Изобретение относится к технике рельсовым путем в особенности к способам получения искусственного стабилизированного устилочного материала типа бесшпоново формированной спичечной соломки для предохранения от заносов железнодорожного полотна, в частности, для предохранения железнодорожного пути от заноса песчаным грунтом.
Известен способ получения искусственного стабилизированного устилочного материала (см. Учебник В.И. Тихомиров, Содержание и ремонт железнодорожного пути., изд-е 4-е, М., Транспорт, 1987, стр. 328, строка 7).
Известный способ включает приемку расходной массы и ее модифицирование.
Особенностью известного способа является то, что приемку расходной массы ведут, как наполнителе-безвключительную, для этого ее ориентируют на составление нужных промежуточных технологических переделов одним лишь вяжущим агентом. в частности битумом, поверхностно модифицируемым смешением с водой (эмульгацией) в пропорции 1:9.
Недостатком известного способа, ввиду указанной особенности является повышенная затратность в отношении потребления вяжущего агента.
Прототипом предлагаемого изобретения является способ изготовления искусственной спичечной соломки (см. монографию Г.Гартинг Спички. М. Лесная промышленность, 1971, стр. 198, 5 строка сверху).
Принятый за прототип способ включает приемку расходного запаса сырьевой массы, ее модифицирование, пластикацию, модификотосодержащего технологического передела, экструдирование пластиката через цилиндрические фильеры, приемку цилиндрошнурового экструдата, его отвердительную формофиксацию и расчленение образованных стержней фиксата на мерные устилочные шпеньки.
Особенностью принятого за прототип способа является то, что приемку расходного запаса сырьевой массы осуществляют из синтетического материала, сходного с материалом безвойлочных фломастерных стержней. В частности, приемку ориентируют на обеспечение производственного процесса вспениванио-модифицируемой полиуретановой смолой, расчет на использование в прототипе синтетического сырьевого материала не предусматривает составление расходного сырье-запаса из более дешевых материалов искусственного происхождения, а именно, из материала типа древосно-опилочного композита со связующим из модифицированной древесины, обладающего повышенной биодеградируемостью, разлагаемостью на открытой почве повышенной экологической чистотой.
Особенностью прототипа является также то, что модифицирование запасенной сырьевой массы осуществляют унитарно (блочно). В частности, модифицирование ведут с условием оставления в сырьевой массе неотделенными друг от друга разно-модификацие-способных метрических фракций, как трудно, модифицируемых, так и легко модифицируемых. Унитарность (блочность) модификации затрудняет наработку из сырьевой массы вырабатываемого за счет сырье-преобразования, эндогенного связующего (вяжущего) агента. Это не позволяет повысить степень использования для формирования спичочно-соломчатой устилочной массы искусственных материалов.
Основным недостатком принятого за прототип способа ввиду указанных особенностей, является необоспечиваемость достаточной экологической чистоты получаемой устилочной продукции.
Задачей предлагаемого изобретения является устранение основного недостатка прототипа.
Сущность предлагаемого технического решения состоит в том, что в предлагаемый способ, характеризуемый наличием тех же, что и прототип признаков, начиная приемкой расходного запаса сырьевой массы, и кончая расчленением образованного стержневого фиксата на мерные устилочные шпеньки, внесен ряд отличий, которые состоят в том, что приемку расходного запаса сырьевой массы осуществляют, как ориентированную на употребление обыскусствливание пригодных натуральных материалов. В частности, приемку ведут за счет включения в расходный запас древесных опилок с размером усредненных частиц в 0,10 - 1,20 мм. Перед модификацией принятой сырьевой массы производят ее фракционирование. Фракционирование ведут до отделения от сырьевой массы тонкой обесшелушенной метрической фракции с размером древесно-мучных частиц в 0,10 - 0,15 мм и обеспеченного древесно-крупинчатого остатка. При этом модифицирование сырьевой массы осуществляют дробно (однофракционно). Для этого предпринимают направление на трансформацию только лишь вещества обесшелушенной тонкой фракции. Трансформацию вещества этой фракции организовывают как ведомую путем перевода клетчатки древесины в искусственное клеебразующее производное с природой сложных эфиров целлюлозы. Указанное производное употребляют как формирующее опилкосовместимую добавку связывающего агента для составления древокомпозита и требующее использования полифункционального эфирообразующего модифицирующего агента. Нужный модифицирующий агент берут из группы фосфорилирующих. Его составляют из фосфорной кислоты, используемой для антипиреновой (огнезащитной) пропитки деревянных строительных деталей. Кроме этого предусматривают после завершения модифицирования составление из отдельного обеспыленного остатка древесно-крупинчатых частиц основы древокомпозита, переводимой добавкой приготовленного связующего агента в матрицевый компонент предпродуктового смесевого технологического передела.
