Предлагаемое изобретение относится к трикотажной промышленности, а именно к способу изготовления кругловязаных трикотажных полотен, включающему отделку с использованием пряжи (нити) натуральных, химических волокон (окрашенных, отбеленных, суровых) и их различных сочетаний и смесок, и может быть использовано для изготовления бельевого и верхнего ассортимента, например фуфаек и маек морских для военнослужащих.
Известен способ изготовления кругловязаного трикотажного полотна, включающий перемотку пряжи до и после крашения, вязание, выворотку, каландрирование "из книжки в книжку" из хлопчатобумажной пряжи 56 текс х 1 х 2 суровой и крашеной в синий или голубой цвет (ГОСТ 25904-83) в виде контрастных полос переплетения кулирная гладь с оборудования ОКП-10 с использованием для фуфаек морских для военнослужащих.
Несмотря на то что существующий способ изготовления полотна включает лишь один переход по отделке -каландрирование, тем не менее имеет ряд существенных недостатков, которые влияют на потребительские и органолептические свойства полотен (изделий) и дают повышенную потребительскую усадку после мокрых обработок, перекос петельных столбиков (винтовая косина), приводящий к перекосу шва, повышенную закручиваемость при закрое и пошиве, жесткий гриф из-за присутствия парафина, грубую неравновесную петельную структуру, растянутую в ширину при вязании, перекос петельных рядов (поперечная косина). (см. табл. N 3, аналог 1).
Известен способ изготовления кругловязаного трикотажного полотна, заключающийся в расфасовке сырья в цеховом складе с перемоткой пряжи на перфорированные патроны на мотальной машине "Аутосук" ТМП-2007 (ЧССР) 50% пряжи под крашение в синий цвет на пряжекрасильном аппарате "Эко-блок" (фирмы "Тисс" Германия), в перемотке пряжи с перфорированных патронов на бобины с парафинированием на крестомотальных машинах МТ-150-1, МТ-150-2, с вязанием полотна на кругловязальных двухфонтурных машинах типа Метин-Нов 20 класса, с рассортировкой сурового полотна со взвешиванием и раскладкой в "книжку" на браковочной машине конструкции ОАО "Красное знамя" с маркировкой каждого куска полотна специальной ручкой несмываемой краской с комплектованием партий, упаковкой на выпускном участке и отправкой в красильно-трикотажный цех, с каландрированием на каландре "Римольди", т.е. пропариванием и разглаживанием с одновременным ширением через ширитель в 92 см, с заправкой каждого куска, при температуре утюгов 105 -110oC со скоростью движения полотна v = 7-10 м/мин, со складкой полотна в "книжку" в один проход, с отправкой в закройный цех, с отлежкой на стеллажах в течение 24 часов из хлопчатобумажной пряжи 18,5 текс х 1 суровой и синей в виде контрастных полос одинаковой ширины переплетения двухластичное гладкое (ГОСТ 28554-90) с оборудования Метин-Нов 20 класса для изготовления маек и фуфаек морских для военнослужащих.
Обладая преимуществами по отношению способа изготовления первого аналога отсутствием перехода "выворотка" и улучшения части потребительских свойств и внешнего вида, включающие отсутствие закручиваемости полотна, при раскрое и пошиве, структура полотна ровная, имеет современный вид, дефекты сырья (шишки, коробочки) ярко невыявляются на этом переплетении, тем не менее каландрирование не устраняет недостатки, которые влияют на потребительские, органолептические и технологические свойства полотна (изделий), такие как: повышенную усадку после мокрых обработок, перекос петельных столбиков (винтовая косина) и петельных рядов (поперечная косина) выше допустимых норм, жесткий гриф из-за наличия парафина, неравновесную растянутую в ширину петельную структуру, с наличием вытянутых хазовых концов (см. табл. N 3, аналог 2).
