Изобретение относится к технике нанесения покрытий, а именно к конструкциям аппаратов для электродуговой металлизации.
Известен электрометаллизатор, в котором подача проволоки осуществляется за счет усилия прижима между подающими и прижимными роликами [1]. Недостатком конструкции является жесткая связь между роликами. При местном искривлении проволоки тяговое усилие резко возрастает, и подача проволоки не останавливается, если этого усилия будет достаточно для ее выпрямления. Для реализации такого условия требуется повышенная мощность электродвигателя.
Известен электрометаллизатор, в котором давление прижимных роликов осуществляется через подпружиненные винты [2]. В этом случае пластичность пружины скомпенсирует местное искривление проволоки, и та пройдет между роликами без резкого увеличения тягового усилия. Однако при такой конструкции на валу подающих роликов возникают значительные нагрузки от усилия прижима. Это требует увеличения габаритов и мощности электродвигателя, а также вызывает повышенный износ в опорах качения.
Задачей изобретения является уменьшение потребной мощности электродвигателя при сохранении стабильности подачи проволоки за счет снижения нагрузок на валу подающих роликов.
Для решения указанной задачи в электрометаллизаторе, содержащем узел подачи проволоки, выполненный в виде подающих и прижимных роликов, дополнительно установлены опорные ролики, кинематически связанные с прижимными роликами, причем подающие ролики оперты на опорные ролики.
Указанные отличия от прототипа позволяют сделать вывод о соответствии заявляемого технического решения критерию "новизна".
Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях при изучении данной и смежных областей техники и, следовательно, обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
На чертеже показано предлагаемое устройство.
Электрометаллизатор включает электродвигатель 1, понижающий редуктор 2, на выходном валу 3 которого установлены подающие ролики 4. Две проволоки 5 подаются симметрично в точку распыла через направляющие 6. Поджим подающейся проволоки 5 осуществляется прижимными роликами 7, которые установлены в рычагах 8, имеющих возможность поворота относительно оси 9, жестко связанной с корпусом редуктора 2. В другом плече каждого рычага 8 установлен палец 10, сопрягающийся с пазом 11 планки 12. В планке 12 на осях установлены опорные ролики 13. Регулирование прижима проволоки 5 к подающим роликам 4 осуществляется винтом 14, подпружиненном для компенсации неровностей проволоки.
Узел подачи каждой проволоки работает следующим образом. При поджиме винтом 14 прижимного ролика 7 к вращающемуся подающему ролику 4 начинается подача проволоки. Опоры вала ролика 4 разгружаются от усилия прижима опорными роликами 13. Перемещение пальца 10 в пазу 11 обеспечивает возможность центровки опорных роликов 13 относительно оси, проходящей через центры роликов 4 и 7.
Предлагаемое устройство обеспечивает стабильную подачу стальной проволоки диаметром 2 мм в электрометаллизаторе с применением электродвигателя мощностью 60 Вт. В устройстве-прототипе стабильная подача такой проволоки была осуществлена при минимальной мощности электродвигателя 100 Вт.
