в самой оболочке, расположить перевернутый узел против фиксированной поверхности и с помощью специального плунжера уплотнить и спрессовать узел против указанной поверхности. Таким образом получается концевая закупорка в виде сжатого цилиндрического элемента.
Машина, используемая по указанному прототипу (патент США 4411048) для изготовления гофрированной трубчатой оболочки, имеющей внутреннюю аксиальную полость, гофрированный конец и негофрированный конец, содержит удерживающее средство для удерживания гофрированного конца оболочки так, чтобы предотвратить его поворот и сдвиг вокруг продольной оси, причем указанное удерживающее средство выполнено в виде направляющей для оболочки (в данном случае - в виде дорна), упорное средство, уплотняющее средство для уплотнения концевой закупорки против указанного упорного средства, причем уплотняющее средство имеет торцевой элемент и выполнено с возможностью его аксиального скольжения от гофрированного конца в полости оболочки в направлении к области раздела гофрированной и негофрированной оболочки, направляющую для концевой закупорки, установленную с возможностью вращения и аксиального скольжения, и запечатывающее средство для обеспечения тесного контакта негофрированного конца оболочки с направляющей для концевой закупорки.
Соответственно, известный способ изготовления концевой закупорки в гофрированной трубчатой оболочке предусматривает стадии помещения такой оболочки, имеющей внутреннюю аксиальную полость, гофрированный конец и негофрированный конец, в направляющую для оболочки для предотвращения вращения или сдвига гофрированного конца вокруг его продольной оси, причем негофрированный конец продолжается наружу от указанной направляющей в области раздела гофрированной и негофрированной оболочки, аксиального скольжения уплотняющего средства от гофрированного конца внутри полости оболочки, введения запечатывающего средства во взаимодействие с негофрированным концом оболочки для обеспечения его тесного контакта с направляющей для концевой закупорки, закручивания негофрированного конца путем аксиального вращения направляющей для концевой закупорки в контакте с негофрированным концом так, что запечатанный к направляющей для концевой закупорки негофрированный конец оболочки поворачивается вместе с этой направляющей и обертывается вокруг нее с образованием скрученного негофрированного конца, причем часть гофрированного конца может быть разглажена и поглощена скрученным негофрированным концом, разъединения запечатывающего средства от скрученного негофрированного конца, уплотнения скрученного негофрированного конца уплотняющим средством против упорного средства, выведения уплотняющего средства аксиально из оболочки, отсоединения упорного средства и, наконец, отделения направляющей для оболочки и извлечения оболочки с готовой концевой закупоркой.
Известные способ и устройство однако не обеспечивают создание в концевой закупорке канала для выпуска газов, препятствующего в то же время вытеканию фаршевой эмульсии из оболочки.
Таким образом, задача изобретения состоит в создании концевой закупорки нового типа в виде сжатого цилиндрического элемента, который является скрученным частично и содержит аксиальное отверстие, соответствующее форме поперечного сечения направляющей для концевой закупорки, используемой в машине для изготовления оболочек с концевыми закупорками.
Машина для изготовления подобных оболочек, типа, указанного в связи с патентом США 4411048, согласно изобретению содержит уплотняющее средство, выполненное с возможностью вращения и аксиального контактирования с направляющей для концевой закупорки в области раздела гофрированной и негофрированной оболочки так, чтобы получаемая концевая закупорка имела аксиальное отверстие для выпуска газов, имеющее поперечное сечение, соответствующее форме направляющей для концевой закупорки.
Указанный торцевой элемент уплотняющего средства предпочтительно выполнен в виде аксиального стержня с плунжером цилиндрической формы, прикрепленным к его концу, а направляющая для оболочки образована по меньшей мере двумя отсоединяемыми примыкающими вогнутыми пластинами.
Удобно, если указанные вогнутые пластины удерживаются вместе посредством запечатывающих скоб.
