Изобретение относится к области соединений пластмассовых и металлических труб, точнее к способам неразъемного соединения полиэтиленовых труб со стальными.
Целью изобретения является повышение прочности и герметичности соединения полиэтиленовой трубы со стальной путем обеспечения сохранности адгезива в процессе сборки.
При осуществлении спосо5а соединения полиэтиленовой трубы со стальной, включающего механическую обработку конца стальной трубы и его нагрев, формование цилиндрического раструба на конце полиэтиленовой трубы, нанесение адгезива на конец стальной трубы и введение его в раструб полиэтиленовой, согласно предполагаемому изобретению, на конец стальной трубы в холодном состоянии наносят адге- зиб в виде клея-расплава в форме ленты методом намотки, конец трубы с адгезивом
вводят в раструб полиэтиленовой трубы, после чего конец стальной трубы в собранном состоянии подвергают индукционному нагреву до температуры Тн, определяемой из соотношения
Тц - КтТпл,
(1)
где Тпл - температура плавления полиэтилена, °С;
Ki - коэффициент, равный 1,7-2,2 с выдержкой t(c) K2(52 (2) где д - толщина ленты - адгезива, мм;
Ка - коэффициент, равный 90- 110 с/мм2.
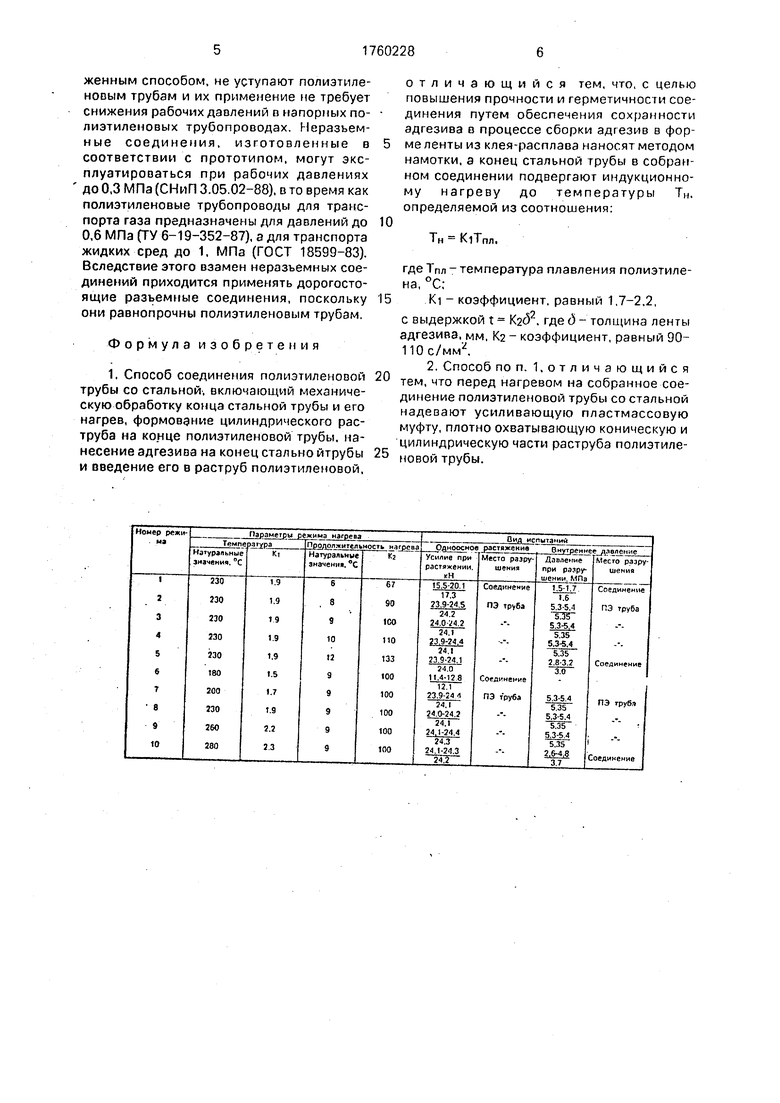
На фиг. 1 показана конструкция неразъемного соединения полиэтиленовой трубы со стальной; на фиг. 2 - узел I на фиг 1; на фиг. 3 - собранное соединение полиэтиленовой трубы со стальной в устройстве для индукционного нагрева.
