Изобретение относится к защитному гофрированному трубчатому кожуху, в частности к кожуху, содержащему две разомкнутые оболочки, называемые наружной и внутренней оболочками, которые имеют одинаковый диаметр, при этом одна из них, наружная, имеет раскрыв меньше диаметра, что позволяет за счет упругой деформации надевать ее на внутреннюю оболочку в замкнутом положении.
Следует напомнить о том, что пучок электрических кабелей в автомобиле традиционно состоит из проводов круглого сечения, собранных в жилы. После формирования этих жил пучок оснащают различными защитными элементами, после чего его закрепляют на соответствующих узлах автомобиля, в частности на двигателе и кузове.
Гофрированные трубчатые кожухи представляют собой один вид защиты пучков электропроводов, широко применяемый в автомобильной промышленности. Такие кожухи, получаемые посредством формования экструдированной трубки в последовательность гофров, выполняют, как правило, из экструдированных пластических материалов типа полипропилена, полиамида или сложных полиэфиров. Такие кожухи обладают высоким сопротивлением истиранию и раздавливанию, сохраняя при этом большую гибкость, что облегчает процессы изготовления и монтажа защищаемой проводки, а также ее установку в транспортном средстве. Однако возникают некоторые трудности при продевании жилы в гофрированный кожух, в частности, на длинных участках указанного кожуха. По этой причине часто используют разрезные гофрированные кожухи, то есть такие, которые в конце процесса изготовления разрезают по продольной прямой линии. Это позволяет вводить затем электрические провода и кабели непосредственно через разрез в любой участок кожуха.
Такие разрезные гофрированные кожухи могут содержать более или менее сложные запорные системы, предотвращающие выход проводов из трубки в местах, где наблюдается тенденция к повторному раскрытию разреза. Подобные запорные системы оказываются довольно неэффективными на участках с небольшими радиусами кривизны или делают кожух слишком жестким. Пример такого кожуха приведен в документе ЕР-А-860921.
Также можно после надевания таких разрезных гофрированных кожухов на пучок полностью обмотать их лентой, что позволит надежно закрыть место разреза, но это требует от монтажника выполнения дополнительной операции.
Другое техническое решение, известное, например, из документа ЕР-А-268869, заключается в применении узла, состоящего из первой разомкнутой оболочки, которую помещают вокруг пучка из электрических кабелей, и второй разомкнутой оболочки, имеющей такой же диаметр, как и первая, минус толщина стенки. Вторая оболочка, которую называют также «наружной оболочкой», имеет раскрыв меньше диаметра, что позволяет ей охватывать под действием упругой деформации первую оболочку, называемую также «внутренней оболочкой». В процессе схватывания раскрыв наружной оболочки испытывает деформацию растяжения до прохождения через точку, соответствующую диаметру внутренней оболочки. За пределами этой точки раскрыв наружной оболочки возвращается в свое нерастянутое состояние. В конструкции, описанной в документе JP 2000-115942, две оболочки соединены друг с другом специальной продольной полоской, что позволяет устранить недостатки, свойственные узлам, состоящим из двух отдельных элементов, при использовании которых для монтажника усложняются процедуры обслуживания, продольного разрезания кожуха и монтажа электропроводки.
Решение, раскрытое в двух приведенных выше документах, позволяет удерживать гофрированный трубчатый кожух в замкнутом положении в силу простого возвращения раскрыва наружной оболочки в нерастянутое состояние. Иначе говоря, нет необходимости в каком-либо дополнительном средстве для удержания обеих оболочек в замкнутом положении. Однако в такой конструкции требуется сравнительно большое усилие для надевания наружной оболочки на внутреннюю, поскольку внутренняя оболочка не способствует процессу надевания, а, напротив, препятствует деформации раскрытия наружной оболочки до момента прохождения через точку, соответствующую диаметру.
Целью заявленного изобретения является такое усовершенствование вышеописанного известного гофрированного трубчатого защитного кожуха, которое позволяет уменьшить усилие, требуемое для приведения двух оболочек в замкнутое положение и тем самым упрощает эксплуатацию такого кожуха.
Для достижения этой цели согласно заявленному изобретению предложен гофрированный трубчатый кожух, содержащий две разомкнутые оболочки, называемые наружной и внутренней оболочками, которые имеют одинаковый диаметр, причем раскрыв одной из них, наружной, меньше диаметра, что позволяет ей за счет упругой деформации охватывать внутреннюю оболочку в замкнутом положении, отличающийся тем, что две оболочки соединены с шарниром, обеспечивающим возможность их смыкания при повороте вокруг шарнира, причем раскрыв наружной оболочки, который меньше диаметра, проходит от шарнира до противоположного края оболочки.
Предпочтительно, раскрыв внутренней оболочки меньше, чем раскрыв наружной оболочки, и проходит от шарнира до противоположного края оболочки, а две оболочки в замкнутом положении перекрываются на угол перекрывания, который лежит в пределах от 145° до 155° и ограничен двумя противоположными краями оболочки.
Полученный таким образом гофрированный защитный кожух предотвращает выход кабелей наружу, в частности, когда пучок кабелей проходит через участки с небольшим радиусом кривизны, даже если кожух заполнен на 100%. Такой защитный кожух является предпочтительной заменой существующих технических решений и гарантирует защиту проводов на участках с небольшим радиусом кривизны, одновременно облегчая для монтажника выполнение маркировки деталей, продольного разреза и монтажных операций при монтаже кабелей.
Изобретение также относится к устройству для изготовления гофрированного трубчатого кожуха согласно изобретению, содержащему экструдер с экструзионным соплом для экструдирования трубки, формовочную машину, оборудованную формами, каждая из которых имеет гофрированный профиль и которые расположены попарно вдоль одной плоскости стыка для формования указанной трубки в виде трубки с гофрированными стенками, отличающееся тем, что экструзионное сопло и гофрированный профиль двух парных форм имеют вогнутость в средней плоскости, что позволяет экструдировать трубку в виде двух трубчатых частей одинакового диаметра, соединенных друг с другом в средней плоскости вогнутости, и одновременно формовать гофры на обеих трубчатых частях соответственно, причем гофрированный профиль одной из двух парных форм имеет в средней плоскости вогнутости негофрированную часть для формирования негофрированной продольной полосы стенки, при этом предусмотрено режущее средство для вырезания продольной полосы материала, расположенное по обеим сторонам средней плоскости вогнутости напротив негофрированной продольной полосы, что обеспечивает формирование двух оболочек одинакового диаметра, соединенных друг с другом негофрированной продольной полосой, образующей шарнир, причем каждая оболочка имеет раскрыв, проходящий от шарнира до противоположного края оболочки, образованного при вырезании продольной полосы материала.