В еще одном предпочтительном варианте выполнения, направляющая для концевой закупорки содержит аксиальный стержень, имеющий заостренный конец для контактирования с плунжером уплотняющего средства, причем указанный аксиальный стержень и его заостренный конец предпочтительно имеют многоугольное поперечное сечение, обычно треугольное.
Предпочтительно, указанный аксиальный стержень имеет абразивную поверхность.
Соответственно, способ по изобретению типа, указанного в связи с патентом США 4411048, характеризуется тем, что стадия скручивания негофрированного конца включает в себя скольжение направляющей для концевой закупорки от негофрированного конца в полости трубчатой оболочки по направлению к области раздела гофрированной и негофрированной оболочки, где уплотняющее средство вступает в аксиальный контакт с направляющей для концевой закупорки, и после образования скрученного негофрированного конца скольжение уплотняющего средства в контакте с направляющей для концевой закупорки вместе со скрученным вокруг нее негофрированным концом через полость оболочки к гофрированному концу так, что при этом происходит упомянутое разглаживание части гофрированного конца в области раздела гофрированной и негофрированной оболочки и поглощение этой части скрученным негофрированным концом, а стадия уплотнения концевой закупорки включает в себя аксиальное скольжение уплотняющего средства и направляющей для концевой закупорки через полость оболочки в направлении к упорному средству в области раздела гофрированной и негофрированной оболочки, где направляющую для концевой закупорки отсоединяют от уплотняющего средства и извлекают из оболочки. В результате способа по изобретению получают готовую концевую закупорку, представляющую собой частично скрученный сжатый цилиндрический элемент, имеющий аксиальное отверстие для выпуска газов, с поперечным сечением, соответствующим форме направляющей для концевой закупорки.
Предпочтительно, оболочка имеет негофрированный конец длиной по меньшей мере 15 мм, обычно от около 15 мм до около 30 мм.
Далее изобретение поясняется на конкретных примерах его выполнения со ссылкой на сопровождающие чертежи, на которых:
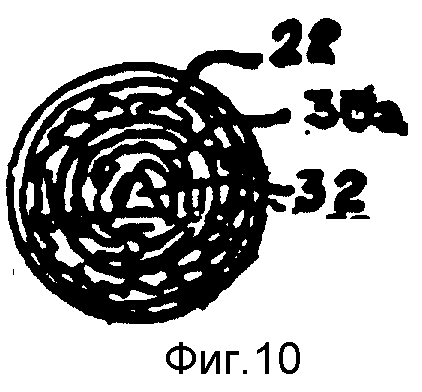
Фиг. 1 - вид сбоку, в продольном разрезе, гофрированной трубчатой оболочки, установленной внутри направляющего средства для оболочки и имеющей негофрированный конец снаружи указанного направляющего средства,
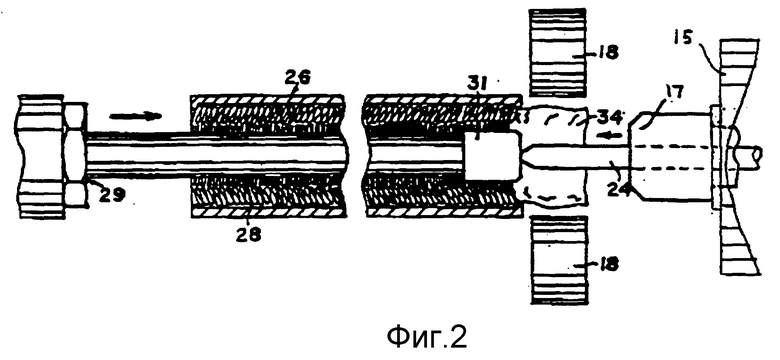
Фиг. 2 - вид сбоку, в продольном разрезе, гофрированной трубчатой оболочки, показывающий введение уплотняющего средства в виде плунжера, который уплотняет оболочку против упорного средства, в гофрированный конец, а направляющей для концевой закупорки - в негофрированный конец оболочки,