Наиболее близким к заявляемому является способ изготовления кругловязаного трикотажного полотна (см. Типовой технологический режим трикотажного полотна и купонов на кругловязаных машинах для бельевых изделий. -М.: ЦНИИТЭИ, Легпром, 1989, с. 3-23, 27-28, 31-33, 74-80, 83-84), заключающихся в расфасовке сырья на складе с перемоткой пряжи на перфорированные патроны на мотальной машине "Аутосук" ТМП-2007 (ЧССР), отделкой пряжи (крашение, сушка) на пряжекрасильном аппарате "Эко-блок" (фирмы "Тисс" Германия), в перемотке пряжи с перфорированных патронов на бобины с парафинированием на крестомотальных машинах МТ-150-1, МТ-150-2, с вязанием полотна на однофонтурных машинах типа Мультисингл (Германия) 18 класса, с вывороткой полотна на вертикальной выворотной машине конструкции ОАО "Красное знамя", Грибановского машиностроительного завода, с рассортировкой сурового полотна со взвешиванием на браковочной машине БН-120-Т с накаткой полотна в рулон, с маркировкой каждого куска полотна специальной ручкой несмываемой краской с комплектованием партий, упаковкой на выпускном участке и отправкой в красильно-трикотажный цех, с подготовкой партий для отварки в жгутовой барке Б-2, МКП-1 с продолжительностью обработки 115-126 минут с промывкой и выгрузкой полотна в виде жгута на телегу, со сшивкой вкруговую кусок к куску в мокром виде в количестве 10-12 кусков (100 кг) на стачивающе-обметочной машине 77 класса, с отжимом-разборкой на разборочно-отжимной установке (РОУ) "Сантастрейч" (фирмы "Сантекс"), предназначенной для отжима и придания формы полотну после мокрых обработок и подготовке к сушке с раскруткой жгута, с прохождением полотна через входной круговой расправляющий ширитель равный 66 см, с контролем вытяжки полотна (р = 0,5 бар), с прохождением полотна через замачивающую ванну (tводы= 30oC), для выравнивания влажности и снятия слипаемости с раздувом полотна сжатым воздухом р = 4,5 бар в виде "пузыря", с отжимом полотна отжимными валиками давлением 4,5 бар со скоростью движения полотна 50 м/мин с последующим растягиванием полотна по ширине на величину, большую ширины мокрого полотна при входе (61 см) на 10-15% (70 см-14,8%) с движением полотна через растягивающее устройство с опережением по отношению к скорости движения полотна через отжимные валики (-%) ОПр= -5,6%, с подачей полотна на ленточный выпускной транспортер с укладчиком полотна в "книжку", причем опережение (-%) ОПтр= -10,2% движения полотна по транспортеру должно быть равно или меньше, чем ОПр, с сушкой полотна на сушильной горизонтальной машине "Санташтринк" (фирмы "Сантекс") из "книжки" в "книжку" со скоростью движения полотна 25 м/мин с опережением подачи полотна ОП = 15% с температурой в камерах t = 150o-140o-130o-120o с выходом полотна с температурой t = 61oC, что соответствует с сохранением необходимой влажности 5%, с прохождением полотна через вибратор со скоростью 450 ударов и через сушильные камеры (четыре) с регулировкой расстояния между верхними и нижними соплами (40-45-50-55 мм) с укладкой полотна в "книжку" выпускным устройством, с каландрированием из "книжки" в "книжку" на каландровочной машине "Сантасприд" (фирмы "Сантекс") со скоростью перемещения полотна 15 м/мин через разглаживающее устройство с опережением подачи полотна ОП = 18% с давлением утюгов р = 0,3-0,5 атм с прижимными валиками, с подачей увлажненного пара с одновременным ширением (ширитель = 70 см) полотна, разглаживанием и раскладыванием в "книжку" тканеукладчиком, с рассортировкой и взвешиванием, в подаче укомплектованного полотна партиями в закройный цех, проходя отлежку в течение 24 часов; из хлопчатобумажной крашеной пряжи 15,4 текс х 2 в сочетании с вискозной нитью окрашенной 13,3 текс х 1 х 2 путем чередования неравномерных поперечных полос переплетения кулирная гладь с оборудования Мультисингл 18 класса (Германия) по ГОСТ 28554-90, предназначенного для использования на верхние изделия (платья, джемпера) может быть использована пряжа (нити) натуральных и химических волокон и их различные сочетания и смески.
Наряду с рядом положительных результатов по приведению полотна в равновесное состояние (структуру), полностью отсутствует парафин (мягкий гриф), потребительская усадка после мокрых обработок значительно ниже норматива, закручиваемость при закрое отсутствует, перекос полотна по петельным столбикам (винтовая косина) не приводит к перекосу шва выше допуска, перекос петельных рядов (поперечная косина) в пределах допуска, полотно имеет ровную, гладкую поверхность, низкую остаточную деформацию, что характеризует упругость полотна, но тем не менее описанный способ изготовления трикотажного полотна имеет и ряд существенных недостатков, как то: возникновение заломов, наносной грязи при отварке жгутом, вытянутых хазовых концов с перекосом петельных рядов (дополнительные отходы), повышенные отходы при сшивке в мокром виде, лишний переход (дополнительные отходы при отварке, затраты воды, энергии, хим.материалов, рабочей силы, времени) (см.табл. 3, прототип).
Техническим результатом заявляемого способа является устранение недостатков, а именно: сокращение технологического цикла за счет исключения отварки с одновременным уменьшением отходов при сохранении качества трикотажного полотна.
Поставленная задача достигается тем, что в способе изготовления кругловязаного трикотажного полотна из пряжи (нити) натуральных и химических волокон их сочетаний и смесок, включающем вязание, сшивку полотна вкруговую, отжим-разборку, заключающуюся в предварительной расправке и ширении полотна, раскрутке перекоса петельных столбиков, с замачиванием в воде, с выравниванием влажности и снятием слипаемости путем подачи сжатого воздуха вовнутрь полотна с последующим отжимом и ширением при соблюдении условия
ОПр ≥ ОПтр,
где ОПр - опережение скорости движения полотна через ширитель (-%) к скорости движения полотна через отжимные валики;
ОПтр - опережение скорости движения полотна по транспортеру (-%) к скорости движения полотна через отжимные валики,
с укладкой полотна в "книжку", после чего полотно проходит сушку, каландрирование известным способом, а сшивку осуществляют только в сухом суровом виде непрерывной "книжкой", после чего подвергают предварительному ширению, равному или меньше ширины сурового полотна при входе с сохранением полотна в расправленном виде с одновременным непрерывным контролем перекоса петельных столбиков, а замачивание ведут при температуре от 40 до 60oC со скоростью движения полотна от 20 до 30 м/мин, причем ширение полотна производят на величину, равную или меньшую ширины полотна при входе до 15% (см. табл. 2).
