Изобретение «Способ сборки фитинга и устройство» относится к трубопроводному транспорту и трубной арматуре из труб разного материала и предназначен для изготовления фитинга для врезки газопроводов без понижения давления в полиэтиленовых трубопроводах.
Известен «Способ неразъемного соединения труб полиэтилен-сталь и неразъемное соединение труб» (RU, патент 2127394, кл. F16L 13/007, F16L 47/00 опубликовано 10.03.1999), заключающийся в том, что перед сборкой соединения рабочую часть стальной трубы и муфту нагревают, соединение осуществляют путем установки рабочей части полиэтиленовой трубы на рабочую часть стальной трубы и полученное соединение охлаждают в воде, при этом на рабочей части полиэтиленовой трубы предварительно формуют раструб, а муфту напрессовывают на раструб после соединения труб, длина муфты превышает длину рабочей части труб, при этом муфта установлена таким образом, что ее концы выступают за пределы рабочей части трубы, а в качестве материала муфты использован полиэтилен с коэффициентом линейного расширения, равным коэффициенту линейного расширения полиэтиленовой трубы.
Недостатком этого способа является невозможность изготовления фитинга для производства врезок без снижения давления в сети так как нельзя обеспечить необходимую соосность трубных деталей изделия, кроме этого неразъемное соединение, выполненное предложенным способом, не достаточно устойчиво к работе в условиях динамических нагрузок, вибрации и кручения.
Технической задачей изобретения является исключение недостатков присущих предыдущего способам сборка фитинга врезки с неразъемным соединением и переходом со стали на полиэтилен, при этом требуется обеспечить равнопроходные сечения в месте соединения труб, необходимые для прохода режущего инструмента, создание соединения устойчивого к динамическим нагрузкам, вибрации и кручению, необходимого усилия прижатия полиэтиленовой трубы к стальной, что должно повысить степень надежности герметичности соединения полиэтилен - сталь и упрочнение соединения за счет перекрытия муфтой рабочего участка соединения. Кроме этого, необходимо обеспечить необходимую точность размеров и соосность трубных частей соединения. Поставленная задача достигается тем, что перед сборкой соединение рабочей части стальной трубы и муфту нагревают, соединение осуществляют путем установки рабочей части полиэтиленовой трубы на рабочую часть стальной трубы и полученное соединение охлаждают, при этом на рабочей части полиэтиленовой трубы предварительно формуют раструб, а муфту напрессовывают на раструб после соединения труб, длина муфты превышает длину рабочей части труб, при этом муфта установлена таким образом, что ее концы выступают за пределы рабочей части трубы, а в качестве материала муфты использован полиэтилен с коэффициентом линейного расширения, равным коэффициенту линейного расширения полиэтиленовой трубы, отличающийся тем, что раструб полиэтиленовой трубы охлаждают после формовки на воздухе, изготавливают стальной фланец и в нем делают отверстие с резьбой для посадки пробки, на рабочей части стальной трубы фитинга, нарезают резьбу круглого профиля, фланец и стальную трубу фитинга соединяют сваркой, обеспечивая необходимую соосность, рабочую часть раструба полиэтиленовой трубы соединяют с резьбой на рабочей части стальной трубы путем нагрева полиэтиленовой трубы с раструбом и стальной части трубы, с последующим накручиванием рабочей части раструба на резьбу рабочей части стальной трубы, после окончания сборки соединение охлаждают на воздухе, при этом на стальной трубе фитинга устанавливают упор для исключения излишнего перемещения муфты при ее напрессовывании на раструб полиэтиленовой трубы.