Применение предлагаемого устройства позволяет обеспечить стабильную подачу проволоки для электрометаллизации при снижении мощности привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 1992 |
|
RU2047395C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1999 |
|
RU2162749C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ | 1994 |
|
RU2097144C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1999 |
|
RU2186632C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1997 |
|
RU2119389C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2081203C1 |
| ОПОРНЫЙ КАТОК ГУСЕНИЧНОЙ МАШИНЫ | 1995 |
|
RU2087366C1 |
| ШЛАНГОВЫЙ ПРОВОД | 1995 |
|
RU2080970C1 |
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 1996 |
|
RU2127683C1 |
| СТАНОК-КАЧАЛКА | 1994 |
|
RU2119097C1 |
Изобретение относится к конструкции узла подачи проволоки в аппаратах для нанесения покрытий методом электродуговой металлизации. Узел выполнен в виде подающих роликов, опертых на опорные ролики, и прижимных роликов, кинематически связанных с опорными роликами. При этом снижаются нагрузки на валу подающих роликов, сохраняется стабильность подачи проволоки. 1 ил.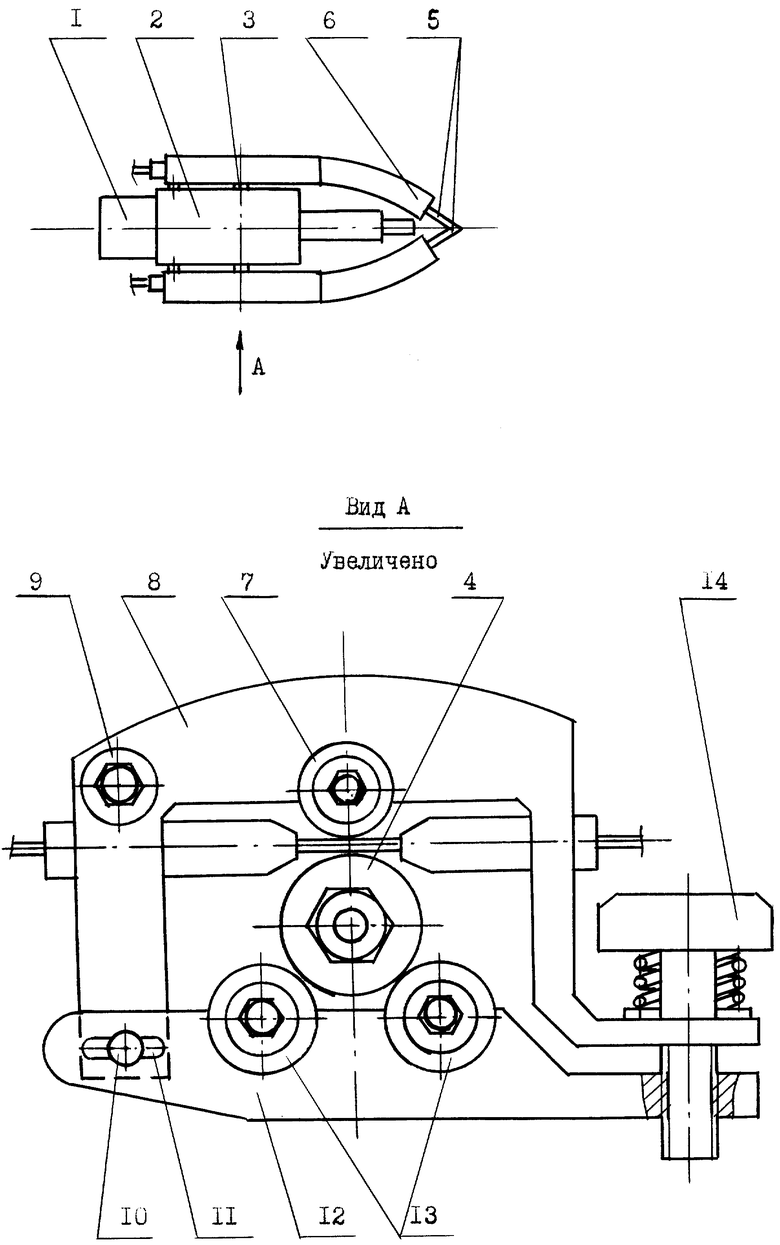
Электрометаллизатор, содержащий узел подачи проволоки, выполненный в виде подающих и прижимных роликов, отличающийся тем, что дополнительно установлены опорные ролики, кинематически связанные с прижимными роликами, причем подающие ролики оперты на опорные ролики.
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Паспорт | |||
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 1992 |
|
RU2026416C1 |
| Электрометаллизатор | 1988 |
|
SU1692665A1 |
| Электрометаллизационный аппарат | 1947 |
|
SU74625A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОТКЛОНЕНИЯ ПАРАМЕТРОВ В ГАЗОВЫХ ТУРБИНАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1995 |
|
RU2168044C2 |
| DE 3808597, 28.09.89. | |||