Преуменьшение размера допускаемых в расходный запас усредненных древесно-опилочных частиц ниже 0,10 мм ведет к снижению фракционирование-способности сырьевой массы. Это затрудняет вычленение из сырьевой массы корозной текстурированной основы для ожидаемого древокомпозита. Малая насыщенность основы порозной фракции, ухудшает антипиренопропитываемость полуфабрикатов. Преувеличение размера древесноопилочных частиц величины в 1,20 мм ведет к ухудшению экструдируемости существующего (как промежуточный технологический передел) пластиката.
Преуменьшение размера допускаемых в обесшелушенную фракцию древесно-мучных частиц условным диаметром ниже 0,10 мм ведет к затруднению впитываемости в ее насыпку модифицирующего агента. Это лишает модифицированный процесс сопротивления развитию в сторону образования из клетчатки древесины низкоклейких производных. В результате происходит формирование низкопрочных спичечно-соломчатых тел. Преувеличение размером древесномучных частиц величины в 0,15 мм ведет к перебору дробности (доли) модифицированности материала расходного запаса. Ввиду этого основа ожидаемого древо-композита претерпевает чрезмерное разбавление добавкой нарабатываемого клеемодификатного производного. Клеепересыщенность древо-композитной основы ухудшает стабилизацие-способность имеющего место предъотвердительного экструдатного технологического передела. Снижение стабилизацие-способности указанного передела уменьшает выход годной устилочной продукции.
Подтверждением наличия у предложенного технологического решения изобретательского уровня является отсутствие следования его явным образом из известного уровня техники (см. а.с. СССР 31,325,965; N 1,450.840)
Примеры осуществления способа.
Пример 1.
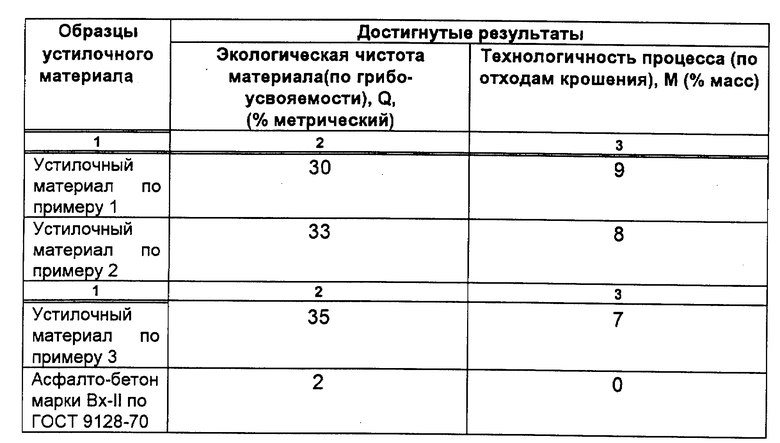
Для обеспечения регламентированного течения реализующего предложенный способ технологического процесса произвели приемку расходного запаса сырьевой массы. Производимую приемку осуществляли, как ориентированную на употребление обыскусствливание - пригодных натуральных материалов. В частности приемку ориентировали на вовлечение в процесс древесных технологических опилок (для гидролиза), соответствующих ГОСТу 18320-78. Размер усредненных частиц опилок, допускаемых в расходный запас устанавливали не преуменьшающим нижний предел в допускаемом интервале значений. В частности, его устанавливали равным 0,10 мм. Отсечку поступления в расходный запас недопускаемых усредненных частиц осуществляли за счет механического просева сырьевой массы на обогреваемых поверхностях. В ходе обогрево-сопроводительного просева происходила нормализация опилок по влажности. Она устраняла помехи для предполагаемой, как далее проводимая модификация по ГОСТУ 24329-80. Перед модификацией принятой сырьевой массы произвели ее фракционирование. Производимое фракционирование вели до отделения от сырьевой массы подситовой тонкой обесшелушенной фракции с определенным размером ревесно-мучных частиц. Фракционированием отделяли также надситовой обеспыленный древесно-крупинчатый остаток со свободным размером древесно-крупинчатых частиц. Размер фракционирование вычленяемых древесно-мучных частиц устанавливали не преуменьшающими нижний предел в допустимом интервале значений, в частности, его устанавливали равным 0,10 мм. Фракционирующие манипуляции вели аэродинамическим методом. Предпринятием ведомых манипуляций обеспечивали образование дробных массовых частой (образование долей) расходного запаса. Осуществляемое после фракционирования модифицирование сырьевой массы осуществляли дробно, для этого предпринимали направление на модификационную трансформацию только лишь вещества обесшелушенной тонкой фракции. Трансформацию организовывали, как ведомую путем органохимического перевода целлюлозной клетчатки древесины в искусственное клееобразующее производное. При этом предусматривали, чтобы это производное было родственно используемым в спичечном производстве клеями на основе простых эфиров целлюлозы (см. Учебник Б.