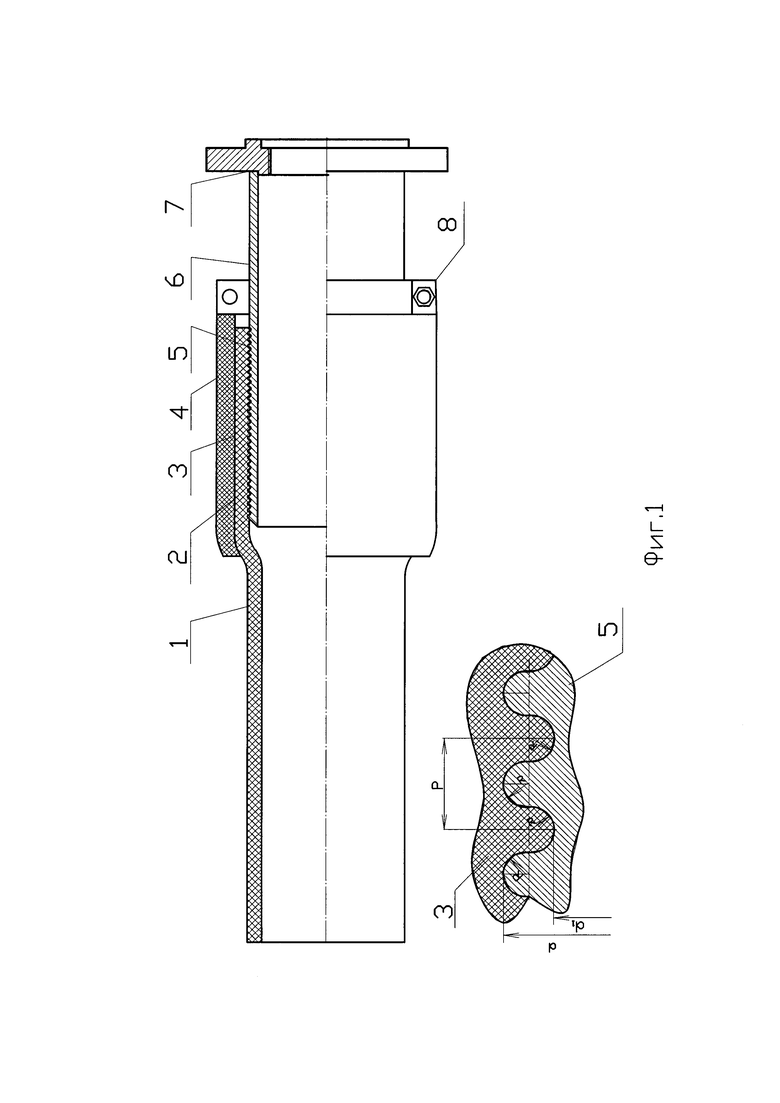
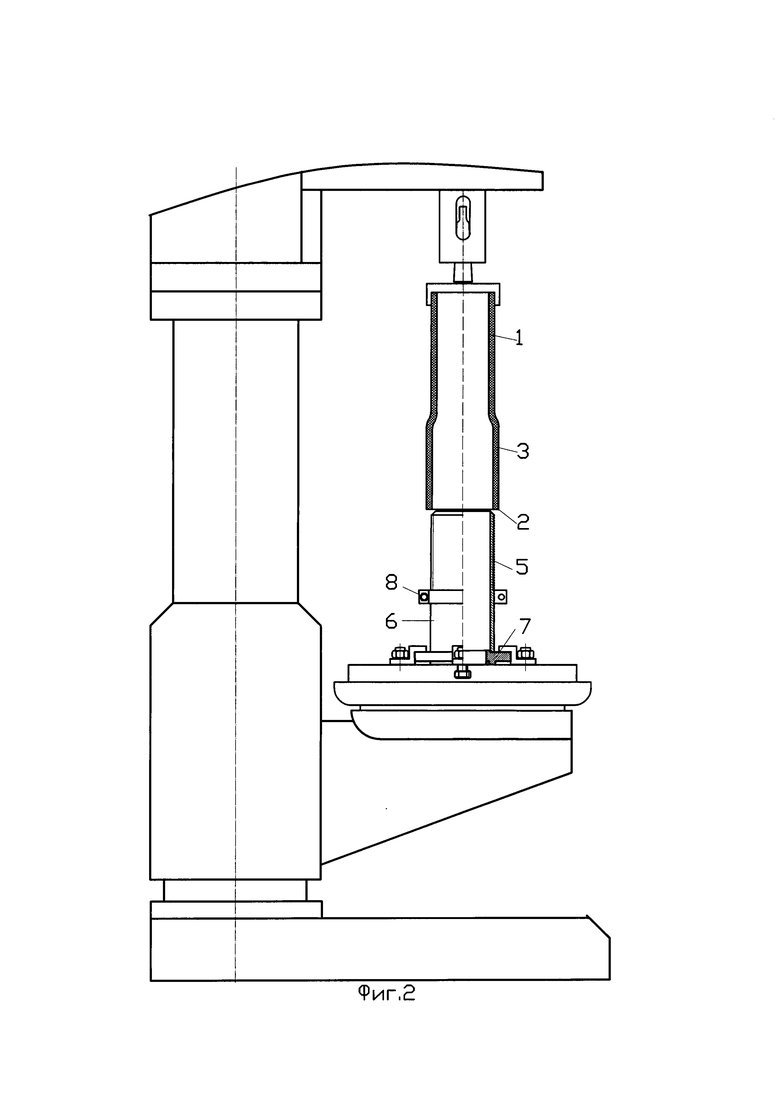
Сущность изобретения поясняются чертежами: на фиг. 1 изображен собранный фитинг с соединением полиэтилен сталь; на фиг. 2 изображен процесс сборки неразъемного соединения.
