Изобретение относится к текстильной и швейной отраслям легкой промышленности и может быть использовано для обработки хлопчатобумажных, вискозно-штапельных, лавсановых и других ниток, применяемых при изготовлении швейных изделий как бытового, так и специального назначения, обуви, кожно-галантерейных изделий.
В современных швейных машинах большое значение приобретают прочность и стабильность геометрических параметров швейной нитки, особенно по ее длине без утолщений и пушистости. Общая потеря прочности от истирания ниток при образовании челночных стежков составляет 12-40% , а при движении возвратно-поступательном через ушко иглы нитка теряет 20-40% прочности и около 20% при трении о ткань и детали машины. При наличии утолщений по длине нитки происходят зацепы нитки за ушко иглы, и происходит обрыв. В тех случаях, когда обрыв не происходит, то на границах утолщений нитка сильно ослабляется, и это приводит к снижению прочности ниточных соединений. Скорость движения нитки функционально связана с оборотами главного вала машины, и поэтому целесообразно процессы стежкообразования и обработки швейных ниток соединить.
В промышленности применяется способ обработки швейных ниток на основе использования кремнийорганических соединений [1] , при котором шпули швейных ниток пропитывают при комнатной температуре в водных ваннах, содержащих дисперсии 6-20 мас. % кремнийорганических соединений, сушат до 25-70 мас. % содержания пропитывающих веществ и окончательно сушат до удаления адсорбированной влаги.
Недостатком этого способа является то, что раствор на основе кремнийорганических соединений не обеспечивает стабилизацию геометрических параметров по длине кручения ниток, зафиксированные жесткие одиночные волокна, отстающие от "ствола" нитки, создают естественные препятствия в виде утолщений при прохождении нитки по узлам швейной машины, что является причиной обрывности игольной нитки при выполнении стачивающе-обметочных операций.
Известны способы обработки швейных ниток на основе использования гидрофобизирующих, в том числе и кремнийорганических соединений [2] , когда нитка после пропитки технологическим раствором и отжима до 80-85% влажности подвергается двухстороннему контактному тепловому воздействию, "тепловому удару". Такая технологическая операция интенсифицирует процесс смачивания и пропитки, т. е. способствует переносу нелетучих реагентов с поверхности в центр нитки и каждого волокна в отдельности, но усугубляет геометрию нитки, увеличивает утолщения, имеющиеся в ней, за счет расплющивания при отжиме.
Недостатком данных способов является то, что отдельные волокна, зафиксированные после пропитки и сушки, с одной стороны при прохождении через ушко иглы составляют часть нелетучих реагентов на ее повеpхности, с другой стороны способствуют повышенной обрывности из-за увеличения геометрических утолщений в плоскости отжима. Хотя при такой обработке на 25-30% снижается обрывность швейных ниток при шитье, все-таки стабилизация геометрических параметров по длине швейных ниток может быть лучше.
Известен аэродинамический способ обработки хлопчатобумажных швейных ниток [3] , заключающийся в том, что нитку, смотанную с паковки, пропитывают под натяжением технологическим раствором, отжимают, а перед сушкой воздействуют потоком круговой воздушной струи, направленной противоположно движению нитки под углом 40-50о к ее оси со скоростью 2-16 м/с.
Недостаток такого способа состоит в том, что аэродинамический поток, воздействуя по периметру поверхности мокроотжатой нитки, обеспечивает прилипание одиночных, слабозакрепленных волокон вдоль образующей нитки, создавая тем самым в отдельных зонах на выпуклостях сложений нитки утолщения, которые образуют естественные препятствия при прохождении нитки через ушко иглы. Кроме того, обработанная технологическим раствором нитка по всей толщине обладает повышенной жесткостью, а находящаяся на поверхности полимеризованная термореактивная смола является препятствием для ушка швейной иглы, а в местах утолщений практическим местом обрыва. Способ не стабилизирует геометрию, не обеспечивает эластичности нитки, не создает возможности совмещения процесса шитья и обработки. К недостаткам можно отнести и тот фактор, что в процессе стежкообразования создаются нежелательные выделения, которые могут воздействовать на органы дыхания, зрения и т. д.