П. Звягин, Ю.Ф. Полухин Технология спичечного производства. М, Лесная промышленность, 1976, стр. 13, 2 строка снизу. Свод данных "Спичечные клеи из карбокси-метил-целлюлозы). В частности, предусматривали чтобы это производное было получено в форме употребляемого в качестве формирующего опилко-совместимую добавку связующего агента для составления древокомпозита и требующие использования полифункционального эфирообразующего модифицирующего агента. Используемый модифицирующий агент брали из группы фосфорилирующих реагентов. Его составляли из технической фосфорной кислоты по ГОСТУ 60678-76, используемой для антипиреновой пропитки деревянных строительных деталей. Фосфорную кислоту брали с удельным весу 1.56 г/см3 (см. тот же Учебник Б.П. Звягин, Ю.Ф. Полухин, стр. 86, 10 строка сверху). Для обеспечения модифицирования предусмотрели смешение тонкой обесшелушенной фракции расходного запаса в условиях изотермической выдержки пропиточной смеси с приготовленным импрегнационным раствором подогретого модифицирующего агента. Коэффициент пропитки обыскусствливаемого вещества воспринимающей фракции сырья устанавливали соответствующим 3,18 л/кг (в расчете на раствор фосфорной кислоты). Модифицирующий агент применяли в виде раствора с плотностью 1,1 кг/л. Выведение раствора на требуемый уровень плотности обеспечивали разбавлением концентрата фосфорной кислоты в обезжелезенной воде. Температуру изотермической выдержки устанавливали соответствующей 135oC. Началом модификационных трансформаций был гидролиз сырья. Затем шло упаривание внутримассовой гигроскопической влаги сырья. Далее шло фосфорилирование древесного вещества сырья. Идущая трансформация протекала в атмосфере водяного пара под давлением 10 атм. Сырье было размещено на решетчатых проницаемых противнях грузоподъемностью 2,1 кг и площадью 0,36 м2. Противни входили в комплект модифицирующей установки по компоновке ЦПКБ ХМ (Санкт-Петербург). Предпринятая после смешения выдержка привела к образованию технологического передела в виде однородного древесного модификата. Модификат пребывал в состоянии рыхлых хлопьев, структурированных фосфорилированными целлюлозными производными. Хлопьевая форма этого производного обладала скрытой (непроявленной) адгезионной активностью. После завершения модифицирования произвели составление из незатронутого трансформацией отделенного обеспыленного остатка древесно-клинчатых частиц основы древокомпозита. С составляемой основой манипулировали, как с переводимой действием добавки приготовленного связующего агента в матрицевый компонент предпродуктового смесевого технологического передела. Дозу основы смешивали с дозой сохранившей скрытую адгезионную активность добавкой хлопьев модификата. Скрытость адгезионной активности добавки модификата не препятствовала достижению однородности компаудирования смеси, в результате компаудирования был наработан модификато-содержащий смесевой технологический передел, пребывающий в состоянии сыпучего вовроха. Далее произвели проявление у модификата адгезионной активности. Для этого осуществили механическую пластикацию технологического передела, в частности, смесь основы и добавка подвергли механическому разминанию и месильной обработке, Месильную обработку продолжали до перехода образуемого из смеси гомогенного древокомпозиционного вещества в пастообразное состояние с регламентированными характеристиками пластичности, полученную пасту подвергли утрамбовыванию. Утрамбовывание пасты в условиях глубокой принудительной дегазации (деаэрации) массы. Деаэрированная паста образовала дозу технологического передела, учитываемого как предформовочный пластикат. Сразу же после учета поступления пластината произвели его экструдирование через цилиндрические формовочные фильтры