Известны сиособы изготовления щелевидных сит-тел вращения иавивкой на шаблоноправку проволоки клиновидного сечения с периодическими дистанционными выступами, равными ширине щели.
Описываемый способ состоит в том, что для повышения надежности и качества сит, а также для изготогзлеиия сит различной формы на витки проволоки приваривают планки, служашие ребрами жесткости, после чего шлифуют рабочую поверхность сита.
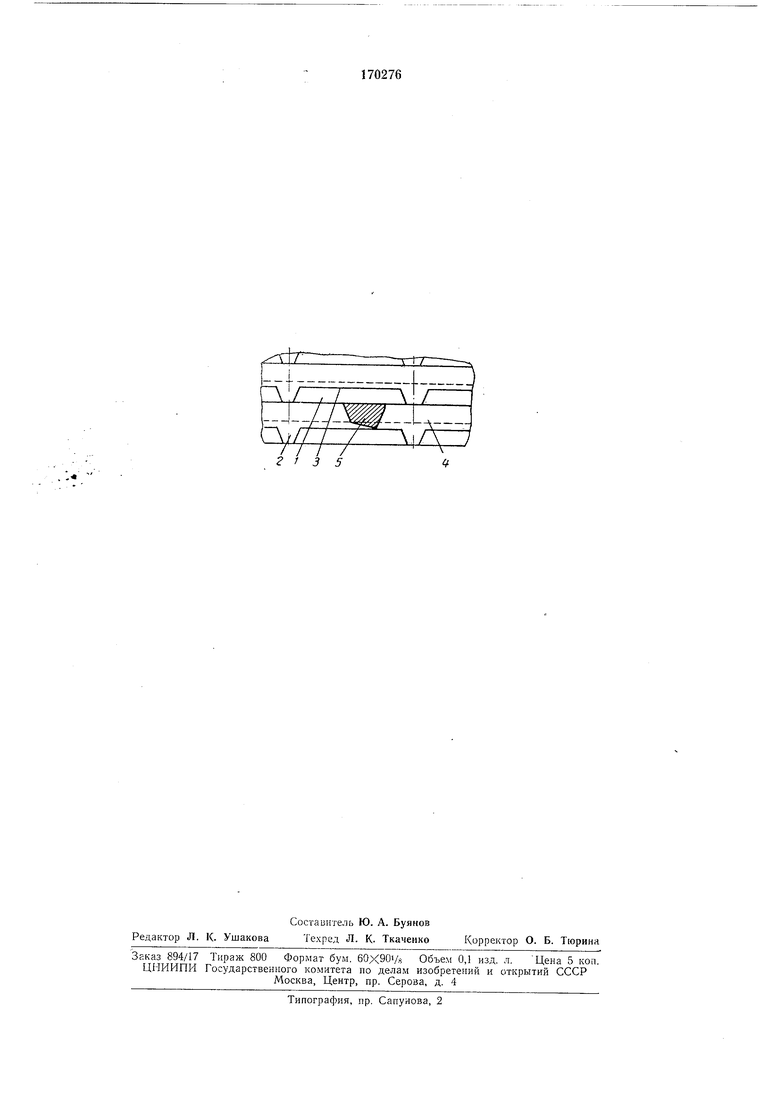
Па чертеже схематически изображена часть поверхности сита.
При изготовлении шелевидных сит-тел враш,ения ш,ель 1 образуется выступами 2 на боКОБОЙ поверхности 3 проволок 4 клиновидного сечения 5, получаемых при холодной прокатке проволоки. Форму и размеры сечения проволоки, материал, а также режим обжатия, калибровку валков и т. д. выбирают в зависимости от условий работы сита, вида обогаш,аемого материала, среды, в которой работает сито, конструкции центрифуги и др. Выправленную проволоку, имеющую необходимую степень натя/кения и поддерживаемую в определенном положении, наматывают на шаблон-оправку цилиндрической, конической, сферической или другой формы. В процессе навивки обеспечивают плотное прилегание витка к витку, при этом выступы образуют щели, ширина которых равна высоте выступов.
После навивки необходимой фигуры ироизводят сварку сита по образующим с те.м, чтобы отдельные проволоки не расходились. Па навитое цельное сито накладывают планки, служашлш рабрами жесткости, которые образуют периметр частей спта, и приваривают эти плапк к проволокам сита. Затем сито разрезают на части, которые вставляют в ротор центрифуги. После снятия сита с шаблона-оправк11 его рабочую поверхность шлифуют, что предотвращает заби1 а11ие nie.ieii и процессе эксплуатации. Павпвку сит производят в один, два или три захода.
Описываемый способ позволяет снизить трудоемкость изготовления щелевидных ситтел, повысить их надежность, а также уменьшить потери обогаи1аемого .материала.
П р е д м е т и з о б р е т е п и ,;
Сиособ изгот() щелевиднь х сит-тел вращения посредством навивки на шаблоноправку проволоки кл11нов 1дного сечется с периодическими дистанционными выступами, равными ширине щели, отличающийся, тем, что, с целью повышения качества и надежности сит, а также для возможности изготовления сит различных форм, на витки навитой проволоки приваривают планки, служащие ребрами жесткости, после чего шлифуют рабочую поверхность сита.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВОГО СИТА - ТЕЛА ВРАЩЕНИЯ | 1993 |
|
RU2067907C1 |
| Способ изготовления щелевого сита | 1990 |
|
SU1756002A1 |
| Способ изготовления щелевидных сит | 1976 |
|
SU563207A1 |
| Щелевое сито | 1959 |
|
SU584910A1 |
| Способ изготовления щелевого сита-тела вращения | 1990 |
|
SU1756003A1 |
| Щелевое сито | 1990 |
|
SU1727936A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ-ТЕЛ ВРАЩЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2074782C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ-ТЕЛ ВРАЩЕНИЯ | 1991 |
|
RU2092265C1 |
| РОТОР ФИЛЬТРУЮЩЕЙ ЦЕНТРИФУГИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2002 |
|
RU2211864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВОГО КОНУСНОГО СИТА | 1998 |
|
RU2129477C1 |