Изобретение относится к металлургическому и машиностроительному производствам, в частности к способам производства щелевых конусных сит и может быть использовано в метизной промышленности.
Известен способ изготовления щелевого сита - тела вращения, состоящий в совместной навивке двух проволок преимущественно трапецивидных, установке ребер жесткости и последующего скрепления их с полотном сита, причем одна проволока деформирована со знакопеременным изгибом. (а.с. СССР N 1756003, B 21 F 27/00, опубл. 1992, N 31).
К недостаткам этого способа относятся недостаточная точность ширины щели; сложность получения щелей малого размера.
Известен также способ изготовления щелевого сита-тела вращения, состоящий из совместной навивки двух проволок трапециевидного сечения, причем из проволок имеет двухсторонние выступы на противоположных ее сторонах (Патент RU N 2067907, B 21 F 27/00, опубл. 1996, N 29).
Недостатком этого способа является то, что для его осуществления требуется одновременная навивка двух профильных проволок, усложняющая процесс навивки конусного сита, и требующая дополнительных устройств для размотки, рихтовки, проводки проволоки к оправке-шаблону. Кроме того, использование двух профильных проволок при навивке одного сита требует дополнительных затрат на изготовление инструмента.
Наиболее близким по технической сущности к предлагаемому является способ навивки щелевого сита, включающий навивку на шаблон-оправку проволоки трапециевидного сечения с периодическими выступами, равными ширине щели, установке ребер жесткости и последующее скрепление их с полотном сита (а.с. СССР N 170276, B 21 F 27/00, опубл. 1950).
Недостатком известного способа является то, что при намотке профильной проволоки на конусную оправку каждый последующий виток проволоки опирается выступом на предыдущий виток проволоки только в основании рабочей стороны профиля, находится в неустойчивом положении, что часто приводит к опрокидыванию проволоки и повторной намотке профиля на конусную оправку и тем самым, к снижению производительности.
Целью изобретения является повышение устойчивости процесса намотки и тем самым повышения производительности при навивке конусных щелевых сит.