Предпочтительно, экструзионное сопло и гофрированный профиль обеих парных форм имеют поперечное сечение, которое вписывается в два круга, центры которых приближены друг к другу с образованием перекрывания в средней плоскости, а режущее средство расположено асимметрично относительно средней плоскости изгиба.
Изобретение станет более понятным при изучении нижеследующего подробного описания, сопровождаемого приложенными чертежами, которые приведены лишь в качестве примеров, не имеющих ограничительного характера.
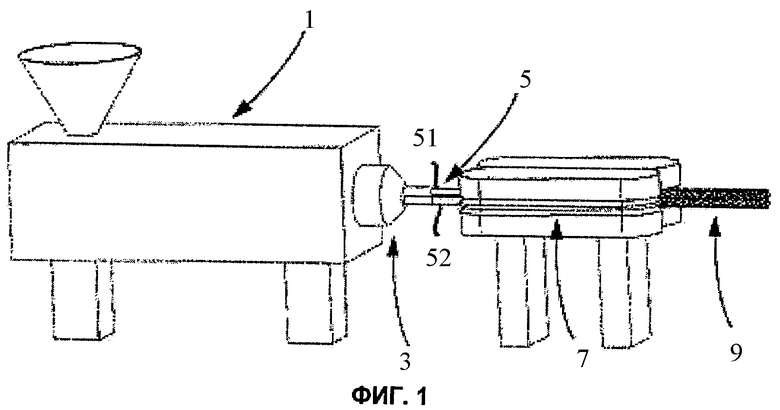
На фиг.1 показан способ экструзионного формования гофрированного кожуха;
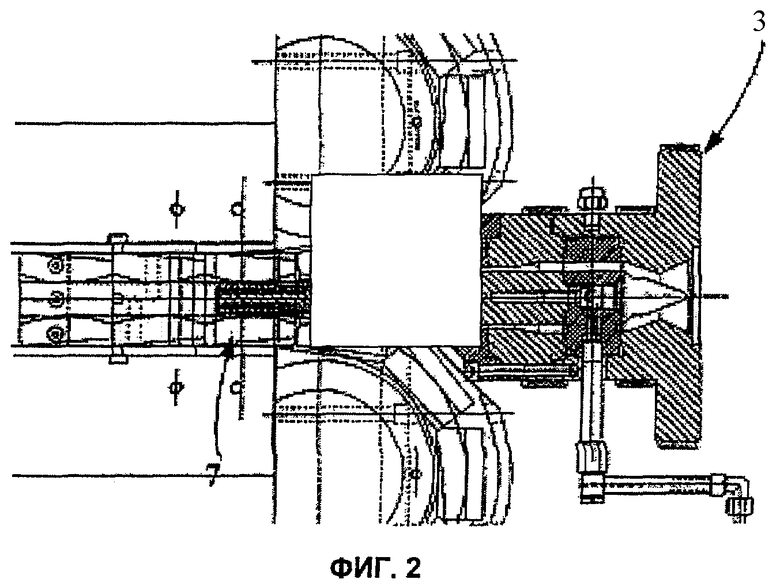
на фиг.2 показаны в разрезе экструзионное сопло и форма;
