Изобретение относится к технологии праекн металлических изделий, в частности сварных тонколистовых конструкций, и может быть использоваяо в судостроении, вагоно- и тепловозостроении и машиностроении.
Из1ввстен способ безударной правки нагре1ВОМ металлических изделий путем поступате-чьного иеремещения электрической дуги ВДОЛЬ зоны нагрева. При этом горелка с нетлавящи.мся вольфра;мовьвм электродом движется прямолинейно вдоль изделия. Ширина зоны нагрева до заданной температуры определяется силой тока и скоростью движения горелки. Пра:вка осуществляется в среде защитного газа.
Недостатком этого способа нагрева является то, что поверхность металла в центре полосы расплавляется в виде малой линейной скорости перемещения горелки относительно изделия. Это ухудщает первоначальные свойства металла обшивки, вызывает образование остаточных угловых деформаций-видимых следов правки.
Ухудшение металла (снижение пластичности закаливающейся стали, образование неблагоприятных структур) значительно ограничивает применение способа нагрева «холостыми проходами.
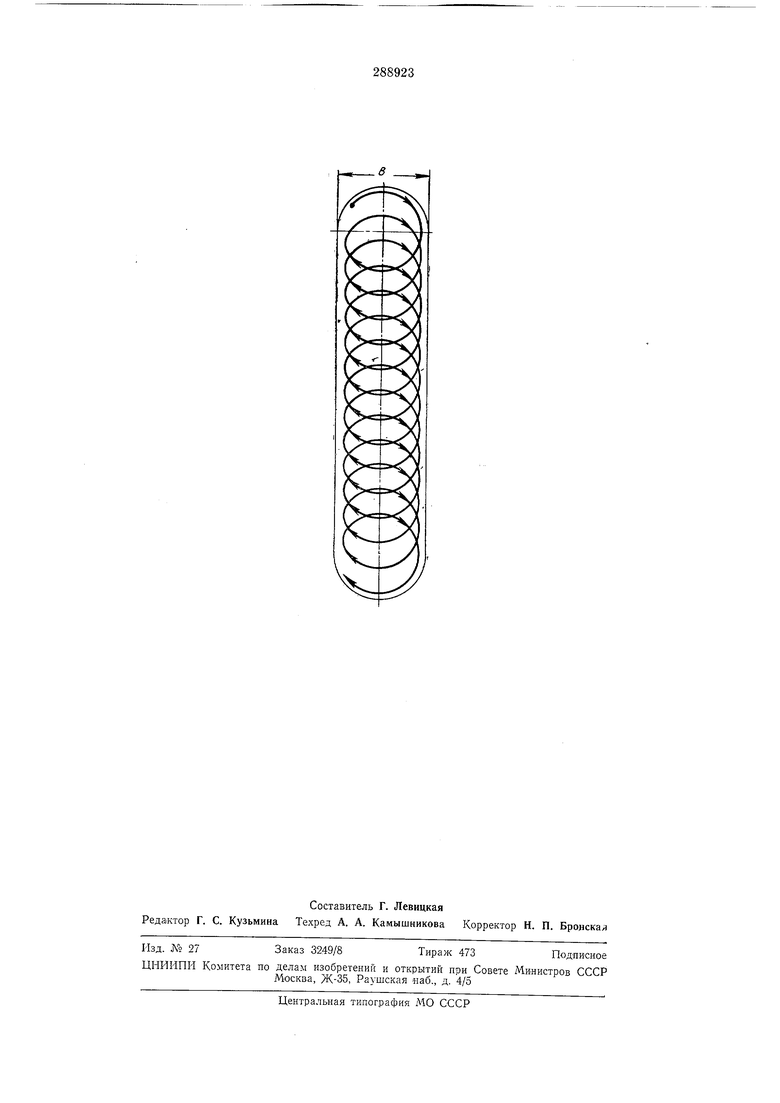
Предлагаемый способ не имеет этого недостатка и отличается от известного тем, что горелка вместо прямолинейного совершает сложное движение: она перемещается по кругу, диаметр которого равен щирине зоны нагрева, со скоростью 5н-6 см/сек и поступательно |Бдоль зоны иагрева. Скорость поступательного движения задается расчетом или подбирается опытным путем в зависимости от силы
тока, требуемой температуры нагрева металла, марки .металла и толщины.
На чертеже представлена охема перемещения электрической дуги, где В - ширина зоны нагрева.
Способ нагрева «холостыми проходами исключает расплавление поверхности металла в зоне нагрева.
Предмет изобретения
Способ безударной правки нагревом металлических изделий путем поступательного перемещения электрической дуги вдоль зоны нагрева, отличающийся тем, что, с целью
устранения расплавления поверхности обрабатываемого изделия, электрическую дугу одновременно с постуиательным движением вдоль зоны нагрева перемещают с постоянной линейной скоростью по окружности с диаметром,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изменения продольного профиля длиномерных деталей | 1991 |
|
SU1791091A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ЗАКАЛИВАЮЩИХСЯ СПЛАВОВ | 2010 |
|
RU2431684C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Способ гибридной лазерно-дуговой наплавки изделия из металла | 2018 |
|
RU2708715C1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2118241C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНОЙ ПОВЕРХНОСТИ | 2018 |
|
RU2699599C1 |
| Устройство для зачистки поверхности металлических изделий | 1979 |
|
SU1087058A3 |
| СПОСОБ НАПЛАВКИ | 1991 |
|
RU2030262C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |