Изобретение относится к текстильной и трикотажной отраслям легкой промышленности и может быть использовано для обработки пряжи или нитей, применяемых для производства трикотажных полотен, трикотажных изделий, а также для изготовления текстильных материалов.
Известен способ парафинирования нити, сущность которого сводится к тому, что готовая нить или пряжа, выходя из прядильной камеры, проходит по торцевой поверхности цилиндрического бруска парафина или воска (JP 60-17855 A, 07.07.85).
Недостатком данного способа является то, что не обеспечивается равномерное распределение парафина по всей поверхности нити. Замасливающий препарат наносится на одну из сторон нити, а именно, на ту, которая непосредственно соприкасается с поверхностью парафинового бруска, что увеличивает геометрию неровноты структуры нити, происходит сдвиг одиночных торчащих волокон нити в контактной зоне.
Наиболее близким техническим решением является способ обработки швейных ниток в конусообразной вращающейся емкости путем контакта нитки с шариками из термопластичных полимерных замасливающих препаратов, перемещающихся по сложным траекториям в емкости. Шарики в силу своей пластичности способны легко передавать часть своей высокодисперсной массы поверхности обрабатываемой нити (RU 2010054 C1, 30.03.94).
Недостатком прототипа является то, что технологический препарат наносится на поверхность нити в аморфном состоянии при комнатной температуре воздуха, что не обеспечивает прочного сцепления наносимого препарата с поверхностью нити. При дальнейшем использовании нитей в ткацком и трикотажных производствах частицы наносимого вещества легко слетают с ее поверхности в процессе движения нити по технологическим переходам. Шарики, выполненные из термопластичных замасливающих препаратов, включающих парафин, СКТН марки А, препарат 22-Н, воск пчелиный, перемещаясь по сложным траекториям в емкости и контактируя с боковой поверхностью нити, легко теряют свою исходную геометрию, пластифицируются и слипаются, образуя сплошную массу.
Общим недостатком существующих способов обработки пряжи или нитей является то, что технологический препарат наносится на пряжу или нить механическим способом, либо трением нити о торцевую поверхность парафинового бруска, либо о поверхность шариков из термопластичных полимерных замасливающих препаратов. Взаимодействие технологического препарата в аморфном состоянии не позволяет получить высокой адгезии с поверхностью пряжи или нити. Парафиновый брусок и шарики из термопластичных замасливающих препаратов, отдавая часть своей высокодисперсной массы нити или пряже, очень быстро расходуются, а изготовление нового бруска или шариков - это достаточно трудоемкий процесс.
Технической задачей изобретения является снижение обрывности путем повышения адгезии и уменьшения фрикционных характеристик пряжи и нитей.
Сущность изобретения состоит в том, что в способе обработки пряжи или нитей, заключающемся в их сматывании с паковки, нанесении на них технологического препарата, равномерном его распределении по поверхности пряжи или нитей внутри конусообразной емкости, в качестве технологического препарата используют парафин в жидкой фазе, нанесение препарата осуществляют перед поступлением пряжи в конусообразную емкость. Величина наносимого препарата на пряжу составляет 0,2-0,5 г на 104 м пряжи или нити.
Техническая задача достигается за счет равномерного распределения и надежного сцепления высокодисперсных частиц технологического препарата с боковой поверхностью пряжи или нити, выравнивания пряжи или нити, стабилизации ее геометрических параметров, укладки и закрепления одиночных торчащих волокон в направлении крутки пряжи, снижения трения пряжи или нити при прохождении на последующих технологических переходах.