Перечень узлов и деталей с цифровым обозначением:
1 - полиэтиленовая труба;
2 - раструб;
3 - рабочая часть раструба;
4 - муфта;
5 - стальная труба;
6 - рабочая часть стальной трубы;
7 - фланец;
8 - упор перемещения муфты.
ОСУЩЕСТВЛЕНИЕ СПОСОБА СБОРКИ ФИТИНГА
Соединение труб предложенным способом осуществляют следующим образом. Предварительно перед сборкой соединения из рабочей части полиэтиленовой трубы 1 формуют раструб 2.
Для чего рабочую часть 3 полиэтиленовой трубы 1 выдерживают в глицерине при температуре от 125°С до 135°. Время выдержки 15 мин. Разогретую часть, предназначенную для устройства раструба 2 трубы 1 запрессовывают на оправку, выдерживают под нагрузкой и вместе с оправкой охлаждают в воздухе.
Стальная часть фитинга изготавливается предварительно с соблюдением необходимой точности размеров, соосности соединяемых деталей и герметичности соединения фланца 7 и стальной трубы 6. На рабочую часть стальной трубы 5 нарезают резьбу круглого профиля. Так как круглые резьбы общего назначения благодаря плавным переходам в контуре имеют сравнительно малую концентрацию напряжений. Поэтому их применяют для деталей, подверженных действию динамических нагрузок, ударов и вибраций. Круглая резьба по сравнению с упорной имеет повышенную прочность благодаря отсутствию острых углов на витках, легкости свинчивания за счет большого угла подъема винтовой линии, хорошо воспринимает ударные нагрузки, отличаются сравнительно большой устойчивостью против изнашивания.
Собранный узел 2 перед соединением нагревают в печи до t=300°С. Вынимают из печи, устанавливают фланцем 7, к примеру, на рабочий стол вертикально сверлильного станка, центруют и прикрепляют к рабочему столу с помощью креплений, подготавливают его к соединению.
Одновременно с узлом 2 узел 1 - полиэтиленовую трубу 1 с сформированным раструбом 2 помещают в емкость с глицерином, выдерживают при температуре от 125°С до 135°С в течении 15 мин. По окончании нагревания вынимают узел 1 из емкости и производят соединение узла 1 с узлом 2 путем накручивания рабочей части раструба 3 полиэтиленовой трубы 1 узла 1 на рабочую часть стальной трубы 5 узла 2. После полного охлаждения на воздухе, крепления на рабочем столе станка снимают. По окончании изготовления соединения приступают к установке муфты 4. На стальную трубу 6 устанавливают упор перемещения муфты 8. Муфту 4 нагревают в глицерине, устанавливают на полиэтиленовый раструб 2 и напрессовывают, при этом муфта 4 устанавливается на раструб 2 так, чтобы своей поверхностью перекрывать концы раструба 2 полиэтиленовой трубы 1 и выходящего из соединения участка стальной трубы 6 за счет того, что ее длина превышает длину рабочей части стальной трубы 5, и рабочую часть раструба 3. Такая установка муфты 4 обеспечивает упрочнение полиэтиленового раструба и предотвращает повреждение его от среза (торца) стальной трубы при деформации и изгибе. Готовое соединение оставляют охлаждаться на воздухе. После охлаждения снимают упор 8. После этого изделие осматривают, деформированные торцы при необходимости обрезают.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНОЙ ТРУБЫ С ПОЛИЭТИЛЕНОВОЙ | 2009 |
|
RU2387911C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ ПОЛИЭТИЛЕН-СТАЛЬ И НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ | 1997 |
|
RU2127394C1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБ | 2007 |
|
RU2342587C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2263244C1 |
| СПОСОБ УСТАНОВКИ КОНДЕНСАТОСБОРНИКА БЕЗ СНИЖЕНИЯ ДАВЛЕНИЯ В ГАЗОВОЙ СЕТИ | 2017 |
|
RU2744221C2 |