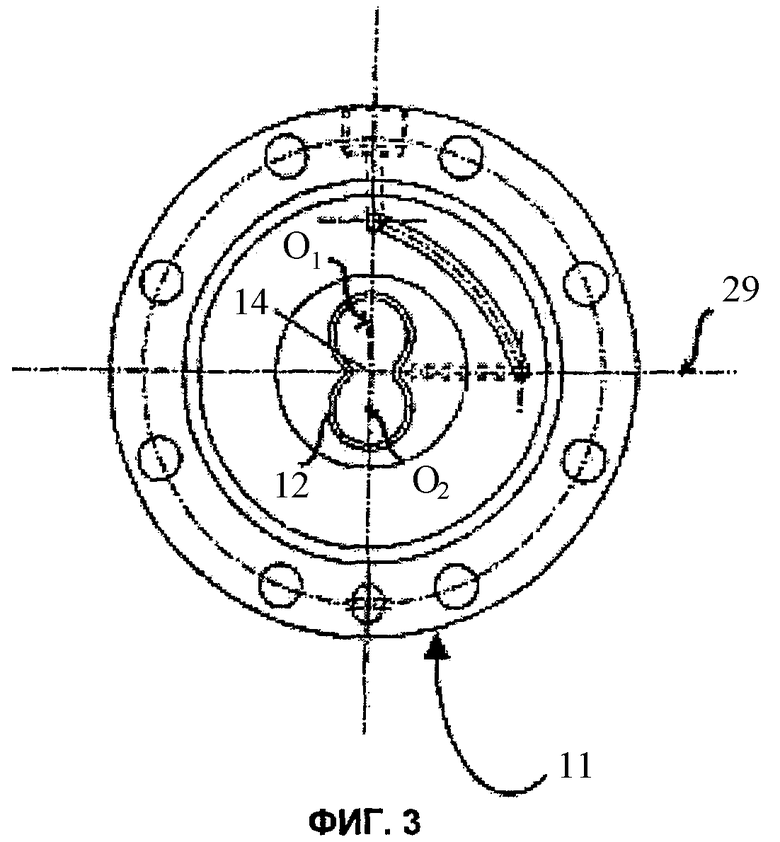
фиг.3 - вид спереди изогнутой фильеры продолговатой формы;
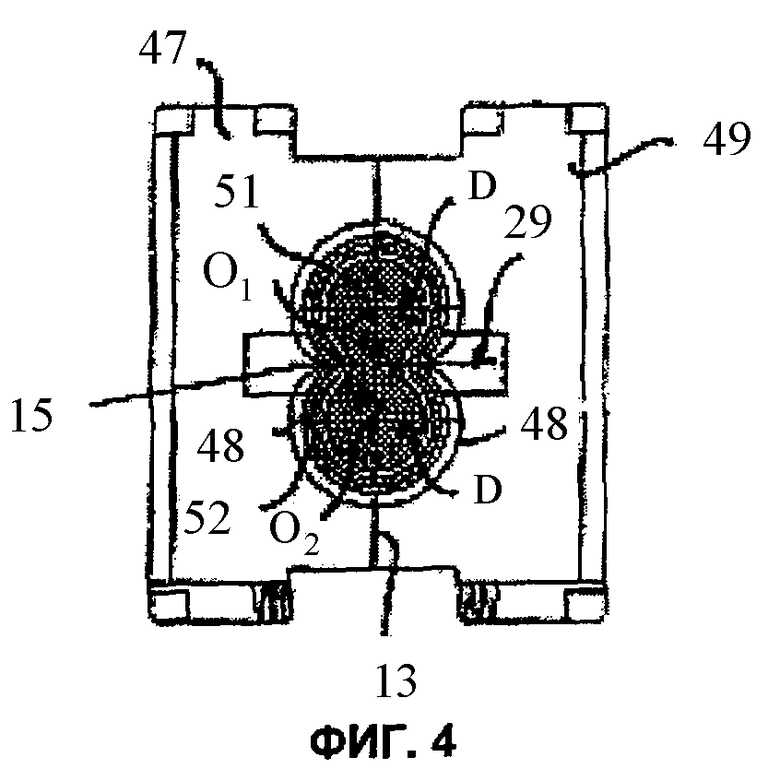
фиг.4 - вид спереди пары форм;
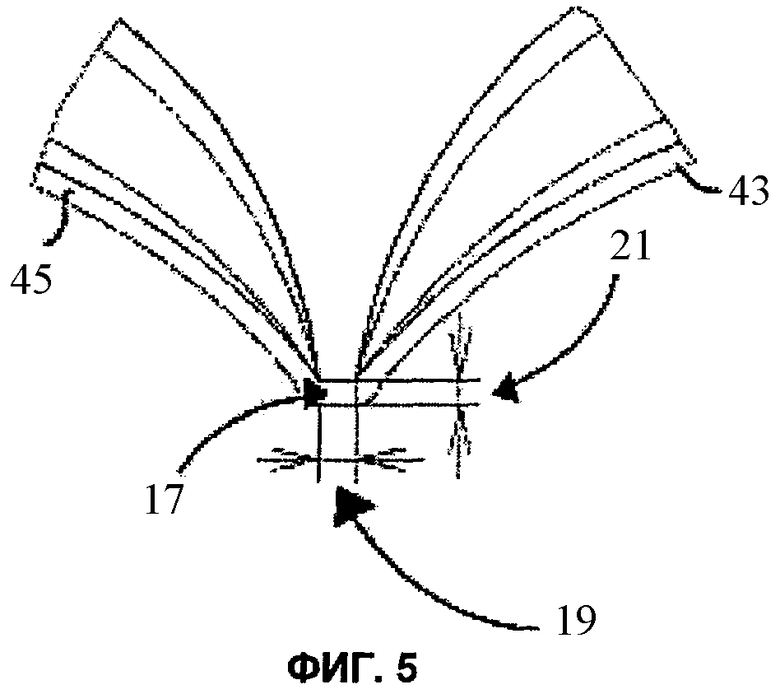
фиг.5 - вид в увеличенном масштабе шарнирного участка, образованного на гофрированном кожухе;
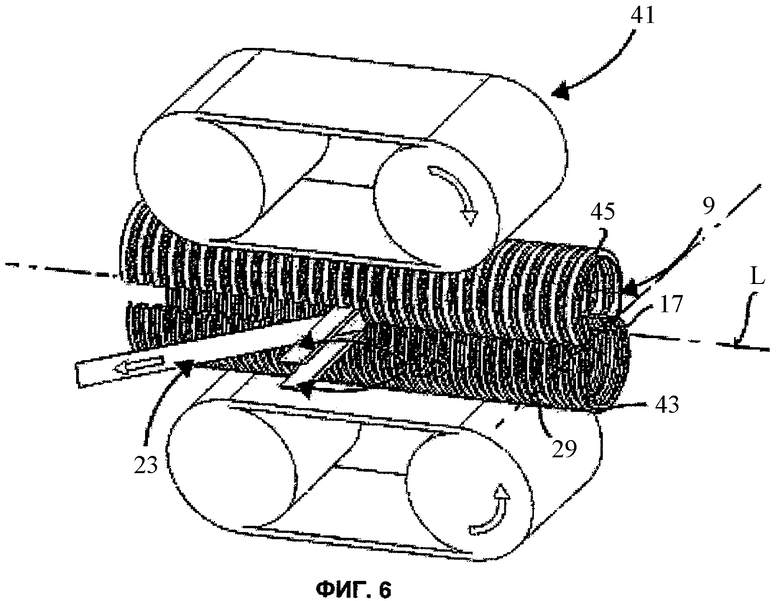
на фиг.6 показан способ разрезания гофрированного кожуха;
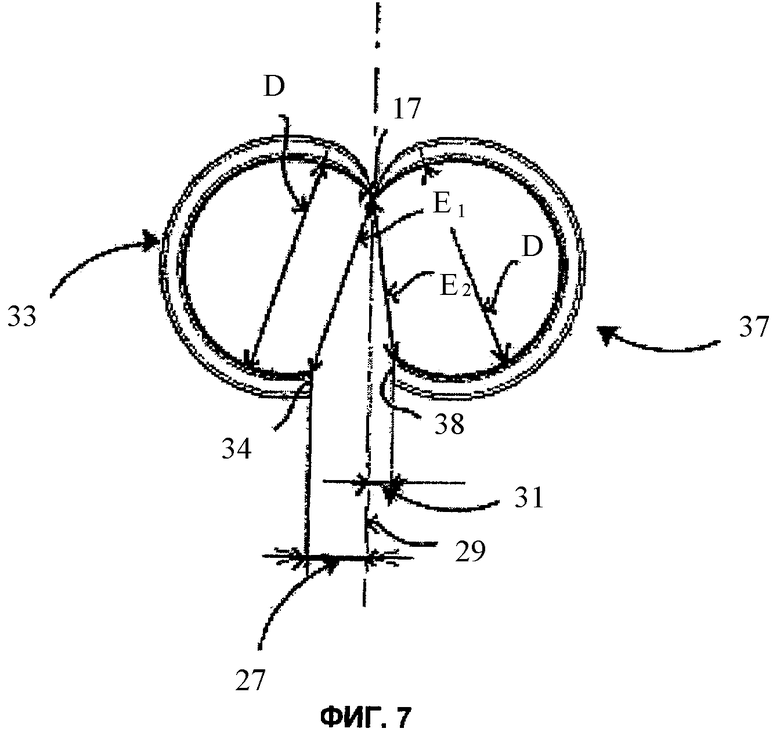
фиг.7 - вид спереди разрезанного таким образом гофрированного кожуха;
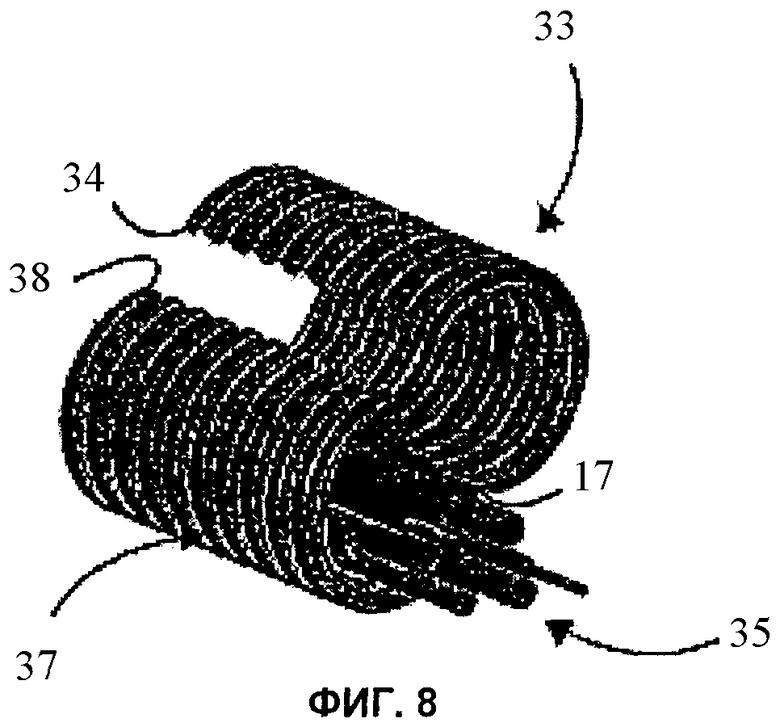
фиг.8 - разрезанный гофрированный кожух, надетый на пучок проводов;
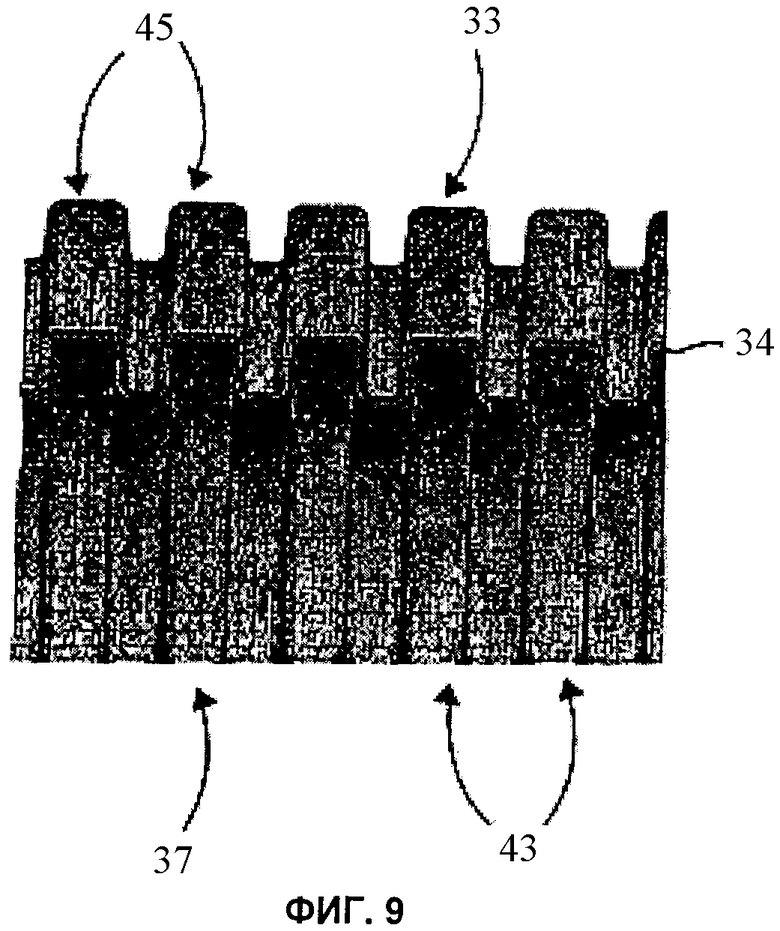
на фиг.9 показана наружная оболочка, расположенная на внутренней оболочке;