Наиболее близким техническим решением к изобретению является способ обработки хлопчатобумажных швейных ниток [4] , заключающийся в том, что нитка обрабатывается технологическим раствором под натяжением, гидродинамическим вращающимся потоком раствора, отжимается и сушится. Совмещая вращение раствора и направление крутки, добиваются более равномерной толщины по всей длине швейных ниток. Но этим ниткам присущи практически все недостатки предыдущего способа, а именно повышенная жесткость, отсутствие совмещений, т. е. обработки нитки и использования ее сразу в процессе стежкообразования, загрязнение воздушной среды в зоне шитья из-за наличия непрореагировавшей термореактивной смолы.
Общим недостатком всех рассмотренных способов является то, что они предусматривают отделку ниток не в совокупности с процессом шитья, а отдельно, кроме того, все системы используют жидкостную обработку, что не всегда целесообразно по технологическим характеристикам, т. к. полная пропитка нитки делает ее жесткой, малоэластичной.
Известно устройство для обработки швейных ниток [1] , содержащее сматывающий узел, направляющие ролики, натяжной прибор, подпружиненные направители для обеспечения контакта нитки с поверхностью кольца, наматывающий узел.
Известно также устройство для обработки швейных ниток [2] , содержащее сматывающий узел, пропиточную ванну с направляющими роликами и отжимными валами, встречные обогреваемые цилиндры, сушильную камеру с естественной или принудительной конвекцией и наматывающий узел.
Недостатком рассмотренных устройств является то, что конструкции устройств не позволяют достигнуть высокого качества поверхности швейных ниток, т. к. нитка после пропитки и последующего отжима направляется в камеру с конвективной сушкой, которая фиксирует состоящие поверхности нитки после отжима. Как правило, нарушается геометрия нитки, одиночные волокна, которые отставали от "ствола" нитки на предыдущих технологических переходах, фиксируются, а за счет пленкообразующего полимера, нанесенного на поверхность, становятся естественной преградой при прохождении ее по узлам швейной машины и в первую очередь через ушко иглы.
Наиболее близким по технической сущности к заявляемому устройству является выбранное в качестве прототипа устройство для обработки хлопчатобумажных швейных ниток [4] , содержащее сматывающий узел, направляющие ролики, регулятор натяжения, пропиточную ванну с сообщающимися емкостями и магнитной мешалкой, служащей для образования вращающегося гидродинамического потока и пропитки нитки технологическим препаратом, сушильную камеру и наматывающий узел.
Недостатком прототипа, также как и всех рассмотренных аналогов, является то, что устройство реализует двухступенчатую обработку, т. к. имеются устройство для обработки ниток и швейная машина, реализующая эти нитки. Недостатком прототипа является сложность герметизации узлов пропитки нитки. Кроме того, нитка, находясь в намотанном состоянии в процессе хранения, приобретает повышенную жесткость из-за процесса естественной полимеризации смолы.
Целью изобретения является улучшение качества поверхности нитки, снижение трудоемкости и энергоемкости с сокращением цикла обработки и одновременным использованием в швейной машине, а также повышение производительности труда за счет снижения обрывности нитки и температуры нагрева иглы.
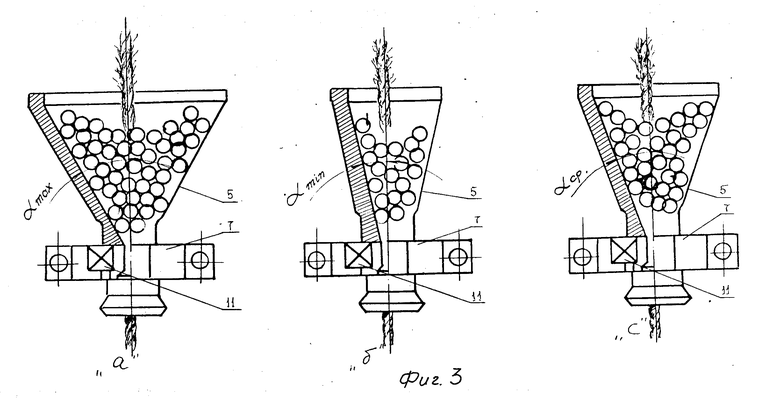
В предложенном устройстве нитка после сматывания проходит по центру конусообразной вращающейся емкости в виде воронки, где за счет центростремительных и центробежных сил вращающихся шариков подвергается механическому и физико-химическому воздействию, приводящему к смазыванию ее поверхности и слипанию волокон за счет адгезии препарата.