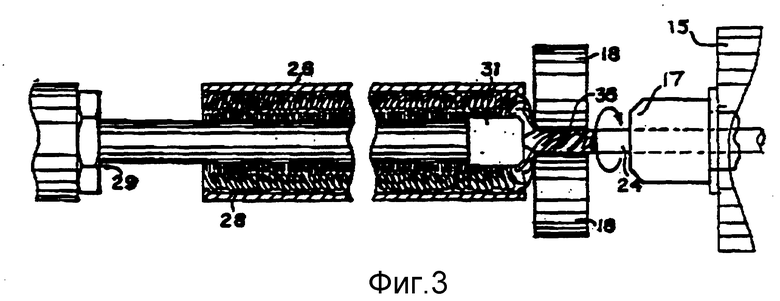
Фиг. 3 - такой же вид, показывающий взаимодействие запечатывающих скоб вокруг негофрированного конца и вращение направляющей для концевой закупорки с образованием скрученного негофрированного конца,
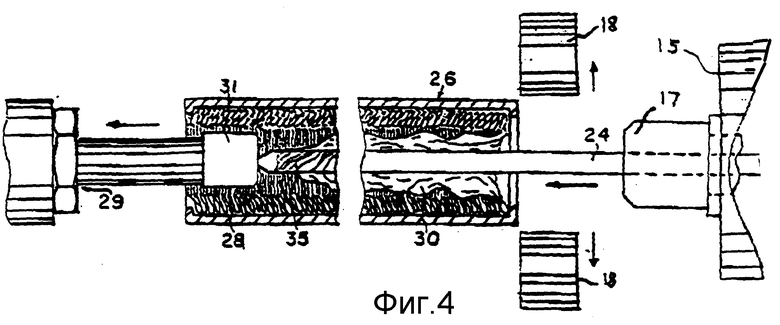
Фиг. 4 - такой же вид, показывающий отсоединение запечатывающих скоб и перемещение направляющей для концевой закупорки через оболочку для удлинения ее негофрированного конца,
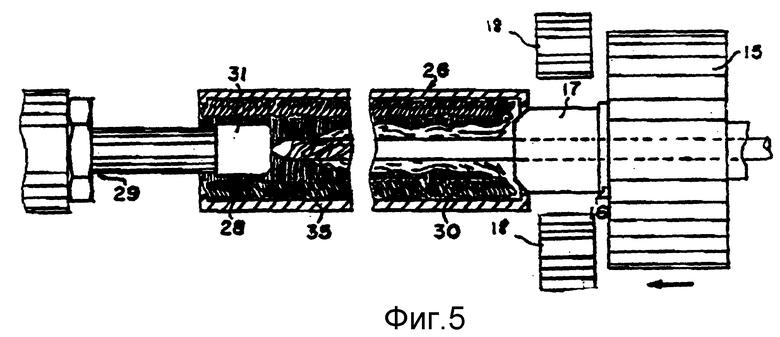
Фиг. 5 - такой же вид, показывающий введение в действие упорного средства,
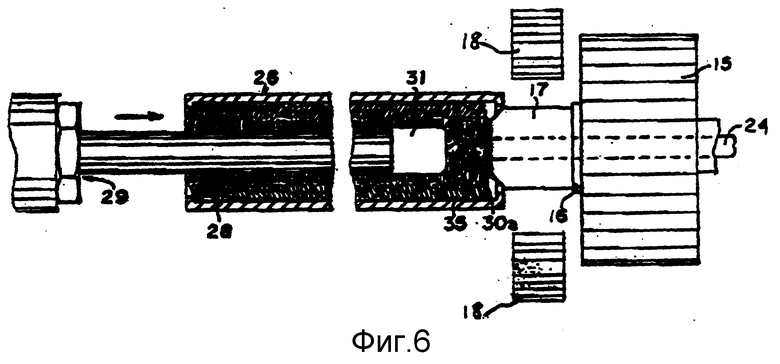
Фиг. 6 - такой же вид, показывающий перемещение уплотняющего плунжера и его взаимодействие с упорным средством для уплотнения скрученного негофрированного конца оболочки,
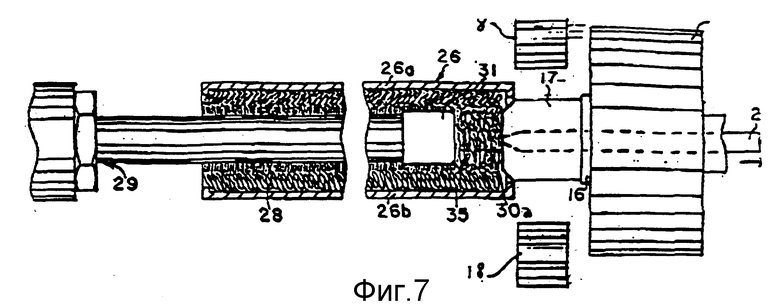
Фиг. 7 - такой же вид, показывающий извлечение направляющей для концевой закупорки из нее внутрь упорного средства,
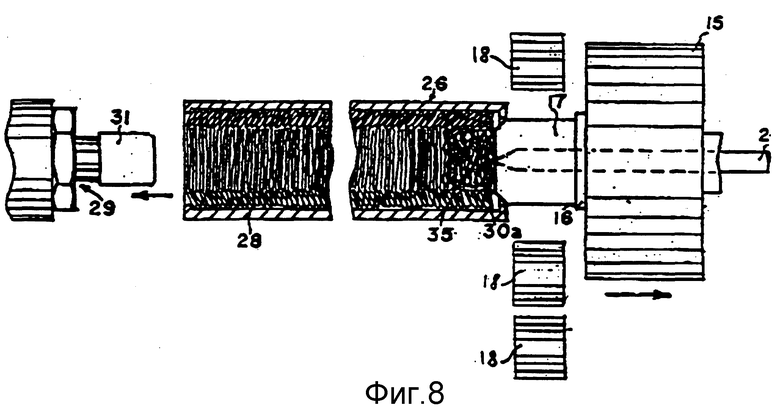
Фиг. 8 - такой же вид, показывающий извлечение уплотняющего плунжера из гофрированной оболочки,
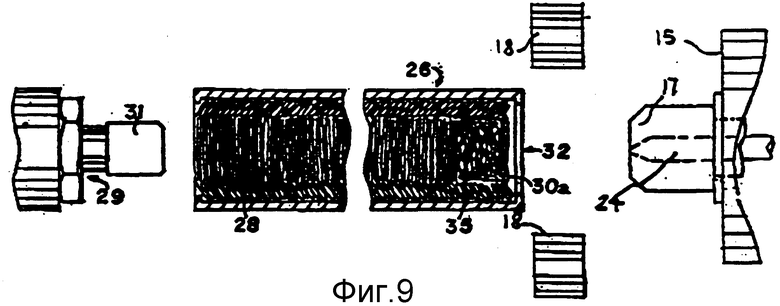
Фиг. 9 - такой же вид, показывающий отвод упорного средства, и
Фиг. 10 - поперечное сечение гофрированной трубчатой оболочки с готовой концевой закупоркой по изобретению.