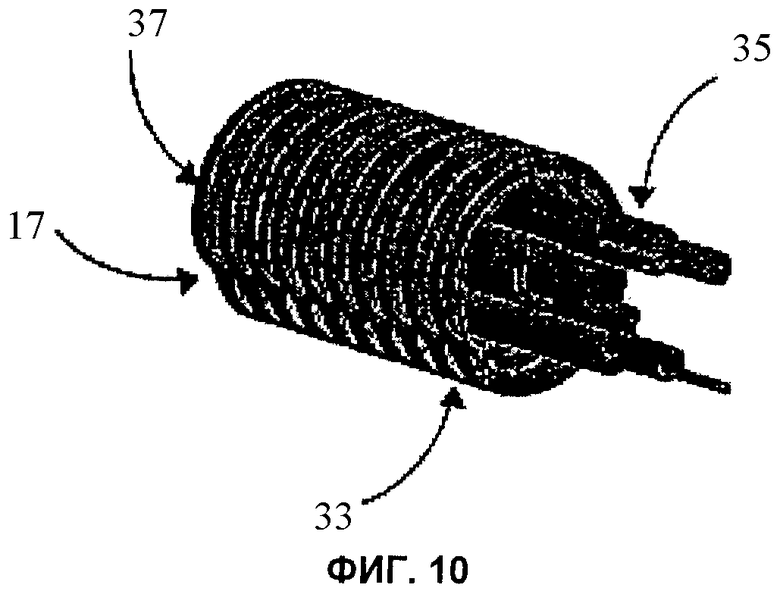
на фиг.10 показан полученный таким образом кожух, замкнутый вокруг пучка проводов;
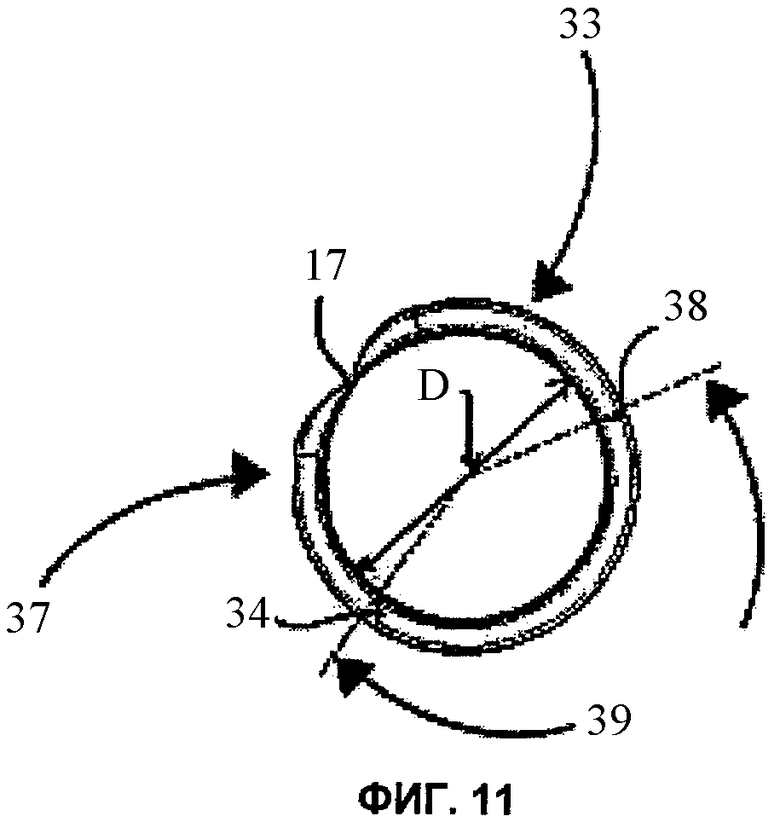
на фиг.11 показан в разрезе полученный кожух;
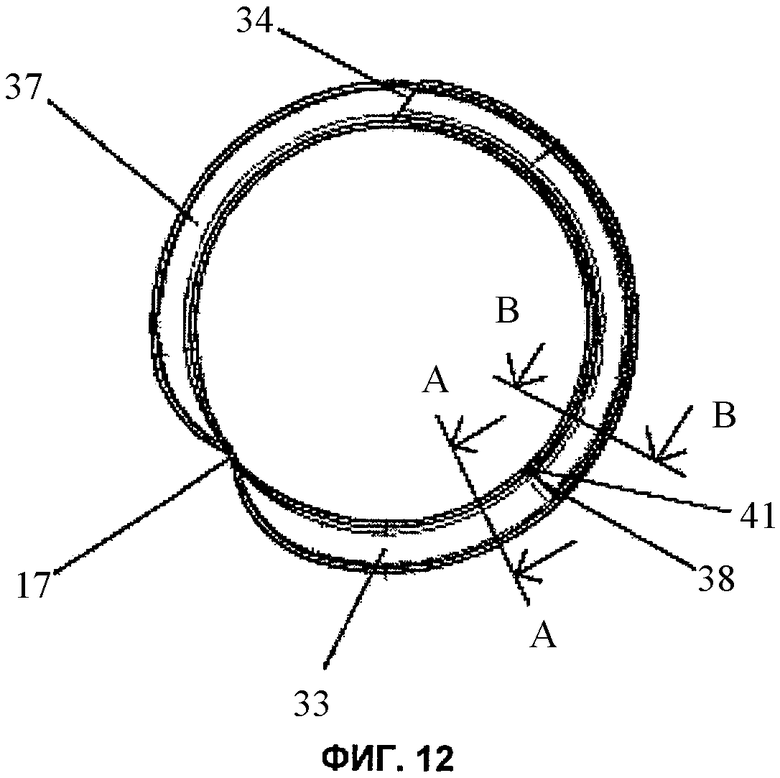
на фиг.12 - поперечный разрез кожуха согласно изобретению, имеющего одинаковую высоту гофра как в области перекрывания наружной и внутренней оболочек, так и вне этой области;
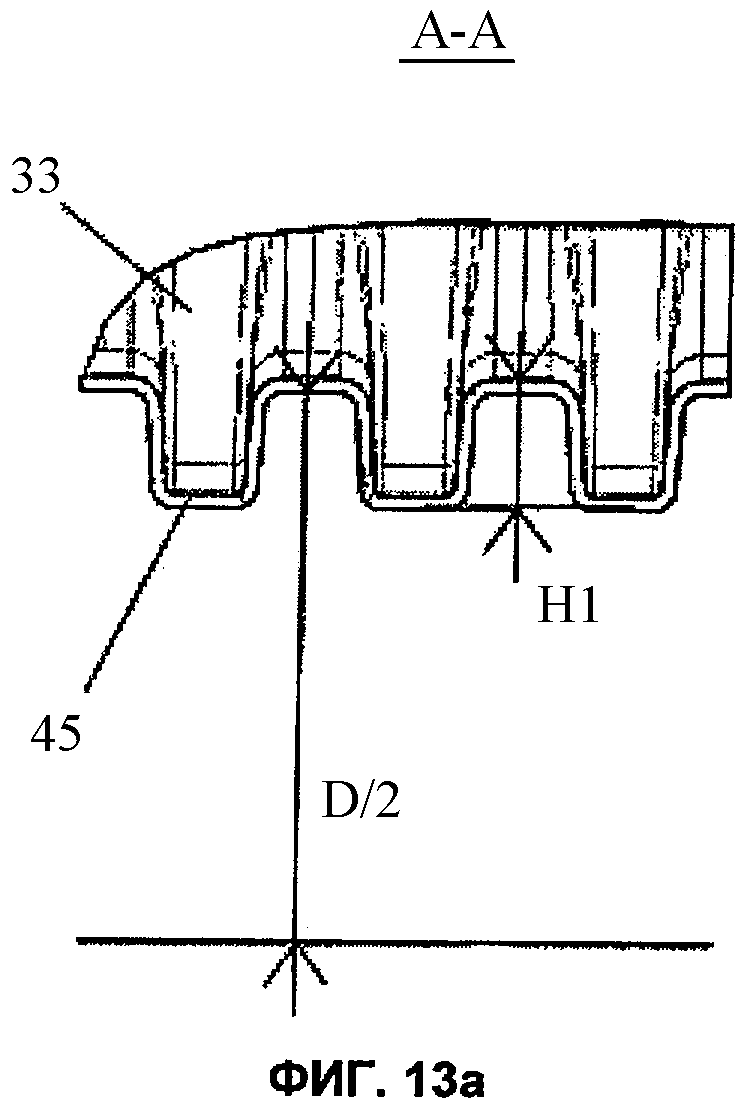
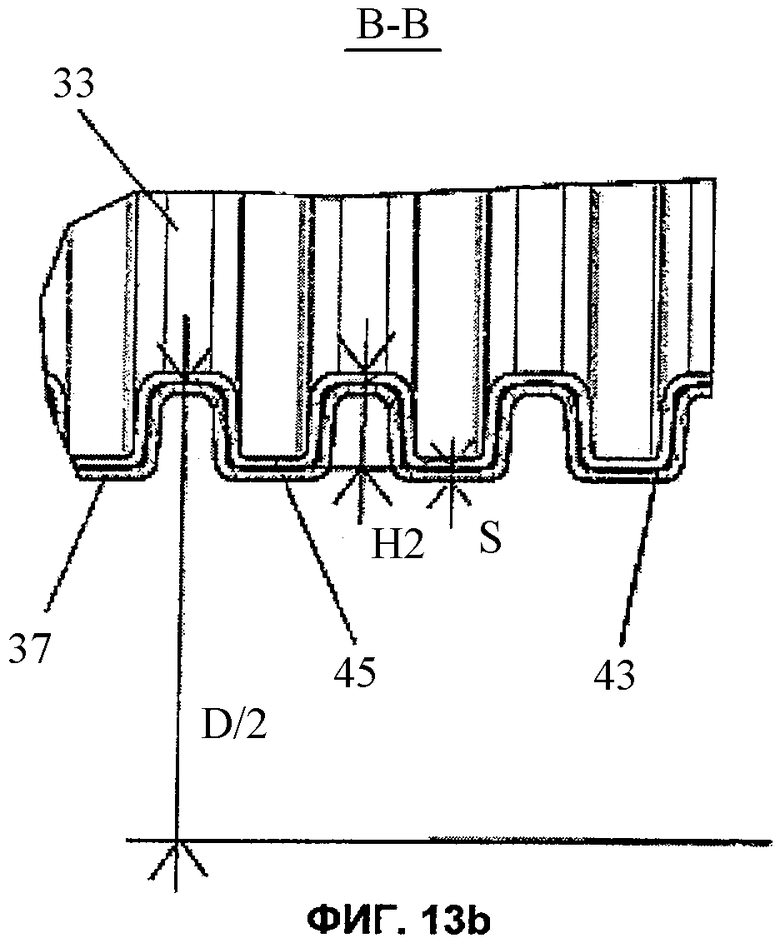
фиг.13а и 13b - разрезы А-А и В-В по фиг.12, соответственно, в области перекрывания наружной и внутренней оболочек и вне этой области.
