Предлагаемый способ правки относится к машиностроению, в частности к изготовлению кузовов транспортных средств.
Известен способ правки сварных листовых конструкций холодным методом, который осуществляется за счет растяжения конструкции вручную или на специализированном правильном оборудовании [1]. Недостатком известного способа является нестабильное качество ручной правки и сложность, неуниверсальность оборудования при большом расходе энергии для машинной правки.
Наиболее близким по технической сущности является способ тепловой правки сварных элементов конструкций вагонов, когда со стороны выпуклости в листе производится местный нагрев деформированной зоны до 600 - 950oC с обеспечением жесткой фиксации недеформированных элементов листовой конструкции [2] . При этом за счет различной тепловой усадки частей листа при охлаждении выпуклость утягивается и плоскостность восстанавливается, однако для выполнения такого способа требуется очень высокая квалификация, поскольку небольшой недогрев или перегрев зоны деформации дает остаточную неплоскостность листа. Кроме того, такая температура нагрева требует значительного расхода энергии и вызывает появление окалины на нагреваемой поверхности. Все это приводит к нестабильному качеству поверхности, что недопустимо для обшивки, к внешнему виду которой предъявляются повышенные требования, например, в случае вагона трамвая.
Задачей предлагаемого изобретения является получение ровной поверхности тонколистовой обшивки конструкции при небольших энергетических затратах.
Для решения указанной задачи известный способ тепловой правки, принятый за прототип, совмещают с операцией сборки тонколистовой обшивки с каркасом, например сваркой, причем тонколистовую обшивку предварительно фиксируют в одной крайней точке жестко, а в другой крайней точке на этом же поясе с возможностью продольного перемещения сборку тонколистовой обшивки с каркасом выполняют посредством ее крепления на каркасе точками в зонах, которые перемешают в направлении от точки жесткой фиксации к противоположной стороне тонколистовой обшивки, перед каждым креплением зон осуществляют их местный нагрев до 100 - 200oC при соответствии зоны местного нагрева текущей зоне крепления.
Указанные отличия от прототипа позволяют сделать вывод о соответствии заявляемого технического решения критерию "новизна". Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях при изучении данной и смежных областей техники и, следовательно, обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
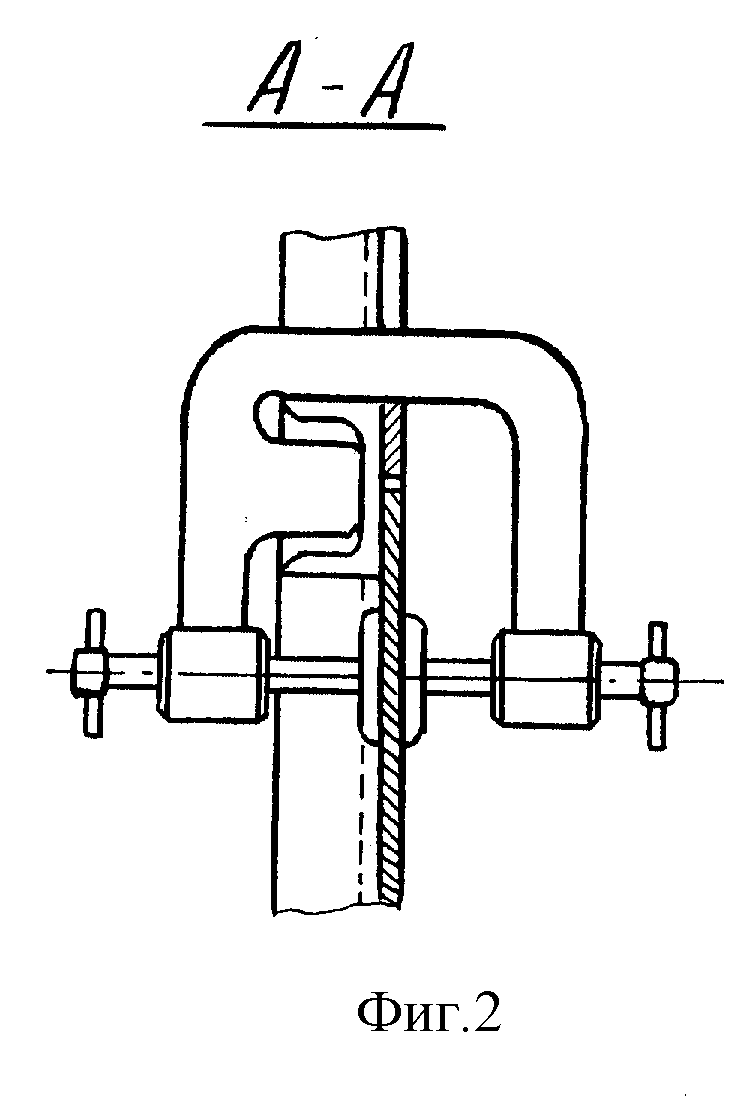
Прилагаемые графические материалы фиг. 1,2 поясняют предлагаемое техническое решение. На каркасе 1 в одной крайней точке производится жесткая фиксация, например, в левой верхней точке 2 посредством прихватки тонколистовой обшивки к каркасу. Если при этом правая верхняя точка 3 будет прижата к каркасу с возможностью продольного перемещения, например струбциной 4, то тонколистовая обшивка будет выставлена в нужном положении и при последующем нагреве в ходе сборки она будет вытягиваться вправо, оставаясь прижатой к каркасу.