Указанная цель достигается тем, что в способе изготовления щелевых конусных сит, содержащим навивку на шаблон-оправку профильной проволоки, выполненной с периодически повторяющимися на одной из сторон щелеобразующими выступами, установку ребер жесткости и последующее скрепление их с полотном сита, используют проволоку с изменяющимся по высоте щелеобразующим выступом. Высота выступа возрастает от рабочей стороны профиля к противоположной стороне, обеспечивая касание выступов каждого последующего витка профильной проволоки с предыдущим витком в одной и более точках.
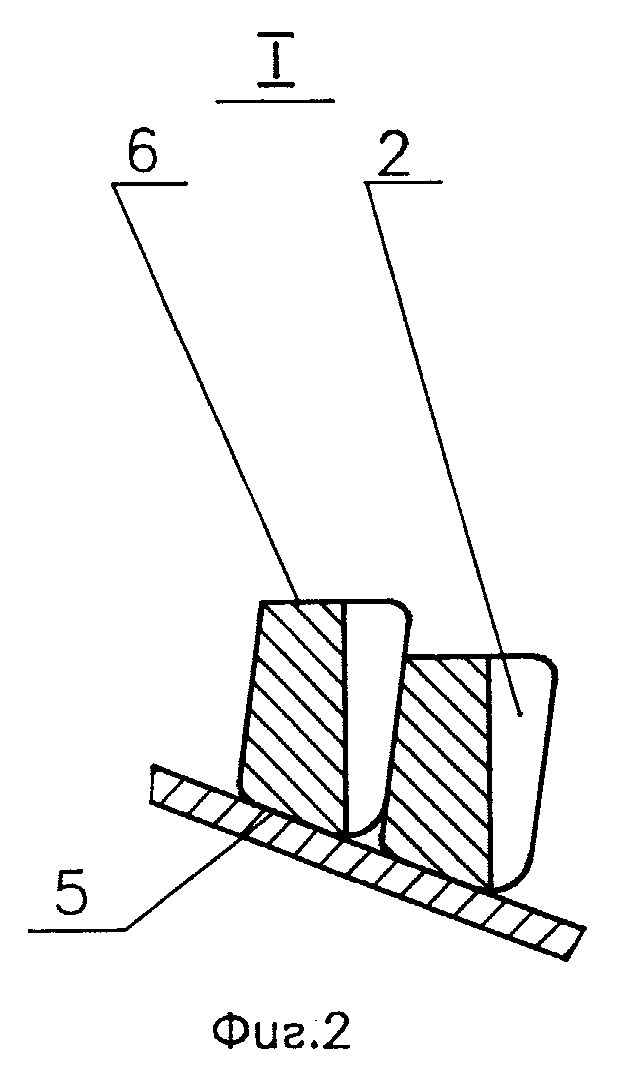
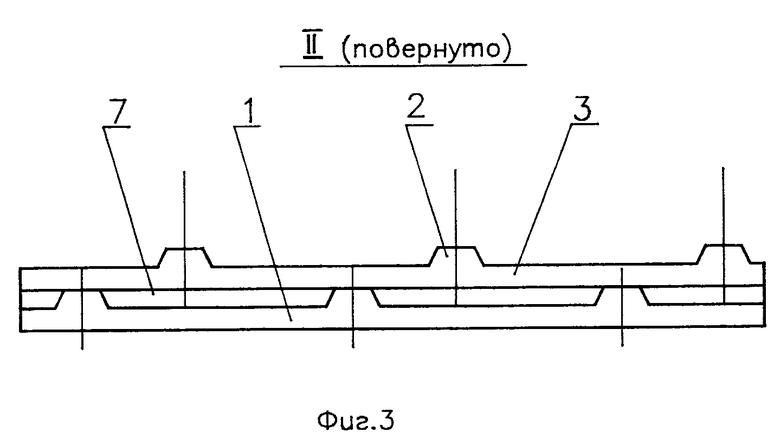
Сущность способа поясняется фиг. 1, 2, 3. На фиг. 1 показана общая схема навивки профильной проволоки на шаблон-оправку; на фиг. 2 показаны контактирующие между собой витки проволоки, поперечное сечение; на фиг. 3 - схема образования щели.
Пример осуществления способа.
По предлагаемому способу на прокатном стане изготавливают профильную, например, трапециевидную, проволоку 1 (3) с изменяющимся по высоте щелеобразующим выступом 2. Указанная проволока наматывается на конусную шаблон-оправку 4. При полном заполнении шаблон-оправки витками проволоки полотно скрепляют ребрами жесткости (на рис. не показаны).
Высота выступа 2 возрастает от рабочей стороны 5 профиля к противоположной стороне 6, что обеспечивает большую площадь контакта последующего витка профильной проволоки 1 с предыдущим витком 3.
Как частный случай предлагаемого способа щелеобразующий выступ 2 может иметь точечное касание, но при этом для обеспечения устойчивости он должен быть смещен от рабочей стороны профиля 5 к противоположной стороне 6 профиля и следовательно должен иметь высоту, большую заданной рабочей стороной профиля ширины щели 7.
Благодаря большей плоскости соприкосновения щелеобразующего выступа 2 с предыдущим витком 3 профильной проволоки при изготовлении сита по предлагаемому способу возрастает устойчивость при намотке профильной проволоки, тем самым обеспечивается стабильность процесса навивки и повышение производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛОСНИКОВЫЙ ПРОФИЛЬ ДЛЯ ПРОИЗВОДСТВА ЩЕЛЕВЫХ СЕТОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2173224C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВОГО СИТА - ТЕЛА ВРАЩЕНИЯ | 1993 |
|
RU2067907C1 |
| Способ изготовления щелевого сита-тела вращения | 1990 |
|
SU1756003A1 |