В соответствии с одним из вариантов реализации заявленного изобретения, представленном на фиг.1, 2 и 6, гофрированный кожух 9 получают посредством экструзионного формования из термопластичного материала трубки продолговатой формы с вогнутостью и последующего вырезания из этой трубки продольной полосы.
Как показано на фиг.1-3, термопластичный материал, например, полипропилен, нагревают в экструдере 1 при минимальной температуре экструдирования порядка 190°С, после чего пропускают его через экструзионную головку 3. Фильера 11 оснащена экструзионным соплом 12, которое придает этому материалу форму продолговатой трубки 5, имеющей вогнутость по средней плоскости 29. Для этого экструзионное сопло 12 имеет в своей средней плоскости 29 вогнутость 14, что позволяет экструдировать вогнутую продолговатую трубку 5 в виде первой трубчатой части 51 и второй трубчатой части 52, которые имеют одинаковый диаметр D и соединены друг с другом в средней плоскости вогнутости 29. Эту трубку 5 раздувают и охлаждают в формовочной машине 7 с прижатием к стенкам двух парных форм 47, 49 в виде полукокилей 13 с гофрированным профилем 48, проходящих в направлении экструдирования и обращенных друг к другу вдоль плоскости стыка 13 по длине L трубки 5, что позволяет выполнить указанную трубку с гофрированной стенкой. Гофрированный профиль 48 двух парных полукокилей 47, 49 также имеет вогнутость 14 в средней плоскости 29 указанных полукокилей, что позволяет одновременно формовать гофры 43, 45 в обеих трубчатых частях 51, 52.