В качестве примера заявляемого способа изготовления трикотажного кругловязаного полотна, заключающегося в расфасовке сырья на складе сырья, в перемотке пряжи на перфорированные патроны с плотностью намотки от 0,35 до 0,42 г/м3, в отделке пряжи (крашение, отбелка, сушка при t = 110oC в течение 2 часов) на аппарате "Эко-блок", в перемотке пряжи с перфорированных патронов на бобины с парафинированием 0,3-0,7% к массе пряжи, в вязании полотна в рулоны на двухфонтурных машинах Метин-Нов 20 класса, в рассортировке сурового полотна со взвешиванием и маркировкой каждого куска с укладкой полотна в "книжку", в комплектовании партий и упаковке в мешки (пеленки) с отправкой в красильно-трикотажный цех, в сшивке вкруговую кусок с куском непрерывной "книжкой" в количестве 10-12 кусков (100 кг), в отжиме-разборке на разборочно-отжимной установке "Сантастрейч" (фирмы "Сантекс") с раскруткой и контролем перекоса петельных столбиков (винтовой косины) полотна, с прохождением полотна через входной расправляющий ширитель, равный ширине полотна на входе 86 см, с контролем вытяжки полотна в длину при входе (р = 0,6 бар), с замочкой полотна в замачивающей ванне водой при температуре 40oC, с раздувом полотна сжатым воздухом р = 5 бар в виде "пузыря" для выравнивания содержания влаги и снятия слипаемости полотна, с отжимом полотна отжимными валиками давлением 5 бар со скоростью движения полотна 30 м/мин, с последующим ширением полотна на величину, меньшую ширины полотна на входе (86 см) на 7% (80 см), с движением полотна при ширении через растягивающее устройство с опережением по отношению к скорости движения полотна через отжимные валики (-%) ОПр = -7,4%, с подачей полотна на ленточный выпускной транспортер с укладкой полотна в "книжку", причем опережение (-%) ОПтр= -7,8% движения полотна по транспортеру по отношению к скорости движения полотна через отжимные валики должно быть равно или меньше ОПр, что соблюдается в данном примере (-7,4% > -7,8%), в сушке полотна на сушильной горизонтальной машине "Санташринк" (фирмы "Сантекс") со скоростью движения полотна 17 м/мин, с подачей полотна с опережением ОП = 15% с температурой в камерах t = 150o-140o-130o-120oC с выходом полотна с температурой t = 61oC, что соответствует влажности полотна 5%, с прохождением полотна через вибратор со скоростью 500 ударов и через четыре сушильные камеры с регулировкой расстояния между соплами верхними и нижними (40-45-50-55 мм) с укладкой полотна в "книжку" выпускным устройством, в каландрировании из "книжки" в "книжку" на каландровочной машине "Сантасприд" (фирмы "Сантекс") со скоростью движения полотна v = 12 м/мин через разглаживающее устройство с опережением подачи полотна на растягивающее устройство ОП = 16% без прижима полотна прижимными валиками с давлением утюгов р = 0,3-0,5 атм, с подачей увлажненного пара и одновременным ширением (ширитель 80 см) полотна, разглаживанием с раскладыванием в "книжку" тканеукладчиком, с рассортировкой и взвешиванием, в подаче укомплектованного полотна партиями в закройный цех, проходя отлежку в течение 24 часов из хлопчатобумажной пряжи 18,5 текс х 1 сочетанием одинаковых по ширине полос контрастных цветов: синего и белого, переплетения двухластичного гладкого с оборудования Метин-Нов 20 класса (Чехия) по ГОСТ 28554-90, предназначенного для изготовления маек и фуфаек морских для военнослужащих.
Заявляемый способ изготовления кругловязаного трикотажного полотна имеет ряд преимуществ по сравнению с аналогами 1, 2, так как приобретает положительные потребительские свойства прототипа, такие как усадку после мокрых обработок ниже нормы по ГОСТ 26289 для бельевых изделий и по ГОСТ 26667 для верхних изделий; закручиваемость при закрое и пошиве отсутствует; перекос полотна по петельным столбикам, который приводит к перекосу бокового шва, в пределах допуска по ГОСТ 1136 и ГОСТ 1115, перекос петельных рядов в пределах допуска согласно ОСТ 17-706, остаточная деформация значительно ниже нормы по ГОСТ 28882; а также органолептические, такие как мягкий гриф из-за отсутствия парафина, ровную гладкую поверхность, равновесную петельную структуру; в то же время устраняет недостатки прототипа путем исключения отварки, тем самым уменьшая цикл с одновременным уменьшением технологических отходов, которые возникали при отварке, таких как: отходы при сшивке (за счет отсутствия вытянутых хазовых концов), отходы при отделке согласно "Нормативам отходов и весовых потерь по технологическим переходам в производстве трикотажного полотна, бельевых и верхних трикотажных изделий", утвержденным Министерством СССР и введены с 01.04.85 г. ; заломы, пятна (в том числе "наносная грязь" по ОСТ 17-706 и по "Временным отраслевым нормативам условных вырезов в производстве трикотажного полотна" (Минлегпром СССР с 01.04.86) (см. табл. 3, пример 1, аналоги 1, 2, прототип).
По заявляемому способу изготовления кругловязаного трикотажного полотна приводятся примеры, по которым производился эксперимент, из пряжи (нити) натуральных и химических волокон, их различных сочетаний и смесок.