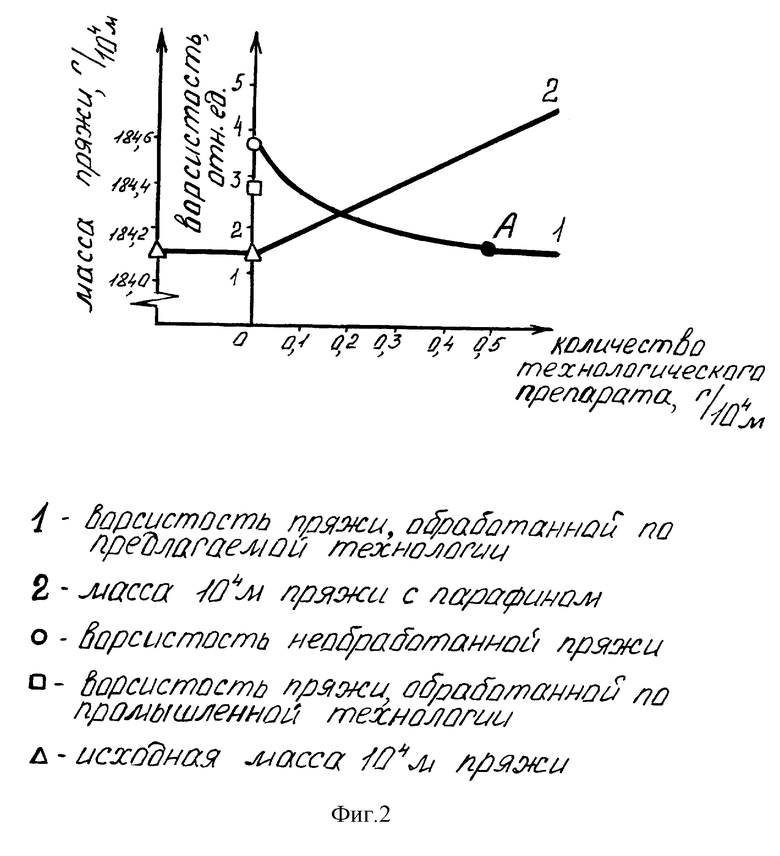
На фиг. 1 представлена принципиальная схема экспериментальной установки для осуществления заявленного способа; на фиг. 2 показан график зависимости ворсистости и массы пряжи от количества наносимого технологического препарата; на фиг. 3, 4 и 5 показаны фотографии образцов пряжи соответственно: исходной, обработанной по промышленному способу, обработанной по разработанной технологии а) увеличение в 100 раз, б) увеличение в 500 раз.
Пример конкретного осуществления способа
В качестве объекта исследований использована хлопчатобумажная трикотажная пряжа из действующего ассортимента АО "Кинешма-Текстиль" линейной плотности 18,41 текс с коэффициентом крутки 49,2. Для испытаний в качестве технологического препарата применялся технический парафин (смесь предельных углеводородов C18-C35) используемый для парафинирования пряжи на АО "Кинешма-Текстиль" и других текстильных предприятиях.
Способ апробирован на экспериментальной установке в лабораторных условиях кафедры "Технологии и химизации швейного производства" Ивановской государственной текстильной академии, полностью моделирующей технологический процесс парафинирования пряжи на прядильной машине.
Принципиальная схема установки представлена на фиг. 1. Пряжа 1 сматывается с бобины 2 через нитенаправитель 3, направляющий валик 4, поступает в отверстие переходной горловины 5, расположенной на боковой поверхности картера 6, заполненного парафином в жидкой фазе. Сверху картер закрыт крышкой 7. Для перевода парафина в жидкую фазу картер установлен на специальной керамической подставке, внутри которой проложен спиральный нагревательный элемент 8. Напряжение 220 B от источника переменного тока через трансформатор 9 поступает к спиральному нагревательному элементу. Вывод вторичной обмотки трансформатора имеет тумблер 10 для переключения напряжения на 9 В или на 12 В. Для быстрого разогрева и перевода технологического препарата в жидкую фазу тумблер устанавливают в режиме P, соответствующем 12 В. Для поддержания постоянной температуры парафина, чтобы избежать его перегрева, тумблер устанавливают в режиме П, соответствующем 9 В.
Парафин, переведенный в жидкую фазу, по каналу 11 переходной горловины поступает к щели 12, где контактирует с движущейся пряжей. Стабилизация физического состояния парафина в переходной горловине обеспечивается термоизолирующей подушкой 13, внутри которой проходит нагревательный элемент. Напряжение на внутренней стенке переходной горловины поддерживается регулятором напряжения РНШ-2 14.