В представленных примерах экструзионное сопло 12 и гофрированный профиль 48 двух парных форм 47, 49 имеют поперечное сечение, которое вписывается в два круга, центры О1, О2 которых сближены таким образом, что в их средней плоскости 29 образуется перекрывание.
На фиг.4 и 5 показано, что профиль 48 одного полукокиля 49 из двух каждой пары полукокилей 13 для формования трубки 5 имеет плоский участок 15 в средней плоскости вогнутости 29. Этот участок дает возможность формовать трубку 5 с не гофрированной продольной полосой 17, толщина 21 и ширина 19 которой позволяют ей оставаться достаточно гибкой для того, чтобы она могла под действием упругой деформации играть роль шарнира, не придавая кожуху 9 слишком большой жесткости. Например, у гофрированной трубки диаметром 23 мм толщина 21 равна 0,4 мм, а ширина 19 равна 0,45 мм.
Как показано на фиг.6, гофрированный кожух 9 подводят с помощью протягивающего механизма 41 к двум режущим лезвиям 25 для вырезания и удаления продольной полосы материала 23, противоположной продольной плоской полосе 17, образующей шарнир. Режущие лезвия 25 можно заменить системой поворотных ножей.
Как показано на фиг.7, полосу материала удаляют из стенки, противоположной плоскому участку 17, для формирования двух разомкнутых оболочек 33, 37, получаемых из первой трубчатой части 51 и второй трубчатой части 52 вогнутой продолговатой трубки 5. В результате оказывается, что обе оболочки, называемые наружной оболочкой 33 и внутренней оболочкой 37, имеют одинаковый диаметр D и соединены друг с другом не гофрированной продольной полосой 17, образующей шарнир. Наружная оболочка 33 имеет раскрыв Е1, который меньше диаметра D, что позволяет ей охватывать внутреннюю оболочку 37 при повороте вокруг шарнира 17. Раскрыв Е1 наружной оболочки 33 проходит от шарнира 17 до противоположного края 34 оболочки, образованного при вырезании полосы 23 материала. Поворот обеих оболочек 33, 37 вокруг шарнира 17 обеспечивает возможность скольжения наружной оболочки на внутренней оболочке и скольжение внутренней оболочки под наружной оболочкой. При этом по достижении точки, соответствующей диаметру D внутренней оболочки 37, упругая деформация раскрыва Е1 наружной оболочки 33 уменьшается. Таким образом, упрощается смыкание кожуха при надевании.
Предпочтительно, вырезание выполняют со смещением относительно средней плоскости 29 вогнутости, иначе говоря, режущее средство 25 располагают асимметрично относительно средней плоскости 29 вогнутости, что позволяет сформировать во внутренней оболочке 37 раскрыв Е2, меньший, нежели раскрыв Е1, сформированный в наружной оболочке 33. Так же как и раскрыв Е1 наружной оболочки 33, раскрыв Е2 внутренней оболочки 37 проходит от шарнира 17 до противоположного края 38 оболочки, образованного при вырезании полосы материала 23. Такая конструкция дополнительно упрощает поворот относительно друг друга двух оболочек 33, 37 вокруг шарнира 17 в замкнутое положение. Например, у гофрированного кожуха с диаметром D, равным 23 мм, расстояние 27 между средней плоскостью 29 вогнутости и краем 34 наружной оболочки 33 равно 9 мм, а расстояние 31 между средней плоскостью 29 вогнутости и краем 38 внутренней оболочки 37 равно 2,5 мм. Расстояние 27 должно быть достаточным для обеспечения беспрепятственного ввода защищаемого пучка проводов 35, но при этом не слишком большим, защитный кожух оставался в замкнутом положении, когда наружная часть перекрывает внутреннюю.
На фиг.8 показан полученный таким образом кожух, состоящий из внутренней оболочки 37 и наружной оболочки 33, надеваемый оператором на защищаемый пучок проводов.
На фиг.9 и 10 показано как наружная оболочка 33 поворачивается вокруг шарнира 17, охватывая внутреннюю оболочку 37 за счет упругой деформации растяжения раскрыва Е1 наружной оболочки 33 и упругой деформации сжатия раскрыва Е2 внутренней оболочки 37. В замкнутом положении гофры 45 наружной оболочки 33 входят в гофры 43 внутренней оболочки 37.
На фиг.11 показана наружная оболочка 33, перекрывающая внутреннюю оболочку 37 на некоторый угол 39. Этот угол перекрытия ограничен противоположными шарниру 17 краями 34, 38 двух оболочек. Например, угол перекрытия составляет от 145° до 155°, предпочтительно 150°.
На фиг.12 и 13 показано, что наружная оболочка 33 имеет две разных высоты гофров Н1 и Н2, при измерении амплитуды от одного диаметра D, с образованием смещения 41, равного толщине S стенки внутренней оболочки 37. По дуге, проходящей между шарниром 17 и смещением 41, наружная оболочка 33 имеет высоту гофра Н1. По дуге, которая проходит между смещением 41 и противоположным шарниру 17 краем 34 и соответствует углу 39 перекрытия двух оболочек 33, 37 в замкнутом положении, высота гофра имеет величину Н2, которая меньше, чем Н1.
По дуге, где имеется перекрывание, высота гофра Н2 наружной оболочки 33, увеличенная на толщину S стенки внутренней оболочки 37, равна высоте гофра Н1 наружной оболочки 33 на участке, где перекрывания нет. При такой конструкции противоположный шарниру 17 край 38 внутренней оболочки 37 упирается в смещение 41, не выступая внутри кожуха, что позволяет предотвратить образование кромки, которая могла бы оказывать истирающее или режущее воздействие на размещенный в кожухе пучок проводов 35.
Для получения разных высот гофра Н1 и Н2 две парных формы 47, 49 имеют гофрированный профиль 48 с двумя высотами гофра, которые измеряются от одного и того же диаметра, соответствующего диаметру D двух трубчатых частей 51, 52 формуемой трубки 5, и отличаются на величину, выбираемую таким образом, чтобы она соответствовала толщине S гофрированной стенки 43 одной трубчатой части 51 из двух трубчатых частей 51, 52, образующих внутреннюю оболочку 37.