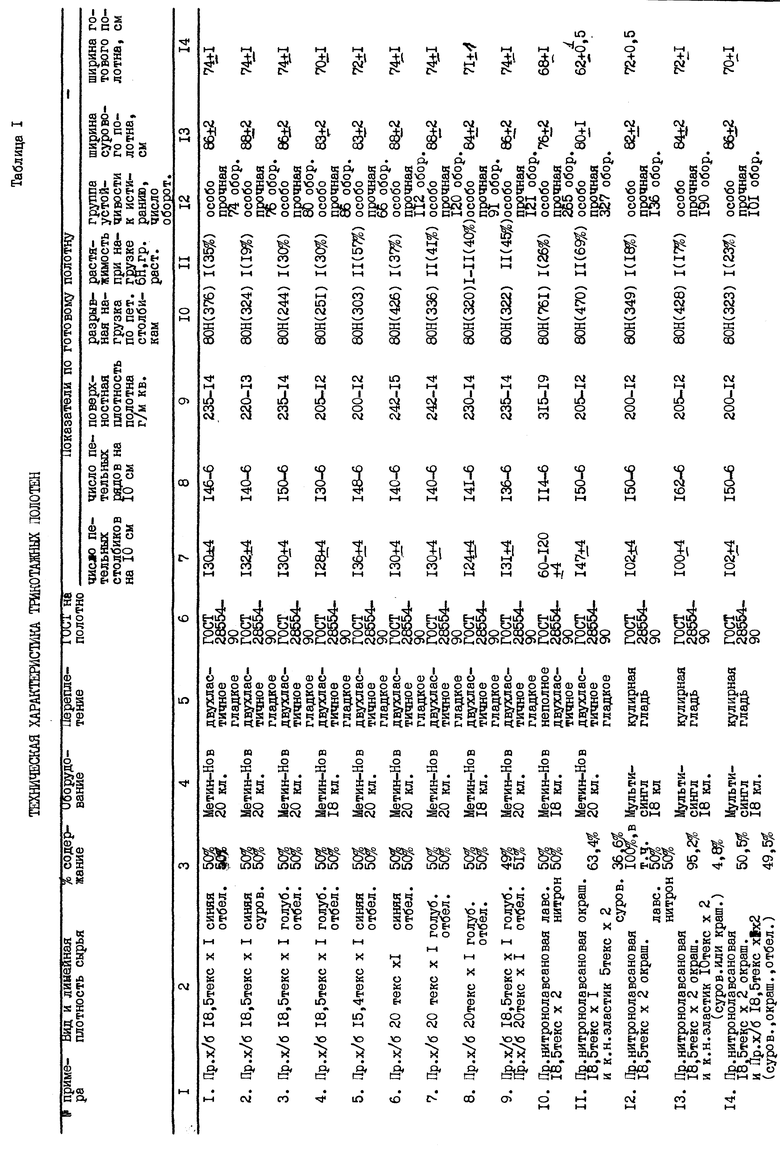
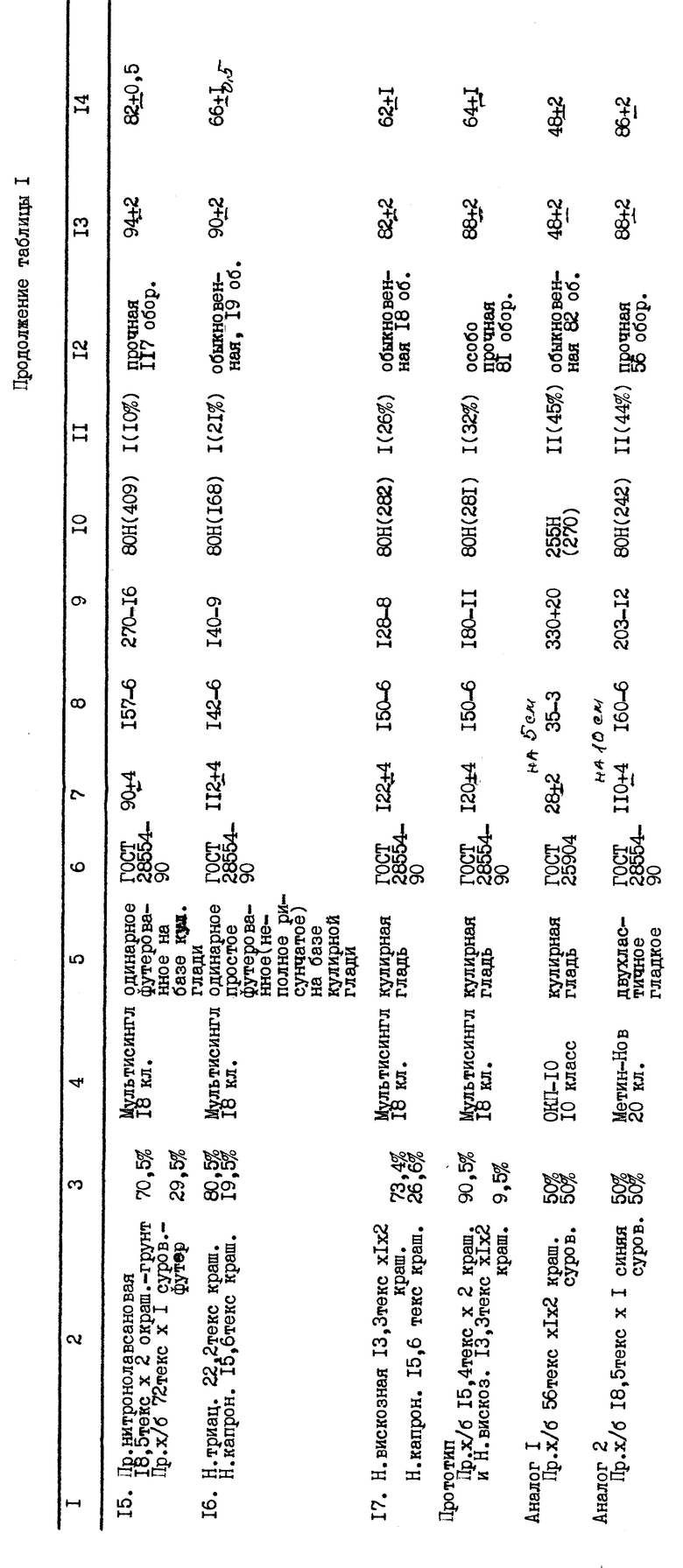
В таблице 1 "Техническая характеристика трикотажных полотен" дана характеристика каждого из приведенных примеров с 1 по 17, прототипа, аналога N 2 в соответствии с ГОСТ 28554-90, аналога N 1 (ГОСТ 25904).