Далее пряжа с нанесенным технологическим препаратом поступает в конусообразную вращающуюся емкость 15, на 3/4 объема заполненную недеформируемыми пластмассовыми шариками. Шарики, перемещаясь по сложным траекториям в емкости, подвергают по периметру пряжу физико-механическому воздействию: равномерно распределяют парафин по образующей поверхности пряжи, укладывают одиночные торчащие ворсинки в направлении крутки пряжи и закрепляют их в таком положении за счет адгезии препарата. Затем пряжа проходит через направляющий валик 4 и наматывается на выходную паковку 16, вращающуюся благодаря трению о поверхность мотального барабанчика 17.
Дозировка парафина на выходе к месту адгезии с пряжей регулируется краном 18 с калиброванным указателем поворота ручки открытия.
Как видно из фиг. 2, на которой представлена зависимость ворсистости и массы пряжи от количества наносимого на нее технологического препарата, с увеличением дозы наносимого технологического препарата на поверхность пряжи ворсистость уменьшается. Интенсивность снижения ворсистости характерна для начального периода, затем процесс замедляется и стабилизируется после точки А (кривая 1). Дальнейшее увеличение количества парафина, наносимого на поверхность пряжи, нецелесообразно, так как это приводит к увеличению массы пряжи (прямая 2), материалоемкости, ухудшению работы нити при движении ее по технологическим узлам трикотажных машин. Поэтому доза нанесения технологического препарата составляет 0,2 - 0,5 г на 104 м.
Результаты исследований пряжи, обработанной разными способами, по технологическим и качественным показателям приведены в таблице.
Из таблицы хорошо видно, что разработанная технология парафинирования пряжи или нитей, практически не оказывает влияния на разрывную нагрузку пряжи или нитей, погрешность ее измерений находится в пределах ошибки опыта. Но в то же время значительно улучшается качество поверхности пряжи, что достигается за счет выравнивания пряжи по длине, ликвидации резко выраженных узелков, снижения ворсистости почти на 20% по сравнению с промышленным способом.
На фиг. 3-5 представлены фотографии образцов пряжи с растрового микроскопа, где наглядно показано, что разработанный способ обработки пряжи укрепляет слабозакрепленные торчащие волокна, укладывая их в направлении крутки пряжи, равномерно распределяя парафин по боковой поверхности пряжи. Пряжа становится более сглаженной, что, в свою очередь, ведет к снижению фрикционных характеристик, то есть повышению прочностных показателей пряжи при движении ее по технологическим переходам трикотажных машин, а также улучшению качества петлеобразования при вывязывании полотна. Об уменьшении трения можно судить и по коэффициенту тангенциального сопротивления, который снизился на 6% по сравнению с промышленным способом обработки.
Примечание:
1. Анализ ворсистости пряжи проводился в соответствии с рекомендациями, изложенными в статье Рындина В. Г. и др. Ворсистость пряжи и методы ее оценки. Журнал "Текстильная промышленность", 1990, N 5, с.69-71.