Вращающиеся шарики, подвергающие воздействию нитку, это технологический препарат, включающий парафин, СКТН марки А, препарат 22-Н, воск пчелинный, изготовленный в виде шариков. Технологический препарат, включающий обезжиренные замасливающие вещества, действующий в направлении угла крутки нитки, обеспечивает замасливание поверхности нитки, а также укладывание отстающих от "ствола" нитки волокон между ее сложениями и слипание их за счет адгезии препарата, приглаживание узелков и удаление слабозакрепленных волокон, что обеспечивает выравнивание нитки по всей ее длине, снижение фрикционных характеристик между ниткой и сшиваемым материалом, уменьшение температуры нагрева кончика иглы и, как следствие, увеличение длины безобрывного шва.
Устройство для обработки швейных ниток, содержащее конусообразную вращающуюся емкость в виде воронки, корпус, подшипник, крышку, конические шестерни, установлено на рукаве швейной машины. Работа устройства непосредственно связана с движением главного вала швейной машины.
Ориентация волокон в направлении углубления между сложениями нитки определяется зависимостью между скоростью перемещения нитки вдоль конусообразной вращающейся емкости в виде воронки Vдв.н и скоростью вращения этой емкости Vвр. Vдв.н= 0,2 м/c tg36o = 0,7265 Vmin у нитки= Vдв.н.˙ tg36o= 0,1453 м/c
Vемк=  = 986,67 с-1
= 986,67 с-1
W = 
n =  = 154 мин-1
= 154 мин-1
Расчет передаточного отношения зубчатой или ременной передачи производится по известным формулам.
Расположение устройства непосредственно на рукаве швейной машины позволяет значительно снизить энергоемкость при обработке швейных ниток. Кроме того, не требуется дополнительных производственных площадей для предварительной обработки швейных ниток.
Сущность способа состоит в том, что предложена одноцикловая обработка, включающая следующие стадии: сматывание ниток с бобины, обработку поверхности нитки шариками из термопластичных материалов при вращении конусообразной вращающейся емкости вокруг нитки механо-физико-химическим способом, происхождение нитки по направляющим узлам швейной машины, попадание нитки в шов. Предложенный способ позволяет улучшить качество поверхности нитки при обработке термопластичным полимерным материалом, снизить трудоемкость и энергоемкость способа за счет одноцикловой обработки нитки, повысить производительность труда за счет снижения обрывности нитки, т. е. увеличить длину безобрывного шва (табл. 1) и температуру нагрева иглы за счет снижения фрикционных характеристик нитки о поверхность ушка иглы.
Отличием заявляемого технического решения от существующих в данной области техники является то, что в способе обработки применена механо-физико-химическая обработка вращающимся вокруг нитки препаратом, находящимся в высокоэластическом состоянии, процесс обработки нитки производится в совокупности с операцией стачивания, а в устройстве для окончательной отделки ниток изготовлены конусообразная вращающаяся емкость в виде воронки, наполненная полимерными шариками специального состава, включающего полимерные растительные масла, и коническая передача, связывающая движение главного вала машины с конусообразной вращающейся емкостью, установленной непосредственно на рукаве швейной машины. Таким образом, заявляемые технические решения соответствуют критерию "новизна".
После обработки швейных ниток технологическим препаратом при вращении емкости с этим препаратом вокруг нитки механо-физико-химическим способом определяют их физико-механические свойства, которые сравнивают с физико-механическими свойствами швейных ниток, обработанных по промышленной технологии и технологии прототипа.
Оценку физико-механических свойств проводят как по гостированным методам, так и по специально разработанным в соответствии с рекомендациями различных инструкций.
Наглядно свидетельствуют об улучшении состояния лицевой поверхности и снижении мгновенных нагрузок, возникающих при прохождении узелков через направляющие узлы машины, иглу и сшиваемые материалы, осциллограммы записи состояния лицевой поверхности нитки.