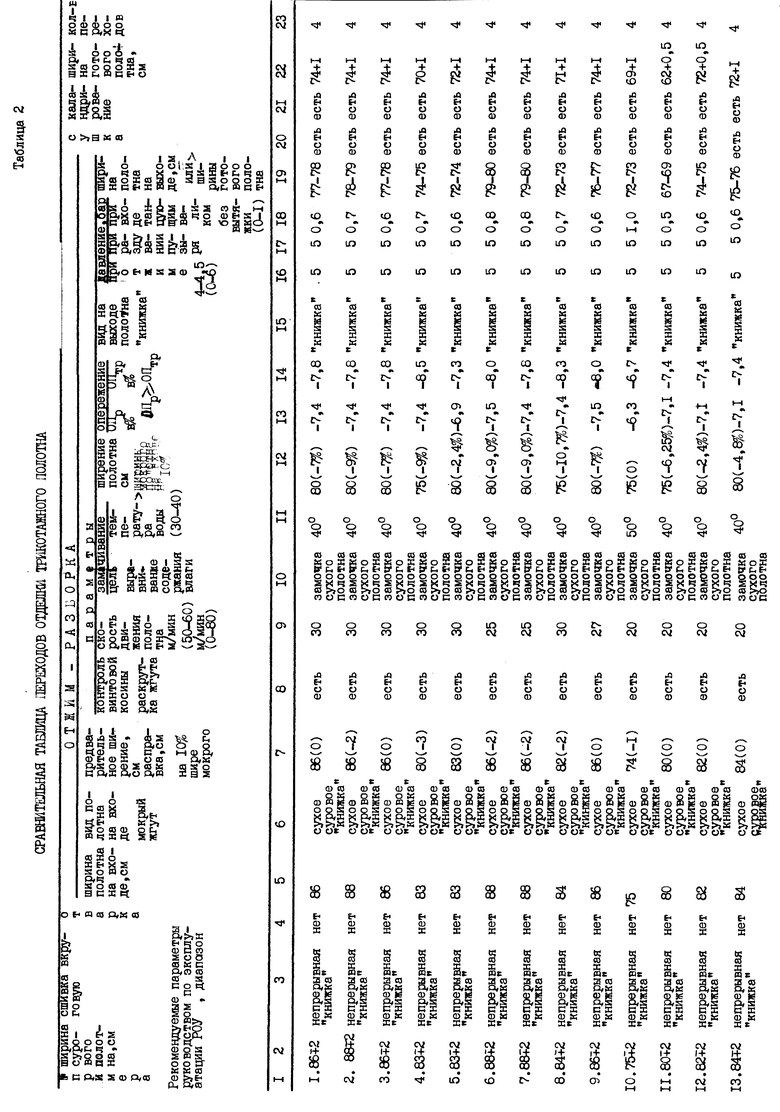
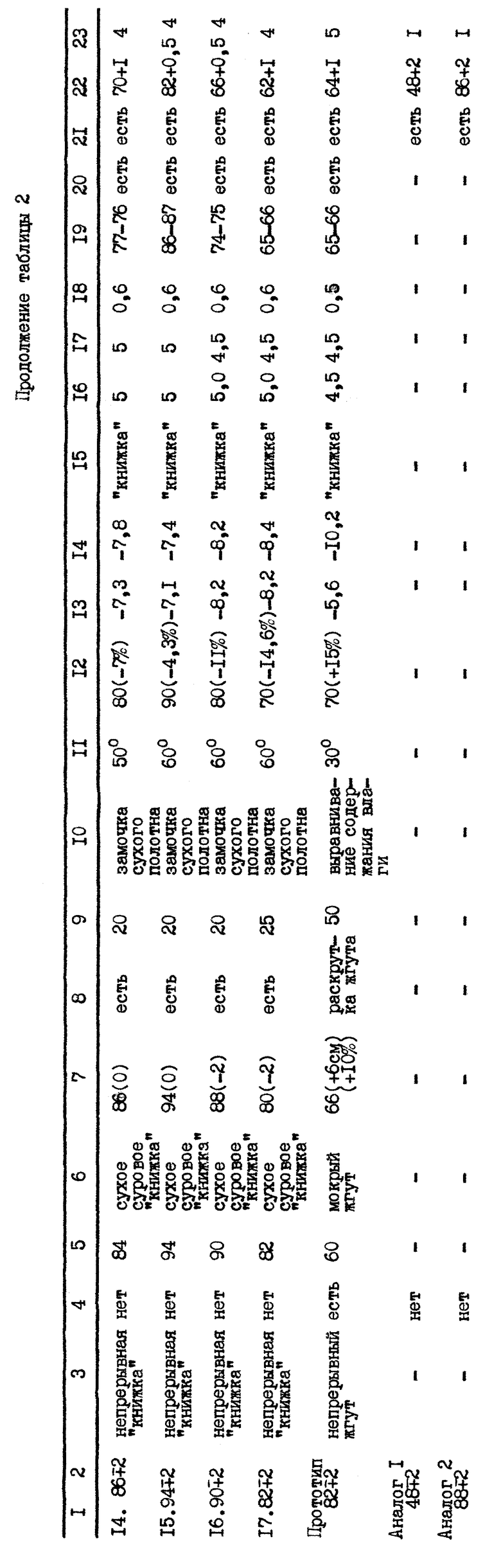
В таблице 2 "Сравнительная таблица переходов отделки трикотажного полотна" приводятся основные переходы при отделке, особенности параметров по заявляемому способу "отжим-разборка" примерами от 1 до 17 в сравнении с рекомендуемыми параметрами "Руководством до эксплуатации разборочно-отжимной установки "Сантастрейч" и в сравнении с параметрами прототипа.