Показанную на фиг. 10 концевую закупорку 30a можно образовать на одном из концов гофрированной трубчатой оболочки с помощью машины, содержащей, как показано на фиг. 1, расположенное снаружи оболочки аксиально подвижное упорное средство 17, установленное на аксиально подвижной направляющей 24 для концевой закупорки и предназначенное для упора концевой закупорки при ее уплотнении уплотняющим средством; запечатывающее средство в виде зажимов 18 для негофрированного конца оболочки, предназначенное для запечатывания негофрированного конца оболочки к упомянутой направляющей 24 для концевой закупорки, установленной с возможностью вращения для получения скрученного негофрированного конца; направляющую 26 для оболочки, образованную примыкающими друг к другу вогнутыми пластинами 26а,26б, выполненными разъемными, удерживаемыми вместе запечатывающими скобами и предназначенными для предотвращения аксиального вращения или продольного смещения оболочки; и упомянутое уплотняющее средство 31, выполненное в виде плунжера с торцевым элементом 29 и предназначенное для уплотнения скрученного негофрированного конца с получением концевой закупорки в виде сжатого цилиндрического элемента. Для удобства изложения позициями обозначены также и части оболочки, содержащей гофрированный конец 28, негофрированный конец 34 и концевую закупорку 30a, выполняемую из скрученного конца 35, получаемого из удлиненного участка 30 негофрированного конца 34 оболочки, и имеющую канал 32 с поперечным сечением, соответствующим форме направляющей 24 для концевой закупорки. Гофрирующая машина, на которой изготавливают гофрированные трубчатые оболочки, обычно оставляет какую-то ее часть, т.е. негофрированный конец 34, снаружи направляющей для оболочки.
Далее способ и работа устройства по изобретению описывается со ссылками на фиг. 2 - 10.
Обратимся к фиг. 2. Когда гофрированная оболочка, а именно ее гофрированный конец 28, закреплена внутри направляющей для оболочки, уплотняющий плунжер 31, снабженный торцевым элементом 29, вводится по оси оболочки от ее гофрированного конца 28 внутрь оболочки на расстояние, соответствующее примерно длине всего гофрированного конца 28. Направляющая 24 для концевой закупорки, на которой установлено упорное средство 17, вводится внутрь оболочки по ее оси со стороны негофрированного конца 34, причем уплотняющий плунжер 31 и направляющая 24 аксиально контактируют друг с другом вблизи поверхности раздела негофрированной и гофрированной оболочки.
На фиг. 3 показано, что затем запечатывающее средство в виде зажимов 18 вступает во взаимодействие с негофрированным концом 34 оболочки. Зажимы 18 плотно прижимают негофрированный конец к направляющей 24 для концевой закупорки, чтобы обеспечить их тесный контакт. После этого осуществляют вращение направляющей 24 для концевой закупорки, и поскольку негофрированный конец 34 оболочки запечатан (плотно прижат) к направляющей 24, то происходит его скручивание, и негофрированный конец при этом обертывается вокруг направляющей 24 для концевой закупорки с получением скрученного конца 35 оболочки.
Теперь обратимся к фиг. 4. Здесь показано, что запечатывающее средство (за жимы 18) отводится от скрученного конца 35 оболочки, а направляющая 24 для концевой закупорки, без ее дальнейшего вращения, вводится аксиально внутрь гофрированного конца 28 оболочки, в то время как уплотняющий плунжер 31 выдвигается из оболочки в сторону ее гофрированного конца на расстояние, достаточное для образования удлиненного участка 30 негофрированного конца.
Теперь рассмотрим фиг. 5. Расположенное снаружи упорное средство 17 аксиально скользит по неподвижной в данный момент направляющей 24 для концевой закупорки и вступает во взаимодействие с направляющей 26 для оболочки и с поверхностью раздела гофрированной и негофрированной оболочки, предотвращая при этом аксиальное смещение оболочки.
На фиг. 6 показано, что затем уплотняющий плунжер 31 аксиально скользит через оболочку по направлению к упорному средству 17 с одновременным выводом из оболочки направляющей 24 для концевой закупорки, при этом скрученный негофрированный коней 35 прижимается к упорному средству 17 торцевым элементом 29 плунжера 31, при этом направляющая 24 для концевой закупорки обеспечивает аксиальное выравнивание уплотняемого конца с образованием концевой закупорки 30а в виде сжатого цилиндрического элемента.