Изобретение относится к защитному гофрированному трубчатому кожуху. Гофрированный трубчатый кожух содержит две разомкнутые оболочки, называемые наружной оболочкой и внутренней оболочкой, которые имеют одинаковый диаметр. Одна из оболочек, наружная, имеет раскрыв меньше, чем диаметр кожуха, что позволяет за счет упругой деформации надевать ее на внутреннюю оболочку в замкнутом положении. В процессе надевания раскрыв наружной оболочки испытывает деформацию растяжения до прохождения через точку, соответствующую диаметру внутренней оболочки, а за этой точкой раскрыв снова переходит в нерастянутое положение. Обе оболочки соединены с шарниром с возможностью надевания друг на друга при повороте вокруг шарнира, причем раскрыв наружной оболочки, который меньше, чем диаметр, проходит от шарнира до противоположного края оболочки. Изобретение упрощает эксплуатацию кожуха. 2 н. и 6 з.п. ф-лы, 14 ил.
1. Гофрированный трубчатый кожух, содержащий две разомкнутые оболочки (33, 37), называемые наружной оболочкой (33) и внутренней оболочкой (37), которые имеют одинаковый диаметр (D), причем одна из них, наружная оболочка (33), имеет раскрыв меньше, чем диаметр (D), что позволяет ей за счет упругой деформации охватывать внутреннюю оболочку (37) в замкнутом положении, при этом в процессе схватывания раскрыв (Е1) наружной оболочки (33) испытывает деформацию растяжения до прохождения через точку, соответствующую диаметру (D) внутренней оболочки (37), а за этой точкой снова переходит в нерастянутое положение, отличающийся тем, что обе оболочки (33, 37) соединены с шарниром (17) с возможностью их смыкания при повороте вокруг шарнира, причем раскрыв (Е1) наружной оболочки (33), который меньше, чем диаметр (D), проходит от шарнира (17) до противоположного края (34) оболочки.
2. Гофрированный трубчатый кожух по п.1, отличающийся тем, что внутренняя оболочка (37) имеет раскрыв (Е2), который проходит от шарнира (17) до противоположного края (38) оболочки и является меньшим, чем раскрыв (Е1) наружной оболочки (33).
3. Гофрированный трубчатый кожух по п.2, отличающийся тем, что две оболочки (33, 37) в замкнутом положении перекрывают друг друга на угол перекрывания (39), составляющий от 145 до 155° и ограниченный двумя противоположными краями (34, 38) оболочек.
4. Гофрированный трубчатый кожух по п.3, отличающийся тем, что наружная оболочка (33) имеет две высоты (H1, H2) гофра, измеряемые от диаметра (D) и отличающиеся на величину, равную толщине гофрированной стенки (S) внутренней оболочки (37), с образованием при этом уступа (41), в который упирается край (38) внутренней оболочки (37), противоположный шарниру (17).
5. Устройство для изготовления гофрированного трубчатого кожуха по пп.1-4, содержащее экструдер (1) с экструзионным соплом (12) для экструдирования трубки (5), формовочную машину (7), оборудованную формами (47, 49), каждая из которых имеет гофрированный профиль (48) и которые расположены попарно вдоль одной плоскости стыка (13), для формования трубки (5) в виде трубки с гофрированными стенками (43, 45), отличающееся тем, что экструзионное сопло (12) и гофрированный профиль (48) двух парных форм (47, 49) имеют вогнутость (14) в средней плоскости (29), что позволяет экструдировать трубку (5) в виде двух трубчатых частей (51, 52) одинакового диаметра (D), соединенных друг с другом в средней плоскости вогнутости (29) и одновременно формовать гофры (43, 45) на обеих трубчатых частях (51, 52) соответственно, причем гофрированный профиль (48) одной парной формы (49) из двух имеет в средней плоскости вогнутости (29) негофрированную часть (15) для формирования негофрированной продольной полосы стенки (17), при этом предусмотрено режущее средство (25) для вырезания продольной полосы материала (23), расположенное по обеим сторонам средней плоскости вогнутости (29) напротив негофрированной продольной полосы (17), что обеспечивает формирование двух оболочек (33, 37) одинакового диаметра (D), соединенных друг с другом негофрированной продольной полосой (17), образующей шарнир, причем каждая оболочка имеет раскрыв (Е1, Е2), проходящий от шарнира (17) до противоположного края (34, 38) оболочки, образованного при вырезании продольной полосы материала (23).
6. Устройство по п.5, отличающееся тем, что экструзионное сопло (12) и гофрированный профиль (48) обеих парных форм (47, 49) имеют сечение, вписанное в два круга, центры (01, 02) которых сближены с образованием перекрывания в средней плоскости.
7. Устройство по п.5 или 6, отличающееся тем, что режущее средство (25) расположено асимметрично относительно средней плоскости изгиба (29).
8. Устройство по п.4, отличающееся тем, что две парные формы (47, 49) имеют гофрированный профиль (48) с двумя значениями высоты гофра, измеряемыми от одного и того же диаметра, соответствующего диаметру (D) двух трубчатых частей (51, 52) формуемой трубки (5), которые отличаются на величину, выбранную таким образом, что она соответствует толщине (S) гофрированной стенки (43) одной трубчатой части (51) из двух трубчатых частей (51, 52), образующих одну оболочку (33) из двух оболочек (33, 37).
| Способ изготовления конвектора | 1977 |
|
SU860921A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА КАБЕЛЯ | 2002 |
|
RU2251183C2 |
| 0 |
|
SU268869A1 | |
| ОТСЛЕЖИВАНИЕ МНОЖЕСТВА СУСТАВОВ С ИСПОЛЬЗОВАНИЕМ КОМБИНАЦИИ ВСТРОЕННЫХ ДАТЧИКОВ И ВНЕШНЕГО ДАТЧИКА | 2016 |
|
RU2745429C2 |
| JP 2000115942 A, 21.04.2000. | |||