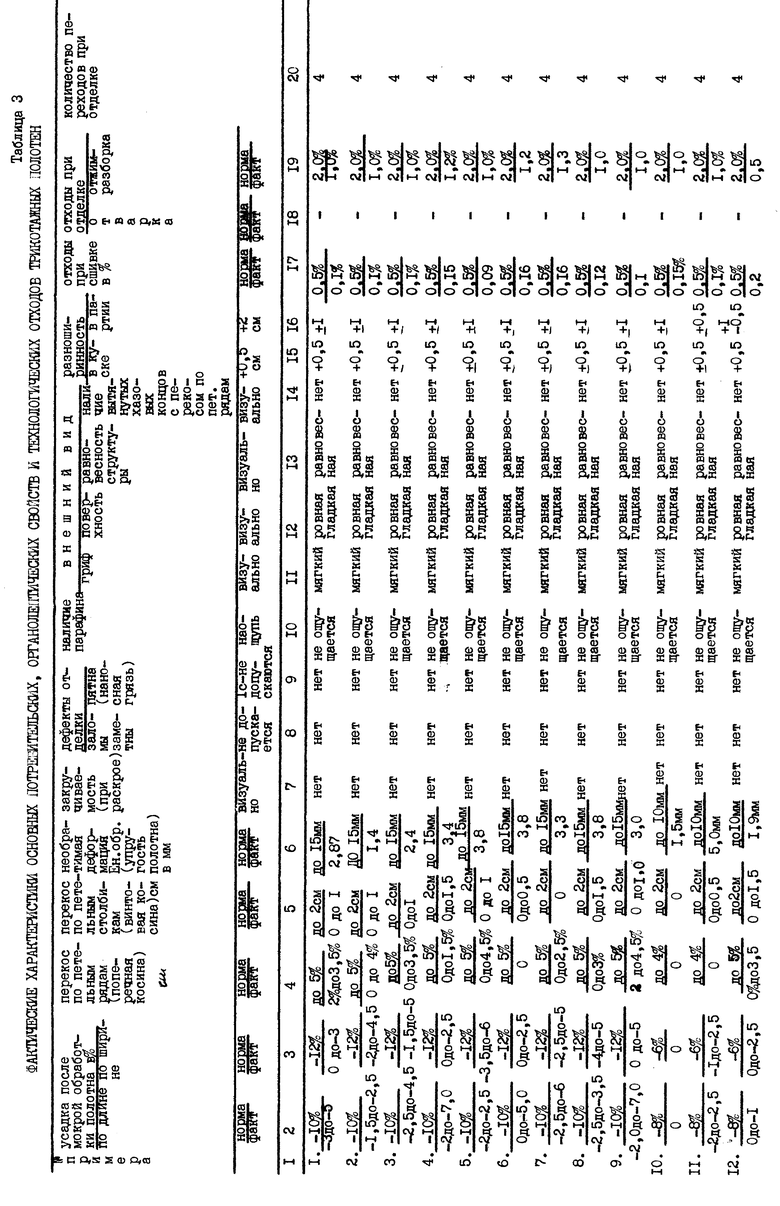
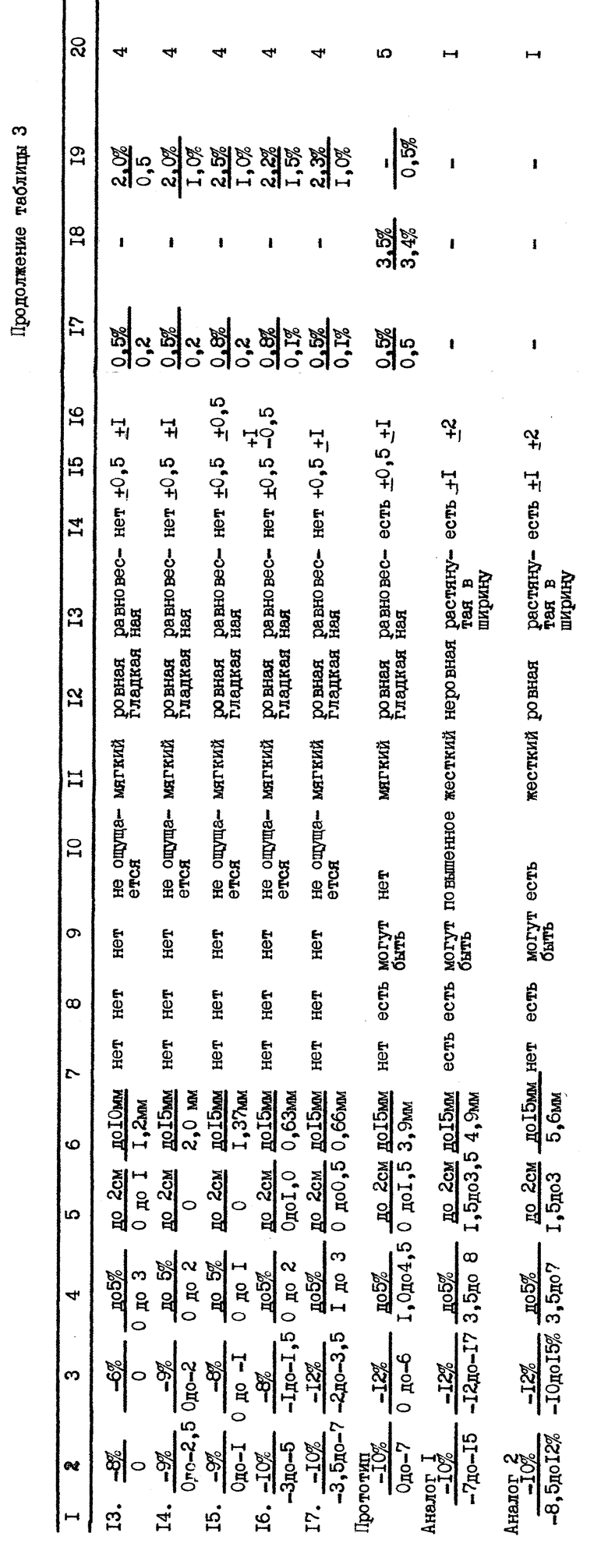
В таблице 3 "Фактические характеристики основных потребительских, органолептических свойств и технологические отходы трикотажных полотен" даны фактические показатели указанных выше свойств и отходов примеров с 1 по 17 в сравнении с фактическими показателями свойств и отходов прототипа и аналогов N 1 и N 2 и нормами, предусмотренными ГОСТами, ОСТами и отраслевыми нормативами отходов.
Пояснение к таблице 1
1. В графах 10, 11, 12 в скобках даны средние фактические данные, полученные в ходе испытаний по каждому примеру, которые и определяют группу растяжимости (графа 11) ГОСТ 28554-90, группу устойчивости к истиранию (графа 12) по ГОСТ 16486, запас прочности разрыва по петельным столбикам по сравнению с нормативом (графа 10) по ГОСТ 28554.
2. В примерах 16 и 17 группа устойчивости к истиранию - обыкновенная из-за того, что полотна имеют более низкую поверхностную плотность (128 и 140 г/м2 соответственно) по сравнению с другими примерами и прототипом и особенность в переплетении.
Пояснение к таблице 2
1. РОУ - разборочно-отжимная установка "Сантастрейч".
2. В графе в скобках указан процент ширения по примерам от 1 до 17 (от 0 до (-14,6%)), т. е. равно ширине сурового полотна при входе или меньше до 14,6%. По прототипу ширение полотна на 15% больше, чем ширина полотна при входе (мокрого).