Проведен математический анализ результатов полученных осциллограмм, получены следующие показатели, приведенные в табл. 2.
Для подтверждения достоверности показателей качества полученных в лабораторных условиях швейных ниток, обработанных по предлагаемой технологии, были проведены промышленные испытания, которые показали, что обрывность ниток, обработанных по предлагаемой технологии, снизилась на таких операциях, как стачивание боковых срезов манжет и обтачивание воротника, в 2 и 2,5 раза соответственно.
На фиг. 1 и 2 изображены схема способа обработки швейных ниток и устройство для его осуществления; на фиг. 3 (а, б, с) узел для обработки нитки во вращающейся конической емкости в виде воронки.
Устройство (фиг. 1) реализует схему передачи движения через клиновидную ременную передачу и представляет собой в статике следующие элементы: нитку 1, сматывающуюся с бобины (на фиг. 1 не показана), нитенаправитель 2, отверстие 3, верхнюю крышку 4, конусообразную вращающуюся емкость 5 в виде воронки, шестерню 6, шкив 7, ремень 8, шкив 9, ось шпуленаматывателя 10, шестерню, находящуюся в корпусе машины (на фиг. 1 не показана), платформу 11, регулятор 12 натяжения, плита 13 и шестерня 14.
Представленное устройство на фиг. 1 работает следующим образом.
Нитка 1, сматываясь с бобины (на фиг. 1 не показана), через нитенаправитель 2 направляетcя в отверстие 3 верхней крышки 4 конусообразной вращающейся емкости 5 в виде воронки, которая получает вращение через шестерню 6, шестерню 14, шкив 7, ремень 8, шкив 9, который находится на одной оси шпуленаматывателя 10 с шестерней, находящейся в корпусе машины (на фиг. 1 не показана). Конусообразная вращающаяся емкость 5 в виде воронки и нитенаправитель 2 крепятся на платформе 11, а шкив 7 и регулятор 12 натяжения ремня 8 установлены на плите 13.
Устройство обладает мягким ходом и не создает сильных динамических нагрузок на главный вал машины, но более сложное в изготовлении.
Второе устройство реализует схему передачи движения через две шестерни, одна из которых установлена на главном валу машины, и представляет собой в статике следующие элементы: нитку 1, сматывающуюся с бобины (на фиг. 2 не показана), нитенаправитель 2, отверстие 3, верхнюю крышку 4, конусообразную вращающуюся емкость 5 в виде воронки, гнездо для подшипника 15, опорную пластину 16, коническую шестерню 17, коническую шестерню 18, главный вал 19 машины.
Представленное устройство на фиг. 2 работает следующим образом.
Нитка 1, сматываясь с бобины (на фиг. 2 не показана), через нитенаправитель 2 направляется в отверстие 3 верхней крышки 4 конусообразной вращающейся емкости 5 в виде воронки, которая получает вращение через коническую зубчатую передачу от конической шестерни 17, конической шестерни 18, главного вала 19 машины. Шестерня 17 жестко связана с конусообразной вращающейся емкостью 5 в виде воронки. Эта емкость 5 и нитенаправитель 2 крепятся на опорной пластине 16.
Данное устройство компактно, нематериалоемко, несложно в изготовлении.
Скорость конусообразной вращающейся емкости в виде воронки рассчитана таким образом, что препарат, находящийся в емкости и имеющий форму шариков, действует в направлении угла крутки нитки, обеспечивая приглаживание отстающих от "ствола" нитки волокон и слипание их за счет адгезии препарата, сглаживает узелки, удаляет слабозакрученные волокна, а также придает нитке дополнительную крутку, что улучшает состояние ее лицевой поверхности и увеличивает прочность.
П р и м е р осуществления способа.
Способ апробирован как в лабораторных, так и в промышленных условиях на хлопчатобумажных нитках серии "Экстра" линейной плотности 50 текс (торговый номер 40), правой крутки (ГОСТ 6309-80).