2. Величина коэффициента тангенциального сопротивления определялась по методике Талепоровской В.В. (Кукин Г.Н. и др. Текстильное материаловедение. Учебник для вузов. 2-е изд. М.: Легпромбытиздат, 1989, с. 352.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРЯЖИ И ШВЕЙНЫХ НИТОК | 1994 |
|
RU2090680C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРЯЖИ И НИТЕЙ | 2001 |
|
RU2188883C1 |
| ВЕРЕТЕНО ДИНАМОМЕТРИЧЕСКОЕ | 2002 |
|
RU2202662C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАЦКИХ НАВОЕВ | 2000 |
|
RU2178023C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРУТЯЩЕГО МОМЕНТА КРУЧЕНОЙ ТЕКСТИЛЬНОЙ НИТИ И ПРЯЖИ | 2002 |
|
RU2225466C1 |
| МЕХАНИЗМ ДЛЯ УПЛОТНЕНИЯ НАМОТКИ НА ТКАЦКОМ НАВОЕ ШЛИХТОВАЛЬНОЙ МАШИНЫ | 2001 |
|
RU2188882C1 |
| СПОСОБ БЕСКОЛЬЦЕВОГО ПРЯДЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090669C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЖЕСТКОСТИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2061214C1 |
| УЗЕЛ ДЛЯ ФОРМИРОВАНИЯ ВОЛОКНИСТОГО МАТЕРИАЛА | 1997 |
|
RU2115776C1 |
| ДАТЧИК ШВА ТКАНИ | 2001 |
|
RU2202018C2 |




Способ может быть использован для обработки пряжи или нитей, применяемых для производства трикотажных полотен, трикотажных изделий и для изготовления текстильных материалов. Для снижения обрывности путем повышения адгезии и уменьшения фрикционных характеристик пряжи и нитей на сматываемые с паковки пряжу или нить перед их поступлением в конусообразную емкость наносят технологический препарат в виде парафина в жидкой фазе. Затем в конусообразной емкости осуществляют равномерное распределение препарата по поверхности пряжи или нити. Величина наносимого препарата на пряжу или нить составляет 0,2-0,5 г на 104 м. 1 з.п.ф-лы, 5 ил., 1 табл.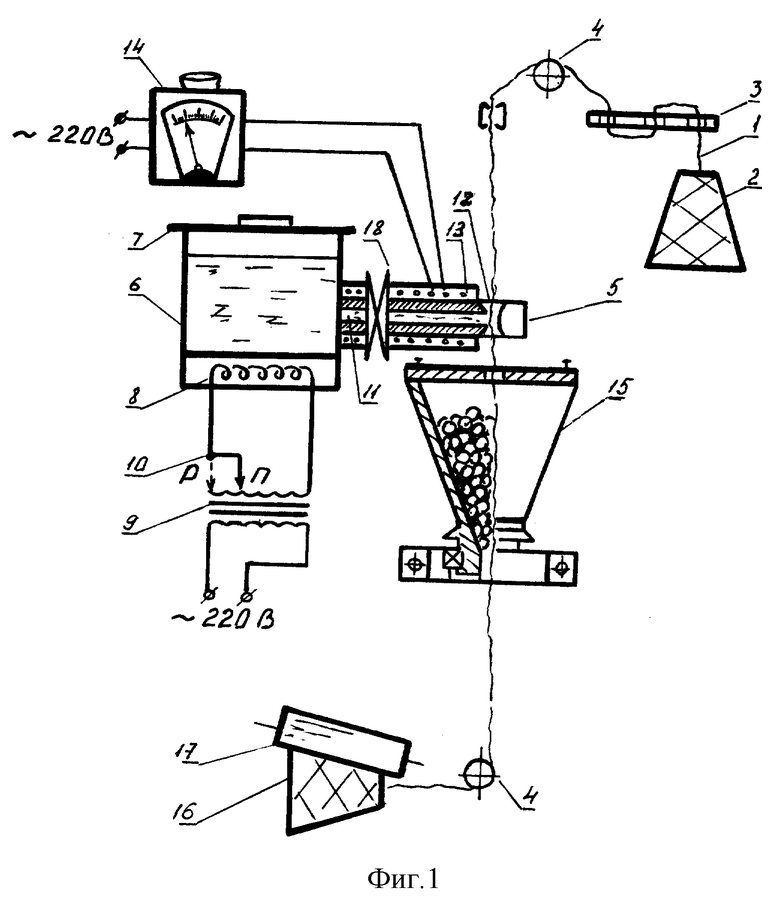
| СПОСОБ ОБРАБОТКИ ШВЕЙНЫХ НИТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2010054C1 |
| Устройство для обработки связующим нитевидного материала | 1988 |
|
SU1601242A1 |
| ЛЮК С КРЫШКОЙ С ПНЕВМОБАЛЛОННЫМ УПЛОТНЕНИЕМ | 2001 |
|
RU2180887C1 |
| DE 4226265 A1, 10.02.94 | |||
| US 4207729 A, 17.06.80 | |||
| Способ печати цветных фотографий | 1948 |
|
SU77661A1 |