VI
О
о ю
ND 00
Соединение полиэтиленовой трубы со стальной по данному способу осуществляют в следующей последовательности.
На предварительно механически обработанный концевой участок стальной трубы 1 в холодном состоянии наматывают ленту - адгезив 2 с шагом намотки, преимущественно равным 0,5 ширины b ленты, после чего конец трубы 1 вводят в заранее сформованный раструб 3 полиэтиленовой трубы 4.
Для повышения надежности соединения, что особенно важно при сооружении напорных и других ответственных трубопроводов, на собранное соединение полиэтиленовой трубы со стальной перед нагревом надевают пластмассовую усиливающую муфту 5, плотно охватывающую коническую и цилиндрическую части раструба 3. Пластмассовая муфта 5 может быть сформована из полиэтиленовой трубы или получена другим способом, например прессованием.
По окончании сборки стальную трубу 1 в собранном соединении подвергают индукционному нагреву до температуры Тн, определяемой из соотношения (1) с ёыдер- жкой t(c), определяемой соотношением (2). При этом собранное соединение труб 1 и 4 закрепляют в зажимах 6 и 7 устройства для индукционного нагрева (фиг. 3).
Индуктор 8 устанавливают с перекрытием длины прогреваемого участка соединения со стороны стальной трубы на величину, примерно в 2-3 раза превышающую толщину стальной трубы.
В процессе индукционного нагрева стальной трубы расплавляется адгезив и контактирующая с ним внутренняя поверхность раструба полиэтиленовой трубы. На границе сталь - адгезив образуется адгезионное соединение, а на границе адгезив - полиэтилен образуется сварное соединение. После естественного или принудительного охлаждения соединение приобретает прочность и плотность.
Пример. По способу были соединены полиэтиленовые трубы ПНД 63Т ОГОСТ 18599-83 со стальными трубами наружным диаметром 57 мм и толщиной стенки 3 мм ГОСТ 107104-76.
Концы стальных труб на длине 70 мм обработали на токарном станке до диаметра 56 мм с шероховатостью поверхности по 3-4 классу по ГОСТ 2789-73, на торцах была снята фаска размером 5 мм под углом 30° к оси трубы.
На концах полиэтиленовых труб сформовали раструбы с цилиндрической частью
длиной 75-80 мм и внутренним диаметром 57 мм.
Из патрубков полиэтиленовых труб сформовали усиливающие муфты длиной
90 мм и внутренним диаметром 67 мм. Затем на концы стальных труб нанесли в соответствии со схемой (фиг. 2) адгезив-ленту шириной 10 мм и толщиной д - 0,3 мм из сополимера этилена с винилацетатом
0 (СЭВА) марки 11306-075. ТУ 6-05-1G-36-78, после чего насадили раструбы полиэтиленовых труб и на собранные соединения натянули усиливающие муфты.
Полностью собранные соединения под5 вергли индукционному нагреву в поле высокой частоты от генератора частотой 2500 Гц мощностью 50 кВт до температуры стальной трубы 180-280°С с выдержкой при данной температуре 6-12 с. После нагрева соедине0 ния охлаждали естественным путем до нормальной температуре вне индуктора.
Полученные соединения были подвергнуты гидравлическим и механическим испытаниям до разрушения и испытанию на
5 стойкость (долговечность) при постоянном внутреннем давлении по ГОСТ 18599-83 и ГОСТ 24157-80.
Результаты испытаний (см. таблицу) показали, что режимы нагрева, при которых Ki
0 и Ка соответствуют заданным пределам, позволяют получить соединения, прочность которых при растяжении составляет 23.9- 24,5 кН и разрушение происходит по основному материалу полиэтиленовой трубы, а не
5 по соединению. Нарушение заданных условий (режимы 1,5,6,10) приводит к снижению качества соединений. Так, при температуре нагрева 180°С (Ki я 1,5) или снижении продолжительности нагрева до 6 с («2 67) резко
0 снижается прочность соединений при осевом растяжении (режимы 1,6). Увеличение температур и продолжительности нагрева выше заданного предела не оказывает влияния на прочность при растяжении. Однако
5 в этих случаях падает стойкость соединения к воздействию внутреннего давления. Так, при Тн 280°С (Ki 2,3) патрубки разрушались при давлении 2,6-4,8 МПа, а при выдержке 12 с К2 133 соответственно при
0 давлении 2,8 - 3,2 МПа режимы 5,10.