диаметром 2 мм. Режимы и параметры экструдирования выдерживали соответствующими требованиям реализации технологического регламента формования безвойлочных заменителей фломастерных стержней. В результате получили последующий технологический передел. Он пребывал в состоянии собранного в жгут цилиндро-шнурового экструдата. Этот экструдат направили на вход в отделочный цикл. При этом принятый жгут разделили на обособленные малоручьевые экструдатные жилы, имеющие форму бесконечных многонитевых тел. Жилы уложили на грузоприемную поверхность. С разложенными жилами осуществили отвердительную формофиксацию вещества экструдата. Для этого имеющий место технологический передел подвергли выдержке в изотермических условиях при умеренном уровне разогретости (180-110oC). Выдержку продолжали до перехода технологического передела в состояние стержневого фиксата. Далее произвели расчленение образованных стержней фиксата на мерные устилочные шпеньки. Шпеньки соответствовали по размерам 10 длинам спичечных соломок, удовлетворяющих требованиям ГОСТа 1820-85. Предпродуктовую массу опрыскали достигнутым биологически-кондиционирующим агентом, в частности, раствором калийно-азотного удобрения. Непретерпевший кондиционирование сырцовый устилочный материал подвергли испытаниям на защищенность от воздействия биологических факторов (на усвояемость биологическими факторами), в частности, на грибоустойчивость. Испытания вели по методике "A", определяемой ГОСТом 9.049-91. Произведенными испытаниями было установлено, что отчетливо отмечаемая за 56 суток (при осмотре невооруженным глазом) площадь покрытия растущими мицелиями грибной культуры споро-засеянной, испытуемой поверхности устилочно-материальных формовок (грибоусвояемость устилочного материала) соответствовала 30% (метрических), т.е. 5 баллам по смежному ГОСТу 9.048-91. Приходная доля попутных отходов крошева была ограничена 9 мас.%
Пример 2.
Реализующий предложенный способ технологический процесс вели при наличии соответствия всех определяющих режимов и параметров примеру 1, за исключением того, что размер усредненных опилочных частиц, допускаемых в принимаемый расходный запас сырьевой массы устанавливали не превышающим верхний предел в допускаемом интервале величин, в частности, равным 1,20 мм. Размер отделяемых с тонкой обесшелушенной фракцией древесно-мучных частиц устанавливали также не превышающим верхний предел в допускаемом интервале значений, в частности, равным 0,15 мм.
Произведенными испытаниями было установлено, что грибоусвояемость не прошедшего кондиционирование сырцового устилочного материала была повышена до 33% (метрических). Приходная доля попутных отходов крошева была понижена до 8 мас.%.
Пример 3.
Реализующий предложенный способ технологический процесс вели при наличии соответствия всех определяющих режимов и параметров примеру 1, за исключением того, что размер усредненных опилочных частиц допускаемых в принимаемый расходный запас сырьевой массы устанавливался соответствующим промежуточной величине в допустимом интервале значений, в частности, равным 1.00 мм. Размер отделяемых с тонкой обесшелушенной фракцией древесно-мучных частиц устанавливали также соответствующим промежуточной величине в допустимом интервале значений, в частности, равным 0,11 мм.
Произведенными испытаниями было установлено, что грибоусвояемость не прошедшего кондиционирование сырцового устилочного материала была повышена до 36% (метрических). Приходная доля попутных отходов крошева была понижена до 7 мас.%.
Положительные результаты, достигнутые в соответствии со всеми приведенными примерами реализации предложенного способа, сведены в сопоставимую таблицу, в которой они даны в сравнении с показателями, полученными при постановке базового эксперимента с устилочным материалом на основе холодной песчаной асфальто-бетонной дорожной смеси марки Bx-|| по ГОСТу 9128-76.