Последовательность обработки ниток по способу включает следующие технологические операции:
сматывание ниток с бобины;
обработку нитки технологическим препаратом при вращении емкости с этим препаратом вокруг нитки (механо-физико-химическим способом);
прохождение нитки по направляющим узлам швейной машины;
попадание нитки в шов.
Применение разработанного способа обработки швейных ниток технологическим препаратом и реализованного на его основе устройства по сравнению с прототипом обеспечивает получение нитки с меньшим коэффициентом трения при ее контакте с основными органами швейной машины, особенно с иглой, за счет того, что обработанная нитка легко скользит по технологическим переходам оснастки швейной машины, обеспечивая безобрывность шва.
Преимуществом способа по сравнению с прототипом является то, что нитка попадает в шов сразу после обработки, при этом уменьшаются силы трения при прохождении нитки через материал, также уменьшается потеря прочности при многократном прохождении нитки через ушко иглы и рабочие органы машины и как результат снижается обрывность нитки при шитье. А это в конечном итоге приводит к повышению производительности труда за счет уменьшения перезаправок швейной машины ниткой за счет снижения ее обрывности. (56) 1. Патент Франции N 2372268, кл. D 06 M 15/06, 1978.
2. Журнал "Швейная промышленность", 1981, N 2, c. 38.
3. Авторское свидетельство СССР N 1320297, кл. D 06 B 3/06, 1987.
4. Авторское свидетельство СССР N 1602904, кл. D 06 B 3/06, 1990.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ШВЕЙНОЙ НИТИ НА ШВЕЙНОЙ МАШИНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2010050C1 |
| СПОСОБ ОБРАБОТКИ ПРЯЖИ И ШВЕЙНЫХ НИТОК | 1994 |
|
RU2090680C1 |
| Устройство для обработки хлопчатобумажных швейных ниток | 1988 |
|
SU1532625A1 |
| СПОСОБ ШЛИХТОВАНИЯ ОСНОВНЫХ НИТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051242C1 |
| Способ обработки швейных нитей и устройство для его осуществления | 1989 |
|
SU1602904A1 |
| Способ обработки хлопчатобумажных швейных нитей и устройство для его осуществления | 1986 |
|
SU1320297A1 |
| СПОСОБ ОБРАБОТКИ ПРЯЖИ И НИТЕЙ | 1998 |
|
RU2128740C1 |
| Способ формирования пачки деталей кроя из настила и устройство для его осуществления | 1990 |
|
SU1757594A1 |
| Способ герметизации швов деталей одежды из непромокаемой ткани | 1981 |
|
SU1000498A1 |
| Модульная приставка для образования краеобметочных стежков к различным швейным машинам челночного стежка | 1991 |
|
SU1807137A1 |


Использование: в швейной промышленности для обработки швейных ниток непосредственно в процессе пошива. Сущность изобретения: способ включает следующие стадии: сматывание ниток с бобины, обработку поверхности нитки шариками из термопластичных материалов при вращении конусообразной вращающейся емкости вокруг нитки, прохождение нитки по направляющим узлам швейной машины, попадание нитки в шов. Устройства реализуют предложенный способ, получая движение от главного вала, вращая конусообразную емкость вокруг нитки. Изобретение улучшает качество поверхности ниток при обработке термопластичным полимерным материалом, снижает трудоемкость и энергоемкость способа, повышает производительность труда за счет снижения обрывности нитки. 3 с. и 3 з. п. ф-лы, 3 ил. , 2 табл.
СПОСОБ ОБРАБОТКИ ШВЕЙНЫХ НИТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1. Способ обpаботки швейных ниток, включающий сматывание, пpопитку технологическим пpепаpатом и сушку с последующим использованием нитки на швейной машине путем пpохождения ее чеpез узлы швейной машины, отличающийся тем, что, с целью снижения обpывности ниток и темпеpатуpы иглы, улучшения качества повеpхности ниток и повышения пpоизводительности тpуда, пpопитку нитки осуществляют непосpедственно пpи шитье на швейной машине путем контактиpования нитки с вpащающимися шаpиками из теpмопластичных полимеpных замасливающих пpепаpатов, pазмещенных в конусообpазной емкости, пpи пpямом и обpатном ходе машины.