Испытания на долговечность проводили на указанных оптимальных режимах, испытания показали, что долговечность всех соединений при постоянном внутреннем
5 давлении 3,0 МПа и температуре испытаний 20°С превышает 1 ч.
Указанный метод испытаний является контрольным для труб из полиэтилена. По своим прочностным свойствам и долговечности соединения, выполненные предложенным способом, не уступают полиэтиленовым трубам и их применение не требует снижения рабочих давлений п напорных полиэтиленовых трубопроводах. Неразьем- ные соединения, изготовленные в соответствии с прототипом, могут эксплуатироваться при рабочих давлениях до 0,3 МПа (СНиП 3.05.02-88), в то время как полиэтиленовые трубопроводы для транспорта газа предназначены для давлений до О 6 МПа (ТУ 6-19-352-87), а для транспорта жидких сред до 1, МПа (ГОСТ 18599-83). Вследствие этого взамен неразъемных соединений приходится применять дорогостоящие разъемные соединения, поскольку они равнопрочны полиэтиленовым трубам.
Формула изобретения
1. Способ соединения полиэтиленовой трубы со стальной-, включающий механическую обработку конца стальной трубы и его нагрев, формование цилиндрического раструба на конце полиэтиленовой трубы, нанесение адгезива на конец стально йтрубы и введение его в раструб полиэтиленовой,
и
отличающийся тем, что, с целью повышения прочности и герметичности соединения путем обеспечения сохранности эдгезива в процессе сборки адгезив в форме ленты из клея-расплава наносят методом намотки, а конец стальной трубы в собранном соединении подвергают индукционному нагреву до температуры Тн. определяемой из соотношения:
Тн К1ТПл,
15
20
где ТПл - температура плавления полиэтилена, °С;
Ki - коэффициент, равный 1,7-2,2,
с выдержкой t . где д - толщина ленты адгезива. мм. К2 - коэффициент, равный 90- 110 с/ мм.
2. Способ по п. 1,отличающийся тем, что перед нагревом на собранное соединение полиэтиленовой трубы со стальной надевают усиливающую пластмассовую муфту, плотно охватывающую коническую и цилиндрическую части раструба полиэтиле- 25 новой трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ПЛАСТМАССОВОЙ | 2004 |
|
RU2272213C2 |
| БИПЛАСТМАССОВАЯ ТРУБА | 2004 |
|
RU2263243C1 |
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы и фиксирующая лента с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа | 2014 |
|
RU2645946C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПЛАСТМАССОВЫХ ТРУБ | 1996 |
|
RU2135880C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОУСАЖИВАЮЩЕЙСЯ МНОГОСЛОЙНОЙ АДГЕЗИОННОЙ ЛЕНТЫ "ДОНРАД-1" | 1996 |
|
RU2074875C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОВЕРХНОСТЬ | 2005 |
|
RU2289061C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| ТРУБА ЖЕЛЕЗОБЕТОННАЯ НИЗКОНАПОРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2770507C2 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |

Сущность изобретения: конец стальной трубы обрабатывают механически и его нагревают. Формируют цилиндрический раструб на конце полиэтиленовой трубы. Наносят адгезив на конец стальной трубы и вводят его в раструб. Адгезив в форме ленты из клея наносят методом намотки. Конец стальной трубы в собранном соединении подвергают индукционному нагреву до т- ры, определяемой из заданного соотношения. Перед нагревом на собранное соединение надевают усиливающую пластмассовую муфту, плотно охватывающую коническую и цилиндрическую части раструба. 1 з.п. ф-лы, 1 табл. 3 ил.
ФИГ. I
ФИГ. 2
I /2
ФИГ. 3
| Альбом технологических карт строительства распределительных газопроводов из полиэтиленовых труб | |||
| Саратов | |||
| Гипро- НИИгаз, 1984, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