3. Предварительное ширение (графа 7) по примерам с 1 до 17 равно номинальной ширине при входе или меньше от 1 до 3 см, что указано в скобках. У прототипа в скобках в графе 7 указано, что предварительное ширение на 6 см (10%) больше ширины полотна мокрого при входе.
Пояснение к таблице 3
1. В графах 2, 3, 4, 5, 6, 17, 18, 19 в числителе дроби - нормативные данные, в знаменателе - фактические, причем в графах 2, 3, 4, 5 даны фактические данные в диапазоне от минимальных до максимальных, полученных при испытаниях.
2. Нормы усадки полотна после мокрой обработки в ГОСТе 26289 для полотен бельевого назначения и в ГОСТе 26667 для полотен, используемых для верхних изделий. Метод испытаний по ГОСТ 13711 (графы 2, 3).
3. Нормы перекоса по петельному ряду по ОСТ 17-706 в % указан норматив для полотен с ярковыраженными поперечными полосами, остальные в зависимости от переплетения в см. (графа 4)
Метод определения по ГОСТ 8846.
4. Нормы допуска перекоса бокового шва (перекос по петельным столбикам) по ГОСТ 1136 (норматив: 1с - до 1 см, 11с - св.1 см до 2 см) и по ГОСТ 1115 (графа 5). Метод определения по ГОСТ 8846.
5. Норма остаточной (необративной) деформации по ГОСТ 28882. Метод испытаний по ГОСТ 8847 и ГОСТ 28239 (графа 6).
6. Допуски по дефектам отделки (графы 8, 9) по ОСТ 17-706.
7. Графа 7 - свойство кулирной глади закручиваться, если полотно не прошло мокрой обработки, поэтому у аналога N 1 этот дефект присутствует.