На фиг. 7 направляющая 24 для концевой закупорки выходит из контакта с уплотняющим плунжером 31 и выводится из оболочки через упорное средство 17.
На фиг. 8 уплотняющий плунжер 31 аксиально выводится из оболочки через ее гофрированный конец 28.
На фиг. 9 упорное средство 17 выходит из контакта с направляющей 26 для оболочки.
На фиг. 10 показано сечение гофрированной оболочки 28 с готовой концевой закупоркой 30а, имеющей отверстие 32 треугольной формы, соответствующей форме направляющей 24 для концевой закупорки.
Обычно направляющую для концевой закупорки выполняют с формой и текстурой, обеспечивающими создание трения, достаточного для того, чтобы оболочка плотно удерживалась на поверхности направляющей концевой закупорки посредством запечатывающего средства. Конец стержнеобразной направляющей для концевой закупорки может быть заострен (заточен) с образованием острия. Это острие может вращаться на поверхности торцевого элемента уплотняющего плунжера, собирая вокруг себя скручиваемую негофрированную оболочку и оставляя при этом отверстие для выпуска газов в получаемой концевой закупорке.
Сечение направляющей для концевой закупорки может быть круглым или многоугольным, например треугольным, квадратным, пятиугольным, шестиугольным и т. д. , для содействия процессу обертывания конца оболочки вокруг этой направляющей. Для облегчения операции обертывания направляющая для концевой закупорки на участке возле острия может иметь абразивную или структурированную поверхность.
Настоящее изобретение относится к способу изготовления концевой закупорки на одном конце гофрированной трубчатой колбасной оболочки и к машине для изготовления. Концевая закупорка трубчатой оболочки, гофрированной на машине с направляющим средством для оболочки, представляет собой частично скрученный сжатый цилиндрический элемент с аксиальным отверстием в поперечном сечении для выпуска газов. Аксиальное отверстие соответствует форме поперечного сечения указанного направляющего средства. Образованная по изобретению частично скрученная и сжатая концевая закупорка обеспечивает выдерживание сильного напряжения. Она остается целой в течение инжекции под давлением, которому обычно подвергаются мясные изделия, например сосиски, франкфуртские сосиски и т.д. 3 c. и 19 з.п.ф-лы, 10 ил.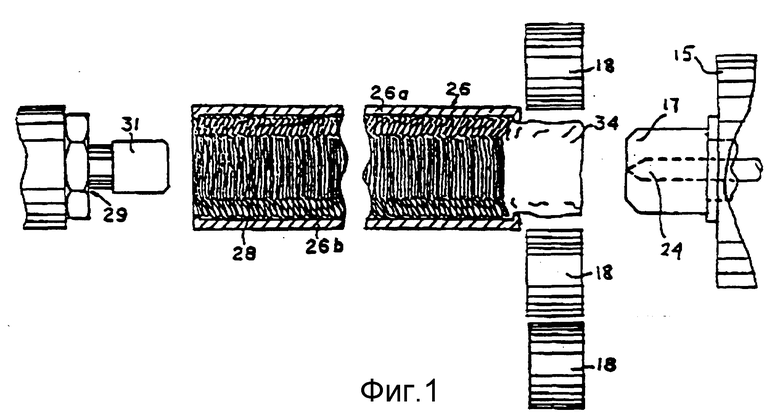
8 Машина по п.7, отличающаяся тем, что указанные вогнутые пластины удерживаются вместе посредством запечатывающих скоб.
9 Машина по п.6, отличающаяся тем, что направляющая для концевой закупорки содержит аксиальный стержень, имеющий заостренный конец для контактирования с плунжером уплотняющего средства.
| US 4411048 A, 25.10.83 | |||
| US 3383222 A, 01.04.64 | |||
| Способ подготовки гофрированной оболочки к заполнению пищевым продуктом | 1979 |
|
SU1079165A3 |