| Способ сборки узла врезки и центратор | 2019 |
|
RU2725944C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220355C2 |
| КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТЕПЛО-ГИДРОИЗОЛИРОВАННОГО ТРУБОПРОВОДА | 2009 |
|
RU2453757C2 |
| Способ соединения полиэтиленовой трубы со стальной | 1990 |
|
SU1760228A1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2003 |
|
RU2245478C2 |
Способ сборки фитинга относится к трубопроводному транспорту и трубной арматуре из труб разного материала и предназначен для врезки газопроводов без понижения давления. В неразъемном соединении фитинга, состоящем из полиэтиленовой трубы, сформированного раструба, стальной трубы с резьбой круглого профиля, фланца с резьбой и муфты, установленной на внешней поверхности полиэтиленовой трубы, охватывающей рабочую часть стальной трубы, при этом рабочая часть полиэтиленовой трубы выполнена в виде раструба. Последний соединяют с рабочей частью трубы стального фитинга путем нагрева полиэтиленовой трубы с раструбом и стальной части фитинга и последующим накручиванием рабочей части раструба полиэтиленовой трубы на резьбу на рабочей части стального фитинга. Сборку фитинга проводят с помощью устройства, в котором совмещен механизм получения резьбы с оправками, предназначенными сохранять внутренний и наружный размеры разогретой полиэтиленовой трубы. Получается фитинг с неразъемным соединением, способным выдерживать воздействие динамических нагрузок, ударов, вибрации и кручение. Изобретение позволяет повысить степень надежности герметичности соединения полиэтилен - сталь фитинга. 2 ил.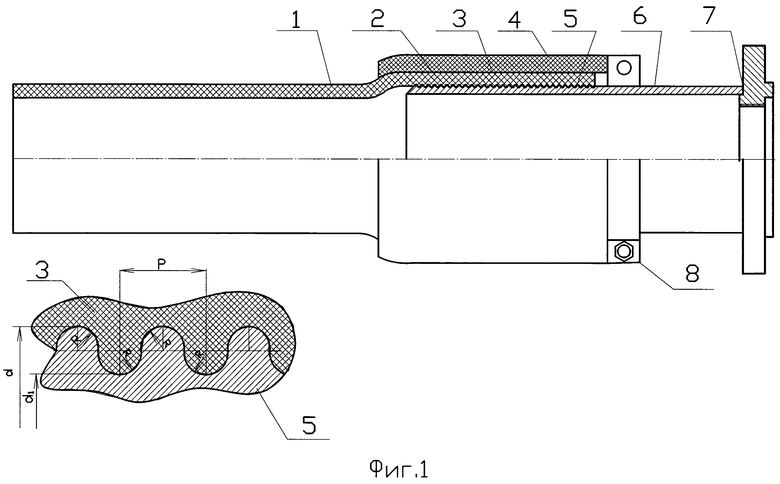
Способ сборки фитинга, заключающийся в том, что перед сборкой соединения рабочую часть стальной трубы и муфту нагревают, соединение осуществляют путем установки рабочей части полиэтиленовой трубы на рабочую часть стальной трубы и полученное соединение охлаждают, при этом на рабочей части полиэтиленовой трубы предварительно формуют раструб, а муфту напрессовывают на раструб после соединения труб, длина муфты превышает длину рабочей части труб, при этом муфта установлена таким образом, что ее концы выступают за пределы рабочей части трубы, а в качестве материала муфты использован полиэтилен с коэффициентом линейного расширения, равным коэффициенту линейного расширения полиэтиленовой трубы, отличающийся тем, что раструб полиэтиленовой трубы охлаждают после формовки на воздухе, изготавливают стальной фланец и в нем делают отверстие с резьбой для посадки пробки, на рабочей части стальной трубы фитинга нарезают резьбу круглого профиля, фланец и стальную трубу фитинга соединяют сваркой, обеспечивая необходимую соосность, рабочую часть раструба полиэтиленовой трубы соединяют с резьбой на рабочей части стальной трубы путем нагрева полиэтиленовой трубы с раструбом и стальной части трубы, с последующим накручиванием рабочей части раструба на резьбу рабочей части стальной трубы, после окончания сборки соединение охлаждают на воздухе, при этом на стальной трубе фитинга устанавливают упор для исключения излишнего перемещения муфты при ее напрессовывании на раструб полиэтиленовой трубы.
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ ПОЛИЭТИЛЕН-СТАЛЬ И НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ | 1997 |
|
RU2127394C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНОЙ ТРУБЫ С ПОЛИЭТИЛЕНОВОЙ | 2009 |
|
RU2387911C1 |
| Способ соединения металлического ниппеля с полиэтиленовой трубкой | 1982 |
|
SU1068652A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2263244C1 |
| US 4277091 A1, 07.07.1981. | |||