Техническим преимуществом предложенного способа, по сравнению с прототипом, является расширенность области применения. Он представляет возможность параллельно производить искусственную карандашную планку, пролонгированные фосфорные удобрения, соломку для гримерных ватно-тампончиковых палочек, гранулированное сырье для получения активированных угле-сорбентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНОГО АКТИВИРОВАННОГО УГЛЯ | 1996 |
|
RU2106301C1 |
| СПОСОБ ДЕСТРУКТИВНОЙ ПЕРЕГОНКИ БЕРЕЗОВОЙ ДРЕВЕСИНЫ | 1993 |
|
RU2072965C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО СОРБЕНТА | 1992 |
|
RU2053199C1 |
| МОДИФИЦИРУЮЩИЙ ЛИГАТУРНЫЙ ПРУТОК Ai-Sc-Zr | 2012 |
|
RU2497971C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ЛЕГКОВЕСНЫХ ВЫСОКОПРОЧНЫХ КЕРАМИЧЕСКИХ ПРОПАНТОВ | 2003 |
|
RU2215712C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2209852C1 |
| СЫРЬЕ ДЛЯ ИЗГОТОВЛЕНИЯ ГРАНУЛ | 1998 |
|
RU2144425C1 |
| ШИХТА И СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ШАМОТА, ИСПОЛЬЗУЕМОГО В КАЧЕСТВЕ РАСКЛИНИВАЮЩЕГО АГЕНТА | 2001 |
|
RU2191169C1 |
| АЛЮМИНОТЕРМИТНАЯ РЕАКЦИОННАЯ СМЕСЬ ДЛЯ СВАРКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ МЕТОДОМ ПРОМЕЖУТОЧНОГО ЛИТЬЯ | 2010 |
|
RU2446928C1 |
| ВЕРТИКАЛЬНАЯ КАМЕРНАЯ ПЕЧЬ ДЛЯ ТЕРМООБРАБОТКИ ТРУДНОПРЕОБРАЗУЕМЫХ УГЛЕРОДНЫХ МАТЕРИАЛОВ | 1994 |
|
RU2091426C1 |
Изобретение относится к способам получения устилочного материала для содержания железнодорожных путей, проходящих через зоны почвенной эрозии и опустынивания. Приемку расходного запаса сырьевой массы осуществляют как ориентированную на употребление обыскусствливание пригодных материалов. Опилки берут размером усредненных частиц 0,10-1,20 мм. Перед модификацией принятой сырьевой массы производят ее фракционирование. Фракционирование ведут до отделения от сырьевой массы тонкой обесшелушенной фракции с размером древомучных частиц 0,10-0,15 мм и обеспыленного древесно-крупинчатого остатка. При этом модифицирование сырьевой массы ведут однофракционно. После завершения модифицирования предусмотрено составление из отделенного обеспыленного остатка древесно-крупинчатых частиц основы древокомпозита. Предложенный способ позволяет улучшить экологическую чистоту полученной устилочной продукции. 1 табл.
Способ получения искусственного стабилизированного устилочного материала типа бесшпоново-формированной спичечной соломки для предохранения от заносов железнодорожного полотна, включающий приемку расходного запаса сырьевой массы, ее модифицирование, пластикацию модификатосодержащего технологического передела, экструдирование пластиката через цилиндрические фильтры, приемку цилиндрошнурового экструдата, его отвердительную формофиксацию и расчленение образованных стержней фиксата на мерные устилочные шпеньки, отличающийся тем, что приемку расходного запаса сырьевой массы осуществляют как ориентированную на употребление объискусствливание-пригодных натуральных материалов типа древесных опилок размером усредненных частиц 0,10-1,20 мм, а перед модификацией принятой сырьевой массы производят ее фракционирование, которое ведут до отделения от сырьевой массы тонкой обесшелушенной фракции с размером древесномучных частиц 0,1-0,15 мм и обеспыленного древеснокрупинчатого остатка, причем модифицирование сырьевой массы осуществляют дробно, для чего предпринимают направление на трансформацию только лишь вещества обесшелушенной тонкой фракции и эту трансформацию ведут путем перевода клетчатки древесины в искусственное клееобразующее производное с природой сложных эфиров целлюлозы, употребляемое как формирующее опилкосовместимую добавку связующего агента для составления древокомпозита и требующее использования полифункционального эфирообразующего модифицирующего агента, который берут из группы фосфорилирующих и составляют из фосфорной кислоты, используемой для антипиреновой пропитки деревянных строительных деталей, кроме того, после завершения модифицирования производят составление из незатронутого трансформацией отделенного обеспыленного остатка древеснокрупинчатых частиц основы древокомпозита, переводимой добавкой приготовленного связующего агента в матрицевый компонент предпродуктового технологического передела.
| Тихомиров В.И | |||
| Учебник | |||
| Содержание и ремонт железнодорожного пути, изд.4-е | |||
| - М.: Транспорт, 1987, с.328 | |||
| Гартинг Г | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