| Способ изготовления щелевого сита | 1990 |
|
SU1756002A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ - ТЕЛ ВРАЩЕНИЯ И РАЗМОТОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ-ТЕЛ ВРАЩЕНИЯ | 1991 |
|
RU2092265C1 |
| Способ изготовления щелевого сита, имеющего форму тела вращения | 1990 |
|
SU1706769A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Способ изготовления щелевидных сит | 1976 |
|
SU563207A1 |
| ГОФРИРОВАННЫЙ ГНУТЫЙ ПРОФИЛЬ | 1998 |
|
RU2131318C1 |
Изобретение относится к металлургическому и машиностроительному производству, в частности к способам производства щелевых конусных сит, и может быть использовано в метизной промышленности. В качестве профильной проволоки щелевого конусного сита используют проволоку с изменяющимся по высоте щелеобразующим выступом, причем высота выступа возрастает от рабочей стороны профиля к противоположной стороне и обеспечивает касание выступов каждого последующего витка профильной проволоки с предыдущим витком в одной и более точках. Изобретение позволяет повысить устойчивость процесса намотки проволоки и производительность при навивке. 3 ил.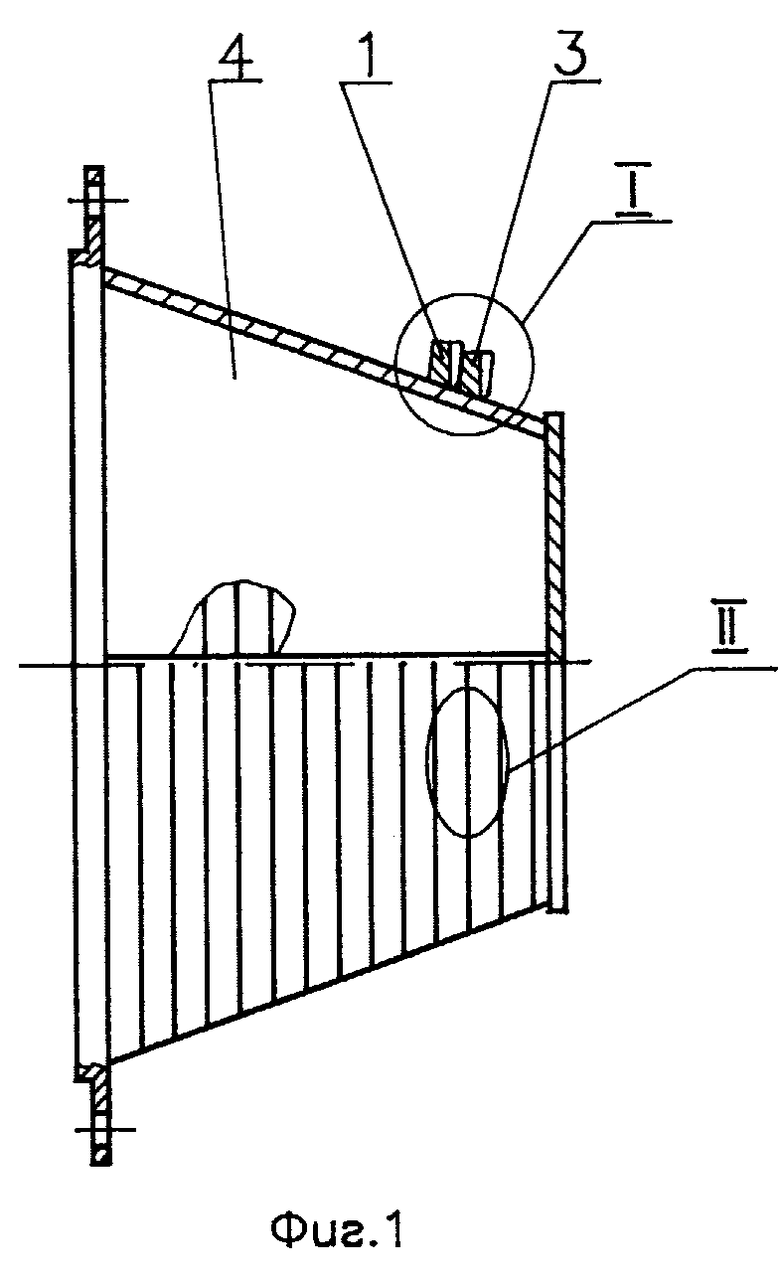
Способ изготовления щелевого конусного сита, включающий навивку на шаблон-оправку профильной проволоки с периодически повторяющимися на одной из ее сторон щелеобразующими выступами, установку ребер жесткости с последующим скреплением их с полотном сита, отличающийся тем, что в качестве профильной проволоки используют проволоку с изменяющимся по высоте щелеобразующим выступом, причем высота выступа возрастает от рабочей стороны профиля к противоположной стороне и обеспечивает касание выступов каждого последующего витка профильной проволоки с предыдущим витком в одной и более точках.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВИДНЫХ СИТ-ТЕЛ ВРАЩЕНИЯ | 0 |
|
SU170276A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ - ТЕЛ ВРАЩЕНИЯ И РАЗМОТОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВОГО СИТА - ТЕЛА ВРАЩЕНИЯ | 1993 |
|
RU2067907C1 |
| Способ изготовления щелевого сита | 1990 |
|
SU1756002A1 |
| Способ изготовления щелевого сита-тела вращения | 1990 |
|
SU1756003A1 |
| US 3554242 A, 12.01.71 | |||
| RU 2003415 C1, 30.11.93 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 1992 |
|
RU2034631C1 |