На фиг. 1 показана сборка тонколистовой обшивки с каркасом и ее правка, осуществляющаяся следующим образом. После жесткой фиксации левой верхней точки 2 и фиксации точки 3 с возможностью продольного перемещения производится местный нагрев тонколистовой обшивки в заштрихованной зоне 5 с последующим ее креплением в этой зоне прихватками 6 от левого верхнего края вправо по верхнему поясу, вниз и вправо по нижнему поясу. Зона 5 жестко фиксируется, а поскольку эта зона была предварительно нагрета, то при охлаждении имевшие место неровности тонколистовой обшивки утягиваются и ее поверхность становится гладкой.
На фиг. 2 - разрез по A-A. Дальнейшая сборка тонколистовой обшивки с каркасом осуществляется аналогично. Последовательно нагреваются и затем жестко фиксируются зоны, примерно равные по размерам зоне 5, и примыкающие к последней уже зафиксированной.
Размер участка местного нагрева зависит от шага точек крепления. Опыт показал, что для выравнивания листа высотой 1000 мм достаточно прогревать до температуры 100 - 200oC участок шириной приблизительно 250 мм в зоне текущего крепления тонколистовой обшивки при шаге точек крепления 80 -100 мм.
Пример конкретного выполнения.
При сборке кузова трамвайного вагона к раме из швеллера N 8 приваривались листы обшивки толщиной 1,5 мм размером 1000х2500 мм. Приварка листов осуществлялась по предложенному способу полуавтоматической сваркой в среде углекислого газа с шагом прихваток 100 мм. Нагрев производился газовой горелкой до температуры 140oC. По окончании сварки листы обшивки были ровными, волнистость, вспучивание, западание отдельных участков листов отсутствовали. Неплоскостность составляла 1,0 мм на погонный метр обшивки, это удовлетворяет требованиям по внешнему виду данного изделия.
Применение предлагаемого способа правки позволяет обеспечить стабильное качество внешнего вида тонколистовой обшивки кузовов при несложном вспомогательном оборудовании, упрощении сборки, низких энергетических затратах.
Источники информации.
Рыжков Н.И. Производство сварных конструкций в тяжелом машиностроении. - М.: Машиностроение, 1980, с. 240.