8. Разноширенность определяется путем замера куска в 10 местах, все куски партии и несколько партий по ГОСТ 8846 (графы 15, 16).
9. Нормы отходов при сшивке и отделке в отраслевых "Нормативах отходов и весовых потерь по технологическим переходам в производстве трикотажного полотна, бельевых и верхних трикотажных изделий" Минлегпром СССР от 01.04.85 г. (графы 17, 18, 19, 14).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСТЯЖИМОГО КРУГЛОВЯЗАНОГО ТРИКОТАЖНОГО ПОЛОТНА | 2019 |
|
RU2709989C1 |
| Устройство для обработки трикотажного полотна | 1990 |
|
SU1724759A1 |
| Способ получения основовязаного замшеподобного трикотажа | 1988 |
|
SU1520165A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФЛИСОВЫХ ТРИКОТАЖНЫХ ПОЛОТЕН | 2017 |
|
RU2664237C1 |
| ТРИКОТАЖНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2513680C2 |
| СПОСОБ ВЯЗАНИЯ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2496931C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРИКОТАЖНЫХ ИЗДЕЛИЙ С ЗАДАННЫМИ СТРУКТУРНЫМИ ПАРАМЕТРАМИ ПОЛОТНА | 2012 |
|
RU2514814C2 |
| СПОСОБ КОНТРОЛЯ СТРУКТУРНЫХ ХАРАКТЕРИСТИК ТРИКОТАЖНЫХ ПОЛОТЕН | 2008 |
|
RU2378612C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОЙ МЕМБРАНЫ И СЛОИСТЫЙ МАТЕРИАЛ НА ЕЕ ОСНОВЕ | 1998 |
|
RU2167702C2 |
| КОМПОЗИЦИЯ ДЛЯ СЛАДКОЙ НАСТОЙКИ "ИРКУТСКАЯ С КЛЮКВОЙ" | 2001 |
|
RU2181764C1 |
Способ включает вязание, сшивку полотна вкруговую в сухом суровом виде непрерывной "книжкой", предварительное ширение с сохранением полотна в расправленном виде с одновременным непрерывным контролем перекоса петельных столбиков, замачивание в воде при температуре 40-60oС со скоростью движения полотна 20-30 м/мин, отжим с последующим ширением на величину, равную или меньше ширины полотна при входе до 15% при соблюдении условия ОПр ≥ ОПтр, где ОПр - опережение скорости движения через ширитель (-%) к скорости движения полотна через отжимные валики, ОПтр - опережение скорости движения полотна по транспортеру (-%) к скорости движения полотна через отжимные валики. Изобретение позволяет сократить технологический цикл и уменьшить oтxоды при сохранении качества трикотажного полотна. 3 табл.
Способ изготовления кругловязаного трикотажного полотна из пряжи натуральных и химических волокон, их сочетаний и смесок, включающий вязание, сшивку полотна вкруговую, отжим-разборку, заключающуюся в предварительной расправке и ширении полотна, раскрутке перекоса петельных столбиков с замачиванием в воде, с выравниванием влажности и снятием слипаемости путем подачи сжатого воздуха вовнутрь полотна с последующим отжимом и ширением, с укладкой полотна в "книжку", после чего полотно проходит сушку и каландрирование, отличающийся тем, что сшивку полотна осуществляют только в сухом суровом виде непрерывной "книжкой", после чего его подвергают предварительному ширению, равному или меньше ширины сурового полотна при входе, с сохранением полотна в расправленном виде с одновременным непрерывным контролем перекоса петельных столбиков, при этом замачивание в воде ведут при температуре 40 - 60oC со скоростью движения полотна 20 - 30 м/мин, а ширение после отжима производят на величину, равную или меньше ширины полотна при входе до 15% при соблюдении условия
ОПр ≥ ОПтр,
где ОПр - опережение скорости движения через ширитель (-%) к скорости движения полотна через отжимные валики;
ОПтр - опережение скорости движения полотна по транспортеру (-%) к скорости движения полотна через отжимные валики.
| Типовой технологический режим трикотажного полотна и купонов на кругловязальных машинах для бельевых изделий (вязание и отделка) | |||
| - М.: ЦНИИТЭИ, Легпром, 1989, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Гусева А.А | |||
| Технология и оборудование круглотрикотажного производства | |||
| - М.: Легкая и пищевая промышленность, 1984, с | |||
| Ручной ткацкий станок | 1922 |
|
SU339A1 |
| Задняя бабка токарного станка | 1931 |
|
SU25025A1 |
| EP 0298176 А1, 11.01.89 | |||
| US 4173812 А, 13.11.79 | |||
| US 5442842 А, 22.08.95 | |||
| СТАНОК ДЛЯ ПРОДОЛЬНОГО РАСКРОЯ ДРЕВЕСНОСТРУЖЕЧНЫХ И ПОДОБНЫХ ПЛИТ | 0 |
|
SU190542A1 |
| Устройство для поднятия проводов линий электропередачи | 1983 |
|
SU1201940A1 |
| Устройство для исправления перекосов петельной структуры кругловязаного полотна | 1975 |
|
SU560021A1 |
| Устройство для исправления перекосов петель кругловязального полотна | 1976 |
|
SU608862A1 |
| Устройство для ширения и сушки трубчатого трикотажного полотна | 1984 |
|
SU1161613A1 |