ОСТ 24.050.34 - 84. Проектирование и изготовление стальных сварных конструкций вагонов. Технические требования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 1996 |
|
RU2127683C1 |
| СПОСОБ ОТДЕЛЕНИЯ ШЛАКОВОЙ КОРКИ | 1996 |
|
RU2113330C1 |
| ОПОРНЫЙ КАТОК ГУСЕНИЧНОЙ МАШИНЫ | 1995 |
|
RU2087366C1 |
| ШЛАНГОВЫЙ ПРОВОД | 1995 |
|
RU2080970C1 |
| КУЗОВ ЖЕЛЕЗНОДОРОЖНОГО ПОЛУВАГОНА | 2006 |
|
RU2325294C1 |
| ЭЛЕКТРОМЕТАЛЛИЗАТОР | 1998 |
|
RU2134730C1 |
| ПОДВЕСКА ПРИЦЕПА | 1995 |
|
RU2127199C1 |
| Способ сварки деталей | 1979 |
|
SU837679A1 |
| ПЕРЕДВИЖНОЙ СТАНОК-КАЧАЛКА | 1996 |
|
RU2135831C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2081203C1 |
Способ правки относится к машиностроению, в частности к изготовлению кузовов транспортных средств. Задачей предлагаемого изобретения является получение ровной поверхности тонколистовой обшивки конструкции при небольших энергетических затратах. Для этого фиксацию тонколистовой обшивки осуществляют на каркасе в одной крайней точке жестко, а в другой крайней точке с противоположной стороны на том же поясе с возможностью продольного перемещения, сборку тонколистовой обшивки с каркасом осуществляют посредством ее крепления на каркасе точками в зонах, которые перемещают в направлении от точки жесткой фиксации к противоположной стороне тонколистовой обшивки при чередовании местного нагрева зон до 100-200oC и их крепления, местный нагрев зоны осуществляют перед каждым ее креплением при соответствии зоны местного нагрева текущей зоне крепления. Применение предлагаемого способа правки позволяет обеспечить стабильное качество внешнего вида тонколистовой обшивки кузовов при несложном вспомогательном оборудовании, упрощении сборки, низких энергетических затратах. 2 ил.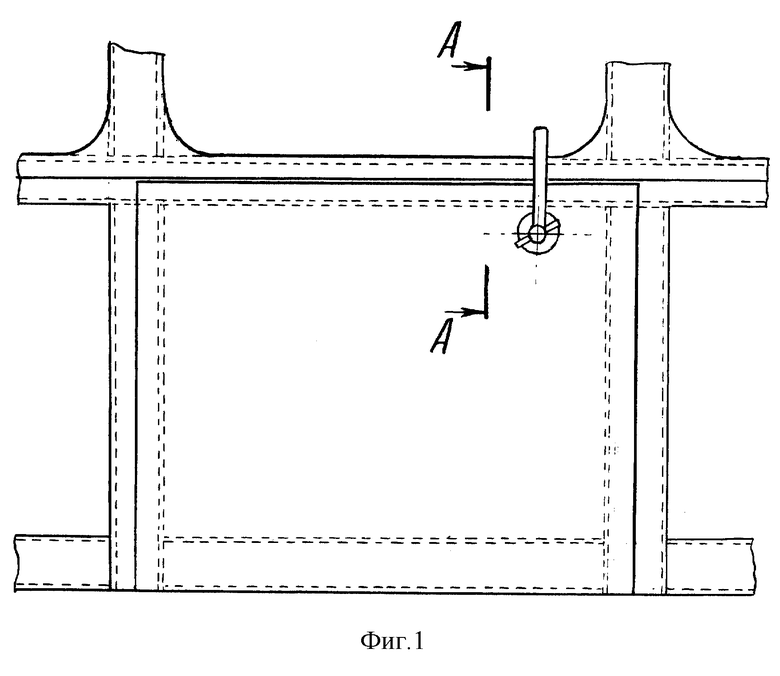
Способ правки тонколистовой обшивки кузовов транспортных средств, включающий ее фиксацию и последующий местный нагрев зонами, отличающийся тем, что фиксацию тонколистовой обшивки осуществляют на каркасе в одной крайней точке жестко, а в другой крайней точке с противоположной стороны на том же поясе с возможностью продольного перемещения, сборку тонколистовой обшивки с каркасом осуществляют посредством ее крепления на каркасе точками в зонах, которые перемещают в направлении от точки жесткой фиксации к противоположной стороне тонколистовой обшивки при чередовании местного нагрева зон до 100 - 200oС и их крепления, местный нагрев зоны осуществляют перед каждым ее креплением при соответствии зоны местного нагрева текущей зоне крепления.
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Проектирование и изготовление стальных сварных конструкций вагонов | |||
| Технические требования | |||
| ВНЕЛИОТЕКА I | 0 |
|
SU288923A1 |
| Способ правки листовых изделий | 1969 |
|
SU465250A1 |
| SU 1186318 A, 28.10.95 | |||
| УСТРОЙСТВО ПОДАЧИ ВОССТАНОВИТЕЛЯ | 2010 |
|
RU2505687C2 |
| SU 4174623 A, 20.11.79. | |||

